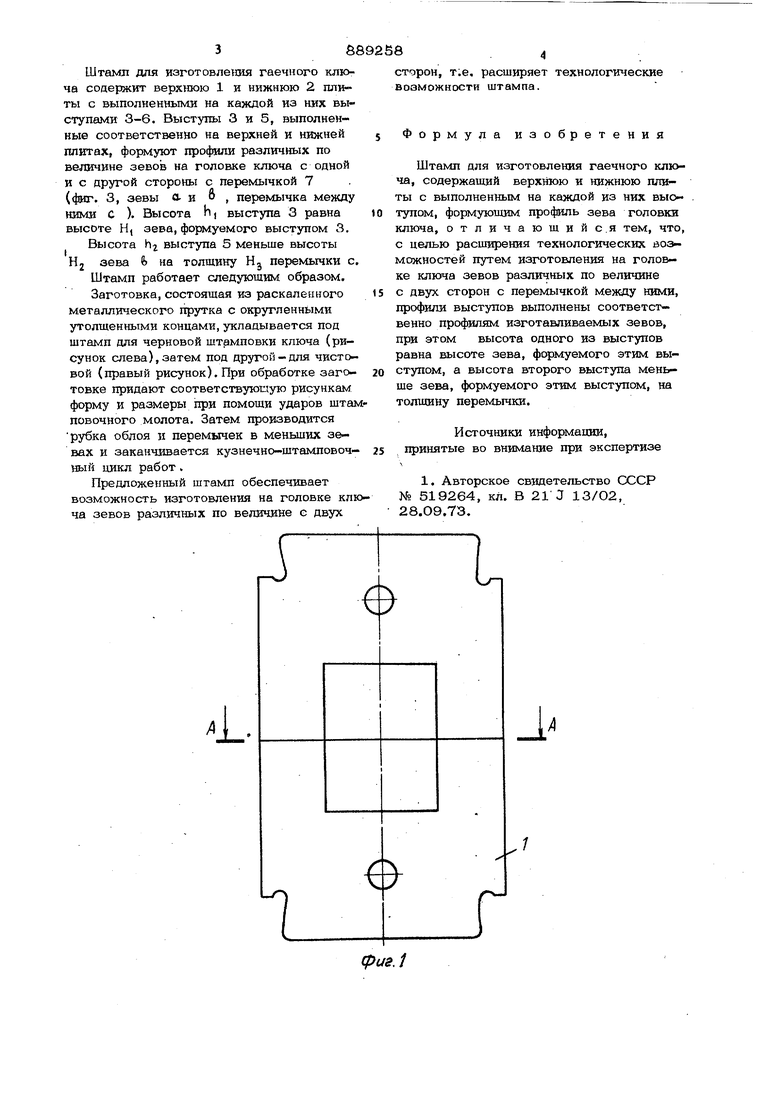
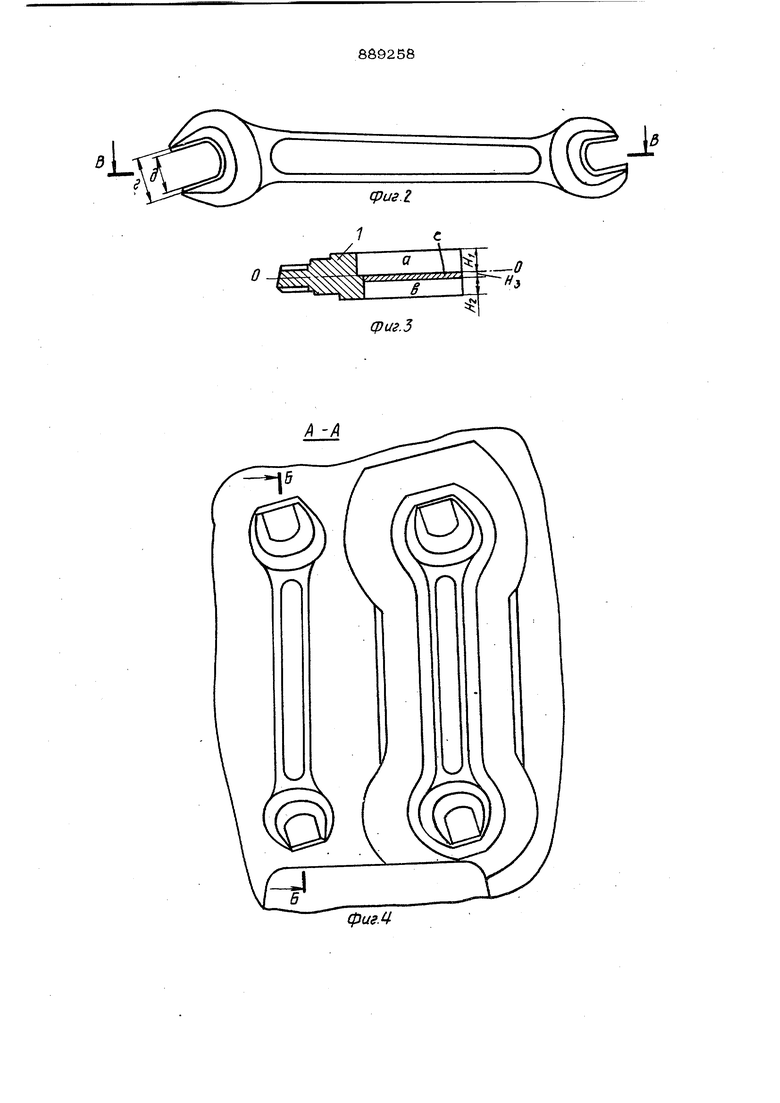
Изобретение относятся к обработке металлов давлением, в частности к штеилпам для изготовления гаечного ключа. Известен штамп для изготовления гаечного ключа, содержащий верхнюю и нижнюю плиты с выполненным на каждой из них выступом, форлуюшим зев головки ключа 1 . Недостатком этого штампа для изготовления гаечного ключа является невозможность изготовления на головке ключа зевов различных по величине с двух сторон.. Цель изобретения - расширение технологических возможностей путем обеспечения изготовления на головке ключа зевов различных по величине с двух сторон с . перемычкой между ними.. Указанная цель достигается тем, что. в штампе для изготовления гаечного ключа, содержашем верхнюю и нижнкйо Плиты с выполненным на каждой из них выступом, формуюшим профиль вева головки ключа, профили выступов выполнены со- , ответствешю тфофшшм изготввлввае лых. зевов, щик этом вь5сота одного из выступ пов равна высоте зева, фор«{уемого этвм выступсм, а высота второго выступа меньше высоты зева, формуемого, этим выотуасы, на толпщву оерамычюо. На фиг, 1 изофажен штамп в закрытом рабочем положении, обишй вид; на фаг.2-поЕОВЕа гаечного ключа с зевом различным ito величине па головке ключа; на фкр, 3 - отштампованная головка ключа с зевами различных по величине с двух сторон головкн; на фиг. 4 - разрез А-А на фиг. 1 (шшн нижней плвты штампа с . фигурами, где правая фигура для червовой, а Левая для чистовой штамповки кшэ ча); на фиг. 5 - разрез Б-Б на фиг. 4 (штамп в рабочем положении и усповво показаны обе противоположные шшты штампа и разделяющая их ось О-О. На. фиг. 6- разрез В-В на фиг. 2(поковка в 3aiконченно виде, после рубки облоя и перемычки в меньших зевах). 3S Штамп для изготовления гаечного ключа содержит верхгоою 1 и нижнюю 2 плиты с выполненными на каждой из них выступами 3-6. Выступы 3 и 5, выполненные соответственно на верхней и нижней плитах, формуют профили различных по величине зевов на головке ключа с одной и с другой стороны с перемычкой 7 (41ИГ. 3, зевы а и о , перемычка между ними с ). Высота hj выступа 3 равна высоте Н, зева, формуемого выступом 3. Высота hj выступа 5 меньше высоты Hj зева fe на толщину Hj перемычки с Штамп работает следующим образом. Заготовка, состоящая из раскаленного металлического прутка с округленными утолщенными концами, укладывается под штамп для черновой штамповки ключа (рисунок слева), затем под другой-для чистовой (правый рисунок). При обработке заготовке придают соответствующую рисункам форму и размеры при помощи ударов штам повочного молота. Затем производится рубка облоя и перемычек в меньших зевах и заканчивается кузнечно-штамповочный цикл работ. Предложенный штамп обеспечивает возможность изготовления на головке клю ча зевов различных по величине с двух 8 сторон, т.е. расширяет технологические возможности штампа. Формула изобретения Штамп для изготовления гаечного ключа, содержащий верхнюю и нижнюю плиты с выполненным на каждой из них выступом, формующим профиль зева головки ключа, отличаюшийс.я тем, что, с целью расширения технологических возможностей путем изготовления на головке ключа зевов различных по величине с двух сторон с перемычкой между ними, профили выступов выполнены соответственно профилям изготавливаемых зевов, при этом высота одного из выступов равна высоте зева, формуемого этим выступом, а высота второго выступа меньше зева, формуемого этим выступом, на толщину перемычки. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 519264, кл. В 21 а 13/О2, 28.О9.73.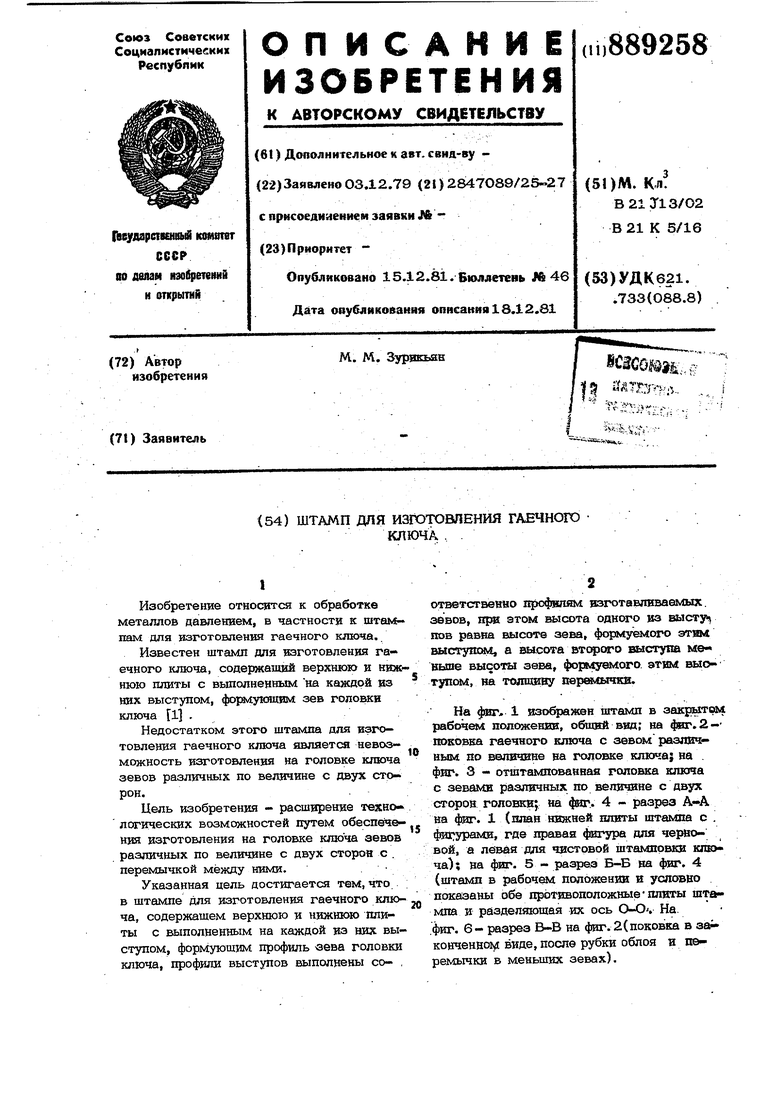
| название | год | авторы | номер документа |
|---|---|---|---|
| ГАЕЧНЫЙ КЛЮЧ, ШТАМП ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ГАЕЧНОГО КЛЮЧА | 1997 |
|
RU2114727C1 |
| Способ штамповки гаечных ключей | 2021 |
|
RU2784309C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОЛОВКИ ГАЕЧНОГО КЛЮЧА КОЛЬЦЕВОГО ТИПА И СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2001 |
|
RU2204458C2 |
| Способ изготовления гаечных ключей пластическим деформированием | 2021 |
|
RU2781825C1 |
| Способ изготовления гаечных ключей пластическим деформированием | 2021 |
|
RU2784307C1 |
| Способ штамповки гаечных ключей | 2023 |
|
RU2827963C1 |
| Способ штамповки гаечных ключей | 2021 |
|
RU2781826C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2011 |
|
RU2509620C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ ПОЛОСЫ ПЛОСКИХ ПОКОВОК С УДЛИНЕННОЙ ОСЬЮ | 2000 |
|
RU2195383C2 |
| Способ изготовления конических зубчатых колес | 1990 |
|
SU1729677A1 |
I.
J
fpua.l
А -А
/
фиг. 5
фагЛ
и
