Изобретение предназначено для формовки изделий из вязкого материала.
Способ формовки изделий из вязкой массы, выполненных из двух или более цветов, например изделий из искусственной кожи или чего-либо подобного, получаемых из таких материалов, как термопластичные, термореативные и эластомерные смолы в виде порошка, включает стадии формовки прокладки, имеющей профиль упомянутой формы вдоль той ее линии, которая определяет на отформованном изделии соответствующую разделительную линию между двумя различными цветами; создание на внутренней стороне формы вдоль разделительной линии по меньшей мере одной разделительной стенки, чтобы тем самым образовать внутри формы два отдельных полупространства, жесткое крепление прокладки к разделительной стенке в непосредственной близости от формы, чтобы за счет этого образовать уплотнение внутри формы между упомянутыми двумя полупростанствами; формовку из вязкой массы слоя первого материала, образующего первый из упомянутых цветов, при этом упомянутый слой прилипает к форме только на стенках первого полупространства, образованного внутри нее; затвердевание слоя упомянутого первого материала, прилипающего к форме; удаление из формы разделительной стенки и взаимосвязанной с ней прокладки и, наконец, посредством формовки вязкой массы образование в форме непрерывного слоя второго материала, образующего второй из упомянутых цветов, и так далее соответственно требуемому количеству цветов (EP, заявка 0476742, кл. B 29 C 41/22, 1992).
В некоторых самых последних случаях практического применения этого способа контур готового изделия постепенно принимал более сложные формы, в частности в случаях применения на самоходных транспортных средствах для изготовления внутренних деталей, таких как щитки управления и облицовки. Поэтому упомянутая разделительная линия между двумя цветами готового изделия, а следовательно, соответствующий профиль формы и прокладка должны соответствовать довольно сложной конфигурации, часто содержащей канавки, выступы и вырезы.
В частности, в течение процесса формовки, при котором форма приходит в соприкосновение с разделительной стенкой, несущей прокладку, как установлено, весьма затруднительно приспособить прокладку к профилю формы, содержащему один или более вырезы.
Установлено, что в некоторых случаях невозможно приспособить прокладку к определенным зонам формы, имеющим вырезы, таким способом, который гарантировал бы уплотнение в течение формовки, если профиль формы в этой зоне сложен.
По этим причинам технический результат изобретения заключается в усовершенствовании способа, описанного в европейской заявке на патент N 0476742, с тем чтобы эффективно решить технические проблемы обеспечения оптимального уплотнения прокладки даже для сложных конфигураций формы, в частности таких, профиль которых содержит вырез.
Этот технический результат, а также дополнительные преимущества, которые будут очевидны из дальнейшего описания, достигаются согласно изобретению посредством прокладки, имеющей профиль формы, предназначенной для формовки изделий из вязкого материала, например изделий из искусственной кожи или чего-либо подобного из материалов, выбранных из термопластичных, термореактивных и эластомерных смол в виде порошка, при этом упомянутый профиль будет таковым вдоль той линии формы, которая определяет на отформованном изделии соответствующую разделительную линию между двумя различными цветами, причем упомянутая прокладка жестко крепится к разделительной стенке, которая определяет два отдельных полупространства внутри формы, отличающийся тем, что в прокладке с заданным распределением расположено большое количество вставок из жесткого материала, при этом каждая из них независимо контролируется приводным устройством, с тем чтобы обеспечить возможность выполнения движений растяжения или сжатия посредством приведения в действие вставок.
Отличительные признаки и преимущества изобретения будут очевидны в большей степени из описания одного варианта его осуществления. Вариант не следует рассматривать ограничивающим объем патента.
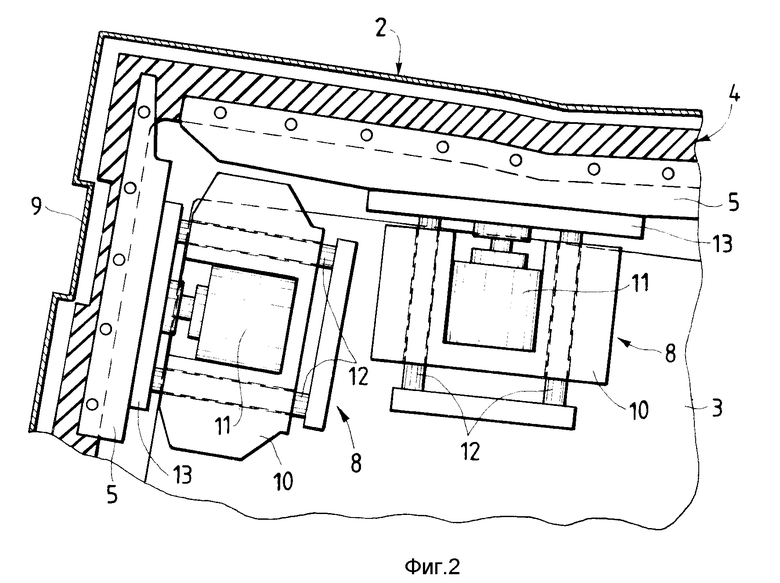
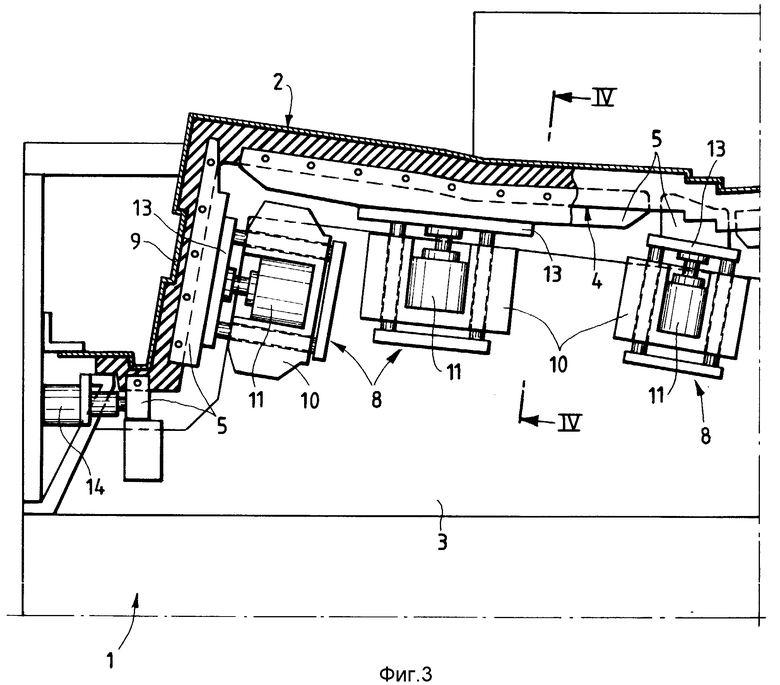
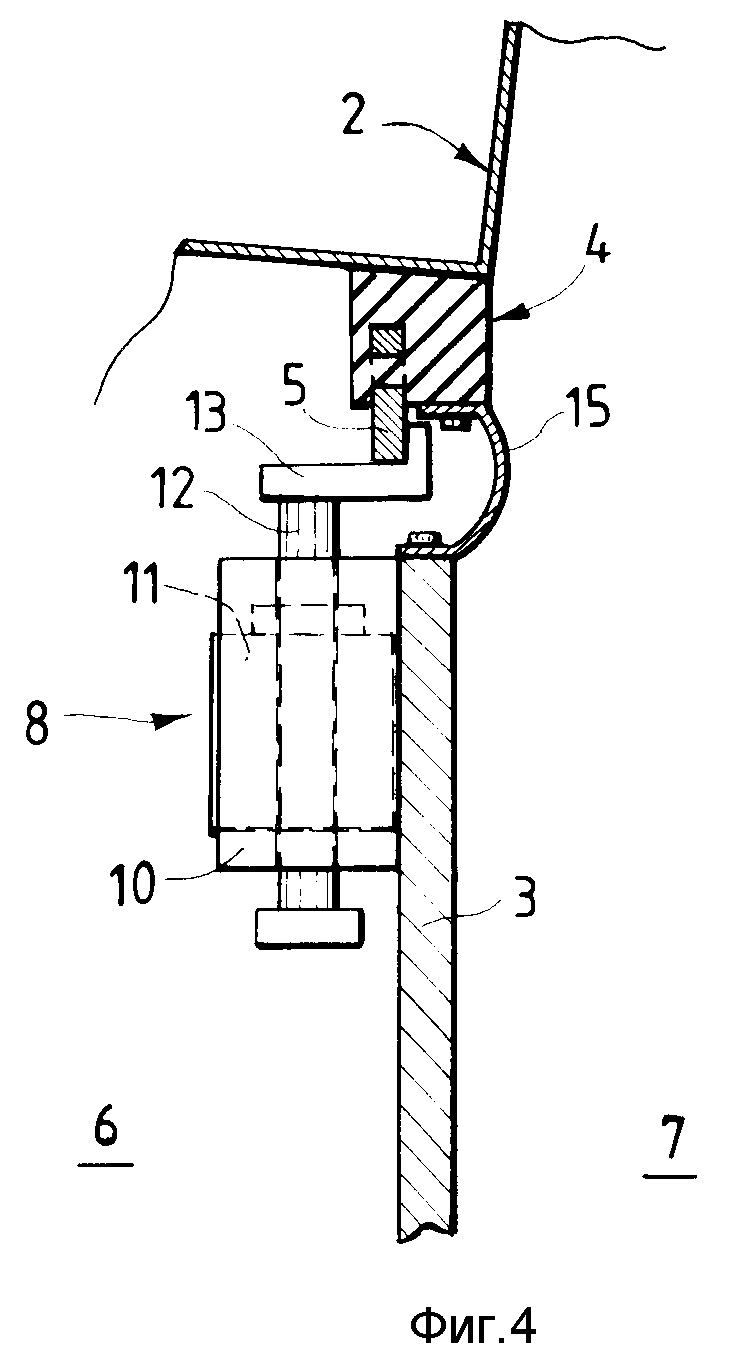
На фиг. 1 представлен частичный вид в сечении формовочного устройства для осуществления способа согласно изобретению, находящегося в том рабочем положении, в котором форма не находится в зацеплении с прокладкой; на фиг. 2 - фрагмент фиг. 1; на фиг. 3 - фрагмент устройства на фиг. 1 в ином рабочем положении, в котором форма связана с прокладкой; на фиг. 4 - вид в сечении по линии IV-IV на фиг. 3.
На фиг. 1 позицией 1 обозначен резервуар с вязкой массой для формовки, обращенный к форме 2, показанной в положении, в котором она подвергается поступательному движению.
Резервуар разделен в продольном направлении на две части посредством вертикальной стенки 3, которая проходит в резервуар и при закрытом положении, показанном на фиг. 3, также проходит в вышележащую форму, с тем чтобы образовать в последней два полупространства, обозначенных на фиг. 4 позициями 6 и 7.
По всей кромке разделительной стенки 3, обращенной к форме 2, жестко прикреплена прокладка 4 для обеспечения уплотнения между двумя упомянутыми полупространствами 6 и 7.
Эта прокладка имеет тот же самый профиль, что и форма 2 вдоль той линии на форме, которая определяет на окончательно отформованном изделии соответствующую линию разделения между двумя разными цветами, получаемыми из соответствующего пластмассового порошка, содержащегося в упомянутом резервуаре 1. Прокладка 4 снабжена большим количеством вставок 5 из жесткого материала, например металла, имеющих разные формы и размеры в зависимости от места, в котором они вставляются в прокладку. Распределение этих вставок внутри прокладки определяется ее формой.
Каждая из вставок независимо удерживается и управляется приводными устройствами 8, которые могут быть механическими, гидравлическими или пневматическими.
Как будет более ясно из вида в сечении на фиг. 4, каждое из упомянутых устройств 8 состоит из кожуха 10, жестко соединенного со стенкой 3 и вмещающего поршень 11 с направляющими штоками 12, и приводит в действие пластину 13, жестко соединенную со вставками 5, которые заделаны в прокладку 4 и выступают из нее в нижнем направлении.
Приводные устройства 14 также созданы в периметрической зоне резервуара 1 для управления перемещением вставок в концевой зоне прокладки.
Уплотнение между разделительной стенкой 3 и прокладкой 4 в зоне, в которой действует приводное устройство, осуществляется посредством эластичного уплотнения, например гофрированной стенки 15.
Работа конструкции, собранной согласно чертежам, осуществляется следующим образом. Когда линия разделения между двумя цветами определена в готовом изделии согласно производственным требованиям, эта линия разделения по форме и характеру должна точно соответствовать профилю формы 2 в той зоне, в которой должна быть установлена прокладка 4. Эта прокладка либо может быть отформована в отдельной форме, либо образована непосредственно в форме 2 в зоне, в которой определена линия разделения между двумя различными цветами.
Прокладка 4 образована посредством литья жидкого силиконового каучука после заделки в него вставок 5 перед формовкой, причем эти вставки имеют форму, размер и распределение, определяемые характером профиля формы, с которым должна сопрягаться прокладка 4. Затем способом, показанным на фиг. 4, прокладка соединяется с разделительной стенкой 3 резервуара 1, несущей приводные средства 8.
На фиг. 1 представлены относительные положения формы 2 и резервуара 1, несущих прокладку 4 на начальной стадии операции, при которой форма опускается на резервуар 1.
На этой операционной стадии на фиг. 1 прокладка 4 показана сплошными линиями в положении, в котором она отведена от ее нормального положения, которое показано штрихпунктирными линиями (фактически эквивалентное положению формы после закрывания). Это отведенное положение достигается работой приводных устройств 8, когда они перемещаются в их сжатое положение, показанное на фиг. 2.
В варианте осуществления конструкции, представленном на чертежах, профиль формы 2, который должен сопрягаться с прокладкой 4, содержит различные зоны с вырезами, обозначенные позиций 9.
Очевидно, что если форма 2 должна быть установлена на разделительной стенке 3 резервуара 1 без первоначального отвода прокладки 4, между этими зонами с вырезами и прокладкой будет иметь место помеха, так что будет невозможно обеспечить между ними уплотнение, причем эти вырезы определяют зоны очевидных помех и, следовательно, возможного прерывания уплотнения.
По этим причинам в течение первоначального опускания формы 2 прокладка 4 отводится, как показано на фиг. 1, в положение, представленное сплошными линиями.
Форма 2 с прокладкой 4 в этом отведенном положении полностью опускается на резервуар 1 до конечного положения, показанного на фиг. 2.
На фиг. 2 можно видеть, что, когда прокладка 4 находится в положении, отведенном от ее нормального положения, форма 2 может быть полностью опущена до ее закрытого положения на резервуаре 1 без помех в зонах с вырезами.
При достижении этого положения, в котором форма 2 замкнута на резервуаре 1, приводятся в действие приводные устройства 8 для растяжения прокладки до тех пор, пока она не достигнет конечного положения, показанного на фиг. 3, в котором прокладка 4 сжата относительно соответствующим образом спрофилированной зоны на форме 2.
Это сжатие прокладки 4 относительно формы 2, которое показано на фиг. 3, обеспечивает получение совершенного уплотнения в каждой зоне контакта между прокладкой и формой, тем самым полностью изолируются друг от друга полупространства 6 и 7, образуемые стенкой 3 внутри формы. Следовательно, положение, показанное на фиг. 3, - это положение формы, в котором она готова для проведения формовочной операции, которая описана в заявке на европейский патент N 0476742.
В отношении последующих стадий формовочного процесса должна быть сделана ссылка на эту заявку, составленную автором настоящего описания.
Следовательно, как можно видеть, изобретение обеспечивает идеальную прокладку, конструируемую для рассматриваемого процесса, которая способна обеспечить совершенное уплотнение в каждой зоне рассматриваемого профиля формы даже в положениях, особенно трудных из-за наличия вырезов, канавок или выступов на внутренней стенке формы, подлежащей уплотнению.
Этот уплотняющий эффект становится возможным за счет действия приводных устройств на прокладку через заделанные в ней металлические вставки, которые обеспечивают распределение нагрузки от приводного устройства вдоль прокладки равномерным и идеальным способом.
Прокладка предназначена для формы для изготовления из вязкой массы изделий, состоящих из двух или более цветов. Прокладка может быть использована при изготовлении изделий из искуственной кожи или тому подобных материалов, выбранных из термопластичных, термореактивных и эластомерных смол в виде порошка. При этом продольный профиль прокладки 4 соответствует той линии формы 2, которая образует на отформованном изделии соответствующую разделительную линию между двумя различными цветами. Прокладка 4 жестко крепится к разделительной стенке 3, которая образует внутри формы два разделенных полупространства. К прокладке в заданной последовательности прикреплено множество вставок 5 из жесткого материала. Каждая вставка 5 независимо контролируется приводным устройством 8 для обеспечения возможности растяжения или сжатия прокладки посредством перемещения вставок. Описываемая прокладка обеспечивает идеальное уплотнение в каждой зоне профиля формы, даже при наличии вырезов, канавок или выступов на ее внутренней стенке. 2 с. и. 4 з. п. ф-лы, 4 ил.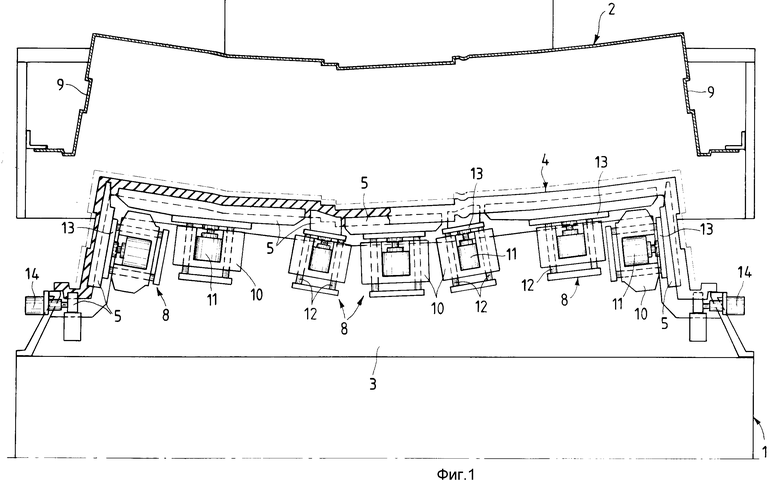
| EP, заявка, 0422473, кл | |||
| Солесос | 1922 |
|
SU29A1 |
| EP, заявка, 0476742, кл | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
