Изобретение относится к области машиностроения и предназначено для резьбовых элементов, работающих в условиях знакопеременных нагружений и значительных вибраций.
Аналог, БИ N 40 от 30.10.92 - [1], предусматривает наличие вспомогательной шайбы между торцем головки болта и сопрягаемой с ним поверхностью заготовки.
Прототип [2] предопределяет фрикционное торможение от отвинчивания головки болта относительно сопрягаемой с ним поверхности заготовки.
К недостаткам прототипа [2] следует отнести: однородность металлов заготовки и болта, а также их равную исходную прочность; сложность изготовления криволинейных поверхностей замковой части выступов под головкой болта; опережающее упрочнение контактной поверхности под головкой болта, которое предопределяет затупление и неэффективность врезания неупрочненных без надлежащей геометрии режущих клиньев; упругость криволинейного выступа, создающая возможность упрочнения кольцевой дорожки при завинчивании болта в резьбовом отверстии изделия; спектр фрикционного контакта упругого клина, не имеющий постоянных значений, отчего его роль значительно уменьшается и не превалирует; при раскручивании головки болта осуществляется повторное упрочнение контактной кольцевой дорожки под опорными поверхностями упругих выступов головки болта с перечисленными выше факторами, указывающими на отсутствие эффективного механического врезания выступов головки болта в контактную поверхность изделия.
Цель изобретения - повышение надежности резьбового соединения за счет расширения функциональных возможностей выступов, фиксирующих болт от раскручивания в осевом и радиальном направлениях.
Это достигается тем, что болт, содержащий многогранную головку, снабженную выступами со стороны торцовой контактной поверхности изделия, буртик, соединяющий ее с соосно расположенным резьбоцилиндрическим стержнем, а также рабочие фаски и маркировку на головке болта, отличающийся тем, что головка болта имеет галтельный переход к фланцу, имеющему скругления по внешней части периферии, цилиндрическое глухое отверстие с торца, а со стороны рабочего торца фланцевой поверхности - рифления, рассматриваемые в развертке в виде клина резцового элемента с отрицательным передним углом и обратной схемой резания, при этом сечение канавки между рифлениями превышает текущее сечение объема срезаемого материала в пределах изменения и перехода упругого состояния стружки в твердое, непосредственно при фиксации головки болта с поверхностью изделия, а форма замкнутой поверхности резьбового профиля по периферии представляет из себя конус, увеличивающийся по диаметральному сечению от головки болта, при этом на нижней части головки болта имеются выступы в виде режущих клиновых рифлений, служащих для запирания слоя стружки относительно микрометрических неровностей на поверхности изделия, служащей для взаимодействия с болтом, при этом главная отрицательная поверхность выступов рифлений выполнена со слоем из оксида алюминия толщиной не менее  .
.
Болт по п. 1, отличающийся тем, что на конце резьбового профиля, как минимум на длине трех шагов резьбового профиля, выполнены надрезы, образующие зубчики с отрицательным передним углом и криволинейной задней поверхностью, при этом число зубчиков в радиальном направлении относительно поворотной оси выбрано не менее трех, расположенных к оси вращения под неравными углами между собой, а вершины режущих зубьев имеют зону заострения в направлении оси симметрии резьбового профиля, образуемого винтовой спиралью и рассматриваемого к индивидуальной вершине каждого зубчика в направлении вектора, касательного к упомянутой спирали, при этом глубина надрезов зубчиков, расположенных по нормали к упомянутому вектору, не превышает глубины основного резьбового профиля.
Болт по п. 1 имеет углубление на торце многогранника для взаимодействия с токоподводящим устройством, используемым непосредственно при стопорении болта, причем маркировка в углублении головки болта выполняется электрографическим или механическим путем, обеспечивающим сохранение токоподводящего контактного слоя макрометрической поверхности, образуемого дном углубления в головке болта.
Болт по п. 1 - 3, отличающийся тем, что глубина рифлений изменяется в пределах допускаемого торцового биения, а вершины торцевых рифлений расположены по ступенчатой схеме резания.
На фиг. 1 изображена боковая поверхность болта с частичным вырывом цилиндрической резьбовой части рабочего стержня с одновременным обозначением зоны покрытия рифлений оксидом алюминия.
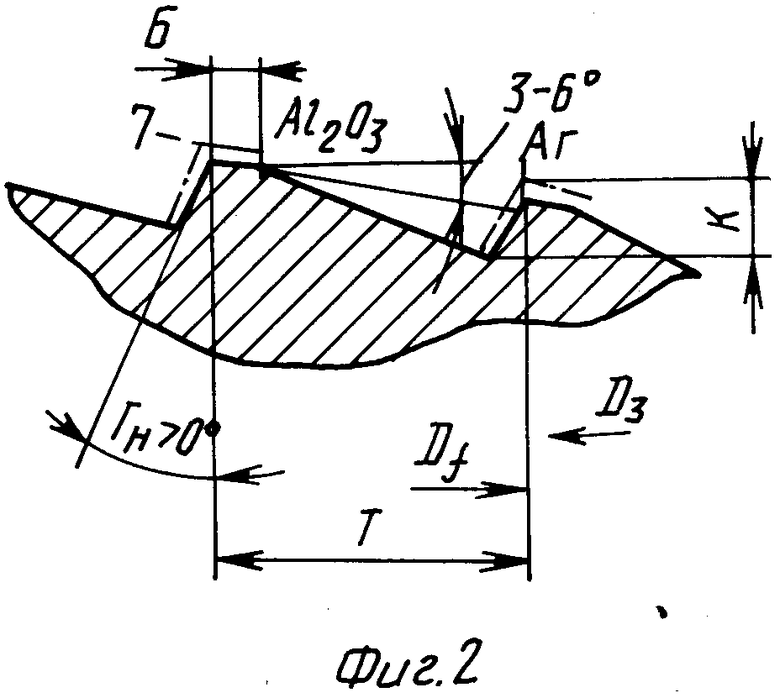
На фиг. 2 - безмасштабное и увеличенное изображение формы развертки режущего профиля рифлений с показом профиля стружечной канавки между ними, с указанием рабочих и фрикционных движений подач рифлений, с показом покрытия из оксида алюминия и параметрами режущего клина.
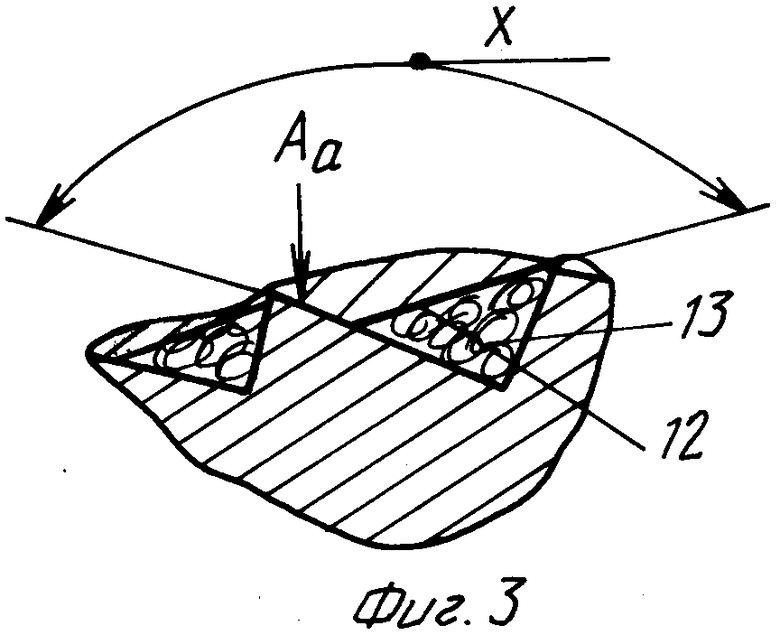
На фиг. 3 предлагаемая зона взаимодействия задней режущей кромки и спакетированной стружки с поверхностным слоем изделия.
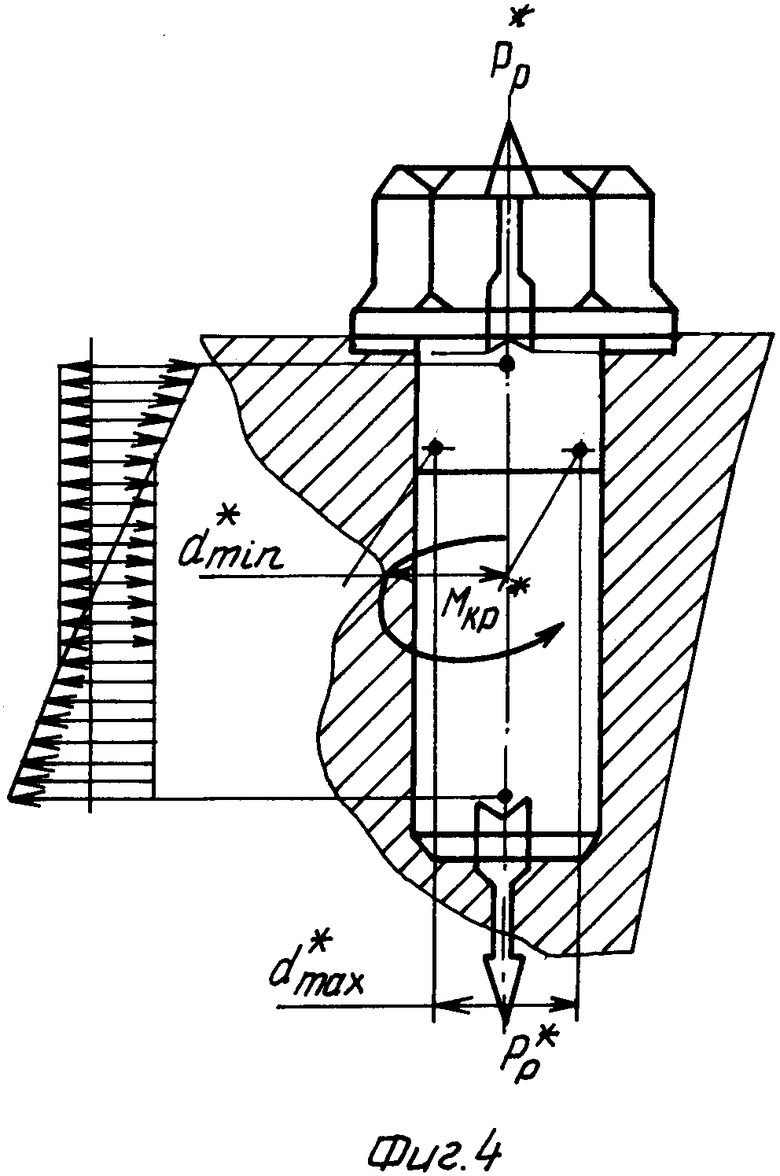
На фиг. 4 схема силового взаимодействия между рифлениями фланца головки болта резьбового участка с соответствующими зонами поверхностного слоя изделия и резьбовыми отверстиями.
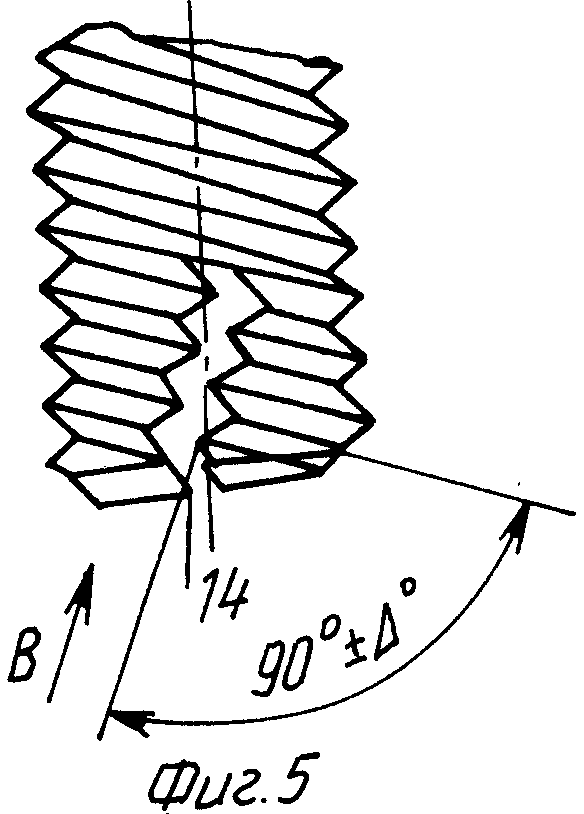
На фиг. 5 - резьбовой участок с сечением глухого паза в резьбовом профиле.
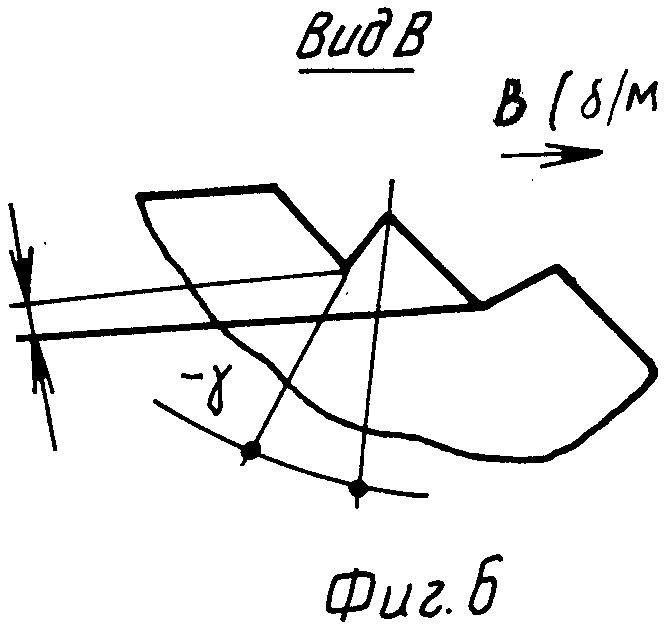
На фиг. 6 показан вид  на прорезь глухого паза с торца.
на прорезь глухого паза с торца.
Болт 1 содержит многогранную головку 2 с рабочей фаской 3 и дном 4 глухого цилиндрического отверстия на торце головки болта 2 с нанесением на его поверхности маркировки (номера заявки или патента).
Цилиндрическое дно отверстия в головке болта имеет радиусный переход 5, а цилиндрический фланец 6, выполненный монолитно с головкой болта, имеет со стороны рифлений 9 и цилиндрической поверхности 8 покрытие 7, выполненное из оксида алюминия.
Резьбовой профиль 10 имеет особенности, относящиеся к рабочей нагрузочной способности болтового соединений при кручении и растяжении в процессе самофиксации, с помощью запирающего слоя стружки и подогрева технологическим током болта 1 со стороны глухой площадки 11, являющейся одновременно площадкой для клеймения.
На фиг. 3 изображен фрагмент запирающего слоя стружки 13 относительно поверхностного слоя изделия 12, представляющего сеть рифлений на поверхностном контактном слое изделия, получаемых от режущих кромок ребер рифлений 9.
На фиг. 4 болт 1 и изделие 12 показаны в сборе, а силовые характеристики напряжений сжатия и растяжения показаны в статическом состоянии соединенных поверхностей сопрягаемых тел болта и изделия.
На фиг. 5 изображен штриховой рисунок резьбовой поверхности 10, пересекаемый в направлении стрелки  глухим многофильным пазом 14, создающим режущеупрочняющие кромки на длине, как минимум, трех витков резьбового профиля, что позволяет более корректное расположить зону нагружения на резьбовой профиль торцовой зоны, имеющей в силу технологического приема обрабатываемой поверхности в направлении износа режущего инструмента увеличенный диаметр.
глухим многофильным пазом 14, создающим режущеупрочняющие кромки на длине, как минимум, трех витков резьбового профиля, что позволяет более корректное расположить зону нагружения на резьбовой профиль торцовой зоны, имеющей в силу технологического приема обрабатываемой поверхности в направлении износа режущего инструмента увеличенный диаметр.
На фиг. 6 показан вид "B" со стороны торца резьбового профиля болта 1, где величина ξ отражает недорез канавки(ок) 14 по глубине относительно диаметра впадин основного резьбового профиля 10, что не сказывается на возможности фиксации последними тремя витками болта взаимодействующей с ним поверхности резьбового профиля отверстия изделия 12.
Отрицательный угол γ показан с целью возможности упрочнения поверхности слоя сопрягаемой резьбовой контактной зоны в момент самофиксации соединения.
Прочие обозначения: D - диаметр фланца 6; D1 - диаметр внутреннего цилиндрического глухого отверстия на головке болта 2; К - вылет вершин режущих кромок, радиально расположенных ребер на рабочей стороне фланца 6; Б - размер площадки задней грани режущего клина, выполненной на рифлении; В - главный задний угол режущего клина, задаваемый в пределах от 3 - 6oC с целью получения наибольшего эффекта стопорения сопрягаемых поверхностей; Г - главный передний угол режущего клина рифлений; Аг - главная передняя поверхность режущего клина рифления; Рр - сила растяжения болта; Мизг - момент изгиба стержневой части болта; Дв - движение рабочей подачи при закручивании болта; Дф - фрикционное взаимодействие болта 1 и изделия 12; Х - угол (хи) обеспечивает самоторможение фрикционных площадок рифления и спакетированного слоя стружки на макрометрическом уровне взаимодействия различных зон трения; Аа - главная задняя поверхность режущего клина; Т - шаг между рифлениями; Al2O3 (оксид алюминия), образуемый при вакуумном нанесении покрытий, например на установке УЗЛ-175 с магнетронным удержанием распыляемых электронов зоне осаждения на рифления 9 с использованием инертного газа при давлении 10-8 МПа и температуре осаждения 500 - 600oC на подложку или поверхность 9 болта 1; Б/М - безмасштабное изображение.
Пример использования болта.
При соединении резьбового участка болта 10 приводятся во взаимодействие витки сопрягаемых резьбовых профилей, зависящих от износа режущего инструмента (резца, плашки и пр. инструментов), причем допуск на износ режущего инструмента обычно перекрывает допуск на изготовление резьбового контура болта.
Резьбовое отверстие имеет положительный допуск в начале и уменьшение этого допуска в конце обработки за счет истирания и износа режущих кромок инструмента относительно обрабатываемой поверхности заготовки.
Для рабочего резьбового торца болта создаются наиболее благоприятные условия завинчивания, так как поля допускаемых отклонений резьбового профиля еще не зависят от износа инструмента, но с каждым витком резьбового профиля погрешности от износа инструмента компенсируются притиркой резьбовых поверхностей болта и отверстия изделия, включая и момент механического контакта рифлений с поверхностью заготовки.
Слой оксида алюминия служит прочной сухой смазкой и предохраняет от быстрого износа режущего кромку рифления.
Стружка в момент фиксации направляется к оси болта из-за введения обратной схемы резания, что предопределяет создание упругой зоны в стружечных канавках между рифлениями 9 и поверхностью 12 в начальный момент врезания в заготовку и предрасполагает к созданию аналогичной ситуации в зоне кольцевого радиального перехода под фланцем 6. Зона стопорения увеличивается за свет участков фиксируемой цилиндрической части болта относительно фаски на выходе из изделия, а затем относительно сопрягаемых цилиндрических поверхностей изделия.
Фиксация резьбового соединения непосредственно выступами площадок рифлений после врезания в поверхность и стягивания болтом 1 становится гарантированной и при введении подогрева только резьбового профиля и перед окончательной фиксацией резьбового соединения.
Отрицательная режущая кромка рифления способствует образованию хаотичных рифлений на поверхности срезаемого слоя. Форма стружки зависит от свойств материала, положения рифлений, характера усилий при закручивании головки болта 1. Полезными являются и ультразвуковые колебания с частотой от 0,1 до 24 кГц как с точки зрения исключения резонансных явлений, так и для образования характерного хаотичного рисунка, который представляет интерес с целью получения строго определенного замкового соединения фрикционных поверхностей в каждый отдельный момент использования подобных соединений.
Новизна технического решения, существенные отличия и полезность в таких областях, как авиация, комплексах космических станций, установках, работающих со значительными вибрационными гармоническими нагружениями, создает новые предпосылки для конструкции болта.
| название | год | авторы | номер документа |
|---|---|---|---|
| БОЛТ | 1996 |
|
RU2116527C1 |
| УПЛОТНЕНИЕ | 1996 |
|
RU2127388C1 |
| ГАЗОВАЯ ГОРЕЛКА С РЕГУЛИРУЕМЫМ СЕЧЕНИЕМ ТЕПЛОВОГО ПОЛЯ | 1997 |
|
RU2143640C1 |
| НАСОС ДЛЯ ПЕРЕКАЧИВАНИЯ ЖИДКОСТИ | 1997 |
|
RU2133380C1 |
| УСТРОЙСТВО ДЛЯ ОБЕЗВОЖИВАНИЯ БИТУМА | 1997 |
|
RU2152570C1 |
| СПОСОБ РАЗРЕЗКИ ПОРШНЕВЫХ КОЛЕЦ | 1998 |
|
RU2159169C2 |
| МАХОВИК КРАН-БУКСЫ | 1997 |
|
RU2129683C1 |
| МАНЖЕТА | 1996 |
|
RU2126725C1 |
| СПОСОБ ЗАПИРАНИЯ ЖИДКОСТИ | 1997 |
|
RU2129682C1 |
| ВТУЛКА КОМБИНИРОВАННАЯ | 1996 |
|
RU2119106C1 |
Цель изобретения - повышение надежности и технологических возможностей резьбовых соединений. В материалах разработки представлена новая конструкция болта. В описании раскрыты новые отличительные признаки болта относительно известных прототипов. Болт содержит вспомогательные элементы, с помощью которых возможно самостопорение резьбового соединения, например рифления с отрицательной схемой срезания стружки, покрытия, являющегося сухой смазкой между трущимися и упрочняемыми поверхностями, глухой паз/ы/ на торце резьбовой оси, для вспомогательного изгиба сверла в микрометрическом диапазоне и распределения контактной рабочей поверхности сцепления витков резьбы c наибольшей полезностью, приводящей к возможности переноса крутильных и изгибных нагрузок на всю длину оси болта. Болт также имеет и другие преимущества при его самофиксации за счет подвода тепловой энергии в момент самофиксации в зону активной резьбовой поверхности.3 з.п.ф-лы,6 ил.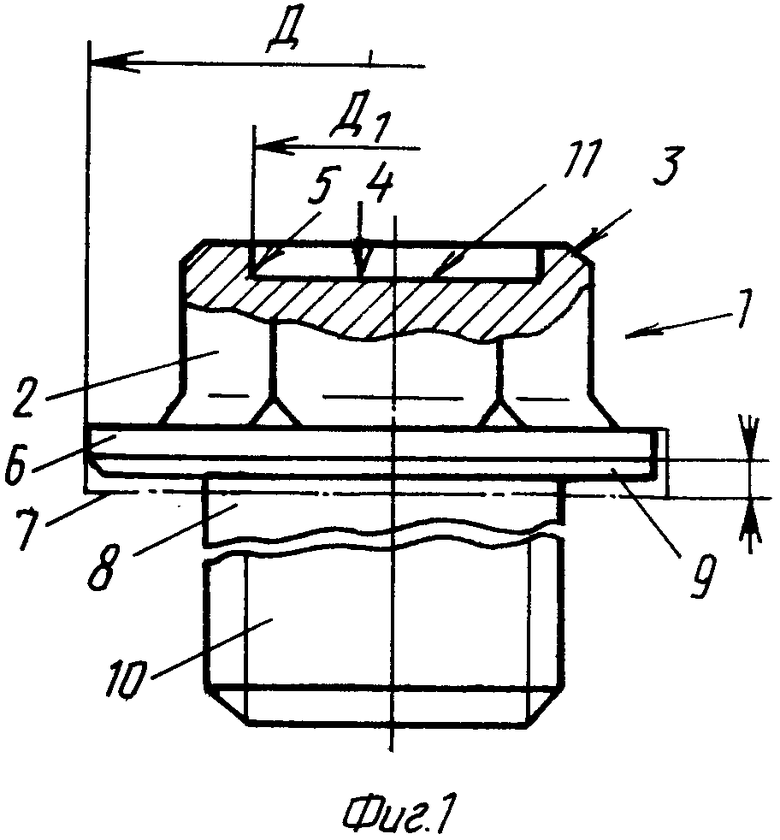
 .
.
| SU, авторское свидетельство, 1773428, кл | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| DE, патент, 3013262 | |||
| кл | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
