Изобретение относиться к разряду лазерных способов получения стойких к внешним воздействиям изображений на поверхности различных изделий. Способ и реализующее его устройство могут быть использованы в различных отраслях промышленности, например электронной, пищевой в машиностроении и т.д..
Известен способ скоростной лазерной маркировки, при котором развертка изображения на поверхности изделия формируется в результате линейного сканирования лазерным лучом и перемещением детали в направлении, перпендикулярном к направлению сканирования [1]. Установки для реализации этого способа могут быть построены на основе лазера и внешнего сканирующего устройства, например многогранной призмы [1]. Недостатком данного способа скоростной лазерной маркировки и установки является обязательное перемещение изделия в строго определенном направлении с постоянной скоростью и как следствие невозможность нанесения маркировки на неподвижную деталь, что существенно сужает возможную область применения.
Известен способ лазерной маркировки и система с вращением оптики и неподвижной деталью. Способ заключается в сканировании лазерным лучом по двум координатам поверхности изделия. Изображение формируется временным прерыванием луча. Системы для реализации этого способа состоят из лазера и внешнего зеркального сканирующего устройства [2]. Недостатком этого способа и систем является низкая скорость маркировки и малая производительность.
За прототип выбраны способ лазерной маркировки и установка для его реализации описанные в работе [3].
Способ лазерной маркировки состоит в формировании лазерным излучением на поверхности изделия требуемого изображения. Синтез изображения реализуется в результате последовательного облучения заданного топологического рисунка сфокусированным лазерным пучком. Для этой цели формируется регулярный растр строк развертки. Единичная строка развертки получается сканированием луча, генерируемого лазером за один импульс накачки. После того как изделие смещается на заданную величину в направлении, перпендикулярном направлению строк, аналогично образуется следующая строка и таким образом последовательно образуется растр с необходимым числом строк, которое равно количеству импульсов генерации лазера. При этом точки изображения образуются в результате пространственно-временного прерывания лазерного излучения.
При взаимодействии лазерного излучения с поверхностью изделия в месте попадания луча происходят структурные изменения материала изделия. В результате получается контрастный рисунок.
Недостатком данного способа маркировки является обязательное перемещение изделия в строго определенном направлении с постоянной скоростью и как следствие невозможность нанесения маркировки на неподвижную деталь, что существенно сужает возможную область его применения.
Установка для реализации указанного способа состоит из сканирующего лазера, линзы, строящей изображение на маркируемой поверхности, устройства управления пространственно-временным модулятором света (ПВМС), блока питания лазера и компьютера. Сканирующий лазер включает в себя сопряженный резонатор, образованный двумя зеркалами, расположенными в фокальных плоскостях двух фокусирующих линз, усиливающую среду, ПВМС состоящий из двух электроуправляемых пластин, фазовую пластинку, поляризатор, диафрагму и пассивный затвор [3].
ПВМС обеспечивает возможность быстрого однокоординатного строчного сканирования лазерным лучом и прерывание луча по команде, поступающей с устройства управления работающего под контролем компьютера. За один импульс генерации лазера формируется одна строка растра. В случае равномерного поступательного движения маркируемого изделия с заданной скоростью в направлении, перпендикулярном направлению сканирования, формируется строчный растр. Изображение получается прерыванием лазерного луча с помощью ПВМС по сигналу компьютера в соответствии с топологией наносимого рисунка.
При значении плотности мощности лазерного излучения, достаточной для структурного изменения поверхностного слоя, на изделии образуется требуемое изображение.
Основным недостатком описанной установки является очень низкая энергия генерации лазера за один импульс накачки и сравнительно небольшая частота повторения импульсов генерации, не более 160 мДж и 50 кГц соответственно [3], что затрудняет возможность ее практического применения по причине малой мощности излучения. Также следует отметить невозможность маркировки неподвижных изделий, что существенно сужает область применения установок такого типа.
Задача данного изобретения заключается в расширении области применения способа скоростной лазерной маркировки и увеличении мощности лазерного излучения и производительности установки для его реализации.
Предлагается следующий способ скоростной лазерной маркировки и установка для его реализации.
Способ скоростной лазерной маркировки заключается в том что в известном способе пространственное управление разверткой излучения, а именно формирование регулярного растра, имеющего большое количество строк, осуществляют по двум координатам внутри сопряженного резонатора импульсного лазера, при этом точки изображения формируют прерыванием лазерного излучения во времени за один импульс генерации излучения.
Установка состоит из компьютера, внешней линзы, блока питания и лазера, содержащего зеркала, линзы, усиливающую среду, затвор, модулятор и импульсную лампу. В установке установлен пространственный модулятор, включающий диск с отверстиями, расположенный на оси электродвигателя и снабженный синхронизирующими датчиками, которые прикреплены к корпусу модулятора, и установлен активный затвор с блоком формирования управляющего импульса. Блок подключен к компьютеру. В качестве синхронизирующих датчиков установлены две оптопары, а в качестве активного затвора применен акустооптический или электрооптический затвор.
Сущность способа скоростной лазерной маркировки заключается в следующем.
1. На поверхности маркируемого изделия за малый промежуток времени (менее 0.1 сек) лазерным излучением формируют оптическое изображение путем управления пространственно-временными характеристиками лазерного луча. Пространственное управление реализуют за счет организации регулярного растра строк развертки, который образуется в результате двухкоординатного сканирования лазерным лучом поверхности изделия. Временное управление заключается в формировании точек изображения в пределах растра прерыванием лазерного излучения во времени.
2. Обеспечивают уровень мощности лазерного излучения достаточный для структурного изменения облученных участков поверхности изделия за счет импульсного режима генерации лазерного излучения. Причем импульс лазерного излучения генерируют синхронно с образованием растра, а длительность импульса равна или несколько больше времени образования растра.
В результате на поверхности изделия образуется стойкое к внешним воздействиям изображение.
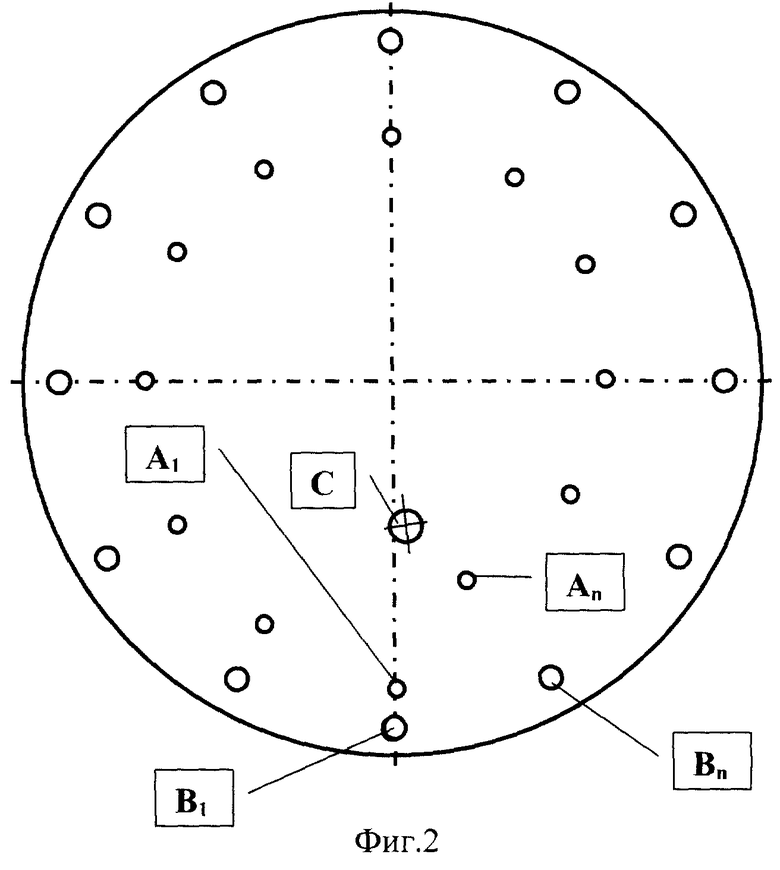
Установка представляет собой сканирующий лазер с внешней проекционной системой - внешней линзой, компьютер, блок питания. Ее схема может быть реализована в следующем виде: фиг.1.
Установка состоит из диска пространственного модулятора света (ПМС) 1, синхронизирующих датчиков, например двух оптопар 2, электродвигателя 3, компьютера 4, блока питания 5, импульсной лампы 6, зеркала 7, двух линз 8, усиливающей среды 9, оптического затвора 10, блока формирования управляющего импульса 11, зеркала 12, внешней линзы 13.
Лазер состоит из сопряженного резонатора, внутри которого располагается усиливающая среда 9 с системой накачки, например одно- или многоламповый квантрон с активным элементом из Nd:YAG, активный оптический затвор 10 и диск механического пространственного модулятора света 1. Проекционная система - это внешняя линза 13, которая строит изображение, формируемое лазером на поверхности изделия. Сопряженный резонатор образован концевыми зеркалами 7 и 12 с коэффициентами отражения 99.8% и 40% соответственно. Отражающие поверхности зеркал располагаются в фокальных плоскостях линз 8, установленных софокусно относительно друг друга. Диск ПМС 1 расположен в непосредственной близости к поверхности зеркала 7 или 12.
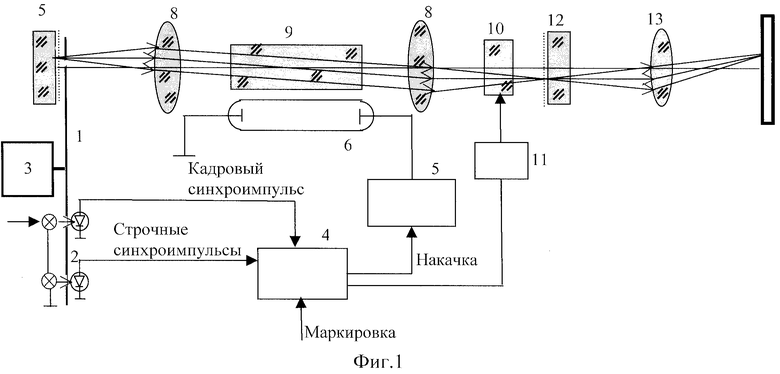
Диск ПМС представляет собой диск Нипкова. Фронтальный вид диска приведен на фиг.2.
Сканирующие отверстия расположены по витку спирали. При вращении диска происходит сканирование прямоугольного поля с вертикальным размером, равным расстоянию между центрами соседних отверстий. Протяженность поля в горизонтальном направлении определяется произведением диаметра единичного отверстия на их количество. Диск вращается при помощи электродвигателя 3, на оси которого он установлен.
Каждому сканирующему отверстию Аn соответствует отверстие Вn, предназначенное для получения строчных синхроимпульсов, формируемых оптопарой 2. Кадровый синхроимпульс также формируется своей оптопарой 2 в момент ее открывания отверстием С.
Кроме модулятора на основе диска Нипкова может быть использован любой другой тип ПМС, обеспечивающий достаточную скорость сканирования. Например, могут быть использованы электрооптический ПМС на кристалле KDP[4] или жидкокристаллический ПМС[4].
Компьютерная программа заранее разбивает маркируемое изображение на точки, поперечный размер которых соответствует диаметру отверстий в диске ПМС. В свою очередь точки распределяются по строкам, количество которых равно числу сканирующих отверстий ПМС.
В качестве синхронизирующих датчиков вместо оптопар могут быть использованы, например, герконы, механические и т.д.
При включенной установке непрерывно вращается диск 1 пространственного модулятора света, производя построчное сканирование растра и формирование кадрового и строчных синхроимпульсов с помощью соответствующих оптопар 2. Кадровые и строчные синхроимпульсы с оптопар 2 подаются на компьютер 4.
Если на компьютер подана команда “Маркировка”, то в момент прихода очередного кадрового импульса запускается программа построчного формирования маркируемого изображения и одновременно на блок питания 5 импульсной лампы 6 подается команда “Накачка”. По этой команде блок питания вырабатывает токовый импульс, который поступает на лампу накачки 6. Лампа срабатывает и излучает световой импульс, длительность которого приблизительно на 5-10% больше времени сканирования растра.
Под действием света лампы накачки ионы неодима переходят в возбужденное состояние, но генерация лазерного излучения не происходит, поскольку закрыт оптический затвор 10.
Открывание оптического затвора происходит по команде компьютера при выполнении следующих условий. Перед началом сканирования каждой строки растра на компьютер с оптопары 2 подается строчный синхроимпульс. Ведется счет этих импульсов, причем первый номер присваивается импульсу, идущему непосредственно за кадровым синхроимпульсом.
При приходе n-ного строчного импульса компьютер находит n-ную строку изображения, открывает и закрывает оптический затвор в соответствии с распределением точек изображения в этой строке. При срабатывании затвора происходит генерация лазерного излучения, которое формирует точки изображения на поверхности обрабатываемого изделия, т.е. идет процесс маркировки.
В качестве активного затвора может быть использован акустооптический затвор. Физические процессы генерации лазера при этом остаются неизменными.
Совокупность технических решений, заложенных в установку, позволяет получить следующие характеристики.
1. Время маркировки определяется скоростью вращения диска ПМС и в случае применения электродвигателя типа ДПМ, имеющего скорость вращения 6000 об/мин, составляет 1-3 сек.
2. Применение активного затвора, например акустооптического, позволяет осуществлять генерацию лазерных импульсов с частотой до 500 кГц, что в 5 раз больше, чем у прототипа.
3. Применение импульсного режима накачки лазера и стойкого к воздействию излучения ПМС позволяет получить энергию генерации лазера на уровне 10 Дж. По этому показателю предлагаемая установка более чем в 50 раз превосходит прототип.
4. Скорость маркировки значительно больше, чем у прототипа. Количество маркируемых изделий может достигать величины 100 штук в секунду.
Перечисленные выше технические параметры установки были подтверждены в ходе исследования и испытания макета установки, собранного в соответствии со схемой, приведенной на фиг.1.
Технико-экономический эффект.
Предлагаемый способ скоростной лазерной маркировки и установка для его реализации обеспечивают скоростную маркировку как неподвижных, так и перемещающихся изделий, например, по конвейеру. Скорость маркировки в несколько раз больше по сравнению с прототипом, что повышает производительность. Применение импульсного режима работы позволяет увеличить мощность лазерного излучения.
Установка с перечисленными выше характеристиками, несомненно, может найти широкое применение в поточном промышленном производстве. Установка превосходит по своим потребительским качествам устройства аналогичного назначения как лазерные, так и других типов, например матричные принтеры.
Литература.
1. Примышленное применение лазеров. Сборник /Под редакцией Г.Кебнера. М.: Машиностроение, гл. 4, с.94, 1988.
2. Технологические лазеры. Справочник/Под редакцией Г.А.Абильситова. М.: Машиностроение, т.1, гл. 5, с.403, 1991.
3. Алексеев В.Н., Котылев В.Н., Либер В.И. Квантовая электроника, 27, 233, (1999).
4. Васильев А.А., Кассасент Д., Компанец И.Н., Парфенов А.В. Пространственные модуляторы света. - М.: Радио и связь, 1987, 320 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ СКОРОСТНОГО ЛАЗЕРНОГО КЛЕЙМЕНИЯ | 2002 |
|
RU2240225C2 |
| СКАНИРУЮЩИЙ ЛАЗЕР | 1998 |
|
RU2142664C1 |
| СКАНИРУЮЩИЙ ЛАЗЕР | 1995 |
|
RU2082265C1 |
| СПОСОБ РЕЛЬЕФНОЙ ЛАЗЕРНОЙ ГРАВИРОВКИ | 2008 |
|
RU2472629C2 |
| СКАНИРУЮЩИЙ ЛАЗЕР | 1996 |
|
RU2107367C1 |
| СКАНИРУЮЩИЙ ЛАЗЕР | 1994 |
|
RU2082264C1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ РИСУНКОВ | 1999 |
|
RU2257603C2 |
| СКАНИРУЮЩИЙ ЛАЗЕР | 1995 |
|
RU2091940C1 |
| СПОСОБ ЛАЗЕРНОЙ МАРКИРОВКИ ПОВЕРХНОСТИ МЕТАЛЛА ИЛИ СПЛАВА | 2009 |
|
RU2392100C1 |
| УСОВЕРШЕНСТВОВАННЫЙ ГЕНЕРАТОР РИСУНКОВ | 1999 |
|
RU2232411C2 |
Способ скоростной лазерной маркировки и установка для его реализации для повышения качества маркировки заключается в том, что пространственное управление разверткой лазерного луча осуществляют по двум координатам, при этом точки изображения формируют прерыванием лазерного излучения во времени за один импульс генерации излучения. 2 с. и 3 з.п. ф-лы, 2 ил.
| АЛЕКСЕЕВ В.Н., КОТЫЛЕВ В.Н., ЛИБЕР В.И | |||
| Квантовая электроника | |||
| Металлический водоудерживающий щит висячей системы | 1922 |
|
SU1999A1 |
| Струбцина с пневматическим приводом | 1984 |
|
SU1222525A1 |
| US 3767452 А, 23.10.1973 | |||
| СПОСОБ ГОМЕОПАТИЧЕСКОГО ПСИХОАНАЛИЗА | 2005 |
|
RU2314837C2 |

