Изобретение относится к классу лазерных проекционных систем. Лазерный клеймитель может быть использован для нанесения микроизображений (маркировки) изделий, изготовленных из металлов, хорошо отражающих свет.
Известно несколько методов построения оптического изображения: контактный, проекционный, голографический и контурно-лучевой [1]. Первые три метода сводятся к тому, что поверхность образца совмещается либо с плоскостью предмета (трафарета) - в первом случае, либо с плоскостью его изображения - во втором, либо с плоскостью его восстановленного действительного изображения - в третьем. Контурно-лучевой метод заключается в том, что изображение синтезируется в результате сканирования сфокусированного светового луча по поверхности образца.
Контактный метод. При контактном методе изображение представляет собой теневую картину, образующуюся в результате освещения трафарета (фотошаблона), плотно прижатого к поверхности образца [1]. Неизбежными дефектами при таком методе являются быстрый износ фотошаблона и механические повреждения образца при его плотном прижатии или подсвет и дифракционные искажения изображения при неплотном прижатии.
Проекционный метод. Пучок света лазера расширяется с помощью осветительной системы до размеров маски, уменьшенное изображение которой строится с помощью проекционного объектива на поверхности обрабатываемого материала [2] . В качестве осветительной системы могут быть использованы одна линза или набор линз типа конденсора. Поскольку прорези в трафарете занимают не всю его площадь, при проекционном способе обработки неизбежны потери энергии излучения.
Голографический метод. Голография позволяет получать изображения с более высокой разрешающей способностью и на большей площади, чем указанные выше методы. Особенность голографического метода заключается в том, что удается зафиксировать как амплитудную, так и фазную информацию о световой волне, рассеянной объектом (трафаретом) [1]. Последнее определяет очень высокие требования к степени когерентности источника лазерного излучения.
Контурно-лучевой метод. При контурно-лучевом методе изображение синтезируется в результате последовательного освещения заданного контура световым лучом, сфокусированным с помощью объектива. Обход заданного контура на образце осуществляется либо путем перемещения образца, либо сканированием светового луча [3] . Параметры метода в значительной степени определяются характеристиками механической системы перемещения образца или сканирования луча, в частности ее точностью.
В качестве прототипа рассматривается комплекс "Лазермарк" фирмы "Люмоникс". Канада [3]. Данный комплекс относится к классу лазерных проекционных установок.
На пути распространения излучения, источником которого является лазер, располагается диск с набором масок, например представляющих собой шрифт. С помощью электропривода диск поворачивается и нужная в данный момент времени маска вводится в лазерный пучок. Излучение, прошедшее сквозь маску, попадает на проекционный объектив, который строит изображение маски на поверхности маркируемого изделия. Под действием лазерного излучения происходит удаление материала из облученной зоны и фиксация изображения маски.
Комплекс "Лазермарк" не обеспечивает плотности мощности лазерного излучения, достаточной для маркировки металлов, и предназначен для нанесения мелкого шрифта на различные неметаллические материалы.
Задача состоит в повышении плотности мощности лазерного излучения в зоне обработки и, следовательно, получении более качественных с высокой степенью защиты износостойких микроизображений (маркировки) на изделиях, изготовленных из металлов, в том числе хорошо отражающих свет, например алюминия, золота, меди и т.д.
Для решения задачи предлагается лазерный клеймитель, содержащий расположенные последовательно в оптической схеме импульсный твердотельный лазер, маску, объектив, а также двигатель, в котором дополнительно установлена между лазером и маской сканирующая призма в форме параллелепипеда, основанием которого является квадрат, расположенная на валу двигателя с возможностью вращения вокруг оси, которая проходит через центр основания, при этом маска установлена неподвижно и имеет длину, меньшую или равную половине стороны основания сканирующей призмы. Для дальнейшего увеличения концентрации энергии между лазером и призмой может быть неподвижно установлен блок оптических клиньев, а маска может быть установлена между призмой и одним из поворотных зеркал, или между двумя поворотными зеркалами.
Лазерный клеймитель (чертеж) содержит импульсный твердотельный лазер 1, блок оптических клиньев 2, сканирующую призму 3, двигатель 4, маску 5, поворотные зеркала 6, 7, 8, объектив 9.
Принцип работы лазерного клеймителя и функциональное назначение его отдельных узлов поясняется оптической схемой, приведенной на рис. 1.
Источником импульсно-периодического лазерного излучения служит YAG:Nd3+ лазер 1, работающий в моноимпульсном режиме. Поперечное сечение пучка излучения на выходе лазера имеет форму круга, диаметр которого больше вертикального размера маски 5. После прохождения излучением системы 2, образованной двумя идентичными оптическими клиньями, поперечное сечение пучка принимает форму эллипса. Большая ось эллипса направлена вертикально вверх и равна диаметру первоначального пучка. Такая трансформация приводит к уменьшению площади поперечного сечения лазерного пучка и, следовательно, к повышению плотности мощности излучения в лазерном пучке.
С целью достижения в зоне обработки уровня плотности мощности лазерного излучения, необходимого для испарения металлов, и поскольку горизонтальный размер сечения пучка (малая ось эллипса) значительно меньше соответствующего размера маски 5, в оптическую схему клеймителя введена сканирующая призма 3. Она имеет форму параллелепипеда, основанием которого является квадрат. Боковые грани призмы обработаны с оптическим качеством и являются рабочими. Призма 3 вращается вокруг вертикальной оси, перпендикулярной основанию призмы и пересекающей основание в центральной точке. Вращение призмы осуществляется с помощью электродвигателя 4. По мере вращения призмы 3 пучок излучения перемещается по поверхности маски 5 слева направо параллельно самому себе. В результате осуществляется последовательная засветка лазерным излучением всей поверхности маски 5. Обычно в проекционных лазерных системах вся поверхность маски засвечивается лазерным излучением одновременно, т.е. энергия излучения распределяется по площади значительно большей, чем в случае последовательной засветки.
Следовательно, применение последовательной засветки маски с помощью сканирующей призмы приводит к значительному увеличению (в несколько раз) плотности мощности лазерного излучения в зоне обработки.
Излучение, прошедшее сквозь прорези маски, поворотными зеркалами 6, 7 и 8 направляется на объектив 9, который строит уменьшенное изображение маски на поверхности обрабатываемого изделия 10. Плотность мощности лазерного излучения должна превышать порог испарения материала изделия. В этом случае происходит удаление материала из облученной зоны и фиксация рельефного изображения маски.
Для проверки правильности технических решений, заложенных в лазерный клеймитель, был собран и испытан макет установки согласно оптической схеме, приведенной на чертеже. В качестве источника излучения использован частотно-импульсный Nd-лазер с модуляцией добротности резонатора. Частота повторения импульсов излучения составляет 15 Гц, длительность и энергия импульса примерно 10 нс и примерно 100 мДж соответственно. Сканирующая призма имеет размер стороны основания 50 мм, а длина маски равна 24 мм, а также 25 мм. Маска установлена между призмой и первым из поворотных зеркал, а также между парой поворотных зеркал. Призма располагается на валу электродвигателя РД-09 и вращается со скоростью 3 об/мин. Фокусное расстояние объектива 100 мм.
В результате испытаний были получены рельефные отпечатки изображения маски на меди, золоте и алюминии. Глубина рельефа достигает 18, 22 и 50 мкм для меди, золота и алюминия соответственно. Размер зоны клеймения составляет (4±1) мм2, в случае если маска установлена между призмой и первым из поворотных зеркал. Размер зоны клеймения увеличивается и составляет (6±1,5) мм2 в случае если маска установлена между первым и вторым поворотными зеркалами. Минимальный размер элемента изображения равен 15 мкм.
Лазерный клеймитель может быть использован для нанесения микроизображений (маркировки) изделий, изготовленных практически из любых металлических и неметаллических материалов, непрозрачных для излучения Nd-лазера. Клеймо, выполненное на лазерном клеймителе, по качеству и степени защиты от подделки значительно превосходит клейма, полученные любым традиционным способом (ударное, электроискровое клеймение и т.п.).
Источники информации
1. Вейко В.П., Либенсон М.Н. Лазерная обработка. - Л.: Лениздат, 1973.
2. Glendinning W. IEEE Trans. Comp. Parts, 1964, v. 3, p. 19 - 26.
3. Абильсиитов Г.А. и др.; Технологические лазеры. /Справочник: В 2 т. Т. 1: Расчет, проектирование и эксплуатация - М.: Машиностроение, 1991. 432 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ СКОРОСТНОГО ЛАЗЕРНОГО КЛЕЙМЕНИЯ | 2002 |
|
RU2240225C2 |
| НЕУСТОЙЧИВЫЙ МНОГОПРОХОДНЫЙ ЛАЗЕРНЫЙ РЕЗОНАТОР | 1991 |
|
RU2029422C1 |
| ЭЛЕКТРОРАЗРЯДНЫЙ ЛАЗЕР С КОНВЕКТИВНЫМ ОХЛАЖДЕНИЕМ РАБОЧЕЙ СРЕДЫ | 1990 |
|
SU1809728A1 |
| ГАЗОВЫЙ ЛАЗЕР | 1990 |
|
RU2007003C1 |
| УСТРОЙСТВО ДЛЯ ВОЗБУЖДЕНИЯ РАЗРЯДА В ГАЗОВОМ ЛАЗЕРЕ | 1990 |
|
RU2007802C1 |
| ТЕХНОЛОГИЧЕСКИЙ ГАЗОВЫЙ ЛАЗЕР С НАКАЧКОЙ КОМБИНИРОВАННЫМ РАЗРЯДОМ | 1990 |
|
SU1805810A3 |
| ЛАЗЕР, СЛЭБ-ЛАЗЕР, ГАЗОВЫЙ ЛАЗЕР (ВАРИАНТЫ) И ГАЗОВЫЙ СЛЭБ-ЛАЗЕР | 2003 |
|
RU2243620C1 |
| СПОСОБ СКОРОСТНОЙ ЛАЗЕРНОЙ МАРКИРОВКИ И УСТАНОВКА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2002 |
|
RU2236952C2 |
| УСТРОЙСТВО ДЛЯ АССОЦИАТИВНОЙ ОПТИЧЕСКОЙ ВЫБОРКИ ИНФОРМАЦИИ ИЗ ЗАПОМИНАЮЩЕГО УСТРОЙСТВА | 1987 |
|
SU1485902A1 |
| СПОСОБ ФОРМИРОВАНИЯ ИЗОБРАЖЕНИЯ ВНУТРИ ПРОЗРАЧНЫХ ИЛИ ПОЛУПРОЗРАЧНЫХ МАТЕРИАЛОВ, УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ТАКОГО ИЗОБРАЖЕНИЯ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ СОГЛАСНО УКАЗАННОМУ СПОСОБУ | 2003 |
|
RU2245254C1 |
Лазерный клеймитель относится к классу лазерных проекционных систем и может быть использован для маркировки изделий, изготовленных практически из любых материалов, прозрачных для излучения Nd-лазера. Лазерный клеймитель содержит последовательно установленные импульсный твердотельный лазер, блок оптических клиньев, сканирующую призму в форме параллелепипеда с двигателем, маску, поворотные зеркала и объектив. Под действием излучения лазера. возможен локальный разогрев изделия до температуры интенсивного испарения материала изделия. В результате происходит удаление материала из зоны действия лазерного излучения, и на его поверхности образуется "канавка", которая формирует изображение. Устройство позволяет повысить плотность мощности излучения в зоне обработки и повысить степень защиты изготовленного с его помощью клейма от подделки. 2 з.п.ф-лы, 1 ил. .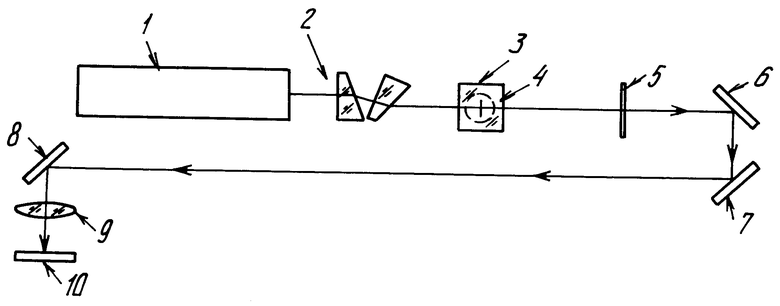
| Glendinninc W | |||
| IEEE Iran | |||
| Comp | |||
| Parts | |||
| Прибор для заливки свинцом стыковых рельсовых зазоров | 1925 |
|
SU1964A1 |
| Абильсиитов Г.А | |||
| и др | |||
| Технологические лазеры./Справочник | |||
| Расчет, проектирование и эксплуатация - М.: Машиностроение, 1991, с.432. | |||

