Область техники, к которой относится изобретение
Настоящее изобретение относится к лентовидному сухому волокнистому армирующему материалу, такому как армирующий материал для композитного материала. Кроме того, оно относится к способу и устройству для изготовления этого лентовидного сухого волокнистого армирующего материала.
Предпосылки изобретения
Волокнистые армирующие материалы, известные также как волокнистые наполнители или волокнистые заготовки, используются для получения композитных материалов, таких как фиброармированный пластик (ФАП), в которых волокнистый армирующий материал включен в термореактивную или термопластическую матрицу, такую как эпоксидная смола, сложный виниловый эфир или сложный полиэфир, полиэфирэфиркетон (ПЭЭК) и полипропилен. Эти композитные материалы весьма употребительны и широко применяются в самых разных случаях применения, таких как случаи применения в аэрокосмической, авиационной, автомобильной промышленностях, судостроении, строительстве, в пулестойкой броне и спортивном оборудовании.
Один тип армирующего материала известен как мультиаксиальный армирующий материал или мультиаксиальные прошитые ткани (NCF), изготовленные из нескольких стопок/слоев параллельных волокон, каждый их которых ориентирован в разных направлениях или осях относительно других - отсюда и термин «мультиаксиальные». Для образования ткани эти слои обычно стабилизируются за счет соединения стежками (обычно полиэфирной нитью).
В NCF, а также во многих других типах армирующих материалов проблема иногда заключается в получении слоев определенных ориентаций, например, в направлении нуль градусов или параллельно аксиальному направлению ткани или направлении товароотвода при производстве, поскольку при производстве трудно поддерживать целостность этого слоя.
Кроме того, обычной проблемой у армирующих материалов этого типа является то, что полная стабилизация или плотно упакованные волокна в армирующем материале препятствуют протеканию матрицы, вызывая ненадлежащую пропитку волокон, тем самым затрудняя или даже делая невозможным образование композитного материала. Альтернативно, в случае если мультиаксиально ориентированные слои волокон не стабилизированы, то обращение с армирующим материалом затрудняется, что также затрудняет образование композитных материалов.
В документе US 6 539 983 этого же заявителя раскрыт тканый материал, например, который может использоваться в качестве армирующего материала, содержащий лентовидные основы и утки. В некоторых вариантах осуществления ленты предусмотрены с текстурой, например, перфорированы или тиснены. В других примерах эти ленты имеют один или несколько слоев волокон.
В документе ЕР 1 838 909 также этого же заявителя раскрыт тканый армирующий материал, изготовленный с использованием частично стабилизированных лентовидных основ и утков. Этот армирующий материал весьма пригоден для использования, например, он обеспечивает отличную драпируемость. Кроме того, в документе ЕР 2 152 454 раскрыт армирующий материал, имеющий два слоя однонаправленных волокон, соединенных посредством клеевой прослойки. Однако во многих типах армирующих материалов, таких как в вышеописанных NCF, пропитка и т.д. по-прежнему может быть проблематичной, например, из-за трудностей с проницаемостью.
Следовательно, есть необходимость в усовершенствованном лентовидном волокнистом сухом армирующем материале, направленном на решение вышеупомянутых проблем и обеспечивающее лучшую пропитку смолами и/или больше ориентаций в мультиаксиальных структурах.
Краткое изложение сущности изобретения.
Соответственно, целью настоящего изобретения является создание лентовидного сухого волокнистого армирующего материала, а также способа и устройства для его изготовления, устраняющего, по меньшей мере, некоторые, предпочтительно все из вышеупомянутых недостатков.
Эта цель достигается посредством армирующего материала, способа и устройства в соответствии с прилагаемой формулой изобретения.
В соответствии с первым аспектом настоящего изобретения предлагается лентовидный сухой волокнистый армирующий материал, такой как армирующий материал для композитного материала, содержащий по меньшей мере один слой волокна/элементарного волокна, имеющий множество волокон/элементарных волокон, расположенных в нескольких по существу однонаправленных жгутах, расположенных вдоль друг друга, причем каждый жгут содержит множество по существу однонаправленных волокон или элементарных волокон, и по меньшей мере один пористый клеевой слой, прикрепленный к жгутам по меньшей мере одного слоя волокон/элементарных волокон за счет поверхностного соединения, причем жгуты по меньшей мере одного слоя волокна/элементарного волокна отделены друг от друга разделительными каналами.
В контексте настоящего изобретения выражение «волокнистый лентовидный армирующий материал» относится к расположению волокон/элементарных волокон, в котором направление ориентации волокон/элементарных волокон - это направление его длины, большее поперечное направление группы волокон/элементарных волокон - это направление его ширины, и меньшее поперечное направление группы волокон/элементарных волокон - это направление его толщины; причем отношение толщины к ширине менее 1, и, кроме того, размер длины по существу больше и ширины, и толщины. Кроме того, выражение «сухой волокнистый армирующий материал» относится к указанной ленте, изготовленной, например, с использованием стандартных волокон, полученных из имеющихся на рынке бобин/катушек, причем указанные волокна имеют нанесенные на них аппреты и другие средства поверхностной обработки.
Далее, в контексте настоящей заявки термин «жгуты» относится к пучкам волокон/элементарных волокон и обычно означает обычные жгуты, но включает также расправленные жгуты, плоские жгуты и ленты из расправленных жгутов. Все они далее по тексту именуются просто «жгуты».
Таким образом, между каждой парой соседних жгутов образуются разделительные каналы. Жгуты предпочтительно расположены относительно прямыми, проходящими параллельно друг другу в направлении длины лентовидного армирующего материала, и, следовательно, разделительные каналы также предпочтительно расположены параллельно друг другу и проходят в продольном направлении лентовидного армирующего материала. Таким образом, этот новый армирующий материал можно назвать армирующим материалом, содержащим промежутки, или содержащей/содержащим промежутки однонаправленной лентой/однонаправленным армирующим материалом.
Пористый клеевой слой создает и поддерживает параллельное расположение и целостность содержащего промежутки однонаправленного лентовидного армирующего материала и обеспечивает удерживание жгутов и разделительных каналов на месте. Разделительные каналы предпочтительно имеют относительно одинаковую ширину по всей длине. Однако в большинстве случаев применения некоторые колебания ширины разделения допускаются, а для определенных случаев применения может допускаться даже случайное полное закрытие разделительного канала.
Авторы настоящего изобретения установили, что путем расположения жгутов, разделенных разделительными каналами, получается очень универсальный армирующий материал.
Пористый клеевой слой обеспечивает гибкий и драпируемый армирующий материал, который при этом является стабильным и поддерживает свою форму и свойства как при изготовлении, так и при последующих манипуляциях и использовании. Далее, пористый клеевой слой и разделительные каналы вместе создают очень эффективные пути потока для матрицы или смолы для просачивания и распространения в армирующем материале и в структурах, образованных этими армирующими материалами. Кроме того, они позволяют легко и быстро удалять захваченный воздух. Это, в свою очередь, ускоряет и улучшает смачивание волокон матрицей, и, как следствие, повышает механические характеристики и качество композитного материала, образованного ними. Кроме того, за счет создания путей просачивания, особенно путем изменения ширины этих путей, созданных разделительными каналами, просачивание смолы становится в значительной мере управляемым.
Элементарные волокна/волокна жгутов, образующих по меньшей мере один слой волокон/элементарных волокон, предпочтительно представляют собой волокна из углерода, стекла, керамики, арамида, РВО и/или другие полимерные волокна с высокими эксплуатационными характеристиками. Жгуты могут содержать одинаковые или разные волокна. Кроме того, в одном или нескольких жгутах могут использоваться смеси этих волокон. В частности, предпочтительны жгуты, содержащие углеродные волокна/элементарные волокна или состоящие из них.
Разделительные каналы предпочтительно имеют ширину в диапазоне 0,1-1,0 мм, предпочтительно в диапазоне 0,2-0,8 мм, наиболее предпочтительно в диапазоне 0,25-0,75 мм, например, 0,5 мм. Однако постоянная ширина для всех разделительных каналов не обязательна; они могут быть разной ширины относительно друг друга, и/или каждый такой разделительный канал может иметь изменяющуюся ширину. В данном случае важно иметь каналы, достаточно широкие для обеспечения хорошего просачивания и растекания смолы. В то же время слишком широкие каналы могут привести к образованию впадин из смолы, что ухудшает качество полученного в результате композитного материала. Установлено, что очень эффективное просачивание/растекание матрицы/смолы обеспечивает ширина каналов, превышающая 0,1 мм, и, в частности, 0,2 или 0,25. В то же время установлено, что применение максимальной ширины разделения 1 мм и, предпочтительно максимум 0,8 мм, например 0,75 мм, является достаточным, чтобы воспрепятствовать созданию впадин/карманов из смолы, вызывающих ухудшение конечного продукта. Таким образом, установлено, что путем применения ширины разделения в любом из этих конкретных диапазонов можно получить очень эффективное сочетание быстрого и надежного просачивания и растекания смолы и тем самым смачивания волокон/элементарных волокон вместе с высокими механическими характеристиками композитных материалов.
Жгуты в по меньшей мере одном слое волокон/элементарных волокон предпочтительно имеют ширину в диапазоне 1-20 мм, предпочтительно в диапазоне 2-15 мм, наиболее предпочтительно в диапазоне 2-10 мм, например, 5 мм. Однако постоянная ширина для всех жгутов не обязательна; они могут иметь разную ширину относительно друг друга, и/или каждый жгут может иметь изменяющуюся ширину.
Подобным образом, разделительные каналы предпочтительно образуют часть общего объема лентовидного армирующего материала. Предпочтительно, совокупный объем разделительных каналов в одном или нескольких слоях лентовидного армирующего материала составляет 1-20% общего объема лентовидного армирующего материала, более предпочтительно составляет 1-15% общего объема и, наиболее предпочтительно 1-10%.
Лентовидный армирующий материал предпочтительно имеет ширину в диапазоне 1 см - 2 м, предпочтительно в диапазоне 3 см - 1,5 м, наиболее предпочтительно в диапазоне 10-60 см, например 30 см.
Каждый жгут предпочтительно содержит некоторое число элементарных волокон в диапазоне 1000-50000 штук, предпочтительно в диапазоне 1000-25000 штук, и наиболее предпочтительно в диапазоне 3000-24000 штук.
Жгуты или пряжи, особенно, если содержат углеродные волокна, часто именуются и классифицируются как, например, 3к, 6к и т.д. Это указание на число волокон/элементарных волокон в каждом жгуту/пучке, где к означает кило (1000), то есть, 3к - это 3000 и т.д. В предлагаемом армирующем материале каждый жгут/пучок предпочтительно имеет номер 1к, 2к, 3к, 6к, 12к, 15к 18к или 24к, даже при том, что могут использоваться и более высокие номера. Предпочтительно, номер каждого жгута/пучка в диапазоне 6к - 15к. Следует отметить, что разные типы и марки волокон имеют разные плотности и иные свойства. Например, углеродные волокна обычно разбиваются на группы по модулю, в которых находятся их свойства. Эти группы обычно именуются как группа высокой прочности (HS), группа стандартного модуля (SM), группа промежуточного модуля (IM), группа высокого модуля (НМ) и группа сверхвысокого модуля (UHM). Диаметр элементарных волокон большинства типов равен приблизительно 5-7 мкм.
Следует отметить, что жгут 12к HS имеет приблизительно такую же площадь поперечного сечения, как и жгут 24к IM, из-за более тонких элементарных волокон и более высокой плотности IM.
Пористый клеевой слой для скрепления слоя волокон/элементарных волокон может представлять собой клеевое полотно или вуаль. Клеевое полотно может представлять собой, например, нетканое полотно, изготовленное из термопластичного полимера или полимерных волокон или компонента термоотверждающейся смолы. В другом аспекте пористый клеевой слой мог бы быть также в виде подходящего препрега, на который может непосредственно укладываться слой волокон/элементарных волокон, образованный разделенными жгутами.
Пористый клеевой слой предпочтительно выполнен из термоплавкого термопластика, предпочтительно содержащего по меньшей мере одно из полиамида, полиэфира, полиолефина, полипропилена и полиуретана, и/или компонент материала на основе эпоксидной смолы и, предпочтительно волокнистого типа или типа, напоминающего волокна.
Эти клеевые слои могут представлять собой полотна/вуали, изготовленные из нетканого или тканого материала, и per se являются известными и, например, поставляются на рынок рядом компаний, такими как компания Spunfab. Примеры этих клеевых слоев известны также, например, из документа WO 03/064153, причем указанный документ полностью включен в виде ссылки в настоящее описание.
Пористый клеевой слой может располагаться на одной или обеих сторонах слоя (слоев) волокон/элементарных волокон. Кроме того, пористый клеевой слой может располагаться между двумя отдельными слоями волокон/элементарных волокон. Кроме того, возможны более сложные структуры, такие как пятислойная структура, содержащая, начиная с одной стороны, первый наружный клеевой слой, первый слой волокон/элементарных волокон, второй промежуточный клеевой слой, второй слой волокон/элементарных волокон и третий наружный клеевой слой. Как ясно специалисту в области техники, к которой относится изобретение, возможны также многие другие комбинации.
Назначение пористого клеевого слоя - поддерживать жгуты в слое волокон/элементарных волокон в состоянии, в каком они образуют разделенные каналы, и стабилизировать армирующий материал в достаточной степени для упрощения обращения с ними. Клеевой слой является пористым для обеспечения просачивания смолы матрицы, а также предпочтительно достаточно гибким для обеспечения драпируемости армирующего материала. Кроме того, клеевой слой может использоваться для соединения одного слоя армирующего материала с другим слоем (слоями) такого же или иных типов. Это позволяет, например, применять вместо препрегов для укладки подходящих форм и структур армирующие материалы вышерассмотренного типа.
Можно также создать содержащий промежутки однонаправленный армирующий материал в виде препрегов, т.е. в виде предварительно пропитанного армирующего материала. В таком варианте осуществления указанные армирующие материалы могут подготавливаться путем пропитки его компонентом смолы, предназначенным для актирования, завершающим реакцию при отверждении.
Пористый клеевой слой прилипает к слою волокон/элементарных волокон из разделенных жгутов посредством слипания поверхностей. Однако не требуется, чтобы клеевой слой прилипал непосредственно к каждому элементарному волокну/волокну жгутов в слое (слоях) волокон. Вместо этого волокна в жгутах могут располагаться так, чтобы поддерживать определенную устойчивость другими средствами, как per se известно в области техники, к которой относится изобретение, такими как путем подходящего подбора размеров, межволоконных соединений или сплетений, сил трения между волокнами и т.д.
В соответствии с одним дополнительным аспектом настоящего изобретения предлагается мультиаксиальный армирующий материал, содержащий множество слоев по существу однонаправленного волокнистого армирующего материала, расположенных в конструкции типа сэндвич, причем направление волокон по меньшей мере некоторых из слоев армирующего материала проходит в разных направлениях, при этом по меньшей мере один из слоев армирующего материала представляет собой содержащий промежутки однонаправленный лентовидный сухой волокнистый армирующий материал, рассмотренный выше в отношении первого аспекта изобретения.
Посредством этого аспекта могут использоваться и достигаться такие же или подобные преимущества и предпочтительные признаки и варианты осуществления, как рассмотренные выше в отношении первого аспекта.
Мультиаксиальные армирующие материалы, известные также как мультиаксиальные прошитые ткани (NCF), - это ткани, изготовленные из нескольких слоев параллельных волокон, каждый их которых ориентирован в разных направлениях или осях. Для образования ткани эти слои предпочтительно соединяют стежками, например, полиэфирной нитью. Эти мультиаксиальные армирующие материалы, упомянутые ранее, пригодны для использования в композитных структурах и эффективно позволяют изготовителю композитов обрабатывать несколько слоев однонаправленных волокон в одной ткани. Мультиаксиальный армирующий материал может, например, содержать 2-20 слоев, предпочтительно 2-10 слоев, наиболее предпочтительно 2-5 слоев в зависимости от потребностей применения.
Высокие пропиточные свойства вышеописанного содержащего промежутки однонаправленного армирующего материала делают его весьма подходящим для использования с обычными NCF/мультиаксиальными армирующими материалами, поскольку он будет усиливать общие пропиточные свойства мультиаксиального армирующего материала/NCF.
Содержащий промежутки однонаправленный армирующий материал, описанный выше, предпочтительно используется для образования одного или нескольких слоев мультиаксиального армирующего материала/NCF путем выравнивания его с направлением производства ткани, т.е. с направлением нуль градусов. Устойчивость и целостность вышеописанного содержащего промежутки однонаправленного армирующего материала позволяют включать его как один или несколько слоев в мультиаксиальный армирующий материал экономически эффективным и относительно простым путем. Кроме того, этот устойчивый содержащий промежутки однонаправленный армирующий материал может точно и быстро укладываться в разных ориентациях и длинах для получения конкретных частей с помощью имеющихся настилочных машин. Можно отметить, что содержащий промежутки однонаправленный армирующий материал разной ширины также может укладываться в любом требуемом порядке и с любой требуемой ориентацией для создания формы и размеров требуемой окончательной композитной части для получения ее оптимальных механических характеристик.
Альтернативно, предлагаемый содержащий промежутки однонаправленный армирующий материал может комбинироваться с другими обычными и, предпочтительно прошитыми мультиаксиальными/NCF или ткаными армирующими материалами. Например, содержащий промежутки однонаправленный армирующий материал может располагаться либо на одной, либо на обеих сторонах ткани из указанного мультиаксиального армирующего материала/NCF или тканого полотна или прокладываться между двумя или более этими обычными мультиаксиальными армирующими материалами/NCF или ткаными полотнами.
В соответствии с еще одной альтернативой новый армирующий материал -содержащий промежутки однонаправленный армирующий материал - может использоваться как один из слоев с требуемой ориентацией в структуре мультиаксиального армирующего материала/NCF. В соответствии с еще одной альтернативой новый армирующий материал - содержащий промежутки однонаправленный армирующий материал - может применяться при образовании мультиаксиального армирующего материала/NCF без прошивки слоев волокон/элементарных волокон, поскольку целостность этого нового мультиаксиального армирующего материала/NCF обеспечивается термоскреплением, посредством которого убираются петли в жгутах, возникающие в результате прошивки.
Кроме того, содержащий промежутки однонаправленный армирующий материал может также применяться отдельно, например, подобно обертке, и/или для образования оплеток поверх жил/сердечников. Кроме того, он может также применяться как ленты для образования основ и/или утков в тканях из тканого армирующего материала или других типах сплетенных армирующих материалов. Например, эти ленты могут использоваться в тканях типа, раскрытого в документах ЕР 1 838 909 и WO 12/098209 тем же заявителем, причем указанные документы настоящим ссылкой полностью включается в настоящее описание. Кроме того, эти ткани могут укладываться стопкой или слоями в требуемом порядке и комбинироваться с содержащим промежутки однонаправленным армирующим материалом для получения новой структуры армирующего материала.
При использовании содержащего промежутки однонаправленного армирующего материала как ленты, расположенные в двух и более направлениях, пути потока для просачивания матрицы также непосредственно образуются в этих соответствующих направлениях, что обеспечивает очень эффективные просачивание и пропитку волокон.
В соответствии с другим аспектом настоящего изобретения предлагается ткань, содержащая два набора лентовидных армирующих материалов, расположенных в переплетенной или соединенной конфигурации, причем по меньшей мере некоторые из лентовидных армирующих материалов представляют собой лентовидные сухие волокнистые армирующие материалы вышеописанного типа, т.е. содержащий промежутки однонаправленный армирующий материал.
Посредством этого аспекта могут использоваться и достигаться такие же или подобные преимущества и предпочтительные признаки и варианты осуществления, как рассмотренные выше в отношении вышеописанных аспектов. Можно отметить, что применение содержащего промежутки однонаправленного армирующего материала обеспечивает его связывание при нагреве и прижатии к другим слоям содержащих промежутки однонаправленных армирующих материалов или тканей или NCF и т.д., описанных выше. Как результат, относительное смещение слоев из этих разных материалов в процессе пропитки/проникания существенно ограничено, что обеспечивает более высокое качество композитных частей при меньшем браке.
В соответствии с одним дополнительным аспектом настоящего изобретения предлагается способ получения лентовидного сухого волокнистого армирующего материала, такого как армирующий материал для композитного материала, включающий:
расположение жгутов по существу с однонаправленной ориентацией вдоль друг друга с образованием по меньшей мере одного слоя волокон/элементарных волокон, причем каждый жгут содержит множество по существу однонаправленных волокон/элементарных волокон, при этом жгуты указанного по меньшей мере одного слоя волокон/элементарных волокон разделены друг от друга разделительными расстояниями;
выполнение пористого клеевого слоя по меньшей мере на одной стороне указанного слоя волокон/элементарных волокон; и
прикрепление пористого клеевого слоя к слою волокон/элементарных волокон за счет поверхностного соединения/адгезией посредством, например, нагревания и/или прижатия с применением подходящего связующего вещества.
Посредством этого аспекта могут использоваться и достигаться такие же или подобные преимущества и предпочтительные признаки и варианты осуществления, как рассмотренные выше в отношении вышеописанных аспектов содержащих промежутки однонаправленных лент.
В соответствии с еще одним вариантом осуществления настоящего изобретения предлагается устройство для образования лентовидного сухого волокнистого армирующего материала, такого как армирующий материал для композитного материала, содержащее:
разделяющее устройство, предназначенное для расположения волокон/элементарных волокон с по существу однонаправленной ориентацией вдоль друг друга для образования слоя волокон/элементарных волокон, содержащего множество жгутов, причем каждый жгут содержит множество по существу однонаправленных элементарных волокон, при этом жгуты по меньшей мере одного слоя волокон/элементарных волокон разделены друг от друга разделительным расстоянием;
крепежное или подающее устройство, предназначенное для подачи и укладки пористого клеевого слоя по меньшей мере на одну сторону указанного слоя жгутов; и
нагреватель или устройство для нанесения связующего вещества, предпочтительно в сочетании с прижимным устройством, для прикрепления пористого клеевого слоя к слою волокон/элементарных волокон за счет поверхностного соединения путем нагревания или присоединения с образованием химической связи.
Посредством этого аспекта могут использоваться и достигаться такие же или подобные преимущества и предпочтительные признаки и варианты осуществления, как рассмотренные выше в отношении вышеописанных аспектов.
Кроме того, разделяющее устройство предпочтительно может использоваться для раскладки и расширения поступающих жгутов, подаваемых из источника жгутов, и расположения их волокон по существу с однонаправленной ориентацией и расположения жгутов вдоль друг друга в вышеописанной содержащей промежутки структуре.
Кроме того, разделяющее устройство может содержать множество штифтов, таких как пальцы или планки, или сплошные/круглые диски или листы/пластины, предпочтительно в линейном расположении и выступающие с поверхности, между которыми могут проходить жгуты, для создания разделительных расстояний между жгутами. Эти штифты/планки/диски и т.д. разделяют жгуты подобно гребенке. Диаметр штифтов или толщина планок/дисков соответственно выбирается предварительно. Разделяющее устройство предпочтительно расположено перед нагревателем или устройством для нанесения связующего вещества, с целью обеспечения возможности удержания разделенных жгутов в требуемой конфигурации, когда пористый клеевой слой наносят поверх слоя волокон/элементарных волокон жгутов для стабилизации путем прикладывания тепла или нанесения связующего вещества.
Кроме того, для поддерживания проходящих жгутов разделенными для обеспечения нанесения клеевого слоя могут использоваться и другие средства. Например, применение валка (валков) или барабана (барабанов), покрытых фрикционным материалом, например силиконом, для поддерживания прохождения жгутов разделенными. Поддерживать проходящие жгуты разделенными можно путем расположения их зажатыми, например между двумя лентами, предпочтительно имеющими фрикционные поверхности, например подобные поверхности из силикона. Эти зажимные или барабанные/валковые устройства могут также применяться в сочетании с нагревом или нанесением связующего вещества.
Нагреватель может обеспечивать тепло жгутам разными путями, такими как кондуктивный теплообмен, конвективный теплообмен и теплообмен излучением (например, посредством инфракрасного излучения, высокочастотного излучения или ультразвукового излучения, или пропускания электрического тока через волокна). На этом этапе в дополнение к нагреванию может прикладываться и давление для приклеивания пористого клеевого слоя к противолежащей поверхности слоя жгутов.
Устройство для нанесения связующего вещества может подавать и наносить подходящий химический состав на проходящие жгуты с осуществлением прямого контакта (например путем намазывающего действия валка) или с осуществлением непрямого контакта (например распылением). Опять-таки на этом этапе может прикладываться и давление.
При приклеивании пористый клеевой слой в определенной степени размягчается/плавится на нагретом жгуте, тем самым создавая адгезионное поверхностное сцепление со жгутами в слое волокон. Однако во избежание слишком глубокого проникания расплава в жгуты нагревание предпочтительно контролируется, и тем самым разделительные каналы поддерживаются открытыми и предотвращается разрушение клеевого слоя. Подобным образом, поверх противолежащей поверхности слоя волокон/элементарных волокон проходящих жгутов устройством для нанесения связующего вещества с осуществлением непрямого контакта создается пористый клеевой слой. Опять-таки, во избежание заполнения промежутков между жгутами связующим веществом нанесение связующего вещества предпочтительно контролируется, и тем самым разделительные каналы поддерживаются открытыми.
Эти и другие признаки и преимущества настоящего изобретения будут дополнительно разъяснены в последующем описании со ссылками на описанные ниже варианты осуществления.
Краткое описание графического материала
В целях пояснения на примерах настоящее изобретение будет далее описано более подробно со ссылками на варианты его осуществления, проиллюстрированные на прилагаемом графическом материале, где:
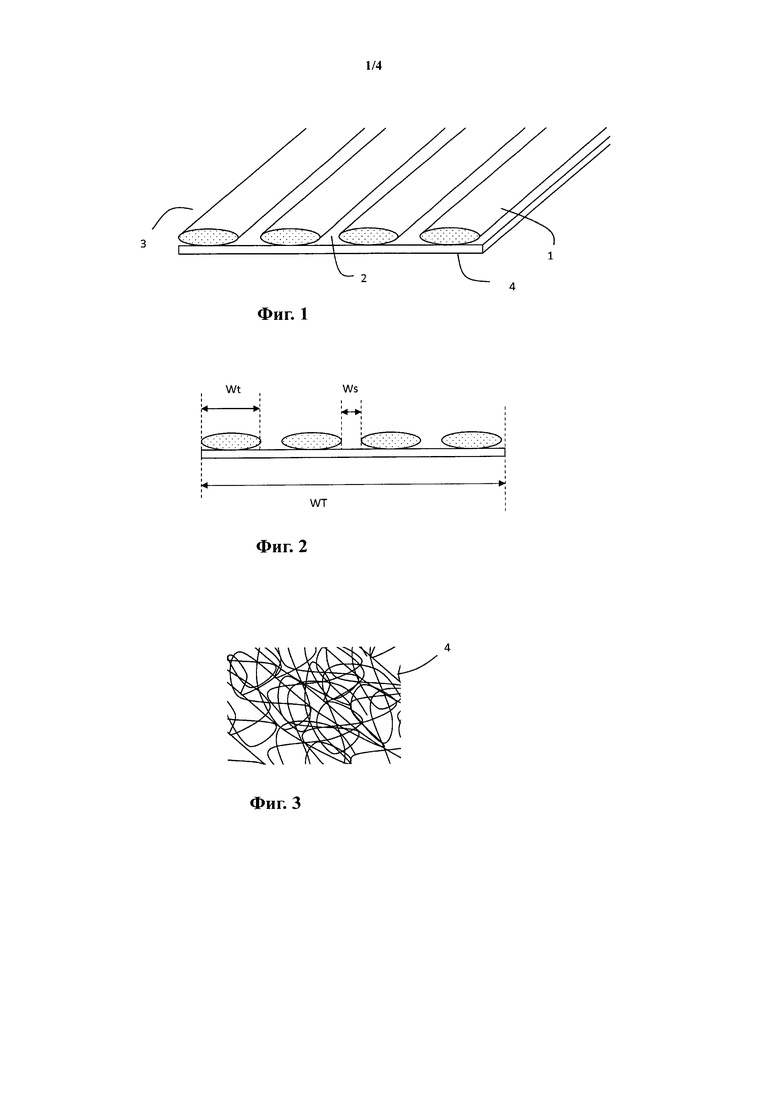
фиг. 1 представляет собой схематический вид в перспективном изображении содержащего промежутки однонаправленного лентовидного армирующего материала в соответствии с одним вариантом осуществления настоящего изобретения;
фиг. 2 представляет собой разрез содержащего промежутки однонаправленного лентовидного армирующего материала, показанного на фиг. 1;
фиг. 3 представляет собой вид сверху пористого клеевого слоя в соответствии с одним вариантом осуществления настоящего изобретения;
фиг. 4 представляет собой схематический покомпонентный вид материала NCF в соответствии с настоящим изобретением, иллюстрирующий различные варианты осуществления;
фиг. 5 представляет собой схематическую иллюстрацию двух разных вариантов осуществления - фиг. 5а и 5b соответственно - устройства для получения содержащего промежутки однонаправленного лентовидного армирующего материала в соответствии с вариантами осуществления настоящего изобретения;
фиг. 6 представляет собой более подробный вид устройства для получения разделения между жгутами; и
фиг. 7а-7d представляют собой разрезы различных вариантов осуществления предлагаемых содержащих промежутки однонаправленных лентовидных армирующих материалов.
Подробное описание предпочтительных вариантов осуществления
В последующем подробном описании будут описаны предпочтительные варианты осуществления настоящего изобретения. Следует, однако, понимать, что признаки разных вариантов осуществления являются взаимозаменяемыми между вариантами осуществления и могут по-разному комбинироваться, если конкретно не указано иначе. Можно также отметить, что для большей ясности размеры некоторых компонентов, проиллюстрированных на графическом материале, могут отличаться от соответствующих размеров у реальных реализаций изобретения. Даже хотя в последующем описании для обеспечения более глубокого понимания настоящего изобретения приведены многочисленные конкретные детали, специалисту в области техники, к которой относится изобретение, будет ясно, что настоящее изобретение может быть практически осуществлено и без этих конкретных деталей. В некоторых случаях, чтобы не загромождать описание ненужными деталями, хорошо известные конструкции и функции подробно не описываются.
На фиг. 1 и 2 проиллюстрирована лента из содержащего промежутки однонаправленного лентовидного армирующего материала в соответствии с одним вариантом осуществления. Армирующий материал образует лентовидный сухой волокнистый армирующий материал, содержащий множество жгутов 1, каждый из которых содержит множество однонаправленных волокон, например из углерода. Жгуты 1 образуют слой 3 волокон/элементарных волокон, имеющий множество по существу однонаправленно ориентированных жгутов, расположенных вдоль друг друга и разделенных между собой. Жгуты 1 соединяются с пористым клеевым слоем 4 посредством скрепления поверхностей.
Жгуты слоя 3 волокон/элементарных волокон, соединенные пористым клеевым слоем 4, отделены друг от друга разделительными каналами 2.
Элементарные волокна/волокна жгутов, образующие по меньшей мере один слой волокон/элементарных волокон, предпочтительно содержат волокна одного или нескольких видов, выбранных из группы, состоящей из волокон из углерода, стекла, керамики, арамида, РВО и/или других полимерных волокон с высокими эксплуатационными характеристиками или смеси некоторых или всех из этих волокон. В частности, предпочтительны слои элементарных волокон, содержащие углеродные волокна или состоящие из них.
Разделительные каналы 2 предпочтительно имеют ширину Ws в диапазоне 0,1-1,0 мм, предпочтительно в диапазоне 0,2-0,8 мм, и наиболее предпочтительно в диапазоне 0,25-0,75 мм, например 0,5 мм. Однако постоянная ширина для всех разделительных каналов не обязательна; они могут быть разной ширины относительно друг друга, и/или каждый такой разделительный канал может иметь изменяющуюся ширину. Жгуты 1 предпочтительно имеют ширину Wt в диапазоне 1-20 мм, предпочтительно в диапазоне 2-15 мм, наиболее предпочтительно в диапазоне 2-10 мм, например 5 мм. Однако постоянная ширина для всех жгутов не обязательна; они могут иметь разную ширину относительно друг друга, и/или каждый жгут может иметь изменяющуюся ширину.
Подобным образом, разделительные каналы предпочтительно образуют часть общего объема содержащего промежутки однонаправленного лентовидного армирующего материала. Предпочтительно, совокупный объем разделительных каналов составляет 1-20% общего объема лентовидного армирующего материала, более предпочтительно составляет 1-15% или 2-15% общего объема, наиболее предпочтительно 1-10% или 2-10% или 3-10%.
Содержащий промежутки однонаправленный армирующий материал предпочтительно имеет ширину WT в диапазоне 1 см - 2 м, предпочтительно в диапазоне 3 см - 1,5 м, наиболее предпочтительно в диапазоне 10-60 см, например 30 см.
Каждый жгут предпочтительно содержит некоторое число элементарных волокон в диапазоне 1000-50000 штук, предпочтительно в диапазоне 1000-25000 штук, и наиболее предпочтительно в диапазоне 3000-24000 штук.
Пористый клеевой слой предпочтительно представляет собой клеевое полотно. Клеевое полотно может представлять собой, например, нетканое полотно, изготовленное из термопластика или полимерных волокон или структур, напоминающих волокна. В другом аспекте пористый клеевой слой мог бы быть также в виде подходящего препрега, на который может непосредственно укладываться слой волокон/элементарных волокон, образованный разделенными жгутами. Пористый клеевой слой предпочтительно выполнен из термоплавкого термопластика, предпочтительно содержащего по меньшей мере одно из полиамида, полиэфира, полиолефина, полипропилена и полиуретана, и/или представляет собой термоотверждающийся материал на основе эпоксидной смолы.
Пример части нетканого пористого клеевого слоя 4, полученного способом скрепления прядением, схематически проиллюстрирован на фиг. 3. Альтернативно, могут использоваться и другие типы клеевого слоя, такие как тканые клеевые слои, сетеобразные клеевые слои и т.п.
Клеевой слой 4 может располагаться на одной или обеих сторонах слоя (слоев) волокон/элементарных волокон разделенных жгутов 3, или прокладываться между слоями жгутов.
В схематических вариантах осуществления некоторых разных типов содержащих промежутки однонаправленных лент, показанных на фиг. 7, армирующий материал согласно фиг. 7а содержит пористый клеевой слой 4, приклеенный к одной стороне слоя 3 волокон/элементарных волокон разделенных жгутов. В схематическом варианте осуществления на фиг. 7b слой 3 волокон/элементарных волокон разделенных жгутов проложен между верхним и нижним клеевыми слоями 4а и 4b. В схематическом варианте осуществления на фиг. 7с клеевой слой 4 проложен между двумя слоями 3а и 3b волокон/элементарных волокон соответствующих разделенных жгутов. Иными словами, клеевой слой 4 обычно приклеивается к верхнему 3а и нижнему 3b слоям соответствующих разделенных жгутов. Наконец, в варианте осуществления на фиг. 7d предлагается пятислойная структура, содержащая, начиная с верхней стороны, первый наружный клеевой слой 4а, первый слой 3а волокон/элементарных волокон разделенных жгутов, второй промежуточный клеевой слой 4b, второй слой 3b волокон/элементарных волокон разделенных жгутов и третий наружный клеевой слой 4с. Как ясно специалисту в области техники, к которой относится изобретение, возможны также многие другие комбинации.
Ленты из содержащего промежутки однонаправленного армирующего материала могут также использоваться для образования тканых полотен или других типов плетеных тканей. Ленты из содержащего промежутки однонаправленного армирующего материала могут также использоваться для изготовления препрегов.
В соответствии с одним вариантом осуществления содержащий промежутки однонаправленный армирующий материал используется для получения мультиаксиального армирующего материала, такого как мультиаксиальная прошитая ткань (NCF), содержащая множество слоев по существу однонаправленного волокнистого армирующего материала, расположенных в слоистой структуре, причем направление волокон, по меньшей мере, некоторых из слоев армирующего материала проходит в разных направлениях, при этом по меньшей мере один из слоев армирующего материала представляет собой содержащий промежутки однонаправленный армирующий материал. Для образования ткани эти слои предпочтительно соединяют стежками, например полиэфирной нитью. Содержащий промежутки однонаправленный армирующий материал может включаться в соединенный стежками армирующий материал, или наноситься на одну или несколько поверхностей, или использоваться как промежуточный слой относительно этих соединенных стежками армирующих материалов.
Один такой вариант осуществления схематически проиллюстрирован на фиг. 4.
В этом варианте осуществления предлагаются множество слоев армирующего материала, расположенных с разной ориентацией. Слои предпочтительно расположены симметрично относительно центральной плоскости. В этом иллюстративном примере слои армирующего материала предусмотрены с ориентацией нуль градусов, что означает, что волокна слоя ориентированы в линию с направлением производства и направлением товароотвода (проиллюстрированных стрелкой), и с ориентациями +45 и -45 градусов. По меньшей мере, слои армирующего материала, ориентированные в направлении нуль градусов, предпочтительно относятся к типу вышеописанного содержащего промежутки однонаправленного армирующего материала.
Фиг. 4 иллюстрирует различные возможные исполнения. В одной альтернативе ориентированные в направлениях +45 и -45 градусов слои армирующего материала расположены как обычные NCF а, с, е и g, а содержащие промежутки однонаправленные армирующие материалы b, d и f, ориентированные в направлении нуль градусов, расположены между ними (т.е., между а, с, е и g). Альтернативно, а-с могут образовывать первую прошитую NCF A, a e-g могут образовывать вторую прошитую NCF С с промежуточным слоем В содержащего промежутки однонаправленного армирующего материала, проложенным между ними (т.е., между А и С). В соответствии с еще одной альтернативой все слои а-g могут располагаться в одной NCF АА.
Теперь специалист в области техники, к которой относится изобретение, может понять, что возможны и многие другие комбинации, включающие больше или меньше слоев, а также слои содержащего промежутки однонаправленного армирующего материала, ориентированные в других направлениях.
Далее со ссылками на фиг. 5 будут описаны примерные варианты осуществления устройства для изготовления содержащего промежутки однонаправленного армирующего материала.
В первом варианте осуществления, проиллюстрированном на фиг. 5а, волокна жгута вначале разделяются и предпочтительно расправляются, так что жгуты, расположенные по существу с однонаправленной ориентацией вдоль друг друга для образования слоя волокон/элементарных волокон жгутов, причем каждый жгут содержит множество по существу однонаправленных волокон, причем жгуты, образующие по меньшей мере один слой, разделены друг от друга разделительным расстоянием. Эта лента из содержащего промежутки однонаправленного армирующего материала может изготавливаться в разделяющем устройстве 13. Разделяющее устройство 13 разделает и расправляет волокна жгутов, подаваемых катушками 11 с катушечной рамки, в отдельные расправленные жгуты и поддерживает отдельные расправленные жгуты отделенными друг от друга путем использования множества штифтов или планок 131, выступающих с поверхности, с которыми расправленные жгуты находятся в контакте, и которые находятся между расправленными жгутами 1, как проиллюстрировано на фиг. 6, образуя промежуточный слой волокон/элементарных волокон жгутов, разделенных требуемым расстоянием. Таким образом, группа из множества выступающих штифтов/планок разделяет жгуты подобно гребенке.
Кроме того, для поддерживания проходящих жгутов разделенными для обеспечения нанесения клеевого слоя могут использоваться и другие средства. Например, применение валка (валков) или барабана (барабанов), покрытых фрикционным материалом, например силиконом, для поддерживания прохождения жгутов разделенными. Поддерживать проходящие жгуты разделенными можно путем расположения их зажатыми, например между двумя лентами. Эти зажимные или барабанные/валковые устройства могут также применяться в сочетании с нагревом или нанесением связующего вещества.
Одновременно с подачей жгутов с катушек 11 с одного или нескольких роликов 12 подается также пористый клеевой слой 4.
Пористый клеевой слой (слои) 4 и слой (слои) 3 волокон/элементарных волокон, содержащий (содержащие) разделенные жгуты, сводят вместе, например посредством подходящих направляющих 14, например представляющих собой пару направляющих валков. Предусмотрен и соответственно расположен следующим нагреватель или устройство 15 для нанесения связующего вещества. Нагреватель прикладывает тепло к объединенным слоям 3 и 4 жгутов и клеевого материала.
Нагреватель может обеспечивать тепло жгутам разными путями, такими как кондуктивный теплообмен, конвекционный теплообмен и теплообмен излучением (например, посредством инфракрасного излучения, высокочастотного излучения или ультразвукового излучения). На этом этапе в дополнение к нагреванию может прикладываться и давление для приклеивания пористого клеевого слоя к противолежащей поверхности жгутов.
Устройство для нанесения связующего вещества может подавать и наносить подходящий химический состав на проходящие жгуты с осуществлением прямого контакта (например путем намазывающего действия валка) или с осуществлением непрямого контакта (например распылением). Опять-таки на этом этапе может прикладываться и давление.
Полученный содержащий промежутки однонаправленный армирующий материал затем непрерывно продвигается устройством 16 продвижения и сматывается в катушку или иную подходящую упаковку намоточным узлом (не показанным) для последующего применения.
Во втором варианте осуществления устройства для изготовления, проиллюстрированном на фиг. 5b, подача пористого клеевого полотна 12 заменена устройством 15b для нанесения связующего вещества, подающего клеевое полотно 4 непосредственно на верх разделенных жгутов слоя 3 волокон/элементарных волокон. Устройство для нанесения связующего вещества может создавать пористое клеевое полотно путем распыления расплавленного термопластика или термоотверждающегося материала на основе эпоксидной смолы поверх слоя волокон/элементарных волокон. За исключением этих отличий, остальные части устройства на фиг. 5b остаются такими же, как в варианте осуществления на фиг. 5а.
Изобретение описано со ссылками на конкретные варианты осуществления. Однако возможны несколько изменений армирующего материала, и способа и устройства для изготовления. Так, например, армирующий материал может иметь больше или меньше слоев, иметь различные размеры и составы, и в способе и устройстве могут применяться прикладывание тепла, нанесение связующего вещества и т.д. различными путями и в разных последовательностях. Кроме того, этапы изготовления могут выполняться в несколько ином порядке, например до некоторой степени поэтапно или одновременно.
Эти и другие очевидные изменения должны рассматриваться как находящиеся в объеме настоящего изобретения, определенном прилагаемой формулой изобретения. Следует отметить, что вышеупомянутые варианты осуществления иллюстрируют настоящее изобретение, но не ограничивают его объем, и специалисты в области техники, к которой относится изобретение, смогут разработать много альтернативных вариантов осуществления в пределах сущности и объема прилагаемой формулы изобретения. В формуле изобретения любые позиции в круглых скобках не должны толковаться как ограничивающие данный пункт формулы. Слово «содержащий» в соответствующих роде, числе и падеже не исключает присутствия других элементов или этапов помимо перечисленных в пункте формулы изобретения. Единственное число, относящееся к элементу, не исключает присутствия множества таких элементов. Кроме того, функции нескольких средств, упомянутых в формуле изобретения, может выполнять одиночный узел.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГИБРИДНЫЙ ТКАНЫЙ ТЕКСТИЛЬНЫЙ МАТЕРИАЛ ДЛЯ АРМИРОВАНИЯ КОМПОЗИТА | 2015 |
|
RU2705997C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОГО ИЗДЕЛИЯ | 2015 |
|
RU2697451C2 |
| СУХОЙ ВОЛОКНИСТЫЙ МАТЕРИАЛ ДЛЯ ДАЛЬНЕЙШЕЙ ПРОПИТКИ СМОЛОЙ | 2012 |
|
RU2628374C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕКСТИЛЬНОЙ ОДНОНАПРАВЛЕННОЙ ТКАНИ | 2018 |
|
RU2756286C2 |
| МАТЕРИАЛ ПРЕПРЕГА, СПОСОБНЫЙ ОБЕСПЕЧИВАТЬ ЗАЩИТУ ОТ УДАРА МОЛНИИ И СТОЙКОСТЬ К ПРОЖОГУ | 2016 |
|
RU2724263C2 |
| ГИБРИДНАЯ ВУАЛЬ В КАЧЕСТВЕ ПРОМЕЖУТОЧНОГО СЛОЯ В КОМПОЗИЦИОННЫХ МАТЕРИАЛАХ | 2016 |
|
RU2713325C2 |
| УЛУЧШЕНИЯ КОМПОЗИТНЫХ МАТЕРИАЛОВ | 2013 |
|
RU2632454C2 |
| ПРОШИТОЕ МУЛЬТИАКСИАЛЬНОЕ МНОГОСЛОЙНОЕ НЕТКАНОЕ ПОЛОТНО | 2011 |
|
RU2555688C2 |
| ТЕКСТИЛЬНАЯ ПОДЛОЖКА, ИЗГОТОВЛЕННАЯ ИЗ АРМИРУЮЩИХ ВОЛОКОН | 2016 |
|
RU2705612C1 |
| СПОСОБ СВАРКИ ДЕТАЛЕЙ ИЗ ТЕРМОПЛАСТИЧЕСКОГО МАТЕРИАЛА | 2019 |
|
RU2767025C1 |



Изобретение относится к области волокнистых армирующих материалов - волокнистых наполнителей или заготовок для композитного материала и касается лентовидного сухого волокнистого армирующего материала. Лентовидный сухой волокнистый армирующий материал (лента из содержащего промежутки однонаправленного армирующего материала) имеет каналы или пути потока, созданные включением слоя разделенных жгутов волокон, удерживаемых по меньшей мере одним клеевым слоем. Раскрыты также способ и устройство для производства содержащих промежутки однонаправленных лент. Изобретение обеспечивает создание усовершенствованного лентовидного волокнистого сухого армирующего материала за счет лучшей пропитки смолами и/или больше ориентаций в мультиаксиальных структурах, обеспечивая экономически эффективное производство композитных материалов. 5 н. и 10 з.п. ф-лы, 11 ил.
1. Лентовидный сухой волокнистый армирующий материал, такой как армирующий материал для композитного материала, содержащий по меньшей мере один слой волокон/элементарных волокон, имеющий множество волокон/элементарных волокон, расположенных во множестве по существу однонаправленных жгутов, расположенных вдоль друг друга, причем каждый жгут содержит множество по существу однонаправленных волокон или элементарных волокон, и по меньшей мере один пористый клеевой слой, прикрепленный к жгутам по меньшей мере одного слоя волокон/элементарных волокон за счет поверхностного соединения, при этом жгуты по меньшей мере одного слоя волокон/элементарных волокон отделены друг от друга разделительными каналами.
2. Лентовидный сухой волокнистый армирующий материал по п. 1, отличающийся тем, что волокна/элементарные волокна указанного по меньшей мере одного слоя волокон/элементарных волокон включают волокна/элементарные волокна из по меньшей мере одного из углерода, стекла, керамики, арамида, РВО и/или других полимерных волокон с высокими эксплуатационными характеристиками или смеси некоторых или всех из этих волокон.
3. Лентовидный сухой волокнистый армирующий материал по п. 1 или 2, отличающийся тем, что разделительные каналы имеют ширину в диапазоне 0,1-1,0 мм, предпочтительно в диапазоне 0,2-0,8 мм, наиболее предпочтительно в диапазоне 0,25-0,75 мм, например 0,5 мм.
4. Лентовидный сухой волокнистый армирующий материал по любому из предыдущих пунктов, отличающийся тем, что жгуты имеют ширину в диапазоне 1-20 мм, предпочтительно в диапазоне 2-15 мм, наиболее предпочтительно в диапазоне 2-10 мм, например 5 мм.
5. Лентовидный сухой волокнистый армирующий материал по любому из предыдущих пунктов, отличающийся тем, разделительные каналы образуют часть общего объема лентовидного армирующего материала, причем совокупный объем разделительных каналов в лентовидном армирующем материале составляет 1-20% общего объема лентовидного армирующего материала, и более предпочтительно составляет 1-15% общего объема лентовидного армирующего материала, и наиболее предпочтительно составляет 1-10% общего объема лентовидного армирующего материала.
6. Лентовидный сухой волокнистый армирующий материал по любому из предыдущих пунктов, отличающийся тем, армирующий материал имеет ширину в диапазоне 1 см - 2 м, предпочтительно в диапазоне 3 см - 1,5 м, наиболее предпочтительно в диапазоне 10-60 см, например 30 см.
7. Лентовидный сухой волокнистый армирующий материал по любому из предыдущих пунктов, отличающийся тем, что каждый жгут содержит некоторое число элементарных волокон в диапазоне 1000-50000 штук, и предпочтительно в диапазоне 1000-25000 штук, и наиболее предпочтительно в диапазоне 3000-24000 штук.
8. Лентовидный сухой волокнистый армирующий материал по любому из предыдущих пунктов, отличающийся тем, что пористый клеевой слой включает в себя клеевое полотно, и при этом клеевое полотно предпочтительно представляет собой нетканое полотно, изготовленное из термопластичного полимера или компонента термоотверждающейся смолы.
9. Лентовидный сухой армирующий материал по любому из предыдущих пунктов, отличающийся тем, что пористый клеевой слой выполнен из термоплавкого термопластика и/или компонента материала на основе эпоксидной смолы, и предпочтительно термоплавкого термопластика, содержащего по меньшей мере одно из полиамида, полиэфира, полиолефина, полипропилена и полиуретана.
10. Мультиаксиальный армирующий материал, содержащий множество слоев по существу однонаправленного волокнистого армирующего материала, расположенных в конструкции типа сэндвич, причем направление волокон по меньшей мере некоторых из слоев армирующего материала проходит в разных направлениях, при этом по меньшей мере один из слоев армирующего материала представляет собой лентовидный сухой волокнистый армирующий материал по одному из пп. 1-9.
11. Мультиаксиальный армирующий материал по п. 10, отличающийся тем, что мультиаксиальный армирующий материал представляет собой ткань из прошитых неизвитых волокон.
12. Ткань, содержащая два набора лентовидных армирующих материалов, расположенных в переплетенной или взаимосоединенной конфигурации, при этом по меньшей мере некоторые из лентовидных армирующих материалов представляют собой лентовидные сухие волокнистые армирующие материалы по любому из пп. 1-11.
13. Способ получения лентовидного сухого волокнистого армирующего материала, такого как армирующий материал для композитного материала, включающий:
расположение жгутов по существу с однонаправленной ориентацией вдоль друг друга с образованием по меньшей мере одного слоя волокон/элементарных волокон, причем каждый жгут содержит множество по существу однонаправленных волокон/элементарных волокон, при этом жгуты указанного по меньшей мере одного слоя волокон/элементарных волокон разделены друг от друга разделительным расстоянием;
выполнение пористого клеевого слоя по меньшей мере на одной стороне указанного слоя волокон/элементарных волокон; и
прикрепление пористого клеевого слоя к слою волокон/элементарных волокон за счет поверхностного соединения, например посредством нагрева, путем применения подходящего связующего вещества и/или путем прижатия.
14. Устройство для образования лентовидного сухого волокнистого армирующего материала, такого как армирующий материал для композитного материала, содержащее:
разделяющее устройство, предназначенное для расположения волокон/элементарных волокон в по существу однонаправленные жгуты вдоль друг друга для образования слоя волокон/элементарных волокон, причем каждый жгут содержит множество по существу однонаправленных элементарных волокон, при этом жгуты по меньшей мере одного слоя элементарных волокон разделены друг от друга разделительным расстоянием;
крепежное или подающее устройство, предназначенное для укладки пористого клеевого слоя по меньшей мере на одной стороне указанного слоя волокон/элементарных волокон; и
нагреватель или устройство для нанесения связующего вещества для прикрепления пористого клеевого слоя к слою волокон/элементарных волокон за счет поверхностного соединения путем нагревания или присоединения с образованием химической связи, предпочтительно в сочетании с прижимным устройством.
15. Устройство по п. 14, отличающееся тем, что разделяющее устройство содержит множество штифтов или планок, выступающих и проходящих между жгутами для создания разделительных расстояний.
| US 6503856 B1, 07.06.2003 | |||
| US 2002124900 A1, 12.09.2002 | |||
| WO 2006075962 A1, 20.07.2006 | |||
| WO 2008148791 A1, 11.12.2008. |

