Изобретение относится к контрольно-измерительной технике и может быть использовано, в частности, в металлургической промышленности для контроля параметров листового проката в условиях горячего производства без остановки технологического процесса.
Наиболее близким по технической сущности к предлагаемому и принятым нами за прототип является известное устройство и способ для оптических измерений на основе триангуляции, позволяющее измерять расстояния до поверхности исследуемого объекта по отраженному свету, содержащее формирующую систему, включающую в себя лазер и установленные по ходу его излучения коллимирующий объектив, приемную систему, состоящую из объектива, формирующего изображение, детектора и блока обработки сигнала (Патент США N 4708483, G 01 В 11/14).
Известное устройство для оптических измерений на основе триангуляции не пригодно для работы в условиях производства горячего проката, так как сам горячий прокат дает сильное фоновое излучение, в результате чего приемная система не распознает световое излучение лазера.
Задачей предлагаемого изобретения является измерение толщины листового проката при работе устройства в условиях горячего производства без остановки технологического процесса.
Она решается следующим образом. В известное устройство введены дополнительно еще по одной формирующей и приемной системе, которые расположены симметрично относительно оси исследуемого объекта. Каждая формирующая и приемная системы дополнительно снабжены сканирующими элементами, состоящими из поворотной платформы, с закрепленным на ней зеркалом и угловым датчиком, что позволяет измерять расстояние до объекта с двух сторон, сверху и снизу относительно оси исследуемого объекта по всей его поверхности. В качестве детектора использован четырехквадрантный фотоприемник, применение которого дает возможность более точной настройки на максимум интенсивности диффузно-рассеянного излучения. В формирующую систему дополнительно введен модулятор, установленный в фокальной плоскости коллимирующего объектива. За коллимирующим объективом по ходу светового потока установлен оптический клин, отводящий часть лазерного излучения для формирования опорного сигнала при осуществлении операции синхронного детектирования в приемном тракте с целью выделения полезного сигнала из смеси сигнала и помех, возникающих в условиях флуктуации фоновых засветок. В тракт приемной системы дополнительно введен набор светофильтров, включающий в себя интерференционный фильтр на рабочую длину волны, что позволяет отсечь фоновое излучение горячего проката.
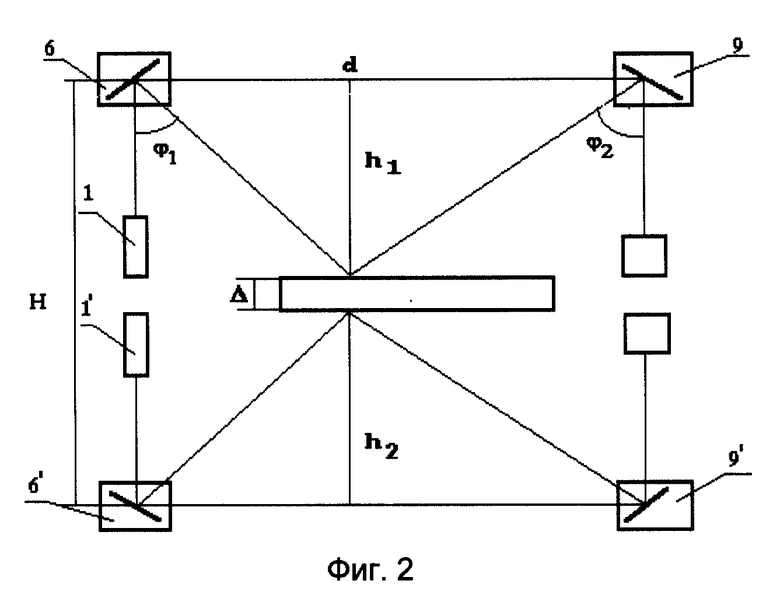
На фиг. 1 представлена схема предлагаемого устройства. На фиг. 2 приведена схема, поясняющая расчеты расстояния до исследуемого объекта методом триангуляции.
Устройство состоит из двух симметрично расположенных частей, каждая из которых содержит источник света (лазер) 1,1', установленные последовательно по ходу его излучения коллимирующий объектив 2,2', в фокальной плоскости которого установлен модулятор светового потока 3,3', клин 4,4', отводящий часть светового потока на фотоприемник 5,5' и сканирующий элемент 6,6', состоящий из поворотной платформы с угловым датчиком и закрепленным на ней зеркалом 7,7'. Световой поток, отражаясь от зеркала 7,7', попадает на исследуемый объект 8. Сканирующий элемент приемной системы 9,9' направляет диффузно-рассеянное от исследуемого объекта 8 излучение на объектив 10,10', формирующий изображение светового пятна на четырехквадрантном фотоприемнике 11,11'. В оптический тракт приемной системы дополнительно введен набор светофильтров 12,12', включающий в себя, в частности, интерференционный фильтр на рабочую длину волны излучения. Четырехквадрантный фотоприемник подключен к блоку обработки 13,13', который дополнительно снабжен устройством синхронного детектирования 14,14'. Работа обеих частей устройства осуществляется при помощи управляющей ЭВМ 15.
Устройство работает следующим образом. Световой поток от лазера 1,1' проходит через коллимирующий объектив 2,2', модулятор светового потока 3,3', клин 4,4', отводящий часть светового потока на фотоприемник 5,5', и попадает на сканирующий элемент формирующей системы 6,6'. Отражаясь от зеркала 7,7', световой поток попадает на исследуемый объект 8. Блок обработки 13,13' определяет угол между оптической осью формирующей системы и направлением падения светового потока на исследуемый объект и далее заносит его в память управляющей ЭВМ. От исследуемого объекта диффузно-рассеянное излучение попадает на сканирующий элемент приемной системы 9,9'. Отражаясь от зеркала, световой поток проходит через набор светофильтров 12,12', объектив 10,10' и попадает на четырехквадрантный фотоприемник 11,11'. С фотоприемника сигнал поступает в блок обработки сигнала 13,13'. Набор светофильтров позволяет пропускать световой поток только рабочей длины волны, отсекая фоновое излучение, которое присутствует при производстве горячего проката. Блок обработки электрически связан с поворотной платформой приемной системы и после анализа пришедшего сигнала дает команду на поиск максимума интенсивности светового потока в диффузно-рассеянном излучении. После того, как будет найден максимум интенсивности светового потока, блок обработки определяет угол между оптической осью приемной системы и направлением на максимум интенсивности диффузно-рассеянного излучения. Полученные значения позволяют методом триангуляции получить данные о расстоянии от сканирующих элементов до исследуемого объекта. Формулы (1) и (2) поясняют метод расчета толщины листового проката (см. фиг. 2).

где h1,2 - расстояние от прямой, соединяющей сканирующие элементы 6, 6', 9, 9' приемной и формирующей систем до исследуемого объекта;
d - расстояние между сканирующими элементами 6, 9 формирующей и приемной систем;
ϕ1 - угол между оптической осью формирующей системы и направлением падения светового потока на исследуемый объект;
ϕ2 - угол между оптической осью приемной системы и направлением на максимум интенсивности диффузно-рассеянного излучения.
Точно так же работают симметрично расположенные относительно оси измеряемого объекта дополнительно введенные формирующая и приемная системы. Таким образом, управляющая ЭВМ рассчитывает расстояния от сканирующих элементов формирующих систем до исследуемого объекта с обеих сторон от этого объекта. Зная расстояние между самими сканирующими элементами формирующих систем, определяется толщина исследуемого объекта.
Δ = H-h1-h2, (2)
где Δ - толщина исследуемого объекта;
H - расстояние между сканирующими элементами двух формирующих систем.
Предложенное техническое решение позволяет проводить измерения толщины листового проката в условиях горячего производства без остановки технологического процесса. При этом применение высокочувствительных фотоприемных устройств, высокоточных угловых датчиков позволяет измерять толщины с достаточно высокой точностью, введение набора светофильтров, включающих в себя интерференционный фильтр на рабочую длину волны, позволяет отсечь фоновое излучение горячего проката, а включение в оптический тракт сканирующих элементов позволяет дополнительно получить информацию о профиле листового проката также без остановки технологического процесса.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ЛИНЕЙНЫХ РАЗМЕРОВ | 1997 |
|
RU2106599C1 |
| ОПТОЭЛЕКТРОННОЕ УСТРОЙСТВО КОНТРОЛЯ ТОЛЩИНЫ ЛИСТОВОГО ПРОКАТА | 2010 |
|
RU2458318C2 |
| СПОСОБ ИЗМЕРЕНИЯ ТОЛЩИНЫ ЛИСТОВОГО СТЕКЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2146355C1 |
| СПОСОБ ОБРАБОТКИ ЖИДКОСТЕЙ | 1996 |
|
RU2116256C1 |
| УСТРОЙСТВО ДЛЯ ВИДЕНИЯ ПОДВОДНЫХ ОБЪЕКТОВ | 2022 |
|
RU2794167C1 |
| Способ неконтактного подрыва и неконтактный датчик цели | 2021 |
|
RU2771003C1 |
| Сканирующий оптический микроскоп | 1991 |
|
SU1797717A3 |
| ПРИЕМО-ПЕРЕДАЮЩИЙ КАНАЛ НЕКОНТАКТНОГО ДАТЧИКА ЦЕЛИ | 2004 |
|
RU2280235C2 |
| Устройство для измерения профиля объекта | 1990 |
|
SU1717951A1 |
| СПОСОБ РЕГИСТРАЦИИ ДИФФУЗНО ОТРАЖЕННОГО ИЛИ ДИФФУЗНО РАССЕЯННОГО ЛАЗЕРНОГО ИЗЛУЧЕНИЯ | 2011 |
|
RU2458361C1 |
Изобретение относится к контрольно-измерительной технике и может быть использовано в черной и цветной металлургии для измерения толщины проката в условиях горячего производства без остановки технологического процесса. Сущность изобретения состоит в том, что в устройство, содержащее источник света, коллимирующий объектив, приемную систему, детектор и блок обработки сигнала, введены дополнительно еще по одной формирующей и приемной системе, расположенные симметрично относительно исследуемого объекта. Каждая формирующая и приемная системы снабжены сканирующими элементами и угловым датчиком. С помощью устройства можно измерять расстояние до объекта с двух сторон, что существенно в условиях горячего производства. 1 з.п.ф-лы, 2 ил.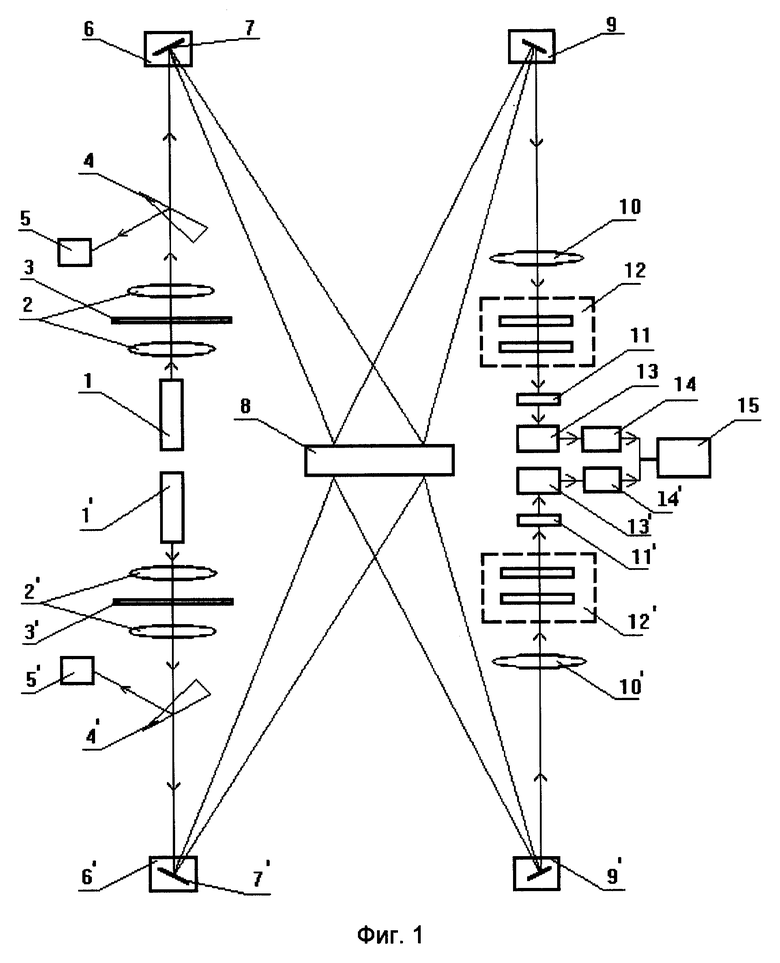
| US 4708483 А, 24.11.1987 | |||
| US 5210593 А, 11.05.1993 | |||
| RU 2060456 С1, 20.05.1996. |

