Изобретение относится в целом к кухонной посуде, днище которой содержит армированную внутреннюю сторону, снабженную противопригарным покрытием, с повышенной стойкостью к царапанию и истиранию. Изобретение включает также способ изготовления кухонной посуды с армированной внутренней стороной.
Целью изобретения является повышение стойкости к царапанию, износу и истиранию противопригарного покрытия, содержащего слой фторуглеродного полимера, такого как политетрафторэтилен (ПТФЭ).
Кухонная посуда, содержащая противопригарное покрытие на основе фторуглеродного полимера, в частности, на основе ПТФЭ, традиционно имеет большой спрос на рынке, поскольку в ней обеспечено приготовление пищи без, или по существу без, добавления жиров, наряду с легкостью очищения. Однако такая посуда имеет недостаточную стойкость к царапанию. Между тем стойкость к царапанию является свойством со сложными для описания характеристиками, так как она зависит от ряда других свойств - собственной твердости материала, упругости, стойкости к истиранию и коэффициента трения. Учитывая сложность измерения указанных свойств как по отдельности, так и в комбинации, производство измерений этих свойств обычно сведено к испытаниям на истирание, которые лишь приближенно отражают фактическое положение дел в приготовлении пищи, и к практическим кухонным испытаниям.
Повышение стойкости к царапанию противопригарных покрытий на основе фторуглеродного полимера, в частности, на основе ПТФЭ, как известно специалистам в данной области, обеспечено армированием противопригарного покрытия твердыми наполнителями, в частности, грунтовками, армированными твердыми наполнителями, или посредством вмещения твердого неорганического базового слоя между основой кухонной посуды, обычно металлической, и противопригарным покрытием.
Армированные грунтовки в большой мере способствуют существенному повышению стойкости к истиранию. Однако, при приготовлении пищевых продуктов, таких как свиные ребра, а также при использовании металлических лопаток, имеются также и ударные воздействия на металл.
Дальнейшее повышение стойкости к истиранию возможно за счет использования неорганических твердых базовых слоев, выполненных, например, из эмалей. Кроме того, за счет таких базовых слоев, по существу, обеспечено устранение проблем, связанных с ударными воздействиями. Однако привнесена ломкость, в частности, за счет чувствительности к гидролизу, а также, почти полностью исключена возможность запрессовывания в днище, например, при изготовлении посуды с так называемой впрессовкой в днище, предназначенной для индукционного нагрева и состоящей из алюминиевого корпуса и решетки из ферритной нержавеющей стали. Операция запрессовывания служит для закрепления решетки на наружной стороне днища корпуса.
Требования к гидролитической стойкости возникают из-за пористости противопригарного покрытия на основе фторуглеродного полимера (ПТФЭ) поскольку необходима высокая стойкость к мытью в посудомоечной машине. Однако, для надежного крепления неорганического твердого базового слоя к основе требуется значительный объем флюсов, что оказывает негативное влияние на гидролитическую стойкость. Таким образом, использование твердого базового слоя, обладающего исключительно хорошими характеристиками сцепления с основой, так называемого «суперадгезионного» твердого базового слоя, сопряжено с потерей гидролитической стойкости.
Это приводит к тому, что сфера использования эмалевых твердых базовых слоев ограничено, как правило, армированием уже сформованной посуды, другими словами, посуды, не претерпевающей деформаций после нанесения твердого базового слоя. Таким образом, эмалевый твердый базовый слой непригоден для армирования посуды, выполненной из диска, формование которого производится после нанесения противопригарного покрытия. Еще один недостаток описанной выше технологии заключается в ее высокой энергоемкости. Дело в том, что для обжига твердого базового слоя требуется термообработка при температуре приблизительно 560°C в течение нескольких минут. Такая термообработка не вызывает никаких затруднений, если наружная сторона корпусов покрыта эмалью, поскольку при этом возможно одновременно производить обжиг внутренней эмали твердого базового слоя и наружной эмали декоративного слоя. Но по-другому обстоит дело, если необходимо нанести на наружную сторону посуды покрытие на основе ПТФЭ. Такая операция осуществляется обычно за один проход через печь. В этом случае для обжига твердого базового слоя требуется дополнительный проход, сопряженный с очень высокими энергетическими затратами, которые обусловлены необходимыми температурами и длительностью обжига.
Кроме этого, при использовании многослойной посуды, имеющей, по меньшей мере, один алюминиевый слой, или посуды из нержавеющей стали, имеющей дополнительное днище, выполненное из ферритной нержавеющей стали и алюминия, эмалевый твердый базовый слой, соприкасающийся с нержавеющей сталью, должен иметь высокую температуру размягчения, превышающую точку плавления алюминия. В результате, при горячей сушке такого твердого базового слоя, проводимой, как правило, при температуре минимум 800°C, происходит разъединение отдельных частей посуды. Следовательно, эмалевый твердый базовый слой непригоден для изготовления многослойных изделий.
По указанным выше причинам эмалевые твердые базовые слои не обеспечивают в достаточной степени приемлемое решение указанных проблем.
Наконец, специалистам известны также металлические или керамические твердые базовые слои, нанесенные с помощью плазмы или термическим способом на металлическую основу. Как правило, с помощью электрической дуги, плазменной горелки или пламени наносят твердый базовый слой в виде сплошного слоя, покрывающего всю поверхность, перед тем как использовать ПТФЭ для покрытия. Эти металлические или керамические твердые базовые слои являются сплошными и обычно имеют большую толщину. Соответственно, их возможно наносить только на уже сформованную посуду. Это связано с тем, что наличие таких толстых и сплошных базовых слоев под противопригарным покрытием препятствует проведению последующих операций штамповки или формования, из-за чего их невозможно наносить на плоские диски. Кроме того, учитывая, что необходимо получить как можно более гладкую поверхность во избежание ухудшения сцепления и противопригарных свойств покрытия, для нанесения таких базовых слоев необходимы значительные временные затраты и использование определенной последовательности инструментов и слоев для обеспечения столь гладкой поверхности.
Наконец, расположение керамического слоя по всей посуде приводит также к проблемам при отделке посуды, в частности, к удорожанию операции обрезки из-за необходимости в специальных инструментах и к снижению производительности.
Таким образом, описанным выше сплошным керамическим и/или металлическим базовым слоям тоже свойственны недостатки.
Целью настоящего изобретения является предложение кухонной посуды и способа изготовления такой посуды, в которых устранены известные из предшествующего уровня техники недостатки благодаря формованию, между внутренней поверхностью посуды и противопригарным покрытием, керамического, и/или металлического, и/или полимерного твердого базового слоя, который является, по меньшей мере частично, прерывистым на непрочных участках посуды.
Под непрочным участком кухонной посуды в соответствии с изобретением понимается любая часть посуды, претерпевшая механическое или тепловое воздействие в процессе выполнения исходной основы, обычно в виде диска или корпуса, в частности, посредством гибки, штамповки, вытяжки, сварки или обрезки.
Одним из особо чувствительных непрочных участков кухонной посуды является зона соединения днища корпуса с боковой стенкой, так как эта часть диска подвергается деформированию, как правило, при штамповке, с целью формирования боковой стенки.
Еще один непрочный участок - это верхний край, подвергающийся обрезке или выпрямлению для обеспечения гладкого и плоского днища.
Есть и другой непрочный участок - это зона крепления крючка ручки, поскольку он претерпевает деформацию, обусловленную привариванием крепежного элемента.
В частности, целью изобретения является кухонная посуда, содержащая металлический полый корпус, который состоит из днища и боковой стенки, отходящей вверх от днища, и имеет, по меньшей мере, один непрочный участок, причем указанный корпус имеет вогнутую внутреннюю сторону, рассчитанную на укладку на нее пищи, и выпуклую наружную сторону, при этом на указанную внутреннюю сторону, которая предпочтительно подвергнута пескоструйной обработке, дробеструйной обработке, или очищена щеткой, последовательно нанесены, начиная от корпуса, твердый базовый слой и противопригарное покрытие, закрывающее указанный твердый базовый слой, при этом противопригарное покрытие имеет, по меньшей мере, один слой, содержащий, по меньшей мере, один фторуглеродный полимер, сам по себе, либо в смеси, по меньшей мере, с одним термостабильным закрепляющим полимером, стойким при температуре, по меньшей мере, 200°C, причем этот полимер или эти полимеры образуют спеченную сплошную сетку, отличающуюся тем, что твердый базовый слой (3) имеет вид слоя, который выполнен, по меньшей мере, прерывистым в месте расположения непрочного участка (23), и тем, что указанный твердый базовый слой выполнен из керамического, и/или металлического, и/или полимерного материала, который имеет вид поверхностной дисперсии капель указанного материала, распределенных, по существу, равномерно по указанной внутренней поверхности (24) в месте расположения непрочного участка, причем
- степень частичного перекрытия составляет от 30 до 80% предназначенной для покрытия поверхности, и
- размер капель составляет от 2 до 50 мкм,
в результате чего поверхностная плотность капель составляет от 300 до 2000 капель/мм2.
Под степенью частичного перекрытия в соответствии с изобретением понимается выраженное в процентах отношение предназначенной под покрытие части поверхности основы, эффективно покрытой поверхностной дисперсией капель материала, к поверхности, предназначенной под покрытие прерывистым твердым базовым слоем.
Под поверхностной дисперсией капель керамического, и/или металлического, и/или полимерного материала в соответствии с изобретением понимается прерывистый керамический, и/или металлический, и/или полимерный слой, присутствующий в разделенном состоянии на основе, в частности на основе кухонной посуды, в такой мере, что шероховатость этого слоя обеспечена диспергированными каплями эмали.
Наличие такого твердого базового слоя обеспечивает повышенную стойкость противопригарного покрытия к царапанию и истиранию и возможность выполнения требуемых технологических операций. При такой степени частичного перекрытия, составляющей 30-80% предназначенной для покрытия поверхности, обеспечено надежное прикрепление противопригарного покрытия и, как следствие, сведено к минимуму время исполнения.
В соответствии с одним из предпочтительных решений, металлический полый корпус представляет собой однослойную основу из алюминия, алюминиевого сплава, из литого алюминия или сплава алюминиевого литья, нержавеющей стали или литой стали.
Однако, в соответствии с изобретением также предпочтительно использовать полый корпус, образованный многослойной основой, которая содержит, в направлении снаружи вовнутрь, следующие слои: ферритная нержавеющая сталь/алюминий/аустенитная нержавеющая сталь, или же нержавеющая сталь/алюминий/медь/алюминий/аустенитная нержавеющая сталь, либо корпус из алюминиевого литья, алюминия или алюминиевых сплавов, усиленный наружным днищем из нержавеющей стали.
В качестве алюминиевых сплавов, которые возможно использовать для изготовления корпуса кухонной посуды 1 согласно изобретению, рекомендованы низколегированные алюминиевые сплавы, на которые возможно наносить эмалевые покрытия, в частности:
- «чистые» сорта алюминия с содержанием алюминия 99% серии 1000, а также сплавы, например, серий 1050, 1100, 1200 и 1350,
- сплавы алюминия и марганца серии 3000, а также сплавы, например, серий 3003, 3004, 3105 и 3005,
- сплавы алюминия и кремния серии 4000,
- сплавы алюминия и магния серии 5000, а также сплавы, например, серий 5005, 5050 и 5052,
- сплавы алюминия, кремния и магния серии 6000, а также сплавы, например, серий 6053, 6060, 6063, 6101 и 6951,
- сплавы алюминия, железа, кремния серии 8000, а также сплав, например, серии 8128.
В качестве сплавов алюминиевого литья, которые возможно использовать для изготовления основы 2, в частности, корпуса, кухонной посуды 1, рекомендованы сплавы алюминий-кремний AS, предпочтительно сплавы алюминий-кремний AS7-AS12, то есть сплавы типа AS, содержащие от 7 до 12% кремния согласно бывшему французскому стандарту NF AS 02-004.
В качестве нержавеющих сталей рекомендованы ферритные нержавеющие стали и аустенитные нержавеющие стали.
Твердый, по меньшей мере частично прерывистый, базовый слой предложенной посуды выполнен из керамического, и/или металлического, и/или полимерного материала.
При выполнении твердого базового слоя из керамического и/или металлического материала предпочтительно, чтобы точка плавления этого материала была выше, чем точка плавления металла или металлического сплава, соприкасающегося с твердым базовым слоем.
В соответствии с первым вариантом осуществления изобретения, твердый базовый слой представляет собой по меньшей мере частично прерывистый слой, выполненный из смеси оксида алюминия и диоксида титана.
В соответствии со вторым вариантом осуществления, твердый базовый слой представляет собой по меньшей мере частично прерывистый слой из полимерного материала, предпочтительно полиамидимида (ПАИ) и/или окси-1,4-фенилен-окси-1,4-фенилен-карбонил-1,4-фенилена (ПЭЭК).
Предпочтительное значение шероховатости Ra поверхности твердого базового слоя составляет от 2 до 12 мкм, предпочтительно от 4 до 8 мкм.
Под шероховатостью Ra поверхности в соответствии с изобретением понимается среднее арифметическое отклонение между впадинами и пиками поверхности относительно срединной или средней линии, согласно оценке в соответствии со стандартом ISO 4287.
При шероховатости менее 2 мкм имеет место пониженная адгезия противопригарного покрытия к твердому базовому слою, тогда как при шероховатости более 12 мкм это покрытие утрачивает гладкость.
В отношении противопригарного покрытия следует иметь в виду, что оно содержит по меньшей мере один фторуглеродный полимер, либо сам по себе, либо в смеси с термостабильным полимером, стойким при температуре по меньшей мере 200°C, причем после обжига эти полимеры образуют спеченную сплошную сетку.
Предпочтительно осуществить выбор фторуглеродного полимера из группы, включающей в себя политетрафторэтилен (ПТФЭ), сополимер тетрафторэтилена и перфторпропилвинилэфира (ПФА), сополимер тетрафторэтилена и гексафторпропилена (ФЭП) и их смеси, в частности, смесь ПТФЭ и ПФА.
Предпочтительно также осуществлять выбор термостабильного полимера или термостабильных полимеров, стойких при температуре по меньшей мере 200°C, из группы, включающей в себя полиамидимиды (ПАИ), полиэфирмиды (ПЭИ), полиимиды (ПИ), полиэфиркетоны (ПЭК), полиэфирэфиркетоны (ПЭЭК), полиэфирсульфоны (ПЭС) и полифениленсульфиды (ПФС).
Предпочтительно противопригарное покрытие также содержит расположенные последовательно, начиная от твердого базового слоя, закрепляющий грунтовочный слой и по меньшей мере один отделочный слой.
Предпочтительно также грунтовочный слой содержит наполнители и/или пигменты.
В качестве наполнителей, пригодных для использования в составе грунтовки кухонной посуды 1 согласно изобретению, в частности, служат гель кремниевой кислоты, пластинки слюды, покрытой TiO2, оксид алюминия, корунд, карбид кремния, кварц и их смеси.
В качестве пигментов, пригодных для использования в составе грунтовки кухонной посуды 1 согласно изобретению, в частности, служат сажа, оксиды железа, смешанные оксиды кобальта и марганца и диоксид титана.
Целью изобретения является также способ изготовления кухонной посуды, включающий в себя следующие этапы:
a) обеспечивают металлическую основу в виде диска, имеющего две противоположных стороны;
b) формование указанной основы с целью придания ей формы корпуса, который состоит из днища и боковой стенки, отходящей вверх от днища, и имеет, по меньшей мере, один непрочный участок с формированием при этом вогнутой внутренней стороны, рассчитанной на укладку на нее пищи, и выпуклой наружной стороны;
c) при необходимости, обрабатывают внутреннюю сторону основы для обеспечения обработанной внутренней стороны, способствующей адгезии твердого базового слоя к основе;
d) выполняют клейкий твердый базовый слой на указанной внутренней стороне основы;
e) выполняют противопригарное покрытие на указанном твердом базовом слое, образованном на этапе d),
причем указанный способ отличается тем, что этап d) выполнения твердого базового слоя содержит выполнение термического напыления на указанную внутреннюю сторону керамического, и/или металлического, и/или полимерного материала в порошкообразной форме с формованием при этом на указанной внутренней стороне корпуса слоя, который является, по меньшей мере, прерывистым на непрочном участке, причем прерывистая часть имеет вид поверхностной дисперсии капель, распределенных, по существу, равномерно по указанной внутренней стороне, по меньшей мере, в месте расположения непрочного участка, причем
- степень частичного перекрытия составляет от 30 до 80% предназначенной для покрытия поверхности, и
- размер капель составляет от 2 до 50 мкм,
и тем, что этап b) формования основы выполняют либо перед этапом d) выполнения твердого базового слоя, либо после этапа е) выполнения противопригарного покрытия.
Для проведения операции термического напыления используют, в частности, пламенное, плазменное или электродуговое напыление, и этот перечень не является исчерпывающим. Однако по экономическим соображениям и по соображениям простоты исполнения предпочтительнее пламенное напыление.
Предпочтительно, материал, наносимый методом пламенного напыления для формирования твердого базового слоя, имеет вид порошка с гранулометрическим составом от 5 до 65 мкм. При таком гранулометрическом составе обеспечено эффективное истечение материала в питающем бункере, ограничено пылеобразование в процессе различных манипуляций и обеспечена тепловая инерция, достаточно незначительная для полного расплавления материала при прохождении через пламя.
Предпочтительно также, этапу d) выполнения твердого базового слоя предшествует этап предварительного нагрева указанной основы или указанного корпуса, в зависимости от того, выполняют ли этап b) формования перед выполнением d) твердого базового слоя или после выполнения е) указанного противопригарного покрытия. Выполнение предварительного нагрева предусмотрено осуществлять в соответствии с видами основы и напыляемого материала. Благодаря предварительному подогреву основы предотвращено резкое охлаждение плавящейся капли, которое ухудшает качество адгезии.
Противопригарное покрытие формируют на твердом базовом слое следующим образом: этап с) выполнения противопригарного покрытия содержит этап нанесения на указанный твердый базовый слой, по меньшей мере, одного состава фторуглеродного полимерного слоя, за которым следует этап спекания, предпочтительно при температуре от 380 до 450°C.
Остальные преимущества и особенности настоящего изобретения раскрыты в нижеследующем описании, приведенном в качестве примера, не имеющего ограничительного характера, со ссылками на приложенные чертежи, где:
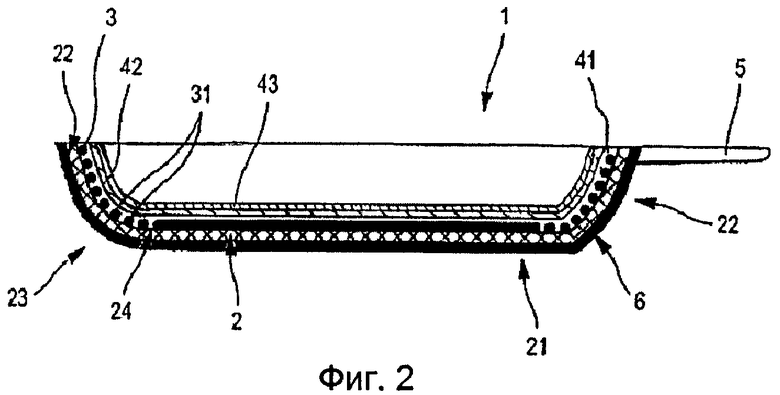
Фиг.1 - схематическое изображение вида в разрезе предложенной кухонной посуды в соответствии с первым вариантом осуществления,
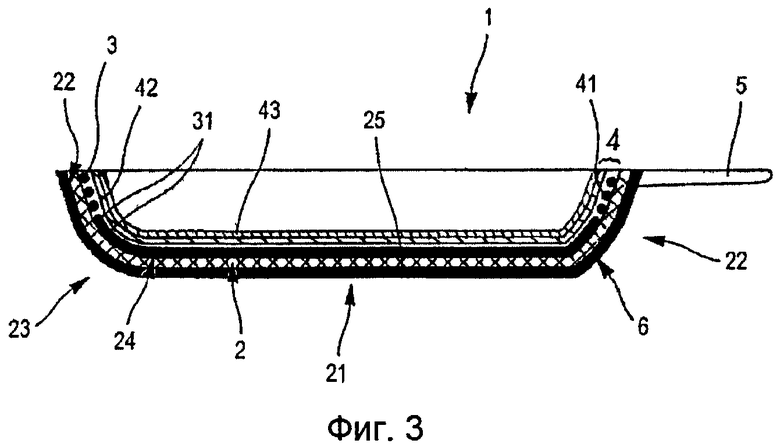
Фиг.2 - схематическое изображение вида в разрезе предложенной кухонной посуды в соответствии со вторым вариантом осуществления,
Фиг.3 - схематическое изображение вида в разрезе предложенной кухонной посуды в соответствии с третьим вариантом осуществления.
Одинаковые элементы, показанные на Фиг.1 и 2, указаны одними и теми же цифровыми обозначениями.
На Фиг.1-3 в качестве примера кухонной посуды согласно изобретению показана сковорода 1, имеющая металлическую основу 2 в виде полого корпуса и захватную ручку 5. Основа 2 имеет внутреннюю сторону 24, обращенную к пище, которую кладут на сковороду 1, и наружную сторону 25, обращенную к внешнему источнику тепла.
На внутреннюю сторону 24 последовательно нанесены, начиная от основы 2, твердый базовый слой 3 согласно изобретению и противопригарное покрытие 4, которое последовательно содержит, начиная от твердого базового слоя 3, закрепляющий грунтовочный слой 41 и два отделочных слоя 42, 43.
Кроме того, как показано на Фиг.1-3, одно из преимуществ состоит в том, что на наружную сторону 22 основы 2 нанесено наружное покрытие 6, например, эмалевое, с толщиной, обычно составляющей от 20 до 300 мкм.
В соответствии с другим вариантом осуществления, представленным на Фиг.1, твердый базовый слой 3 выполнен полностью прерывистым по всей внутренней поверхности 24 основы 2 и состоит из поверхностной дисперсии капель 31 керамического, и/или металлического, и/или полимерного материала, такого как указан выше. Эти капли в отвержденном виде имеют средний размер от 2 до 50 мкм и равномерно распределены по поверхности внутренней стороны 21 со степенью частичного перекрытия внутренней стороны от 40 до 80% и поверхностной плотностью от 300 до 2000 капель/мм2.
В соответствии с этим вариантом осуществления, капли 31 керамического, и/или металлического, и/или полимерного материала, диспергированные на поверхности внутренней стороны 24, утоплены в грунтовочном слое 41 противопригарного покрытия 4, вследствие чего обеспечена возможность адгезии грунтовочного слоя к твердому базовому слою 3. Благодаря наличию предложенного твердого базового слоя 3 обеспечено более эффективное механическое армирование противопригарного покрытия 4, что выражено в частности в показателях его твердости и сцепления с нижележащим твердым базовым слоем 3. Это объясняется тем, что за счет частиц спеченного фторуглеродного полимера и наполнителей грунтовочного слоя 41, проникших между каплями 31 керамического, и/или металлического, и/или полимерного материала, затвердевшими и осевшими на поверхности внутренней стороны 24, увеличена адгезия грунтовочного слоя 41 к твердому базовому слою 3. В результате этого происходит более эффективное механическое армирование противопригарного покрытия 4 благодаря наполнителям в грунтовочном слое 41, а также благодаря дисперсии капель 31 твердого базового слоя 3, которые играют роль, аналогичную роли усиливающего наполнителя в зоне взаимопроникновения двух слоев 3, 41.
В соответствии с другим вариантом осуществления, представленным на Фиг.2, твердый базовый слой 3 представляет собой слой керамического, и/или металлического, и/или полимерного материала, который является сплошным в зоне днища 21 и прерывистым на участке 23 соединения этого днища с боковыми стенками 22, а также на этих боковых стенках 22.
Предпочтительно, такое сочетание обеспечено за счет регулировки значения времени напыления в зависимости от конкретных участков, на которые необходимо нанести сплошное или прерывистое покрытие, посредством медленного перемещения факела на участках, которые не являются непрочными, для формирования сплошной зоны твердого базового слоя, и посредством быстрого перемещения на непрочных участках, для формирования прерывистой зоны твердого базового слоя.
В соответствии с еще одним вариантом осуществления, представленным на Фиг.3, твердый базовый слой 3 представляет собой слой керамического, и/или металлического, и/или полимерного материала, который является сплошным в зоне днища 21 и на участке 23 соединения этого днища с боковыми стенками 22, и прерывистым на боковых стенках 22.
ПРИМЕРЫ
Технологический процесс
- Оборудование: Горелка CASTOLIN DS 8000 с соплом диаметром 30 мм
- Распределитель порошка Twin 20 Sulzer-Metco
- Вытесняющий газ: аргон или воздух 4 Нл/мин.
- Горючий газ: ацетилен 14 Нл/мин., кислород 31 Нл/мин.
- Температура основы при нанесении твердого базового слоя: больше или равна температуре окружающей среды, лежащей в диапазоне приблизительно 20-25°C, и предпочтительно больше или равна 200°C для керамического порошка
- Время напыления: от 0,5 до 20 сек для сковороды диаметром 26 см
- Нанесение ПТФЭ: методом напыления с использованием валика или трафарета
Испытания
Оценка стойкости к истиранию
Оценку стойкости сформированного противопригарного покрытия к истиранию производят воздействием на него абразивной губкой типа SCOTCH BRITE - зарегистрированный товарный знак, зеленого цвета.
Количественную оценку стойкости покрытия к истиранию выполняют по количеству проходов губки, необходимому для образования первой царапины, что зрительно соответствует появлению металла, из которого выполнена основа.
Антиадгезионные свойства определяют в зависимости от того, насколько легко счищается пригоревшее молоко. В этом случае действует следующая градация:
- 100: означает, что полное удаление пленки пригоревшего молока происходит просто под действием струи водопроводной воды;
- 50: означает, что для полного отслаивания пригоревшей пленки необходимо добавить круговые движения предмета под струей воды;
- 25: означает, что необходимо дать пленке отмокнуть в течение 10 минут и, если потребуется, ускорить ее отделение, для чего протереть посуду влажной губкой до полного удаления пленки;
- 0: означает, что и по окончании предыдущей операции пригоревшая пленка полностью или частично остается прилипшей.
Оценка адгезии
Производится также оценка адгезии противопригарного покрытия к твердому базовому слою. Для этого проводят испытание на адгезию посредством решетчатого надреза согласно стандарту ISO 2409, за которым следует погружение посуды в кипяток на период 9 часов, 3 цикла по 3 часа. После этого наблюдают, не демонстрирует ли противопригарное покрытие признаки отслаивания.
В этом случае действует следующая градация:
- для обеспечения балла 100, то есть идеальной адгезии, не должен отслоиться ни один квадрат;
- в случае отслаивания измеренное значение составляет 100 минус количество отслоившихся квадратов.
Пример 1
Кухонная посуда согласно изобретению с керамическим прерывистым твердым базовым слоем
Диск из алюминия 3003 диаметром 330 мм обезжирен, затем очищен щеткой до обеспечения шероховатости Ra, равной 1,5 мкм. После этого выполнен его предварительный нагрев до температуры 150-200°С.
С помощью горелки нанесен керамический порошок, состоящий из смеси оксид алюминия/диоксид титана, из расчета 87% оксида алюминия на 13% диоксида титана, до обеспечения прерывистого покрытия по всей поверхности весом 1,5 г и шероховатостью Ra, равной 4 мкм.
После охлаждения подготовленный таким образом диск последовательно покрыт грунтовочным слоем и отделочным слоем на основе ПТФЭ.
После горячей сушки при температуре 415°C подготовленный таким образом диск подвергнут штамповке с формированием корпуса с днищем диаметром 26 см, на который изнутри нанесен ПТФЭ как противопригарное покрытие.
У этого покрытия отсутствуют какие бы то ни было трещины и дефекты адгезии.
После выдержки в контакте с кипятком в течение 3-х циклов по 3 часа адгезия, измеренная методом решетчатого надреза, составляет 100%.
Произведено также тестирование этого типа корпуса на стойкость к мытью в посудомоечной машине, при этом после 20 циклов мытья покрытие не имеет трещин и признаков отслаивания.
Кроме того, проведено испытание на истирание путем протирки абразивной губкой в обоих направлениях. После 20000 проходов покрытие не имеет следов царапин от металла, а его противопригарные свойства, определенные путем очистки от пригоревшего молока, оценены в 50 баллов.
Пример 2
Кухонная посуда согласно изобретению с керамическим прерывистым твердым базовым слоем
Корпус из алюминия 3003 диаметром 260 мм обезжирен и подвергнут пескоструйной обработке до обеспечения шероховатости Ra, равной 2 мкм. После этого выполнен его предварительной подогрев до температуры 150-200°C.
С помощью горелки нанесен керамический порошок, типа оксид алюминия/ диоксид титана, соответственно, 87%/13%, до обеспечения прерывистого покрытия весом 0,9 г и шероховатостью Ra, равной 3,5 мкм.
После охлаждения подготовленный таким образом корпус последовательно покрыт грунтовочным слоем и отделочным слоем на основе ПТФЭ.
Покрытие подвергнуто спеканию при температуре 415°C в течение 7 минут.
После охлаждения это покрытие не имеет трещин и дефектов адгезии.
После выдержки в контакте с кипятком в течение 3-х циклов по 3 часа адгезия, измеренная методом решетчатого надреза, составляет 100%.
Произведено также тестирование такого корпуса на стойкость к мытью в посудомоечной машине - после 20 циклов мытья покрытие не имеет трещин и признаков отслаивания.
Кроме того, проведено такое же испытание корпуса на истирание, как и в Примере 1. После 20000 проходов покрытие не имеет следов царапин от металла, а его противопригарные свойства, определенные путем очистки от пригоревшего молока, оценены в 100 баллов.
Пример 3
Многослойная кухонная посуда согласно изобретению с керамическим прерывистым твердым базовым слоем
Многослойный корпус диаметром 260 мм, в состав которого входят наружный лист из ферритной стали толщиной 0,5 мм, промежуточный лист из алюминия 3003 толщиной 2 мм и наружный лист из аустенитной нержавеющей стали толщиной 0,5 мм, обезжирен и подвергнут микропескоструйной обработке по внутреннему листу до обеспечения шероховатости Ra, равной 1,3 мкм. После этого он предварительно подогрет до температуры 150-200°C.
С помощью горелки нанесен керамический порошок типа оксид алюминия/ диоксид титана, соответственно, 87%/13%, до обеспечения прерывистого покрытия весом 1,2 г и шероховатостью Ra, равной 3 мкм.
После охлаждения подготовленный таким образом корпус последовательно покрыт грунтовочным слоем и отделочным слоем на основе ПТФЭ. Покрытие подвергнуто спеканию при температуре 415°C в течение 7 минут и затем охлаждено.
После охлаждения это покрытие не имеет трещин и дефектов адгезии. После выдержки в контакте с кипятком в течение 3-х циклов по 3 часа адгезия, измеренная методом решетчатого надреза, составляет 100%.
Произведено также тестирование такого корпуса на стойкость к мытью в посудомоечной машине - после 20 циклов мытья покрытие не имеет трещин и признаков отслаивания.
Кроме того, проведено испытание такого корпуса на истирание, как и в Примерах 1 и 2. После 20000 проходов покрытие не имеет следов царапин от металла, а его противопригарные свойства, определенные путем очистки от пригоревшего молока, оценены в 100 баллов.
Пример 4
Контрольный образец многослойной кухонной посуды с эмалевым прерывистым твердым базовым слоем
«Контрольный образец» многослойного корпуса диаметром 260 мм, в состав которого входят наружный лист из ферритной стали толщиной 0,5 мм, промежуточный лист из алюминия 3003 толщиной 2 мм и наружный лист из аустенитной нержавеющей стали толщиной 0,5 мм, обезжирен и подвергнут микропескоструйной обработке до обеспечения шероховатости Ra, равной 1,3 мкм. После этого при температуре окружающей среды методом напыления нанесен эмалевый шликер для сталей с точкой размягчения 720°C, с обеспечением прерывистого покрытия весом 1,2 г и шероховатостью 3 мкм.
Этот корпус подвергнут горячей сушке при температуре 750°C до затвердевания эмали. При этой температуре зафиксировано полное расслоение многослойного корпуса.
Пример 5
Контрольный образец кухонной посуды с керамическим сплошным твердым базовым слоем
Диск из алюминия 3003 диаметром 330 мм обезжирен, а затем очищен щеткой до обеспечения шероховатости, равной 1,5 мкм.
С помощью горелки нанесен керамический материал оксид алюминия/диоксид титана, соответственно, 87%/13%, до обеспечения сплошного покрытия весом 8 г и шероховатостью 8 мкм по всему корпусу, то есть как на непрочных, так и на прочных участках.
Подготовленный таким образом диск последовательно покрыт грунтовочным слоем и отделочным слоем на основе ПТФЭ.
После горячей сушки при температуре 415°C диск подвергнут штамповке с формированием корпуса диаметром 26 см, на который изнутри нанесено покрытие.
В процессе штамповки зафиксирован излом твердого базового слоя на участках сгиба, а покрытие имеет многочисленные трещины и дефекты адгезии.
После выдержки в контакте с кипятком в течение 3-х циклов по 3 часа адгезия, измеренная методом решетчатого надреза, составляет 0%.
Пример 6
Кухонная посуда согласно изобретению с металлическим прерывистым твердым базовым слоем
Корпус из алюминия 3003 диаметром 260 мм обезжирен и подвергнут пескоструйной обработке до обеспечения шероховатости Ra поверхности, равной 2 мкм. После этого он предварительно подогрет до температуры 150°C.
С помощью горелки нанесен порошок из алюминиевого сплава 4917 до обеспечения прерывистого покрытия весом 1 г и шероховатостью 3,5 мкм.
После охлаждения подготовленный таким образом корпус последовательно покрыт грунтовочным слоем и отделочным слоем на основе ПТФЭ.
Покрытие подвергнуто спеканию при температуре 415°C в течение 7 минут. После охлаждения это покрытие не имеет трещин и дефектов адгезии.
После выдержки в контакте с кипятком в течение 3-х циклов по 3 часа адгезия, измеренная методом решетчатого надреза, составляет 100%.
Произведено также тестирование такого корпуса на стойкость к мытью в посудомоечной машине - после 20 циклов мытья покрытие не имеет трещин и признаков отслаивания.
Кроме того, проведено такое же испытание этого корпуса на истирание, как и в Примере 1. После 20000 проходов покрытие не имеет следов царапин от металла, а его противопригарные свойства, определенные путем очистки от пригоревшего молока, оценены в 100 баллов.
Пример 7
Кухонная посуда согласно изобретению с металлическим прерывистым твердым базовым слоем
Корпус из алюминия 3003 диаметром 260 мм обезжирен, а затем очищен щеткой до обеспечения шероховатости Ra, равной 1,5 мкм. После этого он предварительно подогрет до температуры 150-200°C.
С помощью горелки нанесен порошок из нержавеющей стали 304 LHD с гранулометрическим составом +150 0,6%; -45 43%, полученный посредством просеивания с формированием 0,6% частиц размером больше 150 мкм и 43% частиц размером меньше 45 мкм, содержащий 11,6% Ni и 19% Cr, до обеспечения прерывистого покрытия весом 1,1 г и шероховатостью Ra, равной 3,2 мкм.
После охлаждения подготовленный таким образом корпус последовательно покрыт грунтовочным слоем и отделочным слоем на основе ПТФЭ.
Покрытие подвергнуто спеканию при температуре 415°C в течение 7 минут. После охлаждения это покрытие не имеет трещин и дефектов адгезии.
После выдержки в контакте с кипятком в течение 3-х циклов по 3 часа адгезия, измеренная методом решетчатого надреза, составляет 100%.
Произведено также тестирование такого корпуса на стойкость к мытью в посудомоечной машине - после 20 циклов мытья покрытие не имеет трещин и признаков отслаивания.
Кроме того, проведено такое же испытание этого корпуса на истирание, как и в Примере 1. После 20000 проходов покрытие не имеет следов царапин от металла, а его противопригарные свойства, определенные путем очистки от пригоревшего молока, оценены в 100 баллов.
Пример 8
Кухонная посуда согласно изобретению с полимерным прерывистым твердым базовым слоем
Диск из алюминия 3003 диаметром 330 мм обезжирен, а затем очищен щеткой до обеспечения шероховатости Ra, равной 1,5 мкм. После этого он предварительно подогрет до температуры 150°C.
С помощью горелки нанесен порошок из ПЭЭК или полиэфирэфиркетона, изготовленный и представленный на рынке компанией VICTREX под торговым наименованием VICOTE® РЕЕК™ 709, до обеспечения прерывистого покрытия весом 0,8 г и шероховатостью 2,7 мкм.
Подготовленный таким образом диск последовательно покрыт грунтовочным слоем и отделочным слоем на основе ПТФЭ.
После горячей сушки при температуре 415°C подготовленный таким образом диск подвергнут штамповке с формированием корпуса с днищем диаметром 26 см, на который изнутри нанесен ПТФЭ как противопригарное покрытие.
У этого покрытия отсутствуют какие бы то ни было трещины и дефекты адгезии.
После выдержки в контакте с кипятком в течение 3-х циклов по 3 часа адгезия, измеренная методом решетчатого надреза, составляет 100%.
Произведено также тестирование такого корпуса на стойкость к мытью в посудомоечной машине - после 20 циклов мытья покрытие не имеет трещин и признаков отслаивания.
Кроме того, проведено испытание на истирание путем протирки абразивной губкой в обоих направлениях. После 15000 проходов покрытие не имеет следов царапин от металла, а его противопригарные свойства, определенные путем очистки от пригоревшего молока, оценены в 50 баллов.
Изобретение относится к кухонной посуде и к способу изготовления такой кухонной посуды. Кухонная посуда содержит металлический полый корпус, который состоит из днища и боковой стенки. Корпус имеет вогнутую внутреннюю сторону и выпуклую наружную сторону. На внутреннюю сторону последовательно наносятся твердый базовый слой и противопригарное покрытие. Противопригарное покрытие содержит, по меньшей мере, один слой, содержащий, по меньшей мере, один фторуглеродный полимер. Полимер или полимеры образуют спеченную сплошную сетку. Твердый базовый слой имеет вид слоя, который выполнен прерывистым в месте расположения непрочного участка. Твердый базовый слой выполнен из керамического, и/или металлического, и/или полимерного материала, который имеет вид поверхностной дисперсии капель указанного материала, распределенных равномерно по указанной внутренней стороне в месте расположения непрочного участка. Степень частичного перекрытия составляет от 30 до 80% предназначенной для покрытия поверхности. Размер капель составляет от 2 до 50 мкм. 2 н. и 16 з.п. ф-лы, 3 ил.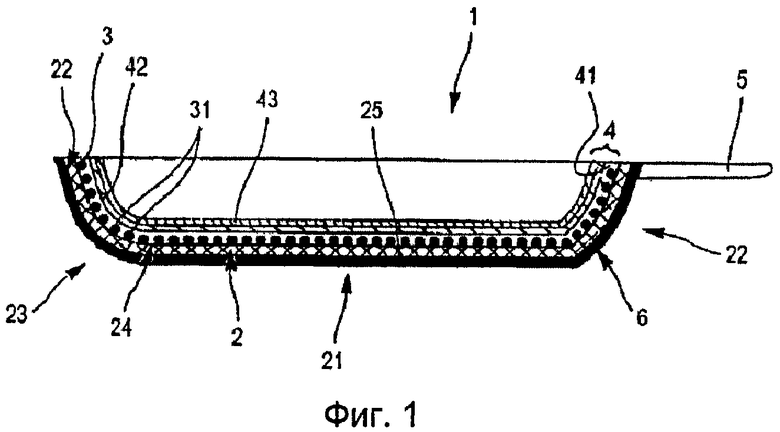
1. Кухонная посуда (1), содержащая металлический полый корпус (2), который состоит из днища (21) и боковой стенки (22), отходящей вверх от днища (21), и имеет по меньшей мере один непрочный участок (23), причем указанный корпус (2) имеет вогнутую внутреннюю сторону (24), рассчитанную на укладку на нее пищи, и выпуклую наружную сторону (25), при этом на указанную внутреннюю сторону (24) последовательно нанесены, начиная от корпуса (2), твердый базовый слой (3) и противопригарное покрытие (4), закрывающее указанный твердый базовый слой (3), а противопригарное покрытие (4) содержит по меньшей мере один слой (41), содержащий по меньшей мере один фторуглеродный полимер, сам по себе или в смеси по меньшей мере с одним термостабильным закрепляющим полимером, стойким при температуре по меньшей мере 200°С, причем этот полимер или полимеры образуют спеченную сплошную сетку, отличающаяся тем, что твердый базовый слой (3) имеет вид слоя, который выполнен прерывистым по меньшей мере в месте расположения непрочного участка (23), и тем, что указанный твердый базовый слой выполнен из керамического, и/или металлического, и/или полимерного материала, который имеет вид поверхностной дисперсии капель указанного материала, распределенных, по существу, равномерно по указанной внутренней стороне (24) в месте расположения непрочного участка (23), причем степень частичного перекрытия составляет от 30 до 80% предназначенной для покрытия поверхности и размер капель составляет от 2 до 50 мкм.
2. Кухонная посуда (1) по п.1, отличающаяся тем, что степень частичного перекрытия внутренней стороны (24) в месте расположения непрочного участка (23) составляет 45-55% предназначенной для покрытия поверхности.
3. Кухонная посуда (1) по п.1 или 2, отличающаяся тем, что твердый базовый слой выполнен из керамического и/или металлического материала с точкой плавления, которая расположена выше, чем точка плавления металла или металлического сплава, образующего корпус (2).
4. Кухонная посуда (1) по п.3, отличающаяся тем, что твердый базовый слой (3) выполнен из керамического материала, состоящего из смеси оксида алюминия и диоксида титана.
5. Кухонная посуда (1) по п.1 или 2, отличающаяся тем, что твердый базовый слой (3) представляет собой прерывистый слой из полимерного материала, предпочтительно полиамидимида (ПАИ) и/или окси-1,4-фенилен-окси-1,4-фенилен-карбонил-1,4-фенилена (ПЭЭК).
6. Кухонная посуда (1) по п.1, 2 или 4, отличающаяся тем, что твердый базовый слой (3) является прерывистым по всей предназначенной для покрытия поверхности.
7. Кухонная посуда (1) по п.1, 2 или 4, отличающаяся тем, что твердый базовый слой (3) имеет шероховатость Ra поверхности от 2 до 12 мкм.
8. Кухонная посуда (1) по п.7, отличающаяся тем, что твердый базовый слой (3) имеет шероховатость Ra поверхности от 4 до 8 мкм.
9. Кухонная посуда (1) по п.1, 2, 4 или 8, отличающаяся тем, что фторуглеродный полимер выбран из группы, включающей в себя политетрафторэтилен (ПТФЭ), сополимер тетрафторэтилена и перфторпропилвинилэфира (ПФА), сополимер тетрафторэтилена и гексафторпропилена (ФЭП) и их смеси.
10. Кухонная посуда (1) по п.1, 2, 4 или 8, отличающаяся тем, что закрепляющий полимер выбран из группы, включающей в себя полиамидимиды (ПАИ), полиэфиримиды (ПЭИ), полиимиды (ПИ), полиэфиркетоны (ПЭК), полиэфирэфиркетоны (ПЭЭК), полиэфирсульфоны (ПЭС) и полифениленсульфиды (ПФС).
11. Кухонная посуда (1) по п.1, 2, 4 или 8, отличающаяся тем, что противопригарное покрытие (4) содержит закрепляющий грунтовочный слой (41) и, по меньшей мере, один отделочный слой (42, 43), причем указанные грунтовочный (41) и отделочные (42, 43) слои включают в себя, кроме спеченной сплошной сетки фторуглеродного полимера и, в ряде случаев, закрепляющего полимера, минеральные наполнители, и/или органические наполнители, и/или пигменты.
12. Кухонная посуда (1) по п.1, 2, 4 или 8, отличающаяся тем, что корпус (2) представляет собой однослойную основу из алюминия или алюминиевого сплава, из литого алюминия, из нержавеющей стали, из литой стали или из меди, либо многослойную основу, которая содержит, в направлении снаружи вовнутрь, следующие слои: ферритная нержавеющая сталь/алюминий/аустенитная нержавеющая сталь, или же нержавеющая сталь/алюминий/медь/алюминий/аустенитная нержавеющая сталь, либо корпус из алюминиевого литья, алюминия или алюминиевых сплавов, усиленный наружным днищем из нержавеющей стали.
13. Способ изготовления кухонной посуды (1), отличающийся тем, что он содержит следующие этапы:
a) обеспечивают металлическую основу (2) в виде диска, имеющего две противоположных стороны;
b) формуют указанную основу (2) с целью придания ей формы корпуса (2), который состоит из днища (21) и боковой стенки (22), отходящей вверх от днища (21), и имеет, по меньшей мере, один непрочный участок (23), с формированием при этом вогнутой внутренней стороны (24), рассчитанной на укладку на нее пищи, и выпуклой наружной стороны (25);
c) при необходимости, обрабатывают внутреннюю сторону (21) основы (3) для обеспечения обработанной внутренней стороны (24), способствующей адгезии твердого базового слоя (3) к основе (2);
d) выполняют клейкий твердый базовый слой (3) на указанной внутренней стороне (21) основы (2);
e) выполняют противопригарное покрытие (4) на указанном твердом базовом слое (3), образованном на этапе d),
причем указанный способ отличается тем, что этап d) выполнения твердого базового слоя (3) содержит выполнение термического напыления на указанную внутреннюю сторону (24) керамического, и/или металлического, и/или полимерного материала в порошкообразной форме с формованием при этом на указанной внутренней стороне (24) корпуса (2) слоя (3), который является, по меньшей мере, прерывистым на непрочном участке (23), причем прерывистая часть имеет вид поверхностной дисперсии капель, распределенных, по существу, равномерно по указанной внутренней стороне (24), по меньшей мере, в месте расположения непрочного участка (23), причем
- степень частичного перекрытия составляет от 30 до 80% предназначенной для покрытия поверхности,
- и размер капель составляет от 2 до 50 мкм,
а также тем, что этап b) формования основы (2) выполняют либо перед этапом d) выполнения твердого базового слоя (3), либо после этапа е) выполнения противопригарного покрытия (4).
14. Способ по п.13, отличающийся тем, что в качестве термического напыления используют пламенное напыление.
15. Способ по п.14, отличающийся тем, что предназначенный для напыления материал представляет собой порошкообразный материал с гранулометрическим составом от 5 до 65 мкм, предпочтительно от 20 до 45 мкм.
16. Способ по п.14 или 15, отличающийся тем, что этапу d) выполнения твердого базового слоя (3) предшествует этап предварительного нагрева указанной основы (2) или указанного корпуса (2), в зависимости от того, выполняют ли этап b) формования перед выполнением d) твердого базового слоя (3) или после выполнения на этапе е) противопригарного покрытия (4).
17. Способ по п.13, 14 или 15, отличающийся тем, что этап с) выполнения противопригарного покрытия (4) содержит этап нанесения на указанный твердый базовый слой (3) по меньшей мере одного состава, содержащего фторуглеродный полимер, за которым следует этап спекания.
18. Способ по п.17, отличающийся тем, что этап спекания выполняют в печи при температуре от 380 до 450°С.
| Устройство для сложения двух случайных импульсных последовательностей | 1984 |
|
SU1205268A1 |
| СБОРНО-РАЗБОРНЫЙ ГРУЗОВОЙ КОНТЕЙНЕР С УНИВЕРСАЛЬНОЙ ВИБРОИЗОЛИРУЮЩЕЙ ПЛАТФОРМОЙ, ОСНАЩЕННОЙ СИСТЕМАМИ РЕГУЛИРУЕМЫХ БЛОК-ЭЛЕМЕНТОВ ДЕМПФИРУЮЩИХ ПРУЖИН ДЛЯ ТЯЖЕЛЫХ НАГРУЗОК | 2022 |
|
RU2791065C1 |
| RU 2006134337 A, 10.05.2008 | |||
| FR 2923696 A, 22.05.2009 | |||

