Изобретение относится к волоконной оптике и промышленно применимо в волоконных коллиматорах излучения, устройствах стыковки волоконных световодов, спектральных фильтрах, оптических изоляторах и датчиках физических величин. В волоконном конвертере диаметр поля моды изменяется по длине световода, плавно увеличиваясь к его концу. С увеличением размера моды расходимость выходящего из световода излучения уменьшается, что позволяет коллимировать световой пучок без использования линз.
Два волоконных конвертера, обращенные друг к другу торцами световодов с увеличенными размерами мод, позволяют состыковывать световоды с низкими оптическими потерями при невысоких требованиях к точности их поперечного совмещения. Малые оптические потери на стыковку между удаленными на значительное расстояние (0,1-10 мм) световодами делает возможным помещение в зазор между торцами световодов различных элементов, например оптических фильтров, изоляторов, модуляторов. Конструкция таких устройств значительно упрощается по сравнению с подобными устройствами, где для коллимирования излучения используются линзы.
Известен волоконный конвертер диаметра поля моды, содержащий отрезок волоконного световода, включающего оболочку из кварцевого стекла, сердцевину из кварцевого стекла, легированного германием, причем диаметр сердцевины изменяется по длине отрезка волоконного световода, увеличиваясь к его концу (K. Shiraishi, Y. Aizava, S. Kawakami. Beam expanding fiber using thermal diffusion of dopant. IEEE Journal of Lightwave Thechnology, 1990, vol.8, No. 8, pp. 1151- 1161). B этом техническом решении продольное изменение диаметра сердцевины получают за счет перераспределения радиального профиля легирования при термодиффузии германия, формирующего структуру показателя преломления световода.
Недостатком этого решения является малость коэффициента диффузии германия в кварцевом стекле, вследствие чего для создания конвертера требуется значительное время термообработки световода. Кроме того, диффузия протекает эффективно лишь при температурах 1600 - 1800oC, близких к температуре плавления, и поэтому приводящих к деформациям световодов.
Наиболее близким техническим решением к заявляемому устройству является волоконный конвертер диаметра поля моды, содержащий отрезок волоконного световода, включающего оболочку из кварцевого стекла, сердцевину из легированного кварцевого стекла, причем диаметр сердцевины изменяется по длине отрезка волоконного световода, увеличиваясь к его концу (патент США N 5381503, кл. G 02 B 6/10, 1995). B этом прототипе сердцевина изначально легирована германием и фтором. В отличие от германия фтор понижает показатель преломления кварцевого стекла, и, кроме того, обладает более высоким коэффициентом термодиффузии при температурах 1600 - 1800oC. Вследствие этого при нагревании световода с двойным легированием сердцевины фтор быстрее проникает в оболочку, что приводит к эффективному увеличению показателя преломления стекла сердцевины и тем самым к уменьшению диаметра поля моды.
Недостатком прототипа является малый диапазон изменения диаметра поля моды, что связано с ограниченной концентрацией фтора, которую можно ввести в сердцевину вместе с германием. Кроме того, диффузия фтора неизбежно приводит к появлению в таком световоде областей с пониженным показателем преломления, что служит помехой для стыковки со стандартными световодами.
Наиболее близким техническим решением к заявляемому способу является известный способ изготовления волоконного конвертера диаметра поля моды, при осуществлении которого в отрезке волоконного световода, состоящего из оболочки и сердцевины, каждая из которых выполнена на основе из кварцевого стекла, а по крайней мере одна из них легирована, осуществляют при нагревании локальную термодиффузию в оболочку элементов, входящих в состав сердцевины, и/или локальную термодиффузию в сердцевину элементов, входящих в состав оболочки (патент США N 5381503). В этом прототипе отрезок волоконного световода нагревают в электропечи сопротивления.
Двойное легирование германием и фтором значительно усложняет технологию изготовления волоконных световодов для конвертера. Недостатком этого прототипа является также невозможность управления законом изменения показателя преломления сердцевины вдоль оси световода, который определяется распределением температуры внутри нагревателя и не может быть изменен в ходе процесса. Еще одним его недостатком является деформация световода при его нагревании вследствие релаксации поперечных напряжений, возникающих при фиксации световода.
С помощью заявляемых изобретений решается задача упрощения технологии изготовления волоконного конвертера диаметра поля моды и облегчения его стыковки с другими волоконными элементами.
Поставленная задача решается тем, что в известном волоконном конвертере диаметра поля моды, содержащем отрезок волоконного световода, который включает оболочку из кварцевого стекла и сердцевину из легированного кварцевого стекла, причем диаметр сердцевины изменяется по длине отрезка волоконного световода, увеличиваясь к его концу, в качестве примеси, формирующей профиль показателя преломления в сердцевине, используется азот, концентрация которого составляет 0,01 - 5 ат.%.
Поставленная задача решается также тем, что в известном способе изготовления волоконного конвертера диаметра поля моды, при осуществлении которого в процессе нагревания отрезка волоконного световода, состоящего из оболочки и сердцевины, каждая из которых выполнена на основе кварцевого стекла, а по крайней мере одна из них легирована, проводят локальную термодиффузию в оболочку элементов, входящих в состав сердцевины, и/или локальную термодиффузию в сердцевину элементов, входящих в состав оболочки, локальную термодиффузию осуществляют при нагревании отрезка волоконного световода током электрической дуги или излучением CO-лазера, причем нагревают световод, сердцевина которого легирована азотом с концентрацией 0,01 - 5 ат.%.
В частности, осуществляют локальную термодиффузию легирующих примесей фосфора, алюминия, натрия, калия, лития, цезия, германия, фтора, бора и/или по крайней мере одного из редкоземельных элементов.
В частности, отрезок волоконного световода нагревают током электрической дуги величиной 5 - 500 мА в течение времени от 0,1 с до 600 мин, при этом электрическую дугу локализуют в области с размером 1 - 15 мм вдоль оси световода и создают с помощью электродов с заостренными концами, а после прогрева отрезок световода скалывают перпендикулярно его оси в области, соответствующей заданному размеру моды. При этом можно перемещать электрическую дугу вдоль оси световода с переменной скоростью и/или изменять ток электрической дуги.
В частности, для устранения деформаций, являющихся следствием механических напряжений при фиксации световода в двух точках, перед проведением термодиффузии световод сваривают со вспомогательным световодом.
Заявляемые конвертер и способ его изготовления связаны единым изобретательским замыслом, а их использование обеспечивает упрощение волоконного конвертера диаметра поля моды и облегчение его состыковки с другими волоконными элементами.
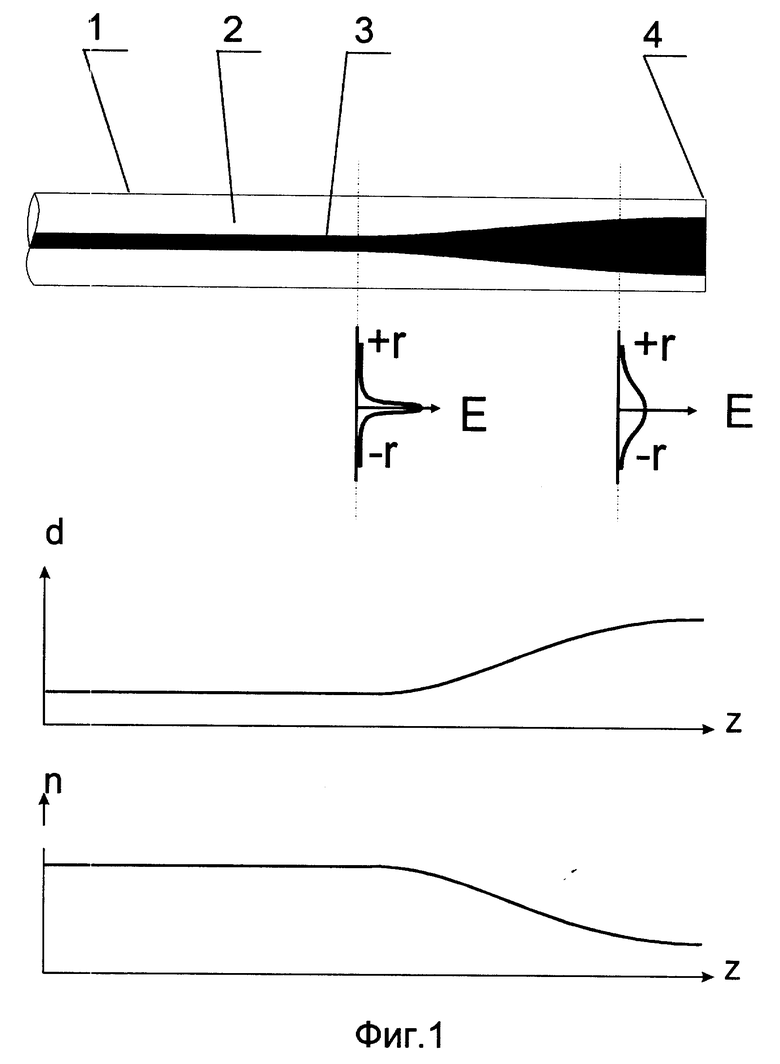
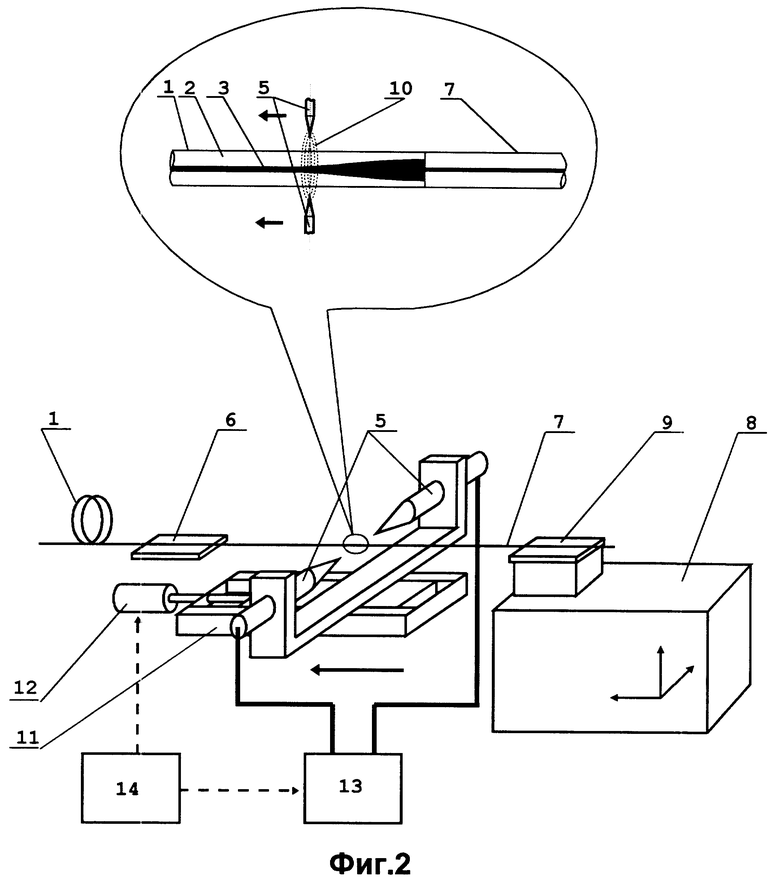
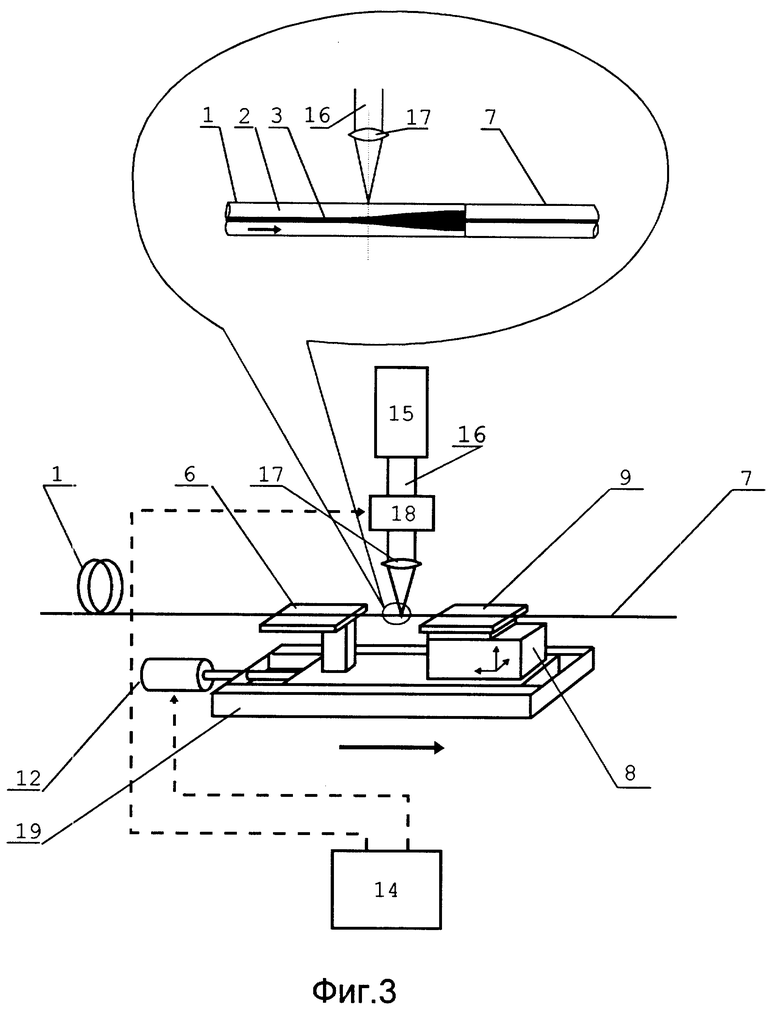
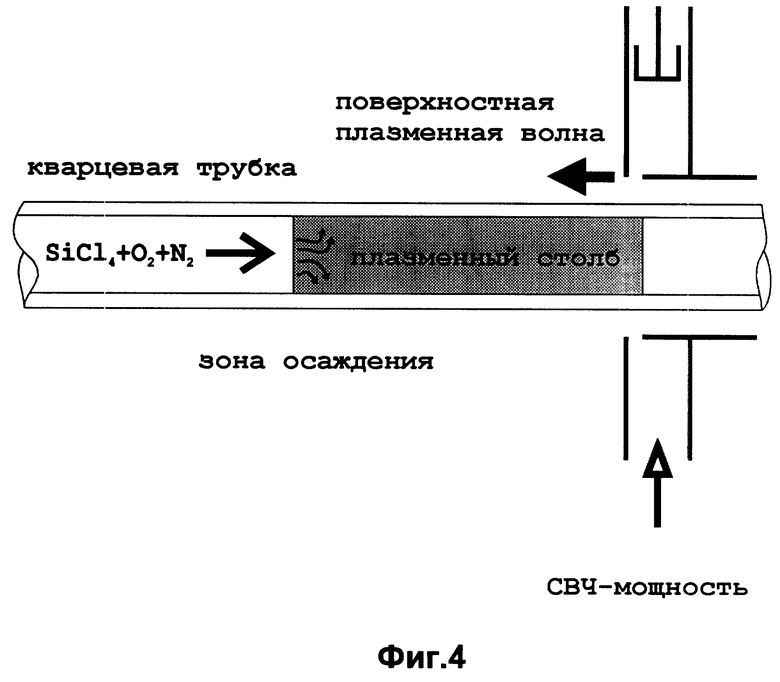
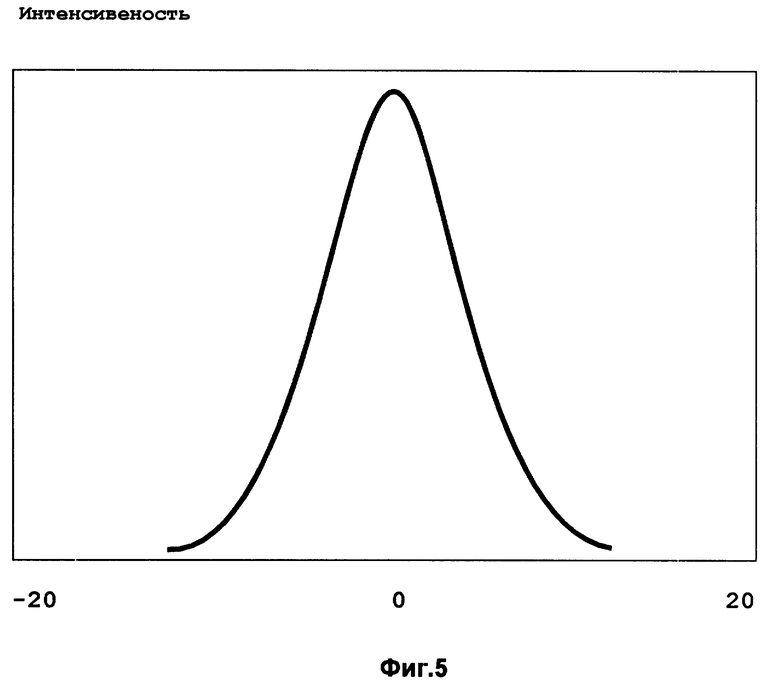
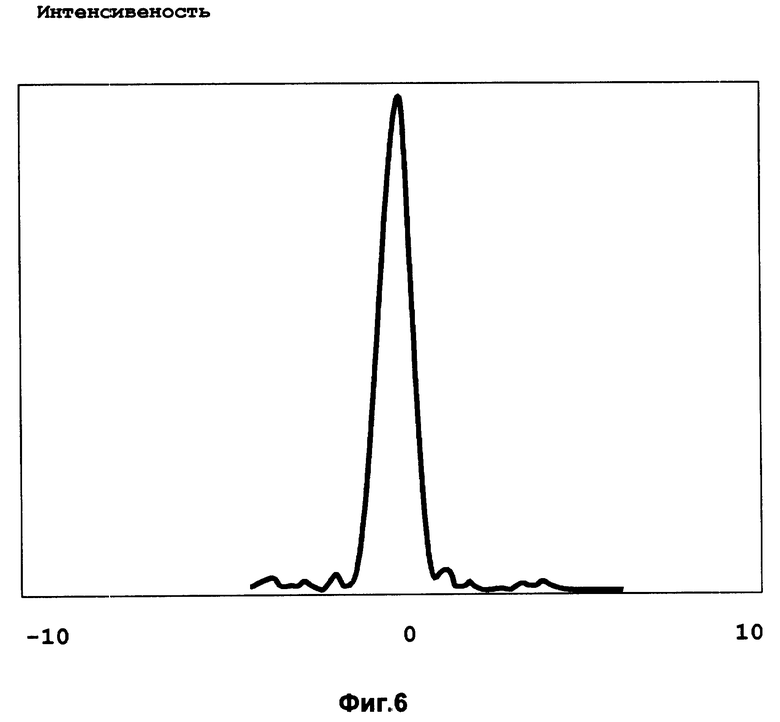
На фиг. 1 показана конструкция волоконного конвертера диаметра поля моды, распределение электрического поля E(r) по диаметру сердцевины, зависимости диаметра сердцевины d и ее эффективного показателя преломления n от z вдоль оси световода; на фиг. 2 и 3 - блок-схемы устройства для изготовления волоконного конвертера диаметра поля моды с помощью диэлектрической дуги и CO-лазера соответственно; на фиг. 4 - иллюстрирует способ изготовления заготовки стекла плазмохимическим методом; на фиг. 5 и 6 - диаграммы направленности излучения световода до и после проведения термодиффузии соответственно.
Волоконный конвертер диаметра поля моды (фиг. 1) содержит отрезок волоконного световода 1 с оболочкой 2 и сердцевиной 3, причем к концу 4 отрезка световода 1 диаметр d сердцевины 3 увеличивается, а ее эффективный показатель преломления n уменьшается.
В устройстве для изготовления волоконного конвертера диаметра поля моды с помощью электрической дуги (фиг. 2) электроды 5 с заостренными концами расположены перпендикулярно оси отрезка волоконного световода 1. Световод 1 закреплен фиксатором 6. Вспомогательный световод 7 закреплен в трехкоординатном микрометрическом позиционере 8 с помощью фиксатора 9.
Перемещение электрической дуги 10 вдоль оси световода осуществляется микрометрическим позиционером 11 с шаговым двигателем 12. Электроды подключены к блоку питания 13, задающему ток дуги. Компьютер 14 управляет перемещением электрической дуги и ее током.
В устройстве для изготовления волоконного конвертера диаметра поля моды с помощью CO-лазера 15 (фиг. 3) пучок излучения 16 фокусируется на световод 1 линзой 17. Регулятор мощности 18 изменяет интенсивность лазерного излучения. Транслятор 11 с шаговым двигателем 12 перемещает световод 1 вдоль его оси относительно пучка излучения 16. Компьютер 14 управляет регулятором мощности 18 и перемещением транслятора 11.
Для определения размера моды измеряют диаграмму направленности излучения, выходящего из волоконного конвертера.
Азот вводят в стекло на стадии синтеза заготовки плазмохимическим методом (E.M. Dianov, K.M. Golant, R.R. Kharpko, A.S. Kurkov, A.L. Tomashuk. Low-hydrogen silicon oxynitride optical fibers prepared by SPCVD, IEEE Journal of Lightwave Technology, 1995, vol. 13, No. 7, pp. 1471-1474). Коэффициент термодиффузии азота в кварцевом стекле много выше коэффициента термодиффузии германия. Этим упрощается технология изготовления конвертера, поскольку в отличие от прототипа отпадает необходимость ввода дополнительной примеси с высоким коэффициентом термодиффузии для получения расширяющейся сердцевины и, кроме того, уменьшается длительность процесса термодиффузии. Стыковка волоконного конвертера диаметра поля моды с другими волоконными элементами облегчается вследствие того, что профиль показателя преломления конвертера не содержит участков с пониженным показателем преломления, неизбежных при использовании фтора в качестве одной из легирующих примесей. При этом, как показал наш опыт, концентрация азота должна составлять 0,01 - 5 ат.%.
В процессе изготовления волоконного световода на основе кварцевого стекла, легированного азотом, с помощью вышеуказанного плазмохимического метода (фиг. 4) в опорной трубке из кварцевого стекла возбуждают СВЧ-разряд и формируют плазменный столб, поддерживаемый за счет распространения поверхностных плазменных волн (технология SPCVD; патент Франции N 2628730, кл. C 03 B 37/018, 1988). Навстречу плазменному столбу подают смесь газов SiCl4 + O2 + N2 при давлении 1 тор. Попадая в разряд, газовая смесь испытывает химические превращения, в результате которых на внутренней поверхности трубки осаждается слой кварцевого стекла, легированного азотом. По окончании процесса осаждения опорная трубка с нанесенным на внутреннюю поверхность слоем легированного азотом стекла схлопывается в стержень при нагревании в пламени горелки. Из полученной таким образом заготовки вытягивают одномодовый световод.
Устройство (фиг. 2), реализующее заявляемый способ, работает следующим образом. Световод 1 сваривают с помощью электрической дуги 10 со вспомогательным световодом 7, предварительно съюстированным с помощью микрометрического позиционера 8. Далее дугу 10 локализуют на отрезке световода 1, в котором проводят термодиффузию или перемещают вдоль него. Размер области прогрева при неподвижных электродах составляет 0,1 - 5 мм в зависимости от расстояний между электродами и тока дуги. Время воздействия электрической дуги на локальную область световода зависит от скорости перемещения электродов вдоль световода. Изменяя скорость перемещения дуги, можно варьировать закон, по которому изменяется диаметр сердцевины 3 по длине отрезка волоконного световода 1 по мере приближения к его концу 4. После проведения термодиффузии световод 1 скалывают перпендикулярно оси в области, соответствующей требуемому размеру моды, вблизи области сварки со вспомогательным световодом 7.
Альтернативное устройство (фиг. 3), реализующее заявляемый способ, работает следующим образом. Световод 1 сваривают с помощью пучка лазерного излучения 16 со вспомогательным световодом 7, предварительно съюстированным с помощью микрометрического позиционера 8. Далее световод 1 вместе со вспомогательным световодом 7 перемещают с помощью транслятора 11 вдоль их оси относительно пучка лазерного излучения 16. Время воздействия излучением CO-лазера на локальную область световода зависит от скорости перемещения световода 1 относительно лазерного пучка 16. Изменяя скорость перемещения световода 1, можно варьировать закон, по которому изменяется диаметр сердцевины 3 по длине отрезка волоконного световода 1 по мере приближения к его концу 4. Закон изменения диаметра сердцевины 3 вдоль оси световода 1 также может быть задан путем управления интенсивностью лазерного излучения с помощью регулятора мощности 18 при равномерном перемещении световода 1 относительного лазерного пучка 16. Размер области прогрева при неподвижном световоде может составлять 0,01 - 15 мм в зависимости от фокусного расстояния линзы 17 и ее положения. После проведения термодиффузии световод 1 скалывают перпендикулярно оси в области, соответствующей требуемому размеру моды, вблизи области сварки со вспомогательным световодом 7.
Для исключения преобразования моды сердцевины в моды оболочки длина отрезка световода L, на котором происходит изменение диаметра моды, и диаметр сердцевины d должны быть связаны соотношением L >> d. Практически это обеспечивается, если L > 1 мм (M.Kihara, M.Matsumoto, T.Haibara, S.Tomita. Characteristics of thermally expanded core fiber. Journ. Lightwave Technology, vol. 14, No. 10, 1996, pp.2209-2214). Такое плавное изменение диаметра сердцевины обеспечивается, если неподвижную электрическую дугу локализуют в области с размером 1 - 5 мм вдоль оси световода, варьируя расстояние между заостренными концами электродов 5 и ток электрической дуги 10, или дугу перемещают вдоль оси световода, прогревая участок световода длиной 1 - 15 мм. От расстояния между электродами и тока дуги зависит также температура, до которой нагревается отрезок световода 1. В зависимости от типа легирующих примесей, как показал наш опыт, ток электрической дуги должен быть 5 - 500 мА. Для обеспечения необходимой термодиффузии длительность воздействия дуги 10 на световод 1 должна составлять от 0,1 с до 600 мин, а скорость перемещения дуги вдоль оси световода может варьироваться от 1 мкм/с до 1 см/с.
Из кварцевого волоконного световода с сердцевиной, легированной азотом, изготовили волоконный конвертер, увеличивающий диаметр моды примерно на порядок. Концентрация азота в сердцевине 3 составляла 1 ат.%. Исходный световод 1 имел диаметр сердцевины 3, равный 4,5 мкм, с разницей показателей преломления сердцевины 3 и оболочки 2, составляющей Δ n = 0,012. Размер прогреваемой неподвижной дугой области составлял 0,3 мм, ток электрической дуги - 14 мА, длина прогреваемого участка световода - 5 мм. Скорость перемещения дуги постепенно изменяли от 500 до 10 мкм/с по мере перемещения к месту сварки световода 1 со вспомогательным световодом 7. Длительность воздействия составляла 1 мин. В процессе проведения термодиффузии не наблюдалось каких-либо деформаций световода, поскольку световод 1 был закреплен лишь в одной точке фиксатором 6, а с другой стороны сварен со вспомогательным световодом 7, предварительно съюстированным с помощью микрометрического позиционера 8.
Диаметр моды рассчитывался из диаграммы направленности выходящего из световода излучения, вводимого от лазерного диода с противоположного торца. На фиг. 5 показана диаграмма направленности излучения световода 1 до проведения термодиффузии. Видно, что ее ширина по уровню половинной интенсивности составляет 7,1o, что соответствует диаметру моды световода 4,9 мкм. На фиг. 6 показана диаграмма направленности излучения световода после проведения термодиффузии. Видно, что ее ширина по уровню половинной интенсивности уменьшилась до 0,8o, что соответствует диаметру моды 43 мкм.
Таким образом, использование заявляемых изобретений позволило увеличить диаметр моды с 4,9 до 43 мкм. Изготовление волоконного конвертера диаметра поля моды по сравнению с прототипом за счет уменьшения необходимых технологических операций значительно упрощается. Благодаря использованию вспомогательного световода, подвариваемого к подвергаемому термодиффузии световоду, полностью устранены деформации световода при проведении термодиффузии, являющиеся в прототипе следствием релаксации напряжений. Волоконный конвертер моды в отличие от прототипа не имеет в профиле показателя преломления областей с пониженным показателем преломления, что делает его полностью совместимым со стандартными волоконными световодами.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЕРИОДИЧЕСКОЙ МОДУЛЯЦИИ ПОКАЗАТЕЛЯ ПРЕЛОМЛЕНИЯ В ВОЛОКОННОМ СВЕТОВОДЕ | 1996 |
|
RU2104568C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ДЛЯ ВОЛОКОННЫХ СВЕТОВОДОВ НА ОСНОВЕ КВАРЦЕВОГО СТЕКЛА | 1997 |
|
RU2112756C1 |
| ФОТОЧУВСТВИТЕЛЬНЫЙ ВОЛОКОННЫЙ СВЕТОВОД И ФОТОИНДУЦИРОВАННАЯ СТРУКТУРА | 1999 |
|
RU2156485C1 |
| РАМАНОВСКИЙ ВОЛОКОННЫЙ ЛАЗЕР (ВАРИАНТЫ) И БРЭГГОВСКАЯ ВОЛОКОННООПТИЧЕСКАЯ РЕШЕТКА | 1995 |
|
RU2095902C1 |
| РАМАНОВСКИЙ ВОЛОКОННЫЙ ЛАЗЕР | 2000 |
|
RU2158458C1 |
| УСТРОЙСТВО ДЛЯ ЗАЩИТЫ ВОЛОКОННЫХ ЛИНИЙ ОТ РАЗРУШЕНИЯ ПОД ДЕЙСТВИЕМ ЛАЗЕРНОГО ИЗЛУЧЕНИЯ | 2002 |
|
RU2229770C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ДОЗЫ ИОНИЗИРУЮЩЕГО ИЗЛУЧЕНИЯ И ВОЛОКОННО-ОПТИЧЕСКИЙ ДАТЧИК (ЕГО ВАРИАНТЫ) | 1998 |
|
RU2133486C1 |
| СПОСОБ ИЗМЕНЕНИЯ ПОКАЗАТЕЛЯ ПРЕЛОМЛЕНИЯ В ГЕРМАНОСИЛИКАТНОМ СТЕКЛЕ | 1996 |
|
RU2097803C1 |
| ВОЛОКОННО-ОПТИЧЕСКИЙ ДАТЧИК ДАВЛЕНИЯ (ЕГО ВАРИАНТЫ) И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2152601C1 |
| РАМАНОВСКИЙ ВОЛОКОННЫЙ ЛАЗЕР (ВАРИАНТЫ) | 1998 |
|
RU2152676C1 |
Волоконный конвертер предназначен для использования в волоконных коллиматорах излучения, устройствах стыковки волоконных световодов, спектральных фильтрах, оптических изоляторах и датчиках физических величин. Волоконный конвертер диаметра поля моды содержит отрезок волоконного световода 1 с оболочкой 2 и сердцевиной 3. Сердцевина 3 световода легирована азотом с концентрацией 0,01 - 5 ат.%. За счет термодиффузии к концу 4 отрезка световода 1 диаметр d сердцевины 3 увеличивается, а ее эффективный показатель преломления h уменьшается. Локальную термодиффузию осуществляют при нагревании отрезка волоконного световода 1 током электрической дуги или излучением СO-лазера. Изобретение позволяет упростить технологию изготовления волоконного конвертера диаметра поля моды и облегчить его стыковку с другими волоконными элементами. 2 с. и 4 з.п. ф-лы, 6 ил.