Изобретение относится к сварочной технике, а именно к сварочным аппаратам и может быть использовано в производстве малогабаритных сварочных аппаратов для бытовых целей.
Известен сварочный аппарат по 1682074 ас. N кл. B 23 K 9/067, 89 г, который содержит силовой трансформатор, блок тиристоров с блоком управления, устройство импульсной стабилизации, а также трансформатор подпитки и пороговое устройство. Пороговое устройство отключает трансформатор подпитки в диапазоне токов дуги Iд= (0,1oC 0,7)•Iкз. Импульсная стабилизация дуги достигается параллельным подключением блока тиристоров только в диапазоне сварочных токов Il=(0,1 - 0,4) Iкз. Однако при этом наличие трансформатора подпитки, блока тиристоров существенно снижает надежность аппарата, увеличивает его габариты, вес и потребляемую мощность.
Известен способ намотки силового трансформатора (Оборудование для дуговой сварки, Справочное пособие. Л.:Энергоатомиздат, 1986, с. 379), при котором на магнитопровод укладывают первичную, вторичную и дополнительную обмотки, при этом дополнительная обмотка расположена в зоне вторичной обмотки и включена параллельно первичной.
Такой способ намотки ограничивает возможность миниатюризации, так как конденсатор схемы стабилизации должен иметь емкость около 2 мкФ. При указанном напряжении стабилизации это достаточно объемный элемент. Кроме того, регулирование амплитуды импульса стабилизации ограничено Iд≤0,4•Iкз.
Задачей изобретения - расширение функциональных возможностей сварочного аппарата путем конструктивного решения в одном приборе совмещены схемы дуговой и контактной сварок.
Другой задачей является обеспечение качественно нового процесса импульсной стабилизации и регулирования тока.
Кроме того, способ намотки трансформатора позволил существенно уменьшить габариты аппарата.
Для достижения поставленной цели в контактно-дуговом варочном аппарате, содержащем силовой трансформатор, блок силовых элементов, блок управления силовыми элементами и устройство импульсной стабилизации, последнее выполнено в виде отдельной обмотки, которая расположена под вторичной обмоткой непосредственно на магнитопроводе силового трансформатора. Начало обмотки стабилизации через конденсатор подключено к концу первичной обмотки, а конец обмотки соединен с началом первичной обмотки. Кроме того, аппарат снабжен переключателем режима "контактная-дуговая", блоком формирования импульса контактной сварки, который через тиристорный оптрон и переключатель режима подключен к блоку управления силовыми элементами, а во вторичной обмотке выполнен дополнительный вывод для контактной сварки.
Производство сварочного аппарата осуществляется с этапа изготовл6ения тороидального трансформатора. Для чего предлагается способ намотки трансформатора, включающий выполнение первичной, вторичной и стабилизирующей обмоток на магнитопроводе, при этом первичную обмотку укладывают встречно-параллельно в секторе 220 - 240o, затем в свободном секторе выполняют обмотку стабилизации, а поверх нее укладывают встречно-параллельно вторичную обмотку, при этом соотношение количества витков первичной и вторичной обмоток равно:
W2/W1=1/3:1/4; W3/W1=1/10:1/12,
где
W1 - количество витков первичной обмотки,
W2 - количество витков вторичной обмотки,
W3 - количество витков обмотки стабилизации) Соотношение витков и расчет секторов намотки связаны между собой через электрические параметры.
Количество витков первичной обмотки определяет ток холостого хода (X.X. ), а вторичной - напряжение х.х.
Выходное напряжение х.х. должно быть не менее 50 В, а ток х.х. не должен превышать 3 А.
Если увеличить сектор дополнительной обмотки, то х.х. превысит 3А, а если его уменьшить - напряжение х.х. упадет ниже 50 В. И то и другое приводит к ухудшению горения дуги и условий электробезопасности.
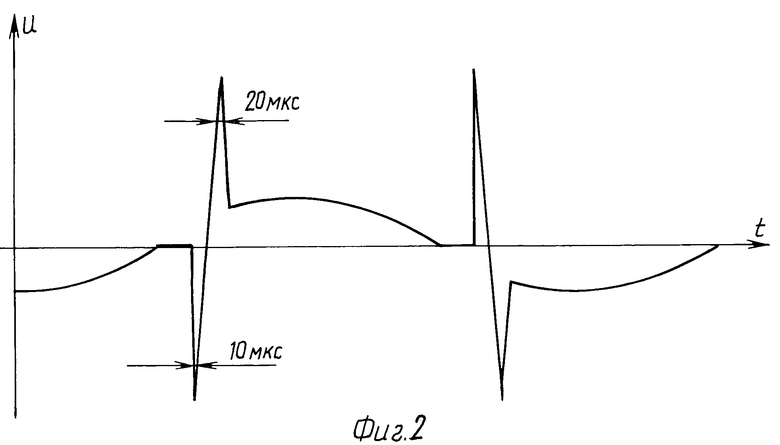
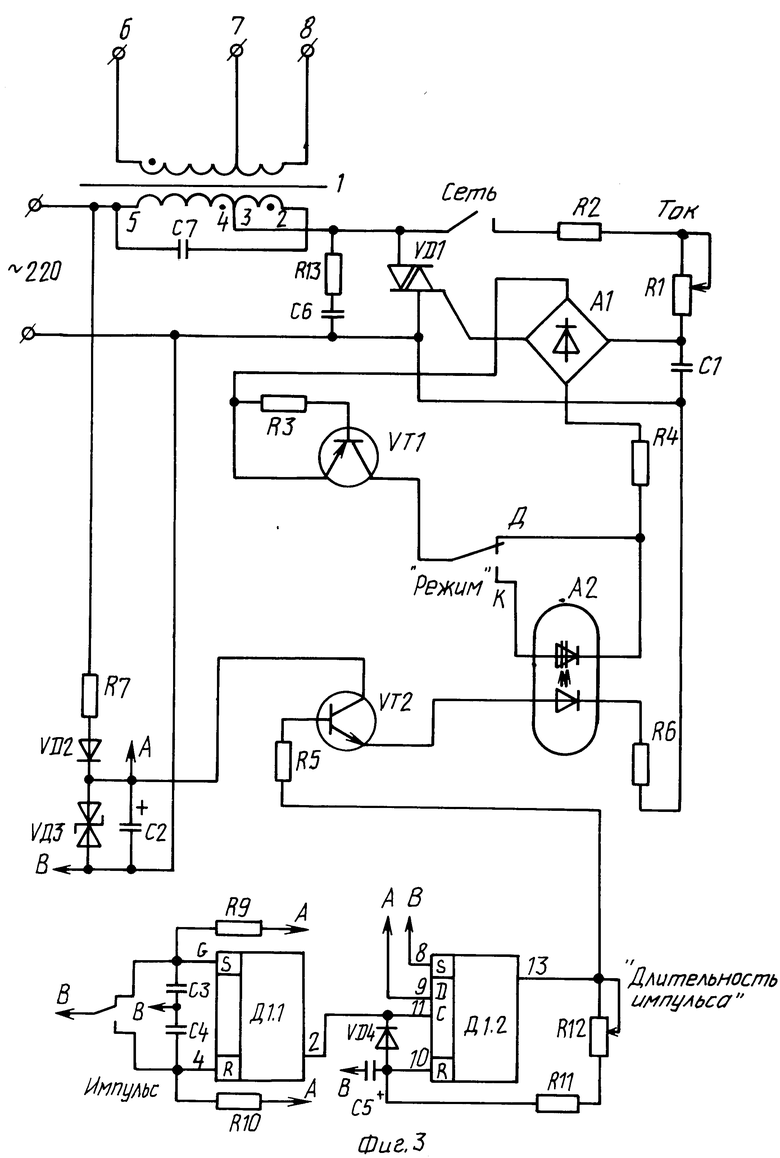
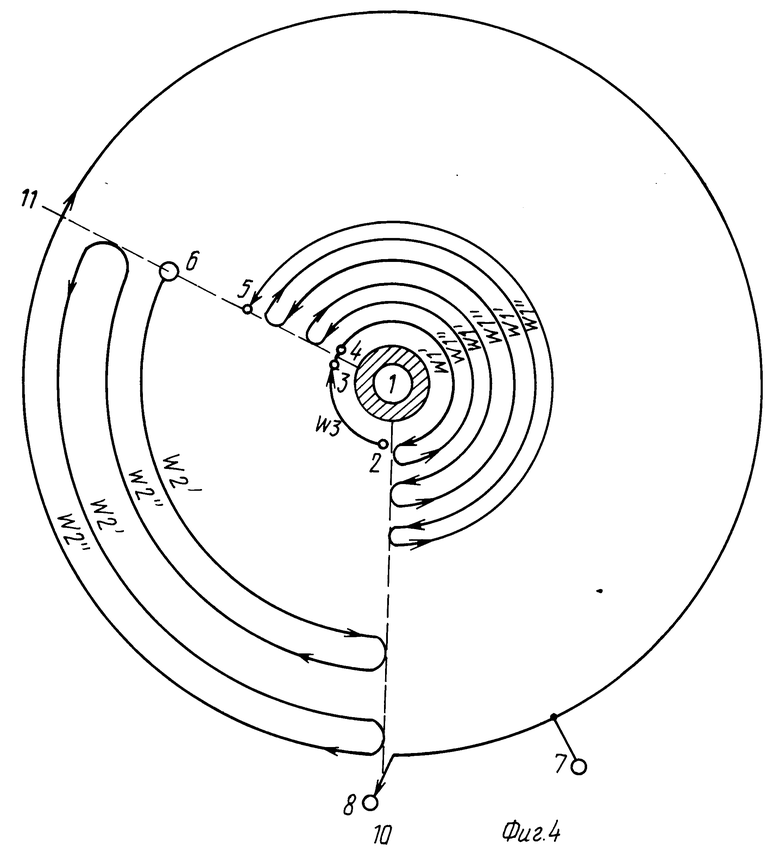
а фиг. 1 изображена блок-схема сварочного аппарата: на фиг. 2 - эпюры тока Iд во вторичной обмотке: на фиг. 3 - функциональная схема аппарата, на фиг. 4 - схема намотки тороидального трансформатора.
Согласно блок-схеме (фиг. 1) сварочный аппарат содержит силовой трансформатор 1, блок силовых элементов 2, блок управления 3 силовыми элементами, устройство 4 импульсной стабилизации, переключатель 5 режимов "контактная-дуговая", тиристорный оптрон 6. блок 7 формования импульса контактной сварки. Основной принцип функционирования сварочного аппарата представлен схемой фиг. 3, где основными элементами являются силовой трансформатор 1, блок силовых элементов 2, выпрямительный мост А1, в диагональ которого включен транзистор VT1 лавинного пробоя, времязадающая цепочка R1-R2-C1, определяющая амплитуду тока дуги в режиме дуговой сварки. В режиме контактной сварки функционирует блок формирования импульса контактной сварки, содержащий последовательно соединенные триггер D1.1. и ждущий мультивибратор D1.2., при этом блок формирования импульса через эмиттерный повторитель VT2 и тиристорный оптрон A2 включен в цепь фазового управления силовыми элементами.
Введение блока формирования импульса контактной сварки значительно расширяет функциональные возможности аппарата при сварке металла толщиной от 0,1 до 0,4 мм путем регулирования длительности импульса контактной сварки на цепочке R11-R12.
Способ намотки силового трансформатора и включение в его электромагнитную схему устройства импульсной стабилизации в виде дополнительной обмотки W3 приводит к увеличению магнитной связи последней с вторичной выходной обмоткой, при этом номинал конденсатора С7 уменьшается в 50 - 100 раз, что приводит к уменьшению габаритов и веса сварочного аппарата. Кроме того, амплитуда импульса стабилизации во вторичной обмотке увеличивается в 3-4 раза, при этом форма импульса стабилизации в отличие от эпюры тока известного патента приобретает вид, отраженный на фиг. 2.
Основным элементом, позволившим реализовать преимущества дуговой сварки, является обмотка стабилизации, выполненная в принципиально новой технологии. Путем математического расчета были определены спектры магнитопровода, в которых необходимо уложить встречно-параллельно первичную обмотку в пределах 220-240o и независимо от нее - обмотку импульсной стабилизации, которая затем через конденсатор подключается к первичной обмотке. Вторичную обмотку трансформатора укладывают непосредственно на обмотку стабилизации также со сменой направления намотки.
На фиг. 4 представлена схема намотки тороидального трансформатора.
1 - тороидальный сердечник, вид сверху, направление намотки по отношению к сердечнику обозначено стрелками.
Первичная обмотка может содержать 4,6 или 8 рядов, в зависимости от типоразмера сердечника и требуемой выходной мощности. Ряд первичной обмотки, который укладываем первым, нечетный, обозначение на схеме W1', второй ряд четный, обозначение W1''.
Первый ряд обмотки W' укладывают на сердечник с несколько большим шагом намотки: если шаг намотки четной обмотки W1'' принять равным 1, то шаг намотки W1' будет равен 1,08...1,09. Это необходимо для выравнивания числа витков четного и нечетного рядов первичной обмотки.
Несоблюдение этого условия приводит к увеличению тока короткого замыкания в первичной цепи, например, ток короткого замыкания для аппарата с рабочим током 125А может быть не 33-35А, а 40-42 А.
Намотку тороидального трансформатора начинают с обмотки стабилизации, на фиг. 4 обозначена W3. Наматывают обмотку по часовой стрелке, начало обмотки обозначено цифрой 2, конец обмотки обозначен 3.
Отношение числа витков W1 и W3 указано в п. 2 формулы изобретения. На фиг. 3 сектор для намотки W3 обозначен штриховыми линиями 10 и 11.
Цифрой 4 обозначено начало нечетного ряда первичной обмотки W1'', ее наматывают в направлении по часовой стрелке, продолжая W3, точки 3 и 4 соединяют. Эта точка начало W и предназначена для подключения к блоку силовых элементов 2 фиг. 1.
Намотку нечетного ряда первичной обмотки W1' продолжают до сектора, обозначенного штриховой линией 10. В этом месте сектора направление намотки меняют на противоположное и против часовой стрелки наматывают четный ряд первичной обмотки W1''. Обмотку наматывают до сектора, обозначенного штриховой линией 11. В этой точке направление намотки меняют на противоположное и по часовой стрелке наматывают следующий нечетный ряд W1' первичной обмотки. Этот процесс повторяется до окончания намотки первичной обмотки W1. Конец W1 первичной обмотки обозначен 5 (фиг. 4) и служит для подключения сетевого напряжения.
Приступают к намотке вторичной обмотки W2, начало обмотки обозначено цифрой 2. В эту точку подключают сварочный конец при проведении дуговой сварки.
Вторичную обмотку наматывают против часовой стрелки в секторе, ограниченном штриховыми линиями 11 и 10 от 11 к 10. Большая часть вторичной обмотки располагается над обмоткой стабилизации W3.
Первый ряд вторичной обмотки нечетный, обозначен на схеме фиг. 4 W2'' наматывают против часовой стрелки до сектора, обозначенного штриховой линией 10, в этой точке направление намотки меняется на противоположное по часовой стрелке и наматывается четный ряд вторичной обмотки W2'', у сектора обозначенного штриховой линией В, направление меняется на противоположное. Когда выполним в секторе 10 и 11 4 ряда вторичной обмотки, продолжаем намотку большей части сектора трансформатора между 11 и 10. Выполняем один ряд обмотки в направлении против часовой стрелки, в точке, обозначенной цифрой 7 делается отвод от вторичной обмотки, предназначенный для подключения сварочного конца при проведении контактной сварки. В секторе, обозначенном штриховой линией 10, делается вывод, обозначенный цифрой 8, окончание вторичной обмотки. Между точками, обозначенными цифрами 7 и 8 на фиг. 4, уменьшается 4...6 витков обмотки.
К точке, обозначенной цифрой 8, подключают постоянно второй сварочный конец.
Число рядов вторичной обмотки, расположенной в меньшей части сектора, ограниченного штриховыми линиями 10 и 11 на фиг. 4, должно быть четным.
При выполнении нечетных W2' и четных W2'' рядов вторичной обмотки необходимо соблюдать правило: равный шаг намотки нечетных и четных рядов приблизительно в таком же соотношении, как и для ряда W1' и W2'' первичной обмотки W1.
В противном случае возрастает ток холостого хода аппарата, например: в случае аппарата с рабочим током 125 А ток холостого хода возрастает от 2 до 4-5 А.
Соотношение витков W1 и W2 обмоток приведено в п. 2 формулы изобретения. Направление намотки W1, W2 W3 может быть изменено на противоположное, на фиг. 4 приведен один из вариантов.
Включение силового трансформатора в схему указано на фиг. 3.
Увеличение магнитного влияния обмотки стабилизации приводит к повышению устойчивости сварочного процесса практически от нулевых токов, что подтверждается формулой (1) (см. ниже).
Работа контактно-дугового сварочного аппарата поясняется функциональной схемой на фиг. 3.
Переключатель "Режим" установлен в положение "Дуговой".
При включении тумблера "Сеть" напряжение переменного тока через первичную обмотку силового трансформатора 1 и последовательно включенные времязадающие резисторы R1 и R2 приложено к конденсатору С1. Одновременно это напряжение выпрямляется диодным мостом А1 и подается на транзистор VT1, включенный в режиме лавинного пробоя. При достижении напряжения пробоя транзистор открывается и замыкает диагональ моста А1, и напряжение конденсатора С1, выпрямленное мостом А1, подается на управляющий электрод блока силовых элементов 2. При открытии силового элемента, например симистора, на выходе силового трансформатора повторяется напряжение, достаточное для возбуждения сварочной дуги. По окончании половины периода сетевого напряжения, симистор отключается и далее процесс повторяется.
Переключатель "Режим" установлен в положении "Контактный".
При этом выходная часть оптрона А2 включена последовательно с транзистором VT1 в диагональ моста А1.
В исходном состоянии на выходе 13 ждущего мультивибратора Д1.2 - рулевой потенциал. Транзистор VN2 закрыт, оптрон выключен. При кратковременном замыкании кнопки "Импульс", сигнал триггера запускает идущий мультивибратор Д1.2 на выходе 13 мультивибратора появляется импульс положительной полярности, длительность которого от 0,1 до 3,0 с определяется регулятором R12. На это время открывается транзистор VT2 и запускает тиристорный оптрон, электрический сигнал которого открывает схему управления силового элемента на время, определяемое регулятором R12. В это время на первичной обмотке появится сетевое напряжение.
Конденсатор С5 разряжается через элементы VD4. R11, R12. После разряда С5 мультивибратор возвращается в исходное состояние и оптрон отключает фазовое управление силовыми элементами.
Экспериментальная проверка процесса сварки показала, что глубина регулировки тока обеспечивает устойчивое горение в диапазоне
Iд=(0,1-0,9) Iкз.
Включение обмотки стабилизации по предлагаемому способу значительно снизило емкость с 7 до 0,047 мкФ. Кроме того, амплитуда импульса стабилизации выросла в 3-4 раза и достигает величины 700 вольт.
В режиме контактной сварки сварочный аппарат соединяет металлические детали толщиной 0,1 - 0,4 мм, а в дуговом режиме толщина изделий может быть 0,4 - 5 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| Тиристорный сварочный аппарат | 1989 |
|
SU1682074A1 |
| ОДНОФАЗНЫЙ СВАРОЧНЫЙ АППАРАТ | 2016 |
|
RU2644711C2 |
| Устройство для сварки переменным током | 1989 |
|
SU1690987A1 |
| ДИОД СИНХРОННОГО ВЫПРЯМЛЕНИЯ И ПРЕОБРАЗОВАТЕЛЬ НАПРЯЖЕНИЯ С ЕГО ПРИМЕНЕНИЕМ | 2010 |
|
RU2414049C1 |
| АВТОНОМНЫЙ ИСТОЧНИК ЭЛЕКТРИЧЕСКОЙ ЭНЕРГИИ | 2017 |
|
RU2688147C2 |
| ОДНОФАЗНЫЙ ВЫПРЯМИТЕЛЬ ДЛЯ ДУГОВОЙ СВАРКИ | 2010 |
|
RU2441734C1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ | 2004 |
|
RU2284884C2 |
| ИСТОЧНИК СВАРОЧНОГО ТОКА | 1998 |
|
RU2131338C1 |
| Устройство для дуговой электросварки | 1976 |
|
SU996123A1 |
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ НА ПЕРЕМЕННОМ ТОКЕ | 2004 |
|
RU2283210C2 |
Изобретение относится с сварочной технике и может быть использовано в производстве малогабаритных сварочных аппаратов для бытовых целей. Контактно-дуговой сварочный аппарат содержит силовой трансформатор, блок силовых элементов и устройство импульсной стабилизации горения дуги. Последнее выполнено в виде дополнительной обмотки, которая расположена под вторичной обмоткой непосредственно на магнитопроводе. Начало обмотки стабилизации подключено через конденсатор к концу первичной обмотки. Конец обмотки стабилизации соединен с ее началом. Аппарат снабжен переключателем режима и блоком формирования импульса контактной сварки, который через тиристорный оптрон и переключатель режимов подключен к блоку управления силовыми элементами. Во вторичной обметке выполнен дополнительный вывод для контактной сварки. При намотке трансформатора магнитопровод условно разделяют на секторы. В секторе 220 - 240oC укладывают встречно-параллельно первичную обмотку, а на оставшейся части выполняют вторичную обмотку. Соотношение количества витков первичной, вторичной и дополнительной обмоток равно
W2/W1 - 1/3 ... 1/4, W3/W1 = 1/10 ... 1/12,
где W1 - количество витков первичной обмотки, W2 - количество витков вторичной обмотки, W3 - количество витков обмотки стабилизации. 2 с.п. ф-лы, 4 ил.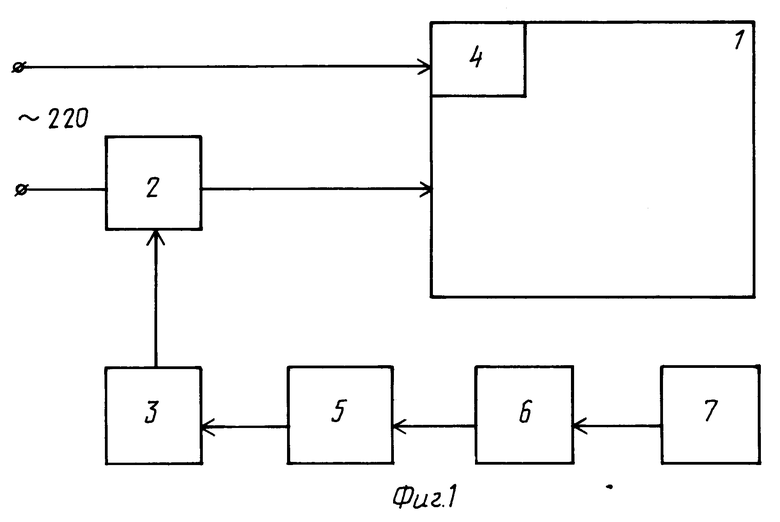
W2 /W1 = 1/3 - 1/4; W3/W1 = 1/10 - 1/12,
где W1 - количество витков первичной обмотки;
W2 - количество витков вторичной обмотки;
W3 - количество витков обмотки стабилизации.
| Оборудование для дуговой сварки | |||
| Справочное пособие | |||
| / Под ред | |||
| В.В.Смирнова | |||
| - Л.: Энергоатомиздат, 1986, с.378 - 379. |
