Изобретение относится к области электротехники, а именно к источникам питания сварочной дуги, и может быть использовано в аппаратах для дуговой механизированной сварки плавящимся электродом.
Известен нерегулируемый сварочный выпрямитель ВС-300, содержащий понижающий трехфазный трансформатор и выпрямительный мост с дросселем (см. "Оборудование для дуговой сварки". Справочное пособие, под ред. В.В.Смирнова, Л., Энергоиздат, 1986, с. 655).
Недостатком данного сварочного выпрямителя являются большие габариты и масса, а также отсутствие плавного регулирования выходного (сварочного) напряжения.
Известен также источник питания для дуговой сварки, содержащий высоковольтный выпрямитель, подключенный к вводным клеммам сети переменного тока, последовательно соединенные фильтр, инвертор, трансформатор, имеющий первичную и вторичную обмотки, и низковольтный выпрямитель, при этом в него введены линия задержки, вторая схема сравнения и делитель напряжения, а трансформатор выполнен с тремя дополнительными обмотками (см. а.с. СССР N 998037, кл. B 23 K 9/00).
Недостатком данного источника питания являются сложность конструкции, дороговизна, что не дает возможности их широкому распространению при реализации, в частности механизированной сварки.
Наиболее близким по технической сущности и достигаемому положительному эффекту является тиристорный сварочный выпрямитель, содержащий сварочный трансформатор и силовой тиристорный блок, соединенный по шестифазной схеме выпрямления, уравнительный реактор, подключенный к вторичным обмоткам трансформатора, цепи сопротивление - диод, подключенные к силовому тиристорному блоку и вторичным обмоткам сварочного трансформатора, при этом катоды диодов цепей сопротивление - диод соединены между собой и подключены к общему катоду силового тиристорного блока, а аноды диодов подключены к наружным выводам уравнительного реактора, каждый через свое сопротивление (см. а.с. СССР N 712211, кл. B 23 K 9/00).
Недостатком данного тиристорного сварочного выпрямителя являются большие габариты и масса, значительное число силовых коммутирующих элементов-тиристоров, трудоемкий в изготовлении уравнительный реактор, сложность системы управления и регулирования выпрямителем.
Цель изобретения - снижение массогабаритных показателей источника сварочного тока, экономия электротехнических материалов, а именно меди, трансформаторной стали.
Поставленная цель достигается тем, что источник сварочного тока содержит силовые трансформатор, выпрямитель, дроссель, коммутирующие элементы и схему управления, при этом силовой трансформатор выполнен с тремя первичными обмотками на одном сердечнике, которые соединены треугольником и через силовые коммутирующие элементы подключены к трем фазам питающей сети, а силовой выпрямитель выполнен двухполупериодным, причем силовые коммутирующие элементы выполнены в виде бесконтактных двусторонних коммутирующих управляемых силовых ключей, причем схема управления силовыми коммутирующими элементами выполнена в виде трех элементов ЗИ-НЕ, выходы которых подключены к элементам включения силовых ключей, состоящих из усилителей с узлами гальванической развязки, первые входы элементов ЗИ-НЕ связаны со схемами регистрации наличия напряжения на первичных обмотках силового трансформатора, вторые входы - со схемами нуль-органов, входы которых связаны с трехфазными выпрямителем и трансформатором, а третьи входы элементов ЗИ-НЕ связаны с выходом системы импульсно-фазового управления, а система импульсно-фазового управления выполнена с тремя входами, причем первый вход связан с задатчиком уровня сварочного напряжения, второй вход - через развязывающие элементы с нуль-органами фазных напряжений, а третий - с силовым выпрямителем источника сварочного тока.
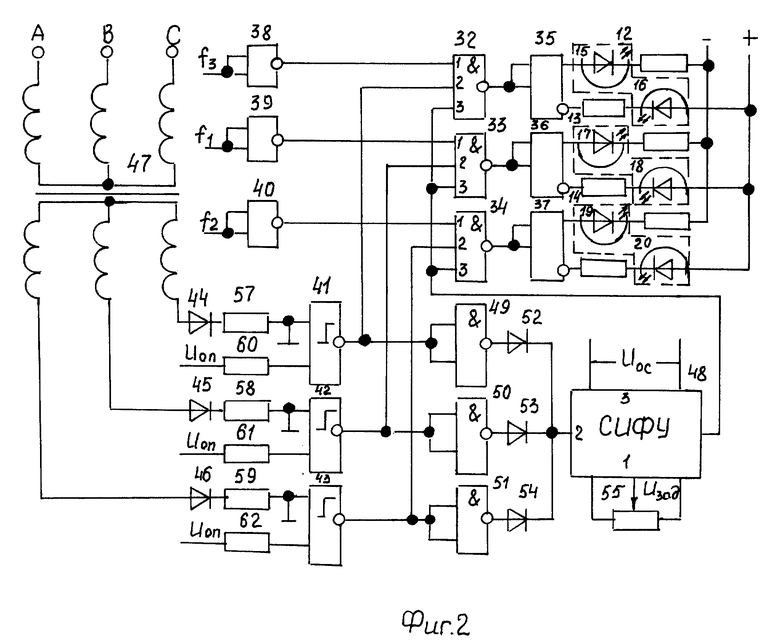
На фиг. 1 представлена силовая часть предлагаемого источника сварочного тока, на фиг. 2 - схема управления, а на фиг. 3 - эпюры напряжений на различных элементах источника.
Обмотки 1, 2, 3 силового трансформатора 4 через управляемые двухсторонние силовые ключи 5, 6, 7 подключены по схеме треугольника к фазам A, B, C трехфазной питающей сети. Сварочный выпрямитель выполнен по схеме со средним выводом трансформатора 4 и содержит вторичную обмотку 8, два силовых диода 9 и 10, дроссель 11. Управление ключами 5, 6, 7 производится при помощи элементов гальванической развязки 12, 13, 14, выполненных в данной схеме при помощи оптронных тиристоров 15, 16, 17, 18, 19, 20. Наличие напряжения на обмотках 1, 2, 3 трансформатора 4 регистрируются схемами 21, 22, 23, каждая из которых содержит выпрямитель 24, оптронный тиристор 25, транзисторы 26, 27, резисторы 28, 29, 30, 31. Схема управления силовыми ключами 5, 6, 7 выполнена на базе элементов ЗИ-НЕ 32, 33, 34, выходы которых через усилители 35, 36, 37 связаны с элементами гальванической развязки 12, 13, 14, управляющими ключами 5, 6, 7. Первые входы элементов 32, 33, 34 через инверторы 38, 39, 40 соединены с выходами схем 21, 22, 23, регистрирующих наличие напряжения на обмотках 1, 2, 3 трансформатора 4. Вторые входы элементов 32, 33, 34 соединены с выходами нуль-органов 41, 42, 43, выполненных в виде компараторов с регулируемыми величинами опорных напряжений, подаваемых на вторые входы нуль-органов 41, 42, 43. Первые входы этих нуль-органов через выпрямительные диоды 44, 45, 46 соединены с дополнительным трехфазным трансформатором 47. Сигнал, снимаемый с выходов нуль-органов 41, 42, 43 является синхронизирующим для системы импульсно-фазового управления 48 и подается на его второй вход через инверторы 49, 50, 51 и развязывающие диоды 52, 53, 54. На первый вход СИФУ 48 подается напряжение задания с резистора 55, а на его третий вход - напряжение, пропорциональное сварочному, с резистора 56, подключенного к выходу сварочного выпрямителя. Цифрами 57, 58, 59 и 60, 61, 62 обозначены резисторы в цепях нуль-органов 41, 42, 43.
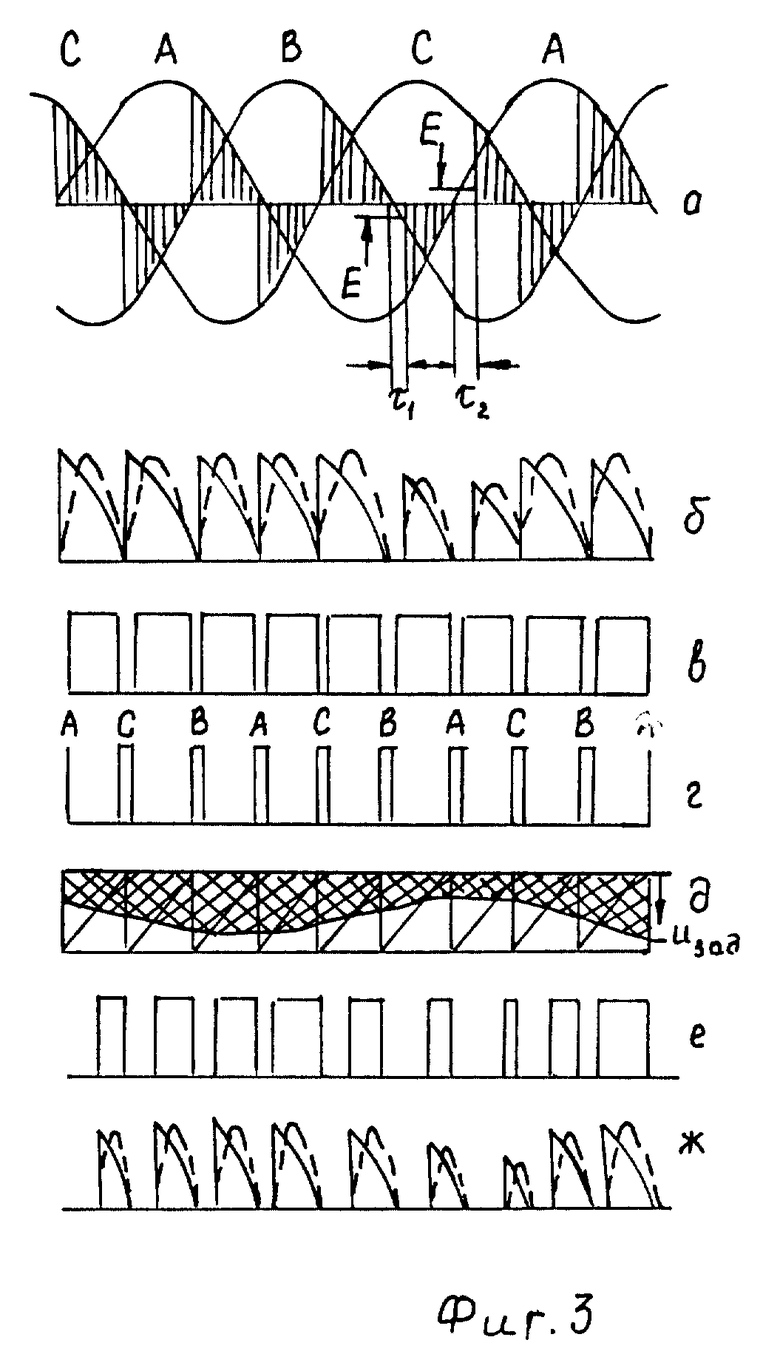
Источник сварочного тока работает следующим образом. При достижении напряжения в фазе C нулевого значения (см. график фиг. 3) на резисторе 57 напряжение также достигает нулевого значения, а на выходе нуль-органа 41 появляется сигнал логической "1" и поступает на второй вход элемента 32. В случае, если в обмотке 1 трансформатора 4 нет напряжения питания или напряжения противоЭДС (напряжение E на время τ на графике a фиг. 3), то на выходе f3 элемента 21 образуется сигнал логического "0", который инвертируется инвертором 38 и в виде логической "1" поступает на первый вход элемента 32. При наличии сигнала с СИФУ 48 в виде логической "1", получаемой в случае наличия сигнала задания с резистора 55 и прихода синхронизирующего импульса с нуль-органа 41 через инвертор 49 и диод 52 (см. графики, в, г, д, е на фиг. 3) в виде импульса положительной полярности (график г на фиг. 3), на выходе элемента 32 образуется сигнал логической "1", который через усилитель 35 включает пару оптронных тиристоров 15, 16 в свою очередь включающих в необходимом направлении ключ 5, который подключает к питанию от фаз A и B обмотку 1 трансформатора 4. При достижении напряжения в фазе B нулевого значения на выходе нуль-органа 42 появляется сигнал логической "1" и поступает на второй вход элемента 33. В случае, если в обмотке 33 трансформатора 4 нет напряжения питания или напряжения противоЭДС, то на выходе f1 элемента 23 образуется сигнал логического "0", так как оптронный тиристор 25 закрыт, а транзисторы 30, 31 открыты. Сигнал логического "0", инвертируясь на элементе 39 в виде логической "1", поступает на первый вход элемента 33. При наличии сигнала управления с СИФУ 48 на выходе элемента 36 образуется положительный потенциал, который включает оптронные тиристоры 17, 18, запускающие ключ 7 в необходимом направлении. Ключ 7 подключает к питанию от A и C обмотку 3 трансформатора 4. Аналогичным образом происходит подключение обмотки 2 к питанию от фаз B и C ключом 6 при достижении напряжения в фазе A нулевого значения. Процесс по описанному выше циклу периодически повторяется. Регулирование среднего значения напряжения сварки осуществляется при помощи изменения углов открывания ключей 5, 6, 7, что видно на графиках д, е, ж фиг. 3. Необходимое изменение устанавливается на СИФУ 48 резистором 55. Крутизна выходных характеристик обуславливается коэффициентом обратной связи по напряжению Иос сварки и задается резистором 56. Крутизна или жесткость внешних характеристик определяет способ сварки, в котором используется предлагаемый источник сварочного тока.
Предлагаемое изобретение "Источник сварочного тока" реализует схему утроения частоты понижаемого и выпрямленного напряжения питающей трехфазной сети, что видно на графике на фиг. 3. Индуктивность обмоток трансформатора 4 позволяет получить форму выходного сварочного напряжения, приближающуюся к синусоидальной (штрихпунктирные линии на графике фиг. 3).
Повышенная частота преобразуемого напряжения позволяет в значительной степени снизить массу сердечников силового трансформатора и дросселя, а также массу катушек.
При реализации макета источника сварочного тока, выполненного согласно описанному выше изобретению, на токи сварки 315 A силовой трансформатор выполнялся на общем тороидальном сердечнике с внешним диаметром 200 мм. Общая масса источника составила 32 кг, что, практически, в 8 раз меньше распространенного источника ВС-300 Б, не имеющего к тому же плавного регулирования сварочного напряжения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 2004 |
|
RU2275995C2 |
| СПОСОБ ПРЕОБРАЗОВАНИЯ СЕТЕВОГО ПЕРЕМЕННОГО НАПРЯЖЕНИЯ В ТОК СВАРКИ | 1995 |
|
RU2076026C1 |
| ЭЛЕКТРИЧЕСКИЙ БЛОК УСТРОЙСТВА ДЛЯ ВЫСОКОЧАСТОТНОЙ СВАРКИ ПЛАСТМАСС | 1992 |
|
RU2017623C1 |
| ВЕНТИЛЬНЫЙ ВЫПРЯМИТЕЛЬ ДЛЯ ДУГОВОЙ СВАРКИ | 2013 |
|
RU2558808C2 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ ЭЛЕКТРОСВАРКИ НА ПОСТОЯННОМ ТОКЕ | 1992 |
|
RU2049612C1 |
| ИНДУКТОРНЫЙ ГЕНЕРАТОР С СОВМЕЩЕННЫМИ ОБМОТКАМИ ВОЗБУЖДЕНИЯ И СТАТОРА | 2019 |
|
RU2702615C1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ВЫСОКОВОЛЬТНЫМИ ТИРИСТОРАМИ | 2010 |
|
RU2421866C1 |
| Сварочный полуавтомат | 1990 |
|
SU1754362A1 |
| ТРЕХФАЗНЫЙ РЕНТГЕНОВСКИЙ ГЕНЕРАТОР | 1992 |
|
RU2051475C1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ДВИГАТЕЛЕМ ПРИВОДА ПОДАЧИ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ | 2001 |
|
RU2205095C2 |
Изобретение относится к электротехнике, а именно к источникам питания сварочной дуги, и может быть использовано в аппаратах для дуговой механизированной сварки плавящимся электродом. Технический результат - снижение массогабаритных показателей, экономия электротехнических материалов. Обмотки силового трансформатора через управляемые двусторонние силовые ключи подключены по схеме треугольника к фазам А, В, С трехфазной питающей сети, сварочный выпрямитель выполнен по схеме со средним выводом трансформатора и содержит вторичную обмотку, два силовых диода, дроссель. Управление ключами производится при помощи элементов гальванической развязки, выполненных в схеме при помощи оптронных тиристоров. Наличие напряжения на обмотках трансформатора регистрируется схемами, каждая из которых содержит выпрямитель, оптронный тиристор, транзисторы, резисторы. Схемы управления силовыми ключами выполнены на базе элементов ЗИ-НЕ, выходы которых через усилители связаны с элементами гальванической развязки. 2 з.п. ф-лы, 3 ил.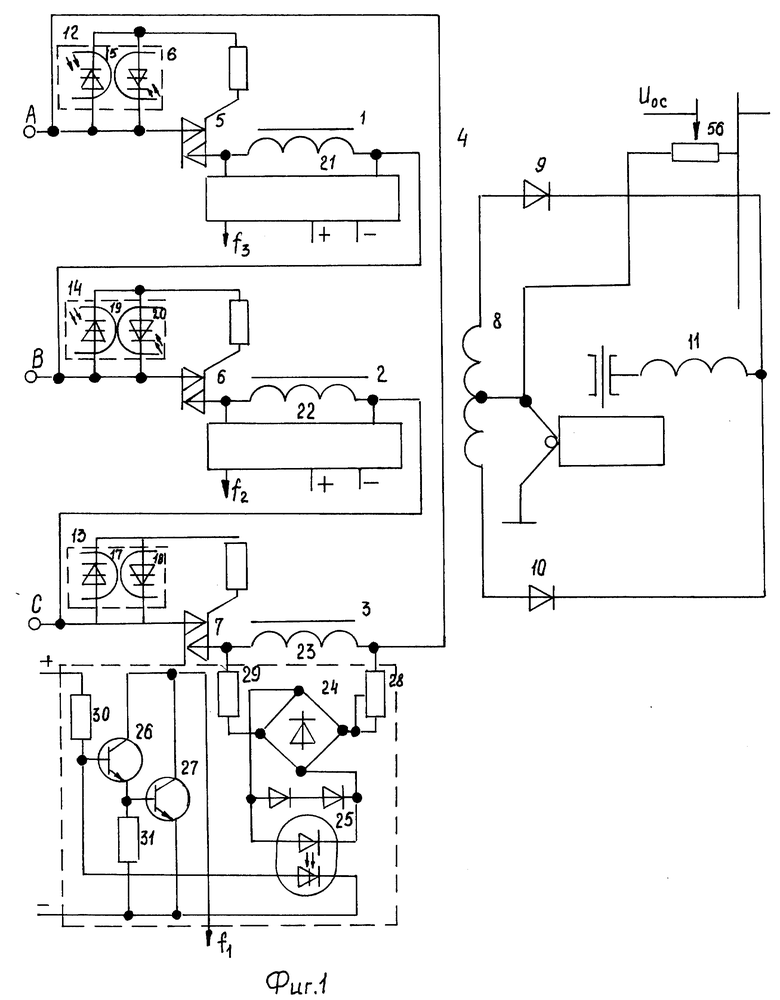
| Устройство для избирательного вызова телефонных аппаратов | 1922 |
|
SU998A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
