Изобретение относится к шнековому экструдеру, в цилиндре которого для размещения шнека выполнены отверстия для расположенных в радиальных плоскостях и выступающих в зону транспортирования штифтов, оси которых проходят касательно к стенке цилиндра или вблизи касательных и параллельно им.
Такой шнековый экструдер известен из патента ФРГ 40101540 C1.
Шнековые экструдеры служат для пластификации и гомогенизации экструдируемых масс, причем этот процесс в зависимости от их свойств связан с по меньшей мере интенсивным нагревом. Этот нагрев ограничивает в случае образующих полимерную сетку/вулканизируемых масс производительность экструдера, так как такая "сшивка" или вулканизация не должна происходить в экструдере.
Среди технических средств в экструдере, с помощью которых достигается необходимое пластифицирование при возможно меньшем нагреве массы, до сих пор на практике особенно эффективными являются два принципа, в частности, так называемый Transfermix - трансфермикс согласно заявкам ФРГ 2731301 A1 и 2731438 A1 и штифтовый экструдер с радиальными штифтами согласно заявке ФРГ 2235784 B2 и другие.
Трансфермикс имеет особенно высокую производительность, однако конструктивно его очень трудно выполнить с обеспечением оптимального соотношения между работой по пластифицированию и пропускной способностью и, кроме того, он является очень дорогим в изготовлении. Другим недостатком трансфермикса является то, что достаточно затруднительным является любое изменение во время работы интенсивности пластификации в соответствии со свойствами подлежащего экструзии материала, так как для этого оказывается недостаточно термического воздействия охлаждением или нагревом. Это сильно ограничивает область применения трансфермикса.
В экструдере с радиальными штифтами согласно заявке ФРГ 2235784 B2 за счет расположения штифтов и их количества, а также конструктивного выполнения штифтов и устройств для их установки,- обеспечивается сравнительно хорошее приспособление к оптимальным условиям работы, но он также является слишком сложным в обслуживании и дорогим. Такие штифты не создают активного эффекта транспортирования и не являются самоочищающимися.
В таких экструдерах с радиальными штифтами, в качестве возможности воздействия на интенсивность пластификации часто предусматривается устройство для регулирования штифтов по высоте, которое, однако, является дорогостоящим. Примером этого являются решения по заявкам ФРГ 2235784 B2, 3503911 C1, 4012612 C2 и другие. Наряду с незначительной механической устойчивостью и неизбежным износом, недостатком этих решений является высокая стоимость изготовления.
Радиальные штифты с активным эффектом транспортирования или перемешивания, например, согласно заявке ФРГ 3613612 A1 в механическом отношении являются еще более уязвимыми, чем просто радиальные штифты, поэтому на практике они не применяются.
Но самый большой недостаток, наряду с естественным износом штифтов, радиально выступающих в цилиндр, заключается в том, что они уже в новом состоянии, но особенно после определенного времени их использования подвержены поломкам. Такие поломки штифтов обходятся очень дорого, так как они приводят не только к повреждению машин, но и к проблемам с продуктом, которые, вследствие явления схватывания делают продукт производителя неприемлемым и приводят к браку или высокой стоимости контроля.
В экструдере по патенту ФРГ 4039942 C1, в котором объединяются преимущества трансфермикса с экструдером с радиальными штифтами, также существуют те же проблемы и, кроме того, он является чрезвычайно дорогим в производстве.
В экструдере с тангенциальными штифтами согласно патенту ФРГ 4010540 C1 исключается опасность поломок штифтов за счет их другого расположения, а именно по касательной, стоимость его изготовления значительно ниже по сравнению с трансфермиксом, и в нем обеспечивается интенсивное поддержание равномерной температуры штифтов, что позволяет увеличить число оборотов шнека и тем самым, повысить производительность.
Однако активного эффекта транспортирования эти штифты также не имеют. Недостаток их так же, как и у экструдеров с радиальными штифтами, заключается в том, что при окончании работы не происходит самоочистки без применения дополнительных мероприятий, кроме того, демонтаж и монтаж транспортирующего шнека может осуществляться только при извлеченных из полости цилиндра штифтах.
В изобретении исключаются эти недостатки решений согласно уровню техники. Задачей изобретения является создание просто и экономично изготавливаемого шнекового экструдера с высокой производительностью пластифицирования, имеющего преимущество значительно улучшенных условий самоочистки и абсолютно полной надежности от поломки штифтов.
Изобретение заключается в том, что штифты расположены в зонах, в которых шнек снабжен кольцевой выпуклостью на стержне, а цилиндр - кольцеобразной выемкой на внутренней стенке, что штифты расположены вне (воображаемого) охватывающего спинки витков шнека цилиндра, что штифты наклонно проходят через зону радиальных плоскостей, в которых находится кольцевая выпуклость и кольцеобразная выемка.
Этот шнековый экструдер легко изготавливается, так как изготовление кольцеобразных выемок на цилиндре и кольцевой выпуклости на шнеке не представляет проблем и является дешевым. Штифты располагаются в наклонных отверстиях цилиндра шнекового экструдера, для их изготовления необходимы значительно меньшие расходы, чем при изготовлении нарезки трансфермикса на внутренней стенке цилиндра, которую можно осуществить только путем сложного процесса фрезерования, в то время как в шнековом экструдере согласно изобретению, для изготовления отверстий для штифтов необходимы лишь операции сверления.
Наклонное расположение штифтов приводит, с одной стороны, к тому, что осуществляется самоочистка шнекового экструдера в конце работы, а с другой стороны - высокий эффект пластификации достигается вследствие того, что обрабатываемый в экструдере материал перемещается из витков шнека в выемку на цилиндре и здесь подвергается особенно интенсивной пластифицирующей обработке штифтами и, кроме того, обеспечивается хороший эффект транспортирования в осевом направлении.
При этом возможен демонтаж и монтаж без удаления штифтов. Поломки штифтов не происходит, так как штифты, расположенные по касательной, зажаты с обеих сторон и зафиксированы. При этом эффект пластификации и транспортирования аналогичен эффекту, достигаемому в трансфермиксе, но изготовление обходится значительно дешевле.
Конструкция этого шнекового экструдера позволяет упростить его изготовление, так как кольцеобразная выемка в стенке цилиндра имеет в поперечном сечении трапециевидную форму, при этом является также целесообразным, если выпуклость на сердечнике шнека имеет в поперечном сечении также трапециевидную форму.
Наклонное расположение штифтов целесообразно выполнять таким образом, чтобы оси штифтов образовали с зоной радиальной плоскости угол по меньшей мере от 30o до максимально около 75o.
Эти штифты дают также исключительно выгодную возможность эффективно охлаждать находящуюся в экструдере массу как раз в той зоне, где они сильнее всего нагреваются, потому что штифты являются полыми и через них протекает жидкость, поддерживающая постоянство температуры их нагрева.
Имеется также конструктивная возможность, чтобы штифты имели выемку, радиус которой больше, чем радиус шнека. За счет этого обеспечивается особенно интенсивная обработка подлежащей экструдированию массы, потому что получается меньше зон большего поперечного сечения, чем в случае простых штифтов круглого поперечного сечения. Это выполнение позволяет также регулировать эффект пластифицирования, если положение штифтов может также регулироваться вокруг их оси на определенный угол, например около 45o или 60o, и закрепляется в этом положении.
Является предпочтительным, если расстояние штифтов друг от друга в зоне радиальных плоскостей приблизительно соответствует диаметру штифтов или меньше. Благодаря наклонному расположению штифтов> в зоне радиальных плоскостей размещается значительно больше штифтов, чем это возможно в устройстве по патенту ФРГ 4010540 C1.
Путем выбора расстояния штифтов друг от друга можно регулировать эффект пластифицирования до определенного желаемого значения. Имеется даже возможность снять определенные штифты при обработке масс, пластифицирование и обработка которых представляют меньше трудностей, а на их место, в освободившиеся отверстия, вставить пальцы, которые выравнивают внутреннюю стенку цилиндра до образования кольцеобразной выемки, в которую пальцы не выступают.
Для особенно трудно перерабатываемых масс может быть целесообразным, если выпуклость на шнеке снабжена зубчатой нарезкой, которая оказывает на грубые частицы подлежащей экструдированию массы срезающее или режущее воздействие.
При этом может быть целесообразным, если глубина нарезки снижается в направлении транспортирования.
В случае обработки трудно перерабатываемых масс может быть также предпочтительным, если штифты расположены в нескольких, расположенных вслед, друг за другом зонах радиальных плоскостей.
Существо изобретения поясняется более подробно с помощью примеров выполнения, схематично показанных на чертежах.
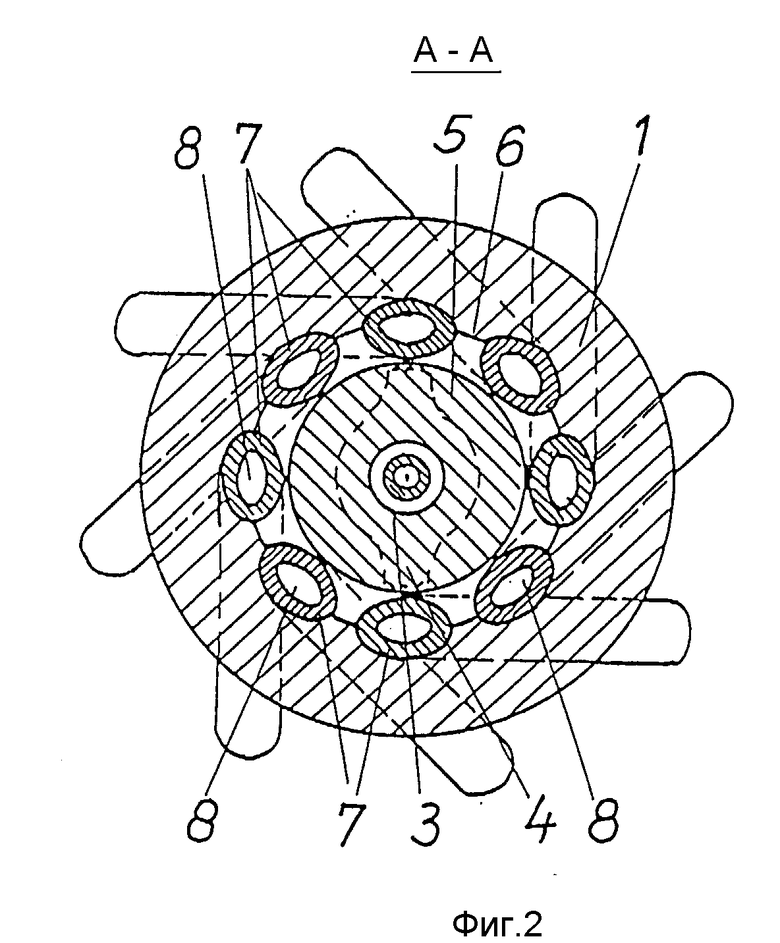
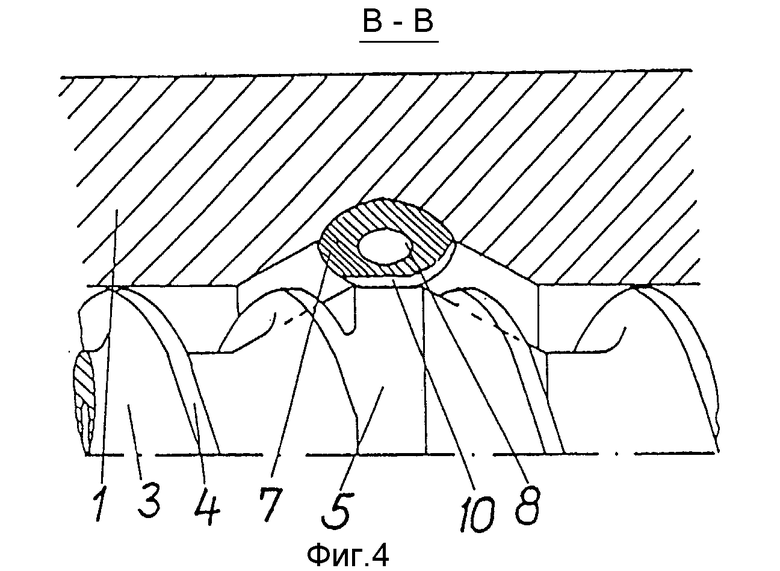
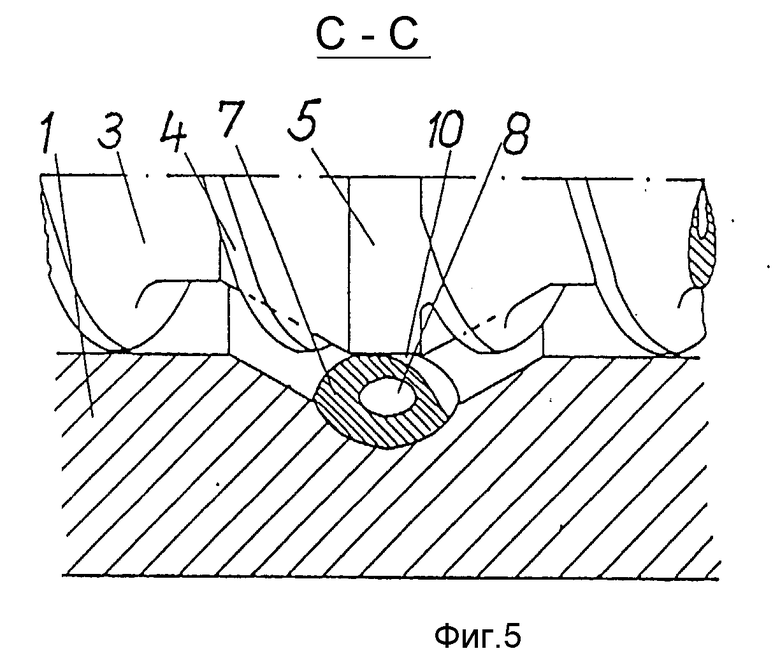
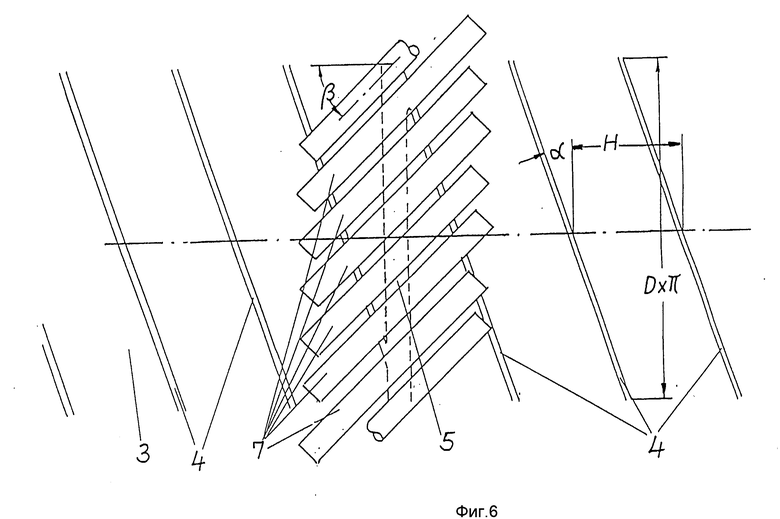
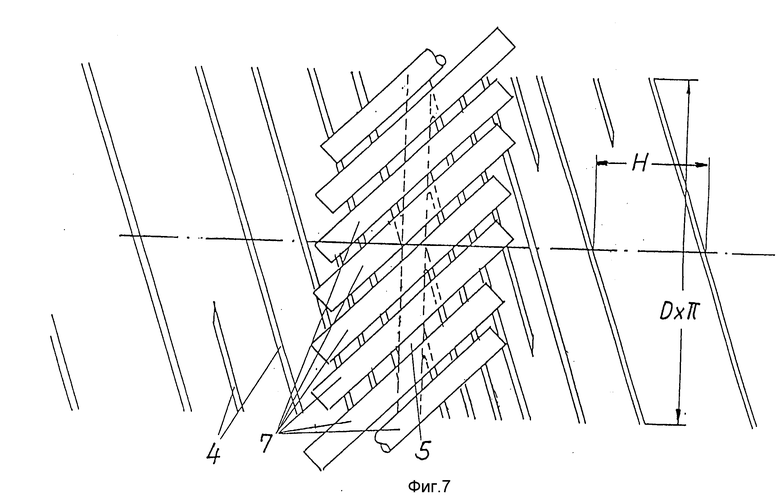
На фиг. 1 представлен цилиндр экструдера с наклонно расположенными тангенциальными штифтами в продольном сечении или частичном разрезе;, на фиг.2 - цилиндр экструдера с поперечным разрезом в рабочей зоне; на фиг. 3 - тангенциальные штифты с изменяемым зазором S; на фиг. 4 - продольное сечение с зазором S; на фиг. 5 - продольное сечение с минимальным зазором равным 1/2 зазора шнека; на фиг. 6 - развертка перемычки однозаходного шнека с шагом H и наклонно расположенными тангенциальными штифтами; на фиг. 7 - развертка перемычки многозаходного шнека в зоне штифта и с наклонно расположенными тангенциальными штифтами.
В цилиндре 1 с нагревательными камерами 2 находятся вращающийся шнек 3 экструдера, ребра 4 и по меньшей мере одна выпуклость 5 на сердечнике, которая полностью или по меньшей мере приблизительно утолщается до диаметра шнека. В зоне этой выпуклости 5 цилиндр 1 имеет на внутреннем диаметре кольцеообразную выемку 6, предусмотренную со стороны входа и выхода, которая образует место для цилиндрических тангенциальных штифтов 7, которые поддерживаются при постоянной температуре благодаря среде, протекающей в отверстиях 8.
Штифты 7 расположены под углом β к оси шнека таким образом, что их внутренние края точно совпадают с цилиндрической частью цилиндрического отверстия. Вследствие расположения под углом сечения штифтов на показанном разрезе выглядят овальными.
На фиг. 1 и 2 можно видеть точечные участки минимального расстояния между штифтами и наружным диаметром шнека. В примере показано восемь штифтов, однако является возможным иметь и другое количество штифтов в каждой рабочей плоскости. В зоне прохода между восемью штифтами подлежащая экструзии масса сильно деформируется, что говорит об интенсивном срезающем воздействии. При взаимодействии между вращающейся выпуклостью сердечника или витками шнека и наклонно расположенными штифтами 7 имеется эффект транспортировки, который на конце загрузки обеспечивает также освобождение места для загружаемого материала.
Существенное преимущество наклонного расположения усматривается в том, что по сравнению с экструдером, имеющим тангенциальные штифты согласно патенту ФРГ 4010540 C1 в плоскости выпуклости шнека может быть расположено больше штифтов по окружности шнека, за счет чего расположенные в этой зоне штифты могут сообщить пластифицируемой массе больше энергии пластифицирования (усилий срезания).
Следует упомянуть, что, само собой разумеется, может иметься большое количество таких зон с наклонно установленными штифтами, расположенными аксиально друг за другом, если это окажется необходимым.
На фиг. 3 - 5 штифты своими осями и/или внутренними кромками немного ближе обращены к наружному диаметру шнека, вследствие чего штифты должны быть снабжены выемками 10 для вращающегося шнека. За счет этого получается очень малое расстояние по плоскости между контуром штифта и выпуклостью шнека, что обеспечивает еще более интенсивное срезание экструдируемой массы в этой зоне.
В другом исполнении наклонно установленных тангенциальных штифтов является возможным, чтобы они сами по себе имели в известной мере возможность поворота, причем может быть использована частичная выемка на штифте для изменения путем вращения величины зазора между штифтом и наружным диаметром шнека.
Благодаря этому можно обеспечить бесступенчато изменяемую во время работы экструдера интенсивность пластифицирования (диссипацию энергии в экструдированный материал). Такую регулировку штифтов путем поворота вокруг оси, например, на угол 30o до максимального угла 90o конструктивно значительно проще осуществить по сравнению с вышеописанными перестановками радиальных штифтов. Помимо всего прочего, это является также более эффективным с точки зрения способа. Путем поворота штифтов на определенный угол можно задействовать большее уплощение. При этом получается зазор S.
Конфигурацию штифтов можно видеть на фиг. 4 и 5 в сечении. Они имеют такое выполнение, что величина зазора S может регулироваться в зависимости от угла, от 0 до Smax. Устройство, необходимое для регулировки угла штифтов, не показано на чертеже. Является возможным также изменение конструкции, при котором штифты могут быть выполнены сменными или аксиально перемещающимися, с помощью которых может достигаться тот же эффект.
С помощью сенсорного устройства (измерение давления массы, измерение температуры или вязкости) на конце шнека или непосредственно за зоной штифтов может автоматически регулироваться положение штифтов, благодаря чему получается особенно гомогенный, имеющий постоянные высокие свойства продукт.
На фиг. 6 показана развертка витков шнека относительно наклонно установленных штифтов. При этом однозаходный шнек имеет шаг, обозначенный H, и диаметр шнека, обозначенный D. Шнек мог бы быть также частичным (дробным) или полностью многозаходным, и/или имеющим разный шаг (фиг. 7). Угол установки штифта β выбран равным 45o. Число примененных по периметру штифтов зависит от него. Если в рабочей зоне устанавливается только шесть штифтов, угол β будет больше.
На фиг. 3 штифты, расположенные под углом относительно оси шнека, показаны расположенными в плоскости. На фиг. 4 и 5 сечение проходит через штифты, которые, имея круглое поперечное сечение по своей поверхности, в связи с ракурсом изображения показаны овальными.

Изобретение относится к шнековому экструдеру и обеспечивает создание простого и экономично изготавливаемого шнекового экструдера, имеющего высокую производительность пластифицирования, повышение условия самоочистки и надежность от поломки штифтов. Для этого шнековый экструдер содержит цилиндр для размещения по меньшей мере одного шнека. Цилиндр имеет отверстия для штифтов, выступающих в зону транспортирования материала. Оси штифтов направлены по касательной к стенке цилиндра или вблизи от касательной и параллельно ей. В зонах расположения штифтов сердечник шнека имеет кольцевую выпуклость, а цилиндр - кольцеобразную выемку на внутренней стенке. Штифты располагают вне воображаемого цилиндра, охватывающего витки шнека по их наружному диаметру. Штифты проходят наклонно через радиальные плоскости, в которых расположены выпуклость сердечника шнека и кольцеобразная выемка цилиндра. Приведен угол наклона оси штифтов к радиальной плоскости. Указано поперечное сечение кольцеобразной выемки на внутренней стенке цилиндра, выпуклости сердечника шнека и штифтов. Приведено также выполнение штифтов и их расположение. 11 з.п.ф-лы, 7 ил.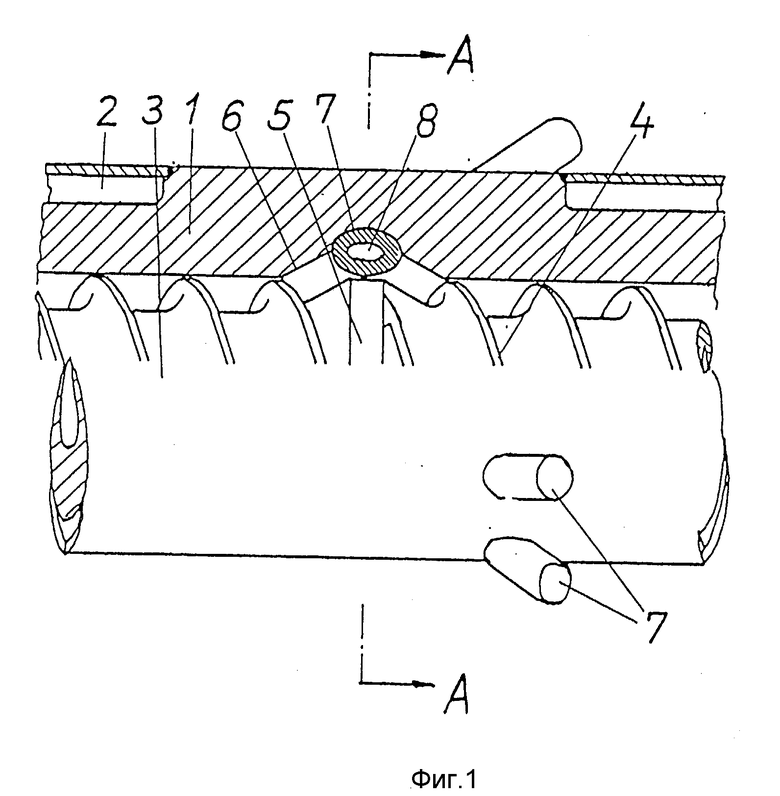
| DE, заявка, 2235784, кл | |||
| Солесос | 1922 |
|
SU29A1 |
| DE, заявка, 3613612, кл | |||
| Солесос | 1922 |
|
SU29A1 |
| DE, патент, 4039942, кл | |||
| Солесос | 1922 |
|
SU29A1 |
| DE, патент, 4010540, кл | |||
| Солесос | 1922 |
|
SU29A1 |
