Изобретение относится к области изготовления закрытых картонных упаковок со склеенными створками, а более точно, касается устройства для закрывания картонной коробки, способа закрывания картонной коробки, устройства для образования закрытой картонной коробки и устройства для нанесения клея на картонную коробку.
Для промышленного изготовления закрытых картонных упаковок обычно используют упаковочный автомат, в котором картонную коробку наполняют, а затем закрывают створки, загибая их одну над другой, и тем самым закрывают картонную коробку. В типичном случае картонную коробку транспортируют по конвейеру через упаковочное устройство, в котором две боковые стороны загибают внутрь так, чтобы поверхность по меньшей мере одной створки была обращена вверх. Затем частично закрытая картонная коробка проходит под клеящим соплом, которое наносит по направлению движения картонной коробки одну или более полосок клея на обращенные вверх поверхности. После этого загибают остальные створки, закрывая картонную коробку окончательно.
Для повышения прочности закрываемых (и склеиваемых) частей, в общем случае желательно наносить более одной полоски клеящего вещества на закрываемые створки. Обычно для нанесения ряда полосок клея используют несколько клеящих головок. Желательно наносить полоски клеящего вещества вокруг большей части периметра закрываемых створок для уменьшения утечек или просачивания содержимого из готовой упаковки. Устройства такого типа, как правило, содержат пару стационарных клеящих головок, расположенных над конвейером так, что клей наносится на картонную коробку, движущуюся по конвейеру, по параллельным линиям вдоль наружных кромок закрываемых створок в направлении движения. Полоски клея, наносимые по кромкам закрываемых створок перпендикулярно направлению движения, выполняют при остановке картонной коробки, при этом клеящие головки перемещают поперек конвейера. Такой способ склеивания имеет тот недостаток, что требуются периодические остановки движения конвейера для нанесения клея на картонные коробки.
Другие способы проклеивания и закрывания картонных коробок позволяют исключить прерывание потока картонных коробок. В этих способах картонные коробки поворачивают на 90o, а затем пропускают под второй системой клеящих головок для нанесения валика клея вдоль ранее непроклеенных створок. Картонные коробки поворачивают либо вручную, либо с помощью автоматических средств. Такие склеивающие устройства требуют применения сложных поворотных устройств и клеящих головок, а также применение устройства позиционирования головок для склеивания закрывающихся створок картонной коробки надлежащим образом. Устройства склеивания и закрытия картонных коробок этого типа обладают тем недостатком, что не позволяют осуществить непрерывный процесс обработки без изменения ориентации картонной коробки на конвейере.
Ближайшим известным техническим решением в данной области является патент США N 3831342, кл. B 65 B 7/20, 1974. Раскрытое в этом патенте устройство для закрывания картонной коробки с передней, задней и двумя противолежащими боковыми створками содержит конвейер для перемещения нескольких картонных коробок в направлении транспортирования, причем открытый конец каждой картонной коробки направлен вверх, и картонная коробка установлена на конвейере с по меньшей мере одной отогнутой наружу створкой, подлежащей закрыванию, а также содержит клеящие средства для нанесения клея по меньшей мере на одну закрывающуюся створку поперечно направлению транспортирования, включающие по меньшей мере одну связанную с кулачковым средством клеящую головку, установленную с возможностью возвратно-поступательного перемещения со скоростью и в направлении, обеспечивающими нанесение клея поперечно направлению транспортирования при безостановочной транспортировке коробок, и закрывающие средства для загибания внутрь отогнутых наружу створок для закрытия картонной коробки.
Известное устройство содержит кулачковый узел, управляющий перемещением клеящего узла, клеящие головки которого перемещаются в поперечном направлении на расстояние, равное рабочей поверхности (выступу) кулачка. На заготовку наносят две поперечные полоски клея из двух клеящих головок. Каждая из показанных в этом патенте клеящих головок имеет короткий ход. Поэтому нанесение клея на заготовки известным устройством выгодно только при изготовлении маленьких упаковок или же приходится использовать несколько клеящих головок для укладки одной полоски клея.
Задача изобретения состоит в том, чтобы устранить указанные недостатки известного устройства и создать новые более эффективные устройства и способы образования закрытых картонных упаковок.
Поставленная задача в части устройства для закрывания картонной коробки решается посредством того, что в устройстве вышеописанного типа клеящие средства снабжены кареткой, установленной с возможностью прямолинейного возвратно-поступательного перемещения в направлении транспортирования, а указанная клеящая головка установлена на этой каретке с возможностью прямолинейного возвратно-поступательного перемещения в направлении, поперечном направлению перемещения каретки.
Соответственно изобретение в другом своем аспекте предлагает способ закрывания картонной коробки, содержащей переднюю, заднюю и две боковые противолежащие створки, шарнирно соединенные с корпусом картонной коробки, предусматривающий непрерывное транспортирование картонных коробок по конвейеру, при этом по меньшей мере одна из створок направлена вверх, а продольная ось картонной коробки направлена по ходу конвейера, в котором согласно изобретению перемещение клеящих средств осуществляют под углом относительно направления транспортирования картонной коробки с достаточной скоростью движения вперед для нанесения по меньшей мере одной полосы клея на обращенную вверх поверхность по меньшей мере одной из створок поперечно направлению транспортирования и загибание внутрь створок для закрывания картонной коробки и закрепления створок.
Эти и другие признаки и задачи изобретения подробно раскрыты далее в описании.
Изобретение предназначено для изготовления картонных коробок и склеивания закрывающихся створок упаковок или картонных коробок, расположенных на одной линии упаковочного автомата. Склеиваемые картонные коробки предпочтительно имеют трубчатую, квадратную или прямоугольную форму и открыты с обоих концов. Их складывают из картонной заготовки. Открытый конец картонной коробки содержит пару боковых створок, заднюю створку и переднюю створку. Картонную коробку укладывают на конвейер так, чтобы открытый конец был обращен вверх, а боковые створки направлены соответственно вперед и назад относительно направления движения. Конвейер транспортирует картонную коробку к первому участку, на котором осуществляют заполнение картонной коробки. На следующем участке технологической линии створки коробки загибают в закрытое положение.
После этого картонную коробку можно транспортировать через участок склеивания, на котором из стационарных клеящих сопел по линиям, параллельным направлению движения конвейера, наносят клей, например горячий расплавленный клей, на обращенную вверх поверхность передней и задней створок картонной коробки. Клеящие средства включают в себя средства нанесения клея по предварительно выбранной схеме на створки по сигналам, посылаемым устройством управления.
На втором клеящем участке второе клеящее средство наносит полоску клея по линии, проходящей поперек направления движения картонной коробки по конвейеру. Хотя можно использовать одну клеящую головку, в предпочтительном варианте изобретения используют по меньшей мере две клеящие головки, направленные вниз в сторону верхней поверхности створок. Клеящие головки смонтированы на каретке, передвигающейся по направляющим в направлении движения картонной коробки. Диагональный кулачковый элемент вызывает перемещение клеящей головки поперечно направления движения конвейера. Сложение движения вперед (каретка) и движения поперек (головка) обеспечивает перемещение клеящей головки в диагональном направлении. Скорости каретки и конвейера синхронизируются управляющим устройством, благодаря чему клей наносится на движущуюся картонную коробку в виде прямой поперечной полосы. Управляющее устройство выборочно приводит в действие клеящие головки для нанесения клея по заданной схеме. В более предпочтительном варианте выполнения каретка содержит две расположенные на некотором расстоянии друг от друга клеящие головки для нанесения полосок клея соответственно рядом с передней и задней кромками передней створки и боковых створок картонной коробки. После этого картонную коробку транспортируют через участок завершающей загибки, на котором заднюю створку загибают внутрь и склеивают с боковыми створками. После закрытия задней створки можно нанести клей на обращенную вверх поверхность этой створки, используя одну или несколько клеящих головок, расположенных в месте, где задняя створка уже закрыта, а передняя створка еще не отогнута на заднюю створку.
Устройство содержит конвейер для транспортирования картонных коробок через участки заполнения, склеивания и закрытия картонных коробок. Ниже по ходу от клеящих головок на конвейере предусмотрены средства закрытия створок для закрытия передней створки и задней створки. Клеящие средства для нанесения поперечной полосы клея включают в себя каретку с поперечной направляющей, одну или несколько клеящих головок, смонтированных на нижней стороне каретки. Поперечные направляющие смонтированы на каретке над конвейером. Блок клеящих головок скользит по направляющей в направлении, перпендикулярном направлению движения конвейера. По диагонали к конвейеру смонтирован кулачковый элемент, который в рабочем состоянии соединен с блоком клеящих головок через толкатель кулачка. Устройство управления координирует скорость движения вперед каретки в соответствии со скоростью движения конвейера так, чтобы они были фактически одинаковыми. При движении каретки вперед толкатель кулачка входит в контакт с кулачковым элементом, что заставляет блок клеящих головок одновременно перемещаться по перечным направляющим, в результате блок клеящих головок движется поперечно коробки и по существу по диагонали относительно конвейера. Управляющее устройство синхронизирует скорость картонной коробки со скоростью движения вперед каретки так, чтобы блок клеящих головок перемещался в поперечном направлении по верхней поверхности картонной коробки по прямой линии при безостановочном движении конвейера с картонными коробками.
В еще одном своем аспекте, изобретение касается устройства для образования закрытой картонной коробки, включающего опору для приема картонной коробки с открытым верхним концом и открытым донным концом, причем картонная коробка имеет две противолежащие боковые створки и переднюю и заднюю закрывающиеся створки, связанные с боковыми стенками картонной коробки смежно ее донному концу, а картонная коробка установлена на опору так, что плоский верхний конец опоры находится на одном уровне с верхним концом картонной коробки, согласно изобретению это устройство снабжено средством для установки гибкого закрывающего элемента на открытый конец картонной коробки, прижимающим средством, имеющим шарнирные рычаги для загибания периферийных краев гибкого закрывающего элемента на открытый конец картонной коробки и для прикрепления краев к боковым стенкам картонной коробки.
Далее изобретение иллюстрируется чертежами, на которых: фиг. 1 - вид сверху устройства по изобретению; фиг. 2 - вид сбоку устройства на фиг.1 по 2-2; фиг. 3 - вид сверху картонной коробки с нанесенной на нее полоской клея согласно предпочтительному варианту выполнения; фиг. 4 - вид сверху закрытой картонной коробки; фиг. 5a - 5d - виды сбоку последовательного перемещения устройства для закрытия верха картонной коробки; фиг. 6 - вид снизу готовой картонной коробки; фиг. 7 - вид сверху опоры для герметизирующей пленки.
Изобретение устраняет недостатки и ограничения известных упаковочных автоматов и предлагает эффективное устройство и способ для закрытия и изготовления герметичных картонных коробок. Конкретнее, изобретение касается способа и устройства, позволяющих изготавливать герметичные картонные коробки с пленочным покрытием, закрепленным на одном конце картонной коробки, и со склеенными закрытыми створками на другом конце. Склеенные закрываемые створки герметизированы сплошной полосой клея, нанесенного на створки картонной коробки при безостановочном движении картонных коробок по конвейеру.
Картонные коробки, рассматриваемые в изобретении - это главным образом коробки для упаковки гранулированного или порошкового вещества. Обычно картонную коробку изготовляют из картонной заготовки, предварительно нарезанной и подготовленной, формируя переднюю, заднюю и боковые стенки. В предпочтительном варианте конструкции картонная коробка открыта с верхнего конца и содержит закрывающиеся створки, выступающие от передней, задней и боковых стенок на нижнем конце. Эти створки можно отогнуть внутрь, закрывая нижний конец картонной коробки.
Отверстие в верхнем конце картонной коробки герметизируют, наложив на него гибкий пленочный материал, который затем закрепляют на наружных стенках по верхнему краю. В качестве пленочного материала можно использовать любой гибкий материал, позволяющий получить закрытый конец картонной коробки. Пленочным материалом герметизируют открытый конец картонной коробки. После чего к картонной коробке над пленкой можно закрепить необязательную шарнирную крышку, используемую для повторного закрытия коробки после того, как она вскрыта, если, например, разрезали пленку или удалили ее. После герметизации одного конца картонную коробку транспортируют по конвейеру в перевернутом положении и заполняют. Заполненную картонную коробку закрывают, загибая внутрь створки так, чтобы они перекрывались. Створки скрепляют, используя подходящий клей.
В качестве устройства для образования закрытых картонных коробок на фиг. 1 показан однопоточный упаковочный автомат, содержащий участок 10 заполнения, первый участок 12 загиба створок картонной коробки, необязательный участок 14 стационарного параллельного склеивания, участок 15 склеивания в поперечном направлении и второй участок 16 закрытия створок. На втором участке 16 закрытия створок может быть предусмотрена клеящая головка для нанесения полосы клея на основную створку, уже закрытую. На безостановочно движущийся конвейер 18 устанавливают картонную коробку 20, закрытую с одного конца с использованием известного средства. Как хорошо видно на фиг. 2, картонную коробку 20 устанавливают на конвейер 18 так, чтобы открытый конец был обращен вверх, а нижняя задняя закрывающая створка 22 (см. фиг.3), передняя закрывающая створка 24 и боковые закрывающие створки 26, 28 отогнуты наружу. Картонная коробка проходит под заполняющим устройством 30, которое загружает отмеренное количество материала в открытый конец картонной коробки. После этого картонную коробку транспортируют к первому участку 31 закрытия, на котором боковые створки 26, 28 загибают внутрь с помощью известного средства закрытия створок.
Картонную коробку 20 с загнутыми внутрь боковыми створками 26 и 28 без остановки транспортируют ниже нескольких необязательных клеящих головок 32, 34, 36 и 38, смонтированных на стационарной опоре для клеящих головок. Клеящие головки 32, 34, 36 и 38 направлены вниз в сторону обращенной вверх поверхности закрываемых створок картонной коробки. В варианте выполнения, показанном на фиг. 1, положение клеящих головок выбрано таким, чтобы они наносили полоски клея на переднюю и заднюю закрываемые створки при непрерывном движении картонной коробки по конвейеру под клеящими головками. Как показано, клеящие головки 32 и 38 предусмотрены для необязательного нанесения полосок 42 и 44 клея рядом с наружными краями передней и задней закрываемых створок 22 и 24, соответственно. Клеящие головки 34 и 36 смонтированы для необязательного нанесения полосок клея 46 и 48 рядом с внутренними краями передней и задней створок 22 и 24 соответственно. Клеящие головки 32, 34, 36 и 38 являются стационарными и наносят практически прямые полосы клея по направлению движения картонной коробки по конвейеру. Управляющие средства 50 для нанесения клея на картонную коробку приводят в действие клеящие головки при прохождении картонной коробки под клеящей головкой.
В предпочтительном варианте изобретения клеящие головки наносят горячий расплавленный клей, полученный известным способом, но можно использовать клей с растворителем, хотя обычно более предпочтительным является горячий расплавленный клей, так как его отверждение происходит более быстро и отсутствуют проблемы, связанные с испарениями растворителя.
После этого картонную коробку транспортируют далее по ходу к второму клеящему устройству 15, в котором наносят одну или несколько полосок клея практически по прямой, перпендикулярной направлению движения картонной коробки, без остановки конвейера или поворота картонной коробки. Клеящее устройство содержит блок каретки 51 с продольными подшипниками, скользящими по паре продольных осей 52 и 54, соответственно расположенных по обеим сторонам конвейера 18. Каретка содержит направляющие, расположенные перпендикулярно конвейеру, на которые опирается блок 60 клеящих головок. Как показано, поперечные направляющие включают в себя пару параллельных рельсов 56, 58, по которым катается блок 60 клеящих головок. Блок 60 клеящих головок выполнен с возможностью перемещения поперек конвейера по рельсам 56, 58. В варианте конструкции, показанном на фиг. 1, каретка 51 соединена через соединительный стержень 62 с кривошипом 64, вращаемым двигателем. Круговое движение кривошипа 64 вызывает возвратно-поступательное движение соединительного стержня 62 и возвратно-поступательное движение каретки. Двигатель и управляющее устройство 66 синхронизируют скорость и движение вперед каретки 51 в соответствии с движением вперед картонной коробки 22, что более подробно рассмотрено ниже.
Как показано на фиг. 1, над кареткой 51 расположена пара кулачковых элементов 68 и 70. Кулачковые элементы 68 и 70 расположены по диагонали относительно направления движения конвейера 18. В предпочтительном варианте конструкции кулачковые элементы 68 и 70 образуют угол 45o по отношению к конвейеру 18. Ролик или элемент 72 толкателя кулачка выступает из узла 60 клеящих головок и входит между кулачковыми элементами 68, 70 так, что движение вперед каретки по направляющим вызывает перемещение блока 60 клеящих головок по существу по диагонали относительно конвейера.
Управляющее устройство 74 посылает сигнал в соответствии с положением картонной коробки и приводит в движение каретку 51 и блок клеящих головок, перемещающийся вперед по направляющим от положения, показанного на фиг. 1. Каретка 51 перемещается по продольным осям 52, 54 в ответ на перемещение вперед картонной коробки по конвейеру. В предпочтительном варианте выполнения каретка 51 перемещается с той же скоростью, что и картонная коробка. Блок 60 клеящих головок перемещается вперед относительно расположенных по диагонали кулачковых элементов 68, 70 со скоростью, синхронизированной со скоростью движения картонной коробки. Скорость перемещения каретки 51 и блока 60 клеящих головок равна скорости движения картонной коробки, в результате блок 60 клеящих головок пересекает картонную коробку при безостановочном движении картонной коробки по конвейеру.
Таким образом, клеящие головки могут наносить полосу клея практически по прямой вдоль передней, центральной и задней кромок картонной коробки перпендикулярно направлению движения картонной коробки.
Управляющее устройство 74 выборочно приводит в действие клейкие головки для нанесения заданного количества клея в заданной области картонной коробки. В одном варианте две клеящие головки 76, 78 опираются на блок 60 клеящих головок и предназначены для нанесения двух параллельных полос клея 80 и 82 на передний и задний края задней створки 24 и передний и задний края боковых створок 26, 28 соответственно. Кроме того, клей частично можно нанести на переднюю створку 22. В предпочтительном варианте в блоке клеящих головок предусмотрены два набора расположенных рядом друг с другом клеящих головок для нанесения четырех параллельных полос клея на створки картонной коробки для обеспечения более эффективного и полного склеивания картонной коробки. В другом варианте предусмотрены четыре клеящие головки в блоке клеящих головок, причем две клеящие головки наносят клей на переднюю и заднюю кромки створки 24, а две другие клеящие головки наносят клей на передний и задний края боковых створок 26, 28. В случае, когда все четыре клеящие головки расположены рядом друг с другом, как в рассматриваемом варианте конструкции, блок клеящих головок необязательно должен перемещаться настолько для нанесения клея на все края картонной коробки, как в варианте, в котором в блоке клеящих головок используются только две клейкие головки.
Блок клеящих головок поступательно перемещается вдоль кулачковых элементов, нанося клей на створки картонной коробки, пока не достигнет конца хода, а затем возвращается в исходное положение, показанное на фиг. 1. После этого картонную коробку 20 транспортируют к паре закрывающих стержней 84 и 86, которые загибают заднюю створку 22 и переднюю створку 24 внутрь, образуя дно картонной коробки и герметизируя отверстие. После того как передняя створка закрыта в случае, когда необязательные клеящие головки 32 и 34 не используются, полоску 85 клея можно нанести с помощью стационарной клеящей головки 87, обеспечивая тем самым герметичное клеевое соединение. Готовую картонную коробку после этого транспортируют, если необходимо на следующие участки обработки.
Фиг. 2 дает вид сбоку устройства по изобретению и иллюстрирует движение картонной коробки 20 по конвейеру 18 в сторону (необязательных) стационарных клеящих головок 32, 34, 36 и 38. Блок 60 клеящих головок расположен далее по ходу на технологической линии за неподвижными клеящими головками и содержит клеящие головки 76, 78. Стержни 84, 86, закрывающие створки, расположены над конвейером после блока 60 клеящих головок.
В варианте выполнения, показанном на фиг. 1, картонную коробку изготовляют из заготовки из обычного или макулатурного картона. Заготовка имеет боковые створки 26, 28, которые при загибе внутрь фактически закрывают отверстие картонной коробки. Передняя створка 24 и задняя створка 22 предпочтительно имеют размер, практически совпадающий с размером отверстия картонной коробки, поэтому створки при загибе внутрь перекрывают друг друга. Как видно на фиг. 1, клей наносят в форме пары поперечных полосок 80, 82, проходящих от наружного края передней закрывающейся створки, поперек боковых створок 26, 28 и заходящих на заднюю створку 22. Первый закрывающий стержень 84 загибает заднюю закрывающуюся створку 22 внутрь на боковые створки 26 и 28, после чего второй закрывающий стержень 86 загибает переднюю створку 24 на заднюю створку 22. Прежде чем передняя створка будет загнута на заднюю створку, с помощью клеящей головки 87 можно нанести полосу клея на поверхность задней створки, которая в данный момент обращена вверх.
Однопоточный упаковочный автомат, показанный на фиг. 1 и 2, обеспечивает эффективный способ склеивания и загиба закрываемых створок для получения герметичных соединений. Устройство имеет возможность наносить полосу клея по периферии закрывающихся створок по любой заданной схеме, обеспечивая плотное соединение, препятствующее протечке или просачиванию содержимого. К достоинствам относится возможность с помощью клеящих головок наносить валик клея в направлении движения картонной коробки и практически по прямой, перпендикулярной направлению движения картонной коробки, без остановки движения картонной коробки или без поворота картонной коробки на конвейере.
В другом варианте схемы нанесения клея, показанной на фиг.1, клей наносят по продольным линиям по самым краям передней и задней створок 24, 22. В этом варианте, передняя створка 24 и задняя створка 22 могут составлять приблизительно половину размера отверстия, и при загибании их внутрь они практически не перекрываются. Поперечные полосы клея предпочтительно наносят вдоль передней и задней кромок боковых створок 26 и 28. Клей наносят с помощью клеящих головок на закрываемые створки так, что при загибании боковых створок внутрь на переднюю и заднюю створки полоски клея пересекаются, образуя фактически сплошь проклеенную область вблизи краев боковых створок.
В следующем варианте выполнения изобретения клей наносят в виде двух параллельных полос по внутреннему и наружному краям передней и задней закрываемых створок. Для этого используют стационарные клеящие головки. Поперечные полосы клея могут быть нанесены рядом с передней и задней кромками передней и задней створок, образуя практически сплошную проклеенную область вокруг края створки. Затем можно отогнуть переднюю и заднюю створки, получая практически сплошную склейку соединения. Готовая картонная коробка будет иметь область склейки фактически такую же, как показано на фиг. 4.
В предпочтительном варианте необязательные стационарные клеящие головки 32, 34, 36, 38 не используют. Как покажу зано на фиг.3, поперечные клемщие головки 68 и 70 наносят полоски клея поперек передней и задней кромок боковых створок 26 и 28 и передней створки 24. Полоска клея проходит при этом вверх на заднюю створку 22. После этого закрывают переднюю створку 24 поверх боковых створок. Затем клеищая головка 87 наносит полоску 85 клея на обратную сторону передней створки 24, которая теперь обращена вверх. После этого закрывают переднюю створку с получением герметичного соединения. Законченное соединение показано на фиг.4.
Клей можно наносить на боковые створки и на переднюю и заднюю створки по продольным и поперечным линиям по различным схемам в зависимости от конструкции картонной коробки и заданной схемы нанесения клея. Схема нанесения клея определяется управляющим устройством, которое выборочным образом приводит в действие необязательные стационарные клеящие головки 32, 34, 36 и 38 для нанесения клея. Клеящие головки приводятся в действие только один раз при каждом прохождении картонной коробки по конвейеру. Управляющее устройство 74 блока 60 клеящих головок выборочно приводит в действие клеящие головки 76, 78 для нанесения поперечных полос клея по любой заданной схеме.
В предпочтительном варианте выполнения изобретения кулачковые элементы 68, 70 смонтированы в фиксированном положении над конвейером. Управляющая схема и двигатель 66 обеспечивают движение вперед каретки 51, вызывая перемещение блока 60 клеящих головок поперек конвейера 18 со скоростью, соответствующей скорости движения вперед картонной коробки 20 по конвейеру 18. Скорость движения конвейера 18 можно варьировать, используя известные средства. Управляющая схема при работе соединена с индикатором скорости и устройством подачи сигнала на конвейер для согласования скорости каретки и конвейера.
В другом варианте кулачковые элементы 68, 70 выполнены с возможностью перемещения для изменения угла кулачков относительно конвейера. В этом варианте угол кулачковых элементов 68, 70 можно регулировать для компенсации скорости конвейера. Кроме того, угол кулачковых элементов 68, 70 относительно конвейера можно изменить для регулировки скорости, с которой блок клеящих головок пересекает конвейер, и может быть использован для регулировки количества клея, наносимого на движущуюся картонную коробку, изменяя скорость блока клеящих головок. В предпочтительном варианте кулачковые элементы зафиксированы под углом приблизительно 45o к конвейеру.
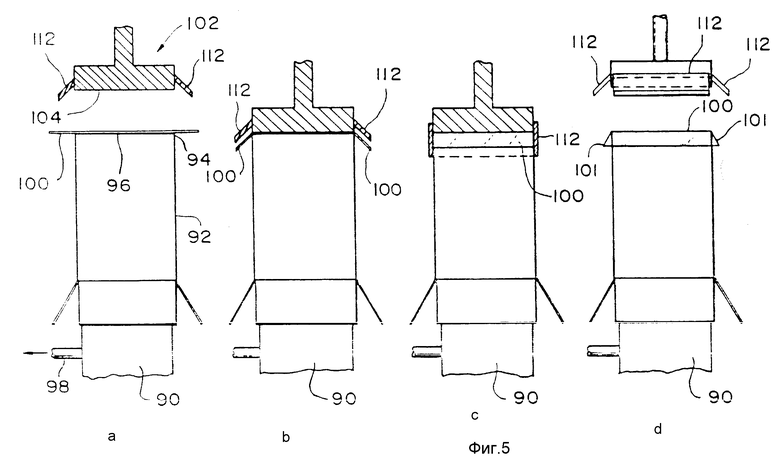
В рассмотренных вариантах верхний конец картонной коробки закрыт, и картонную коробку устанавливают на конвейер в перевернутом положении. Таким образом, картонную коробку заполняют через нижний торец. Как показано на фиг. 5a - 5d картонную коробку изготавливают из картонной заготовки и опускают на опорную оправку 90 в форме полой оболочки 92. Картонную коробку опускают на верхний конец опоры 90 так, чтобы край 94 картонной коробки находился на одном уровне с верхним краем 96 опоры 90. Опора 90 содержит вакуумную камеру, соединенную с перфорацией 97 в верхней поверхности 96 опоры, как показано на фиг.7. Предусмотрено соответствующее вакуумное соединение 98 для подвода вакуума к верхней поверхности 96.
Закрывающий элемент 100 из пленочного материала накладывают на конец картонной коробки, опирающейся на опору 90, как показано на фиг. 5a - 5d. Устройство 102 для заделки коробок содержит столик 104, который имеет четыре стороны, а размеры его практически совпадают с размерами торца картонной коробки 92. На каждой стороне столика предусмотрены выполненные с возможностью поворота вниз прижимающие средства - щитки 112. Предпочтительно каждый щиток содержит нагревательный элемент, с помощью которого пленку 100 нагревают для сваривания с боковыми стенками картонной коробки 92. Возбуждающие и контролирующие средства в процессе работы соединены с прижимающими средствами 112. При загибании зажимных элементов вниз, края пленки также загибаются вниз и прижимаются к поверхности открытого торца 94 картонной коробки.
Лист пленки опускают на опору 90 и на верх картонной коробки. Пленочный материал 100 удерживается относительно верха опоры 90 вакуумом. Его положение относительно картонной коробки показано на фиг. 5a. После этого опускают верхний столик 104, загибая пленку и надавливая на нее, прижимая ее при этом к верхней поверхности 96 опоры 90 и вокруг верхнего периферийного конца 94 картонной коробки, как показано на фиг. 5b. В предпочтительном варианте к соединению 98 подводят вакуум для удержания пленки 100 на месте до того, как ее закрепят на картонной коробке. Приводные средства приводят в действие прижимающие средства 112, которые надавливают на края пленки 100 вниз и закрепляют их на боковых стенках картонной коробки (см. фиг. 5c). После этого вакуум отводят от опоры 90, а столик 104 вместе с прижимными средствами 112 поднимают вверх над картонной коробкой, как показано на фиг. 5d. Затем цикл повторяется. При приварке пленки к картонной коробке в каждом углу оставляют лишний пленочный материал 101. Этот лишний пленочный материал представляет собой полоску, за которую можно удобно ухватиться рукой для отделения пленочного покрытия от коробки.
Пленочный материал - это предпочтительно гибкий материал, размер которого выбирают в соответствии с размерами открытого торца картонной коробки и припуском на отгибание вниз на некоторое расстояние по верхнему краю стенок картонной коробки, как показано на готовой картонной коробке на фиг. 6. В качестве пленочного материала можно использовать любой подходящий материал, например бумагу, бумагу, покрытую пластиком или воском, металлическую фольгу, многослойные пленки или пластиковые пленки, такие, как полиэтиленовые, поливинилхлоридные или поливинилацетатные. Пленочный материал может содержать термопластическую или покрытую клеящим веществом поверхность для соединения пленки с картонной коробкой. В качестве клеящего вещества можно использовать, например, чувствительный к сжатию клей или термоактивированное клеящее вещество. При использовании термоактивированного клеящего вещества прижимные средства в столике 104 нагревают для активации клеящего вещества. В предпочтительном варианте клеящее вещество не используется. Вместо этого пленку термически приваривают к термопластической пленке на поверхности картонной коробки. Кроме того, отличительной особенностью является применение термоклеящейся пленки, приклеиваемой к картонной коробке путем нагрева.
В другом варианте пленочный материал можно поместить на открытый торец картонной коробки и на опору вручную или с помощью соответствующего автоматического подающего устройства. Пленочный материал можно, например, протянуть над открытым торцом картонной коробки из подающего ролика и обрезать затем по заданному размеру. Как только пленка помещена на картонной коробке, столик опускают и прижимают пленку к картонной коробке, а прижимные средства надавливают на края пленки для соединения ее с боковыми стенками картонной коробки.
После того как пленочный материал закреплен на картонной коробке, картонную коробку снимают с опоры 90. Затем картонную коробку переворачивают и ставят на конвейер для заполнения и закрытия по вышеописанному способу.
Заполненную картонную коробку предпочтительно снабжают соответствующей ручкой 114 для переноса, как показано на фиг.6. Ручка может представлять собой пластиковую ленту, соединенную с картонной коробкой заклепками или закрепленную на боковых стенках картонной коробки каким-либо другим способом. Кроме того, для коробки можно предусмотреть сменную крышку 116 для повторного закрытия картонной коробки после того, как ее вскрыли, разрезав пленку, или же ее удалили, оторвав от коробки. Предпочтительно крышка 116 шарнирно соединена с картонной коробкой гибкой лентой.
Приведенное описание не является ограничивающим, поскольку приводит предпочтительные варианты выполнения изобретения, и специалисту в данной области будет понятно, что можно предложить множество модификаций без выхода из объема изобретения, определяемого исключительно формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| КАРТОННАЯ КОРОБКА ДЛЯ ДЕМОНСТРАЦИИ ТОВАРОВ | 2006 |
|
RU2391270C2 |
| УСТРОЙСТВО В ВИДЕ ЕМКОСТИ С ЗАКРЫВАЮЩИМ ПРИСПОСОБЛЕНИЕМ В ФОРМЕ КОЛПАЧКА | 1992 |
|
RU2105707C1 |
| УПАКОВОЧНАЯ СКЛАДНАЯ КОРОБКА | 2000 |
|
RU2258646C2 |
| ДЕМОНСТРАЦИОННАЯ КОРОБКА ДЛЯ НЕСКОЛЬКИХ ИЗДЕЛИЙ | 2008 |
|
RU2479474C2 |
| ЗАКРЫВАЮЩЕЕ УСТРОЙСТВО ДЛЯ ОТВЕРСТИЯ В ШЕЙКЕ КОНТЕЙНЕРА | 1995 |
|
RU2112725C1 |
| УПАКОВКА МНОЖЕСТВА ПРОДУКТОВЫХ ПАЧЕК | 2008 |
|
RU2427515C1 |
| ТЮБИК | 1992 |
|
RU2065827C1 |
| ЗУБНАЯ ЩЕТКА | 1996 |
|
RU2166272C2 |
| ДЕМОНСТРАЦИОННАЯ УПАКОВКА ДЛЯ НЕСКОЛЬКИХ ИЗДЕЛИЙ | 2010 |
|
RU2501726C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ ПАКЕТОВ В КАРТОННЫЕ КОРОБКИ | 2009 |
|
RU2481257C2 |





Использование: изобретение относится к области упаковки. Сущность изобретения: герметичную картонную коробку изготовляют из картонной заготовки, складывая заготовку в картонную коробку с открытыми концами. Картонную коробку устанавливают на опорный элемент, и на один из открытых концов картонной коробки укладывают гибкий лист закрывающего материала. Приводится в действие столик, расположенный над открытым концом картонной коробки, для отгибания и закрытия краев листового материала по боковым сторонам картонной коробки, закрывая ее. После этого картонную коробку в перевернутом положении укладывают на конвейер и пропускают через участок заполнения, участок склейки и участок закрытия створок. Картонную коробку вначале заполняют, после чего заги бают внутрь боковые створки. Блок клеящих головок пересекает картонную коробку по диагонали и наносит поперечный валик клея на створки картонной коробки. Затем остальные створки картонной коробки отгибают внутрь, закрывая картонную короб ку. 4 с. и 27 з.п.ф-лы, 7 ил.
| US, патент, 3831342, кл | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
