Изобретение относится к гаечным ключам с открытым зевом, к штампам для их изготовления и устройствам для обработки гаечных ключей.
Известен гаечный ключ в виде диска, по периметру которого выполнено несколько открытых зева различного размера (см. описание к а.с. СССР N 533475 МПК B 23 B 13/08 опубл. 11.11.76 г.)
Недостатком известного гаечного ключа является неудобство в использовании при стесненных условиях.
Известен гаечный ключ, содержащий две головки, соединенные между собой рукояткой (см. описание изобретения к а.с. СССР N 1395470 МПК B 25 B 13/08, опубл. 15.05.88 г). Недостатком известного гаечного ключа является сложность конструкции.
Известен штамп для изготовления гаечного ключа, содержащий верхнюю и нижнюю плиты с выполненном на каждой из них выступов, формующим зевы головок (см. описание изобретения к а.с. СССР N 889258, М. кл3 B 21 J 13/02 B 21 K 5/16, опубл. 15.21.81 г.) Недостатком известного штампа в том, что при его помощи получаются головки гаечного ключа под углом к оси симметрии вследствие чего, одни губки являются захватывающими, а другие упорными. Но такая конструкция не пригодна, когда головка ключа устроена двумя зевами различного размера и каждая сторона такого ключа может действовать только по одной стороне разделительной плоскости ключа.
Известно устройство, позволяющее обрабатывать ключи, включающие поворотный стол, фиксатор поворотного стола и установленный на последнем кондуктор (см. описание изобретения к а.с. N 944814 М. кл3 B 25 C 3/00 опубл. 23.07.82 г.). Это устройство предназначено для обработки зевов, которые выполнены под углом к оси симметрии ключа.
Цель изобретения - использование эксплуатационных возможностей гаечного ключа путем устройства на каждой головке с противоположных сторон разделительной плоскости и два открытых зева параллельными с оси симметрии ключа прямыми губками.
Расширение технологических возможностей путем обеспечения изготовления на головке ключа зевов различных по величине с двух сторон с попарно параллельными губками, соединенных между собой полукруглыми стенками, и повышение производительности при обработке двойного открытого зева в головках ключа с параллельными между собой и к оси симметрии и прямыми губками.
Указанная цель достигается тем, что гаечный ключ, содержащий две головки, соединенные между собой рукояткой, на каждой головке и каждой стороне разделительной плоскости выполнены два параллельных между собой открытых зева с параллельными к оси симметрии прямыми губками, которые попарно соединены между собой полукруглыми стенками.
Штамп для изготовления гаечного ключа, содержащий верхнюю и нижнюю плиты с выполненным на каждой из них выступом, формующим профиль зева головки ключа, профили выступов выполнены соответственно профилям изготавливаемых зевов с параллельными к оси симметрии ключа прямыми губками, попарно соединенные между собой полукруглыми стенками.
Устройство для обработки гаечных ключей, включающее поворотный стол, фиксатор поворотного стола и установленный на последней планки с гнездами для головок гаечных ключей, гнезды на планках под головки гаечных ключей, выполнены для двух параллельных между собой открытых зева с параллельными к оси симметрии прямыми губками, которые попарно соединены между собой полукруглыми стенками.
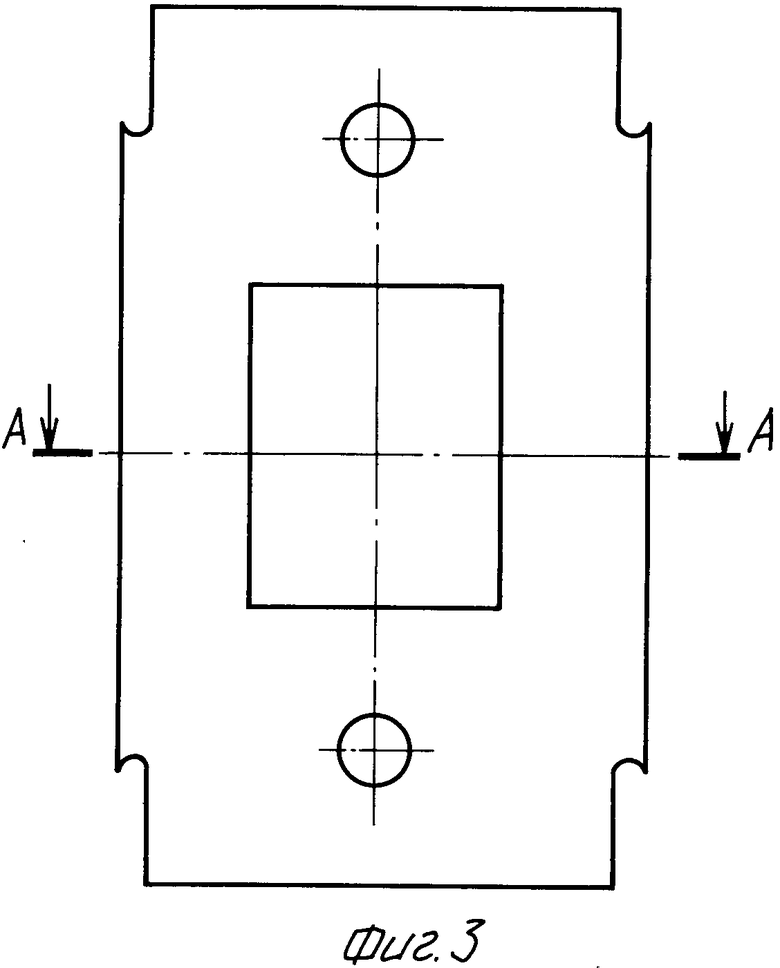
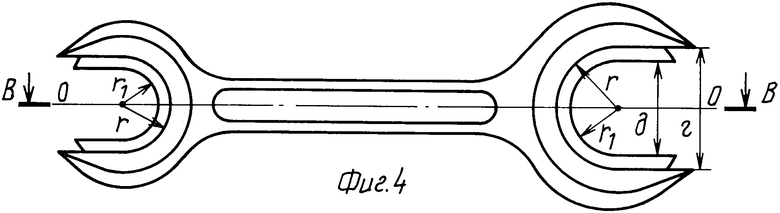
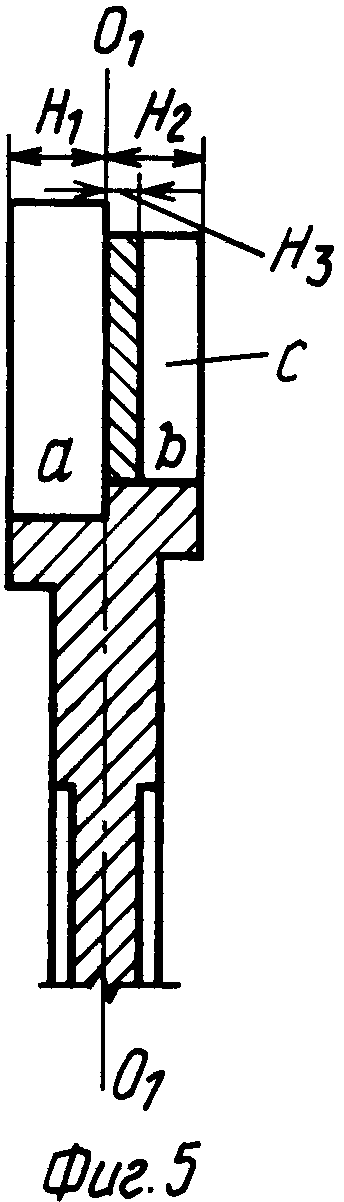
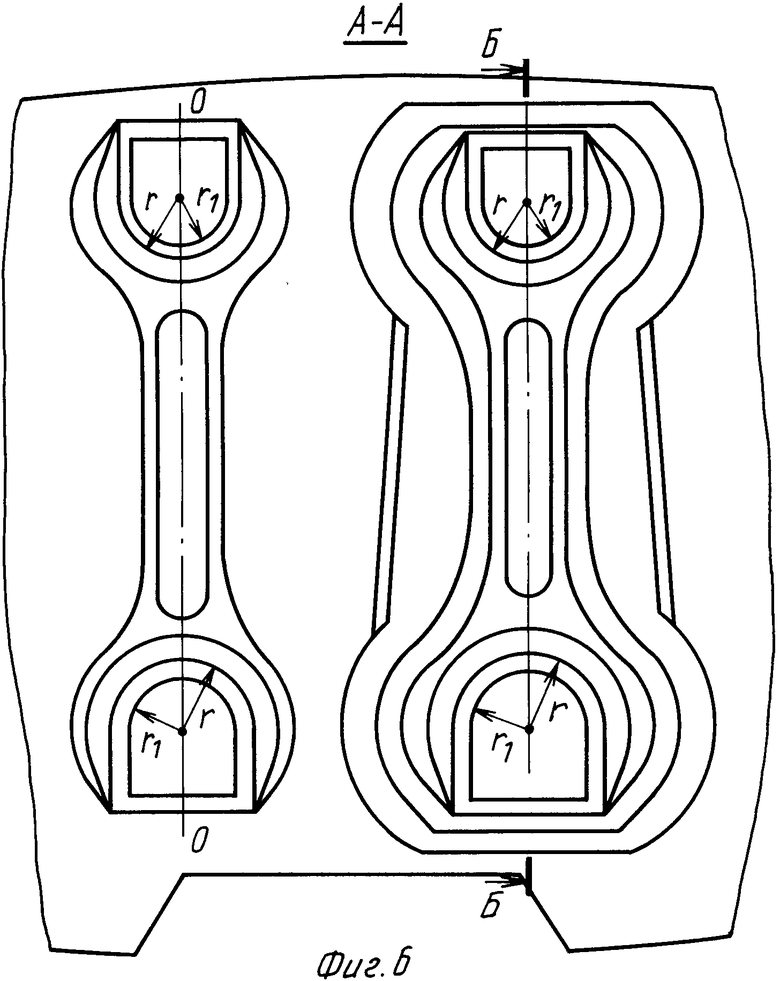
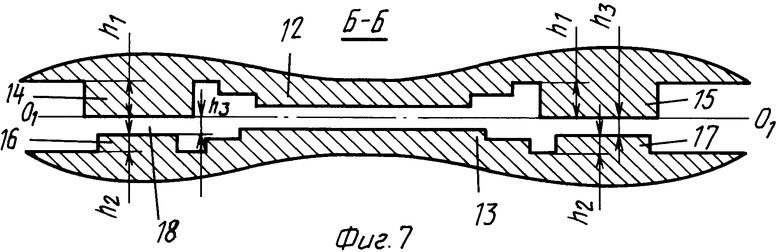
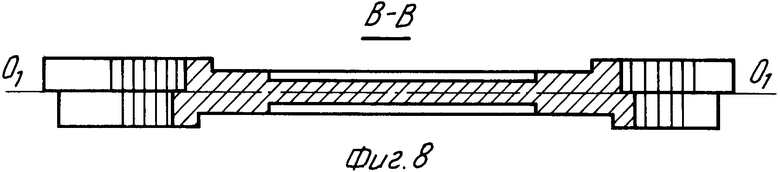
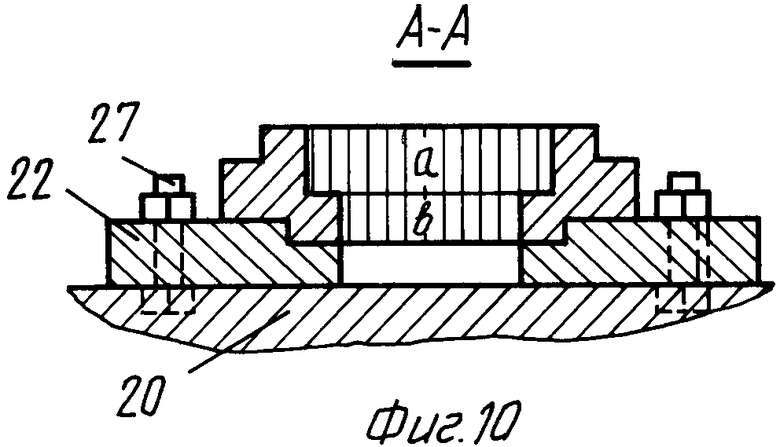
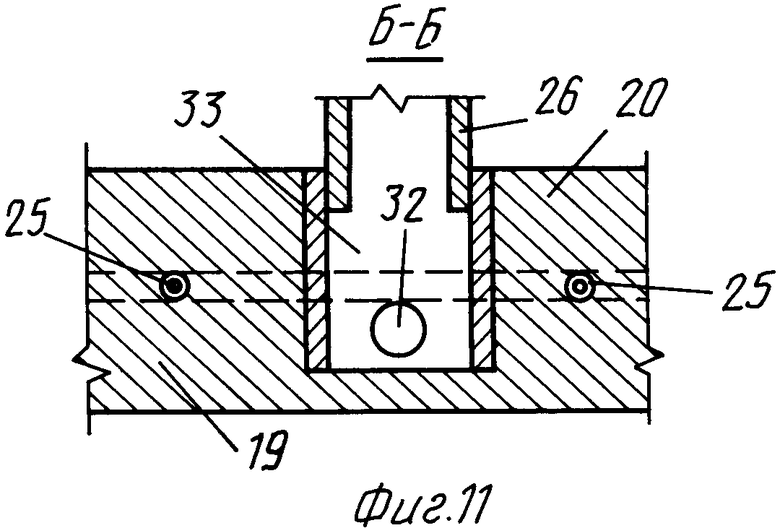
На фиг. 1 изображен общий вид гаечного ключа; на фиг.2 - сечение А-А на фиг.1; на фиг.3 - общий вид штампа в закрытом положении; на фиг. 4 - поковка гаечного ключа с различными зевами, на фиг.5 - отштампованная головка ключа с зевами различных по величине с двух сторон головка; на фиг.6 - разрез А-А на фиг. 3 - план нижней плиты штампа с фигурами, где правая фигура для черновой, а левая для чистовой штамповки ключа; на фиг.7 - разрез Б-Б на фиг. 6, где штамп в рабочем положении и условно показаны обе противоположные плиты штампа с осью по разделительной плоскости; на фиг.8 - разрез В-В на фиг. 4 (головка ключа в законченном виде, после рубки облоя и перемычки в меньшем зеве); на фиг. 9 - представлено устройство, общий вид в плане; на фиг.10 - разрез А-А на фиг.9; на фиг.11 - разрез Б-Б на фиг.9.
Гаечный ключ, штамп для изготовления и устройство для обработки гаечного ключа содержат: рукоятку 1, большую и меньшую головки 2 и 3, попарно параллельные прямые губки 4 и 5, полукруглые стенки зевов большой и меньшей головки 6 и 7, буртики большой и меньшей головки 8-9 и 10-11, ширины зевов большой головки В и В1 и меньшей головки В2 и В3, радиусов полукруглых стенок большого и меньшего зевов r и r1; ось симметрии ключа O, ось разделительной плоскости O1.
Верхнюю 12 и нижнюю 13 плиты с выполненными на них выступами 14-17.
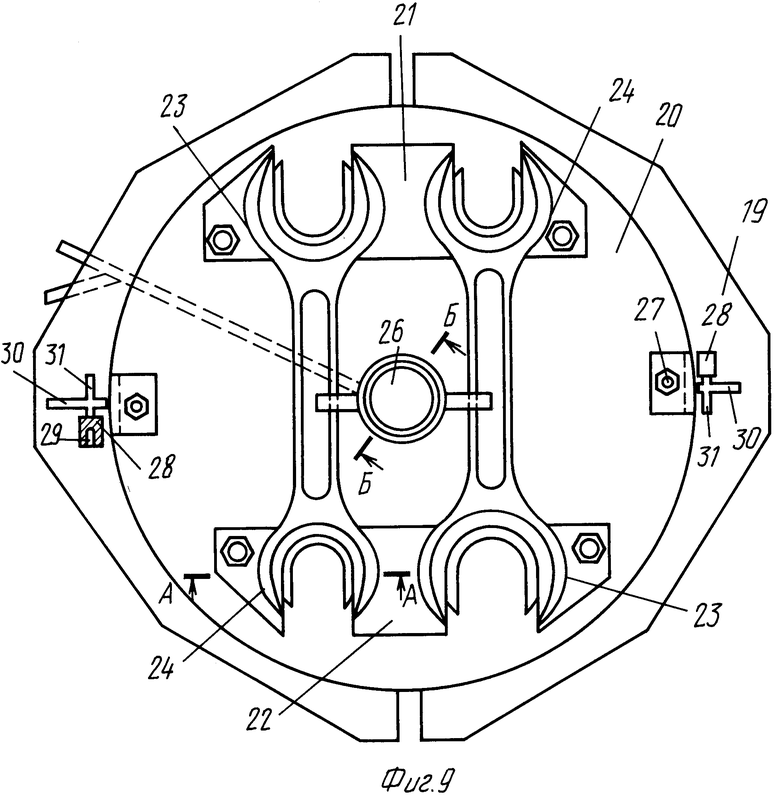
Выступы 14-17, выполненные соответственно на верхней и нижней плитах, формуют профили различных по величине зевов на головке гаечного ключа с одной и с другой стороны с перемычкой 18 (фиг. 5 зевы a и b перемычка между ними C). Высота h1 выступа 14 равна высоте H1 зева, формуемого выступом 14. Высота h2 выступа 16 меньше высоты H2 зева b на толщину H3 перемычки. Устройство состоит из поворотного стола, включающего основание 19, верхнюю плиту 20, двух планок 21 и 22, расположенных на одинаковом расстоянии от центра стола. В планках выполнены разноразмерные гнезды 23 и 24 под головки гаечных ключей.
Планки размещены таким образом, что одноразмерные гнезда диаметрально перекрещиваются противоположно относительно центра стола.
Имеются опорные шарики 25, двухрычажный прижим 26, болт 27, втулка 28 с двухсторонними пазами 29, рукоятки 30, пальцы 31, отверстия для подводки воздуха 32, полой оси 33.
Каждая сторона предложенного гаечного ключа действует как отдельный гаечный ключ с одним открытым зевом на каждой головке. Для этого мысленно проведенная разделительная плоскость рукоятку известного гаечного ключа по ее толщине (высоте) и на всю длину делит на две равные материальные части. На концах такой рукоятки, нарастив ее полутолщину высотой буртиков, во-первых выполняют головки ключа с желаемыми двойными открытыми зевами. Во-вторых, его прямые губки устроены параллельно к оси симметрии ключа, благодаря чему обе попарно параллельные губки в каждой головке одновременно являются упорно-захватывающими губками как при завинчивании, а также отвинчивания болтов.
Штамп работает следующим образом. Заготовку, состоящую из раскаленного металлического прутка с округленными утолщенными концами, укладывают под штамп для черновой штамповки (чертежи слева), затем под другой - для чистовой (правый чертеж). При обработке заготовке придают соответствующую чертежам форму и размеры при помощи ударов штамповочного молота. Затем производится рубка облоя и перемычек в меньших зевах с попарно параллельными губками и полукруглыми стенками и заканчивается кузнечно-штамповочный цикл работ.
Предложенный штамп обеспечивает возможность изготовления на головках ключа с каждой стороны разделительной плоскости два параллельных между собой открытых зева с параллельными к оси симметрии прямыми губками, которые соединены между собой полукруглыми стенками.
Устройство работает следующим образом. Планки 21 и 22 устанавливают и закрепляют таким образом, чтобы одновременно с равенством расстояний между осями гнезд, направления их движения были перпендикулярны к оси вращения фрезы, выполненной ступенчатой для обработки верхнего большего и нижнего меньшего зевов a и b.
Для одновременной обработки двух ключей одного размера, одновременно в головки двухшпиндельного фрезерного станка вставляют фрезы для обработки большего и меньшего зева.
Ключи кладут в соответствующие гнезда и прижимают прижимом 26. После фрезерования, правой рукояткой 30 поворачивают верхнюю плиту по часовой стрелке и прижимают его до вхождения пальцев 31 в пазы во втулках 28. Вновь включают подачу и обрабатывают другие головки ключей. После фрезерования и снятия заготовок со стола, ставят новые заготовки, обрабатывают их головки, а затем для подачи противоположных головок заготовок верхнюю плиту поворачивают против часовой стрелки и после вхождения пальцев в пазы производят фрезерование.
Все последующие заготовки обрабатываются в вышеизложенной последовательности.
Причинно-последственные связи между заявленными на изобретение гаечным ключом, штампом для его изготовления и устройством для обработки гаечного ключа состоит в следующем.
При изготовлении известного гаечного ключа, перемычку (выдра зева) оставляют посредине зева, а в дальнейшем его обрабатывают протяжкой на протяжном станке. Но большой зев двойного зева можно обработать только фрезой и на фрезерном станке. Согласно известной технологии большие и меньшие зевы надо обработать на двух различных металлорежущих станках с многократными трудозатратами. В связи с чем для повышения производительности и по конструктивным соображениям принято решение попарно параллельные к оси симметрии ключа прямые губки как в больших, так и в меньших зевах между собой соединить с полукруглыми стенками, обработать на фрезерном станке при помощи ступенчатой фрезы. Для чего, при штамповке заготовок, перемычки (выдра зева) формуются соответственно этим фигурам выступами.
С учетом всего этого составлена формула изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки гаечных ключей | 1979 |
|
SU944814A1 |
| Штамп для изготовления гаечного ключа | 1979 |
|
SU889258A1 |
| ОТВЕРТКА | 1996 |
|
RU2117571C1 |
| ГАЕЧНЫЙ РАЗВОДНОЙ КЛЮЧ | 1993 |
|
RU2081739C1 |
| ГАЕЧНЫЙ РАЗВОДНОЙ КЛЮЧ (УНИВЕРСАЛЬНЫЙ) | 1997 |
|
RU2161552C2 |
| Гаечный ключ | 1987 |
|
SU1657362A1 |
| ГАЕЧНЫЙ РАЗВОДНОЙ КЛЮЧ | 1997 |
|
RU2136485C1 |
| ГАЕЧНЫЙ РАЗВОДНОЙ КЛЮЧ | 1993 |
|
RU2081738C1 |
| Гаечный ключ | 1985 |
|
SU1305016A1 |
| ГАЕЧНЫЙ РАЗВОДНОЙ КЛЮЧ | 1993 |
|
RU2081740C1 |

Гаечный ключ, штамп для его изготовления и устройство для обработки гаечного ключа могут быть использованы в различных отраслях машиностроения. Гаечный ключ содержит две головки, соединенные между собой рукояткой. На каждой головке, с каждой стороны разделительной плоскости выполнены два параллельных между собой открытых зевов с параллельными к оси симметрии прямыми губками, которые попарно соединены между собой полукруглыми стенками. Штамп для изготовления гаечного ключа содержит верхнюю и нижнюю плиты с выполненным на каждой из них выступом, формирующим профиль зева головки ключа. Профили выступов выполнены соответственно профилям изготовляемых зевов с параллельными к оси симметрии ключа прямыми губками, попарно соединенных между собой полукруглыми стенками. Устройство для обработки гаечных ключей включает поворотный стол, фиксатор поворотного стола и установленный на последнем планки с гнездами для головок гаечных ключей. Гнезды на планках под головки гаечных ключей выполнены для двух параллельных между собой открытых зевов с параллельными к оси симметрии прямыми губками, которые соединены между собой полукруглыми стенками. Использование гаечного ключа позволит повысить производительность выполняемых сборочно-разборочных работ, штампа и устройства позволит расширить технологические возможности. 3 с. п.ф-лы, 11 ил.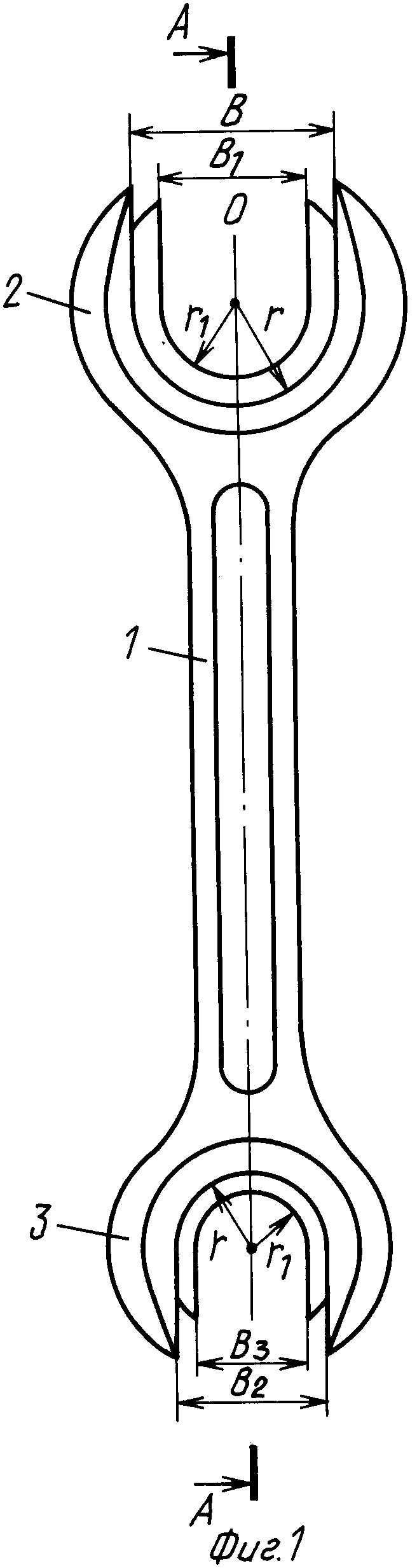
| SU, 1395470, B 25 B 13/08, 1988 | |||
| SU, 889258, B 21 J 13/02, 1979 | |||
| SU, 9448 14, B 25 B 3/00, 1979. |

