Изобретение относится к способу нанесения декоративного покрытия на основе фторуглеродного полимера и цветного пигмента на часть одной стороны металлической кухонной посуды.
Дно антипригарной кухонной посуды, антипригарное покрытие которой нанесено также и на наружную ее поверхность, бывает зачищенным с наружной стороны (т. е. покрытие фторуглеродным полимером, таким как политетрафторэтилен, удалено путем механической обработки).
Таким образом, алюминиевое дно имеет канавку переменной глубины, которая быстро загрязняется при использовании. Результатом становится не только непривлекательный внешний вид, но и дальнейшее его ухудшение при использовании, а также трудности при чистке посуды.
Обработка щеткой может облегчить чистку дна, которое все же остается непривлекательным. Вот почему улучшение внешнего вида дна посуды путем непосредственного нанесения на металл посуды декоративного покрытия на основе фторуглеродного полимера и пигмента стало предметом внимательного рассмотрения.
Известен способ нанесения антипригарного покрытия на основе политетрафторэтилена на стальную посуду, включающий нанесение смеси частиц политетрафторэтилена и органического растворителя на покрываемую поверхность, предварительно подвергнутую абразивной обработке для придания шероховатости, и последующий обжиг. Однако этот способ не позволяет наносить политетрафторэтиленовую смесь только на часть нижней поверхности посуды для получения декоративного покрытия, так как непокрытая поверхность будет выглядеть шероховатой.
Таким образом, задачей изобретения является непосредственное нанесение декоративного покрытия, обладающего высокими клейкими свойствами, только на часть одной стороны, например, дна металлической посуды. При этом вся поверхность, обработанная таким покрытием, обладает устойчивостью против загрязнения и легко чистится.
Решение этой задачи обеспечено тем, что предлагаемый способ нанесения на часть одной стороны металлической кухонной посуды декоративного покрытия на основе фторуглеродного полимера и цветного пигмента включает нанесение покрытия на основе фторуглеродного полимера и отверждение покрытия путем нагрева, при этом покрытие наносят вместе с цветным пигментом непосредственно на предназначенные для этого участки указанной стороны, определяющие границы декоративного покрытия, перед нанесением покрытия по меньшей мере указанную сторону посуды подвергают химической обработке для образования на ней микроуглублений для повышения сцепления и к указанной стороне с нанесенным на нее декоративным покрытием прижимают прессовальную поверхность с созданием давления, достаточного для ликвидации углублений за пределами участков, на которые нанесено декоративное покрытие, и восстановления металлического блеска.
Благодаря прижатию прессовальной поверхности к стороне, на которую нанесено покрытие, обеспечивается достижение следующих результатов:
во-первых, смятие декоративного покрытия на основе полимера, что усиливает его сцепление в микроуглублениях,
во-вторых, смятие микроуглублений, расположенных за пределами декоративного покрытия, результатом которого является их ликвидация и получение гладкой, легко чистящейся поверхности с металлическим блеском.
Таким образом, поверхность, получаемая после обработки предлагаемым способом, имеет привлекательный внешний вид, легко чистится и обладает устойчивостью при механической чистке посуды, при этом непокрытая поверхность посуды остается гладкой с первоначальным металлическим блеском.
Посуда, на которую наносится предлагаемым способом декоративное покрытие, может быть отштампована из листа алюминия или алюминиевого сплава, а покрытие могут наносить на указанную сторону методом шелкографии.
Декоративное покрытие на указанную сторону могут наносить также путем напыления через трафарет.
Также алюминиевый диск могут травить кислотой для образования микроуглублений на обеих его сторонах, на одну сторону диска могут затем нанести слой фторуглеродного полимера, а на другую сторону - декоративное покрытие на основе фторуглеродного полимера и пигмента, затем диск могут нагревать для отверждения фторуглеродного полимера на обеих его сторонах, и к стороне, на которую нанесено декоративное покрытие, могут прижимать прессовальную поверхность для смятия и ликвидации таким образом микроуглублений.
Прессовальная поверхность может иметь рельефную форму для создания на участке указанной стороны, находящемся за пределами декоративного покрытия, по меньшей мере одного углубления или выступа.
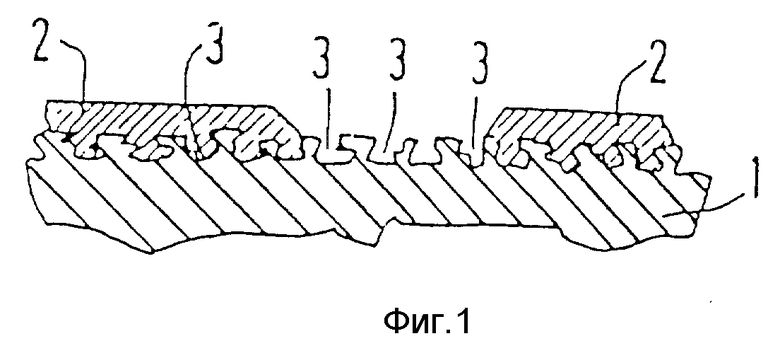
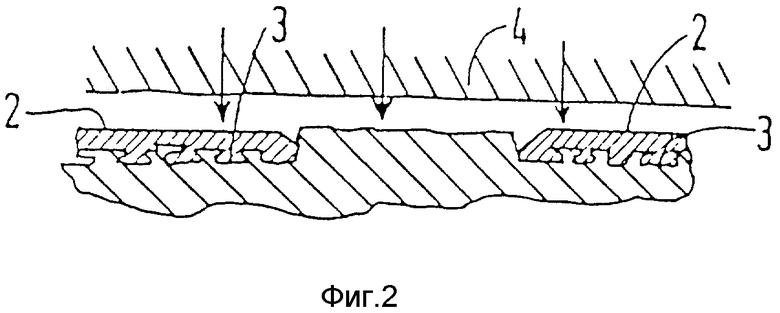
Фиг.1 изображает частичный разрез дна кухонной посуды, имеющей декоративное покрытие, нанесенное предлагаемым способом; фиг.2 изображает вид, аналогичный представленному на фиг.1, показывающий состояние поверхности после прессования; фиг.3 изображает вид, аналогичный представленному на фиг.2, показывающий еще один вариант изобретения, согласно которому при прессовании формируют углубление; фиг.4 изображает вид, аналогичный представленному на фиг. 3, показывающий еще один вариант изобретения, согласно которому при прессовании формируют выступ; фиг.5 изображает вид сверху сковороды с нанесенным декоративным покрытием.
В соответствии с прилагаемыми фигурами способ нанесения на часть одной стороны металлической посуды 1 декоративного покрытия 2 на основе фторуглеродного полимера и цветного пигмента включает химическую обработку по меньшей мере одной стороны посуды для образования на ней микроуглублений 3 для повышения сцепления (фиг. 1); нанесение состава на основе фторуглеродного полимера и цветного пигмента непосредственно на предназначенные для этого участки указанной стороны, определяющие границы декоративного покрытия 2; отверждение фторуглеродного полимера декоративного покрытия путем нагрева; прижатие прессовальной поверхности 4 к указанной стороне с нанесенным на нее декоративным покрытием 2 с усилием, достаточным для устранения микроуглублений 3 за пределами участков, на которые нанесено покрытие 2 (см. фиг.2).
Кухонная посуда 1 предпочтительно выполнена посредством штамповки из листа из алюминия или алюминиевого сплава.
Декоративное покрытие 2 может быть нанесено на указанную сторону способом шелкографии, описанным в Европейском патенте N 188958, выданным на имя заявителя по данной заявке.
На фиг.3 и 4 показаны варианты выполнения прессовальной поверхности 4A, 4B, имеющей рельефную форму 7, 8 для формирования на участке указанной стороны, находящемся за пределами декоративного покрытия 2, по меньшей мере одного углубления или выступа, поверхность которых также получается гладкой в результате смятия микроуглублений.
Декоративное покрытие 2 может наноситься в виде водяной суспензии путем напыления политетрафторэтилена и пигмента через трафарет или любым другим известным способом.
Практически процесс заключается в следующем.
Алюминиевый диск 1 травят кислотой для образования микроуглублений 3 на обеих его сторона. На одну сторону диска наносят слой фторуглеродного полимера, на другую сторону диска наносят декоративное покрытие 2 на основе фторуглеродного полимера и пигмента. Диск нагревают в печи до температуры от 400 до 450oC для отверждения смолы на обеих его сторонах. К стороне, на которую нанесено декоративное покрытие, прижимают прессовальную поверхность 4, 4A или 4B для смятия и ликвидации таким образом микроуглублений 3. Прессование должно производиться с созданием давления не менее 600 кг/см2.
Фиг.5 показывает сковороду, дно которой имеет участок 5 с нанесенным декоративным покрытием и внешний участок 6, на котором покрытие отсутствует, а поверхность металла сглажена с использованием предлагаемого способа.
Прессование обеспечивает не только надежное сцепление декоративного покрытия с микроуглублениями, но также гладкость участка 6 и удобство его чистки.



Изобретение относится к способу нанесения декоративного покрытия на основе фторуглеродного полимера и цветного пигмента на часть одной стороны металлической кухонной посуды. По способу покрытия на основе фторуглеродного полимера и цветного пигмента покрытие наносят вместе с цветным пигментом на предназначенные для этого участки указанной стороны, определяющие границы декоративного покрытия. Перед нанесением покрытия, по меньшей мере, указанную сторону посуды подвергают химической обработке для образования на ней микроуглублений для повышения сцепления и к указанной стороне с нанесенным на нее декоративным покрытием прижимают прессовальную поверхность с созданием давления, достаточного для ликвидации углублений за пределами участков, на которые нанесено декоративное покрытие, и восстановления металлического блеска. 5 з.п.ф-лы, 5 ил.