Настоящее изобретение относится к химическому производству, конкретно касается устройства, предназначенного для подачи армирующих волокон при производстве затвердевающей при нагревании пластмассовой продукции.
Производство армированной волокном затвердевающей при нагреве пластмассовой продукции трудно поддается автоматизации, поскольку качество продукции сильно зависит от ориентации волокон, с точки зрения того, как продукция будет подвергаться нагрузке. Современные условия качества обычно подразумевают, что продукция должна иметь точное количество волокон, которые ориентированы для получения максимальной прочности, без выступания волокон за пределы наружного слоя пластмассовой продукции.
Известен способ производства термоотверждаемой пластмассовой продукции, состоящий в том, что предварительно образуют волоконные покрытия требуемой формы, и заготовку подвергают термической обработке с целью активации связующего вещества, удерживающего волокна вместе. Изготовленную таким образом заготовку обычно обрезают вручную, удаляя излишние волокна на кромках перед осуществлением окончательной отливки отверждаемой при нагреве пластмассы. Применение волоконных покрытий и необходимость ручного удаления излишних волокон означает, что этот способ изготовления является дорогостоящим. Кроме того, упрочняющие свойства волокон используется лишь в незначительной степени.
Известно устройство для подачи армирующих волокон при производстве термоотверждаемой пластмассовой продукции, включающее в себя по меньшей мере одну катушку для волоконной нити и средство для направления волоконной нити в выводящую головку, содержащую подающее средство на одной стороне головки, включающее в себя ведомые подающие ролики, образующие по меньшей мере один захват для волоконной нити, выталкивающее волокна средство на другой стороне головки и режущее средство, расположенное между роликами и выталкивающим волокна средством и включающее ведомый ножевой ролик с направленными во внешние стороны лезвиями ножей и поддерживающий ролик (FR, A, 1257352).
Однако известное устройство характеризуется ограниченными возможностями по ориентации волокон в изготавливаемой с его использованием пластмассовой продукции.
В основу изобретения поставлена задача создать устройство для подачи армирующих волокон при производстве термоотверждаемой пластмассовой продукции, которое позволило бы при автоматизированной подаче волокон многократно производить предварительные формы из волоконной нити, отбираемой из магазинных катушек, отрезать волокна с регулярной ориентацией, а также отрезать волокна с нерегулярной ориентацией.
Поставленная задача решается тем, что в устройству для подачи армирующих волокон при производстве термоотверждаемой пластмассовой продукции, включающем в себя по меньшей мере одну катушку для волоконной нити и средство для направления волоконной нити в выводящую головку, содержащую подающее средство на одной стороне головки, включающее в себя ведомые подающие ролики, образующие по меньшей мере один захват для волоконной нити, выталкивающее волокна средство на другой стороне головки и режущее средство, расположенное между роликами и выталкивающим волокна средством и включающее ведомый ножевой ролик с направленными во внешние стороны лезвиями ножей и поддерживающий ролик, согласно изобретению режущее средство оснащено независимым от подающих роликов приводом, а поддерживающий ролик установлен с возможностью приведения в положение зацепления с ножевым роликом или расцепления с ним.
Предпочтительно устройство оснастить измерительным средством, выполненным с возможностью непрерывного взвешивания количества волокон, которые подаются от катушки, и средством управления, приводом подающих роликов с учетом требуемого количества волокон.
При этом желательно средство управления выполнить включающим в себя средство управления поддерживающим роликом и регулировки привода ножевого ролика.
Целесообразно также устройство оснастить отклоняющей волокна пластиной, смонтированной за средством выталкивания по ходу волокна с возможностью поворота между рабочим и пассивным положениями.
Предпочтительно, чтобы волоконная нить проходила по дуге между подающими роликами и выталкивающим волокна средством.
При этом возможно, чтобы волоконная нить проходила через трубку дугообразной формы, имеющую диаметр, который допускает некоторый зазор для волоконной нити в области продвижения между подающими роликами и выталкивающим волокна средством, причем зазор должен быть выбран с возможностью обеспечения перемещения конца волоконной нити вперед с перерывами на которое расстояние со скоростью, выше обычной скорости подачи нити.
Желательно средство для направления волоконной нити к выводящей головке выполнить включающим в себя прямые трубки и коленчатые детали, соединяющие между собой трубки, причем коленчатые детали на внутренней стороне угла имеют поддерживающее средство для волоконной нити с небольшой поверхностью соприкосновения по отношению к нити.
Предпочтительно выталкивающее волокна средство оснастить пневмоприводом и средством для обеспечения волоконной нити зарядом статического электричества.
Кроме того, возможно выталкивающее волокна средство снабдить ответвлением для регулируемой подачи порошкообразного связующего вещества.
При этом средство управления возможно выполнить включающим в себя средство регулирования подачи порошкообразного связующего вещества.
На фиг. 1 изображено схематически устройство для подачи армирующих волокон при производстве термоотверждаемой пластмассовой продукции, согласно изобретению; на фиг. 2 - коленчатый участок средства для направления волоконной нити, увеличено; на фиг. 3 - схематически выводящую головку, частичный разрез, увеличено.
Схематически показанное на фиг. 1 устройство включает в себя магазин 10, предназначенный для катушек 11 волоконных нитей, бункер 12, предназначенный для порошкообразного связующего вещества, выводящую головку 13 и центральный пульт управления 14.
Выводящую головку 13 предпочтительно монтируют на непоказанном на чертежах плече автоматического манипулятора, которое способно свободно перемещаться в производственном помещении и управляется микропроцессором, который может быть снабжен соответствующей программой.
Волоконная нить 15 проходит через средство для направления нити вплоть до входа в выводящую головку 13. Это средство для направления включает в себя концевые детали 16, прямые трубки 17 и коленчатые детали 18. Концевая деталь 16, размещенная ближе всего к катушке 11, снабжена соединительной деталью, предназначенной для подачи сжатого воздуха, и эта рабочая среда под давлением используется для продвижения конца волоконной нити через средство для направления нити к выводящей головке 13, которая при этом находится в положении загрузки рядом с выводящей концевой деталью 16 средства для направления. Когда конец нити достигает выводящей головки 13, волоконная нить начинает протягиваться через средство для направления нити с помощью подающих роликов 21, 22. Выводящая головка 13 после этого может перемещаться из своего положения загрузки.
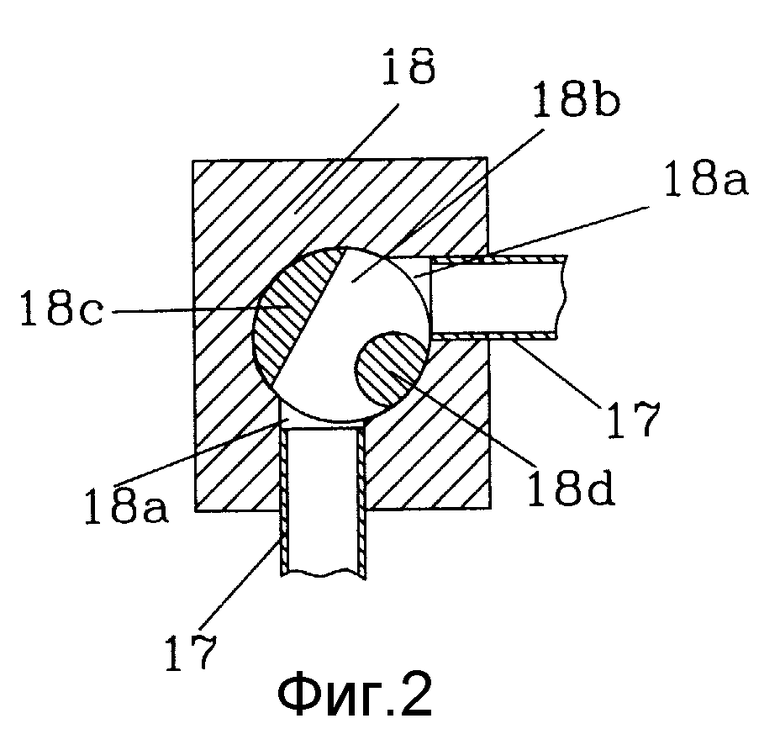
Одна из коленчатых деталей 18 более подробно показана на фиг. 2, она включает в себя прямоугольный блок с отверстиями 18a, расположенными под прямым углом друг к другу и предназначенными для трубок 17, ведущих к центральной камере 18b. Камера 18b с одной стороны оборудована отклоняющей стенкой 18c, которая приспособлена для отклонения конца волокна, подводимого сжатым воздухом от одной трубки к другой, а с другой стороны - угловой иглой 18d, которая образует небольшую контактную поверхность для нити, когда она протягивается через средство для направления.
Угловая игла 18d размещена таким образом относительно трубок 17, что нить не зацепляет внутреннюю сторону трубок в области коленчатых деталей 18.
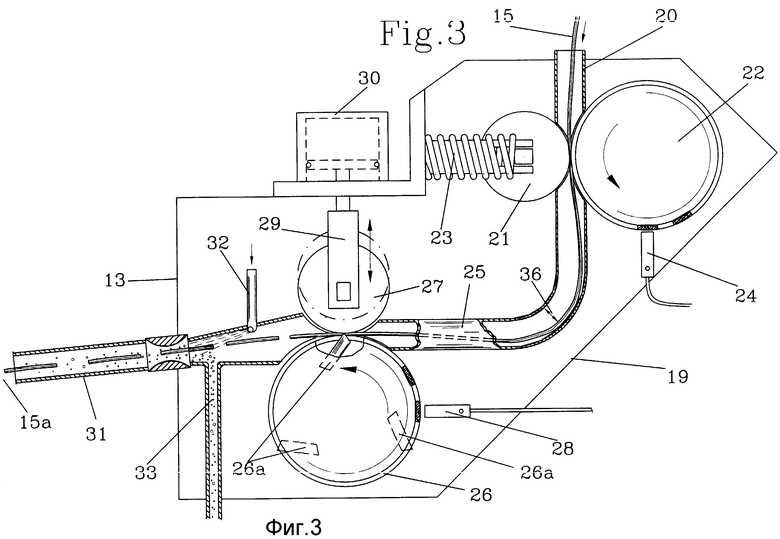
Выводящая головка 13 более подробно показана на фиг. 3, и она заключена в корпусе 19. В корпусе 19 имеется направляющая трубка 20 для волоконной нити 15. Направляющая трубка 20 проходит в зазор между двумя роликами 21, 22, причем способный перемещаться ролик 21 поддерживается и подталкивается по направлению к другому ролику 22 с помощью нажимной пружины 23. Ролик 22 приводится во вращение регулируемым образом с обеспечением скорости V1, с помощью непоказанного приводного двигателя. Регулирование скорости достигается с помощью средства подсчета импульсов, подключенного к центральному пульту управления 14.
Ролики 21, 22 продвигают волоконную нить 15 по трубке 25, изогнутой под углом примерно 90o, которая открывается в зазоре между ножевым роликом 26 и поддерживающим роликом 27. Ножевой ролик 26 снабжен тремя выступающими во внешние стороны лезвиями 2ба ножей, равномерно разнесенными по окружности ролика. Ролик 26 приводится в действие регулируемым образом с обеспечением скорости V2 с помощью не показанного приводного двигателя. Регулировка скорости достигается с помощью средства счета импульсов 28, подключенного к центральному пульту управления 14. Способный смещаться поддерживающий ролик 27 смонтирован в вертикальной направляющей 29 и управляется с помощью поршня пневматического цилиндра 30.
Выводящая головка 13 снабжена выталкивающим волокна средством - выводной трубкой 31, которая оборудована патрубком 32, предназначенным для подачи сжатого воздуха, и эта рабочая среда под давлением используется для выведения отрезанных кусочков нити 15a. Кроме того, выводная трубка 31 обеспечена ответвлением 33 (фиг. 1), связанным с блоком управления и предназначенным для подачи порошкообразного связующего вещества из бункера 12. Трубка 31 электрически изолирована от других деталей выводящей головки 13. Путем соответствующего подбора материала, волоконная нить может заряжаться статическим электричеством при ее прохождении через трубку 31. Такое устройство подразумевает, что порошкообразное связующее вещество прилипает к волокну на его выходе.
Отклоняющая пластина 34 (фиг. 1), которая способна поворачиваться из рабочего положения в пассивное, управляется с помощью поршня пневматического цилиндра 35. Когда отклоняющая пластина 34 находится в пассивном положении, отрезанные волокна 15a будут выводиться на поверхность нерегулярно ориентированными в продольном направлении. Когда отклоняющая пластина 34 находится в рабочем положении, отрезанные волокна 15а будут выводиться на поверхность ориентированными регулярно в продольном направлении.
С помощью описанного выше устройства волоконную нить можно выводить в виде непрерывного волокна, покрытого связующим веществом. Плечо автоматического манипулятора при этом может управлять выводящей головкой 13 таким образом, что бесконечное волокно будет ориентировано благоприятным образом, например, спиралями вокруг отверстия, в которое нужно вставить болт. В качестве альтернативы, волокна можно отрезать точно нужными отрезками, путем запуска ножевого ролика 26 и вращения его в соприкосновении с поддерживающим роликом 27 со скоростью, которая дает подходящую частоту резания, пропорциональную скорости продвижения волокна, управление которой осуществляется путем изменения скорости вращения приводного ролика 22.
В каждый момент отрезания волоконная нить 15 прерывисто протягивается вперед на короткое расстояние со скоростью, превышающей обычную скорость продвижения нити. Для обеспечения устранения рывков нити, которые могут привести к обрывам нити или увеличенному износу приводных роликов 21, 22, трубку 25 изгибают, придавая ей дугообразную форму, служащую компенсатором рывков. Обычно приводные ролики 21, 22 проталкивают нить 15 по трубке 25 таким образом, что нить следует по внешнему радиусу внутренней поверхности трубки. Когда лезвие ножа затем захватывает нить для ее отрезания относительно поддерживающего ролика 27, имеется некоторый зазор для волоконной нити в области продвижения между подающими роликами 21, 22 и средством выбрасывания волокон, и этот зазор между волоконной нитью 15 и внутренним радиусом внутренней части трубки 25 показан на фиг. 3 двойной стрелкой 36.
Бункер 12 обеспечен средством подачи 37, предназначенным для точной дозировки порошкообразного связующего вещества. Это средство 37 связано с центральным пультом управления 14. Кроме того, магазин 10 для катушек 11 с волоконной нитью 15 сконструирован в виде электронных весов, которые также подсоединены к центральному пульту управления 14. Это значит, что подачей волокна и порошка можно точно управлять, так что заготовку для литья термоотверждающейся пластмассовой продукции можно создавать с точным количеством волокон и связующего вещества.
Кроме того, изобретение можно использовать для производства армированных стекловолокном термопластичных материалов посредством одного единственного этапа без предварительного формования.
Предлагаемое устройство выше устройство можно продублировать внутри одного корпуса 19 для выведения двух волоконных нитей. В то же время легко можно оборудовать плечо автоматического манипулятора двумя такими выводящими головками, благодаря чему автоматический манипулятор может параллельно манипулировать четырьмя нитями.
Изобретение не ограничено описанными выше вариантами осуществления, возможны также и другие варианты в пределах объема притязаний последующей формулы изобретения. Например, выводящую головку 13 можно подсоединять к трубопроводу, предназначенному для выведения жидких связующих веществ или некоторого типа пластмассы, например, полиуретана. Выводящую трубку 31 можно заменить на скользящую пластину, канал или желоб.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ОДНОЙ ИЛИ БОЛЕЕ ВОЛОКОННЫХ НИТЕЙ | 1995 |
|
RU2137724C1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ АРМИРУЮЩЕГО ВОЛОКНИСТОГО МАТЕРИАЛА | 1995 |
|
RU2139835C1 |
| ЭЖЕКТОРНОЕ УСТРОЙСТВО | 1995 |
|
RU2121961C1 |
| УСТРОЙСТВО ЗАЩИТЫ ОТ ЗАПУТЫВАНИЯ ДЛЯ БУФЕРА ПОДАЧИ НИТИ | 1999 |
|
RU2203847C2 |
| УСТРОЙСТВО ДЛЯ ПОВТОРЯЮЩЕЙСЯ ВЫДАЧИ ПУЧКОВ СО СЛУЧАЙНОЙ ОРИЕНТАЦИЕЙ ВОЛОКОН | 1994 |
|
RU2124482C1 |
| АМОРТИЗАТОР ПОДАЧИ НИТИ | 1995 |
|
RU2125966C1 |
| НАСАДОК | 1996 |
|
RU2152265C2 |
| РАСПЫЛИТЕЛЬ | 1998 |
|
RU2205704C2 |
| СПОСОБ ПЕРЕРАБОТКИ МАТЕРИАЛОВ, НАПРИМЕР ТЕРМОРЕАКТИВНЫХ ПЛАСТМАСС, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2036099C1 |
| Лентовидный сухой волокнистый армирующий материал | 2015 |
|
RU2700060C2 |
Устройство, предназначенное для подачи армирующих волокон при производстве термоотверждающейся пластмассовой продукции, включает в себя по меньшей мере одну магазинную катушку для волоконной нити, и направляющее средство для направления волоконной нити к выводящей волокно головке. Выводящая головка снабжена подающим средством для подачи волоконной нити из магазинной катушки через направляющее средство и режущее средство, способное отрезать волоконную нить. Подающее средство средства выводящей головки включает в себя приводные подающие ролики, которые образуют по меньшей мере один захват для волоконной нити, и выталкивающее волокна средство. Режущие средства индивидуально приводятся в действие и размещены между подающими роликами и выталкивающим волокно средством. Устройство позволяет при автоматизированной подаче волокон многократно производить предварительные формы из волоконной нити отбираемой из магазинных катушек, отрезать волокна с регулярной ориентацией, а также отрезать волокна с нерегулярной ориентацией. 9 з.п.ф-лы, 3 ил.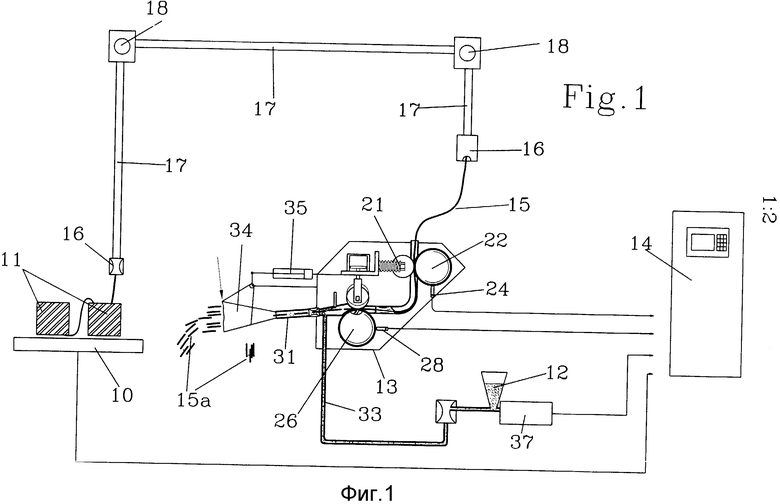
| FR, патент, 1257352, кл | |||
| Прибор для получения стереоскопических впечатлений от двух изображений различного масштаба | 1917 |
|
SU26A1 |
