Изобретение относится к технологии изготовления деталей автомобилестроения, в частности к ДВС, компрессорной технике, иным процессам, где требуется разрезание колец.
Известны аналоги МПК 7 В 26 D 1/24, В 23 H 5/06, В 23 H 7/02, взятые за основу при изложении нового способа: Артамонов Б.А., Волков Ю.С., Дрожалова В. И. и др. Электрофизические и электрохимические методы обработки материалов. Учебное пособие (в 2-х томах). Т. 1. Обработка материалов с применением инструмента /Под ред. В.П. Смоленцева. - М.: Высш. шк., 1983. - 247 с., ил., см. рис. 11.5. на с. 99.; SU 420427 А, 25.03.74; SU 1657303 Al, 23.06.91; SU 1404221 A, 23.06.88; SU 10207007 A, 07.07.83; US 4592260 A, 03.06.86; FR 2587645 A, 27.03.87.
К недостаткам известных технических решений следует отнести невысокие технологические возможности, не позволяющие повысить мощность ДВС или компрессора при длительных сроках их эксплуатации.
Задачей изобретения является повышение технологических возможностей процесса разрезания с последующей полезностью его при эксплуатации колец в ДВС или компрессоре.
Поставленная задача достигается тем, что способ разрезки поршневых колец, при котором дисковый режущий инструмент и поршневое кольцо имеют соответственно отрицательный и положительный потенциалы технологического тока, в зону обработки подают электролит, при этом дисковый режущий инструмент вращают, отличающийся тем, что, по меньшей мере, одно поршневое кольцо закрепляют от перемещения в осевом направлении, устанавливают торцами под углом к плоскости дискового режущего инструмента, подают в радиальном направлении относительно рабочей поверхности указанного дискового режущего инструмента и сообщают ему угловой поворот и осевое перемещение, при этом разделение поршневого кольца осуществляют при одновременном электрохимическом растворении при температуре в зоне резания и электрохимического растворения, не превышающей температуру перехода перлита в аустенит, а после выхода поршневого кольца в свободное пространство относительно дискового режущего инструмента его отводят в исходное положение.
Описание способа разрезки поршневых колец с учетом отличительных признаков
Способ разрезки поршневых колец, при котором дисковый режущий инструмент и поршневое кольцо имеют соответственно отрицательный и положительный потенциалы технологического тока, в зону обработки подают электролит, при этом дисковый инструмент вращают, отличающийся тем, что:
по меньшей мере, одно поршневое кольцо закрепляют от перемещения в осевом направлении, устанавливают торцами под углом к плоскости дискового режущего инструмента, подают в радиальном направлении относительно рабочей поверхности указанного дискового режущего инструмента и сообщают ему угловой поворот и осевое перемещение;
разделение поршневого кольца осуществляют при одновременном электрохимическом растворении при температуре в зоне резания и электрохимического растворения, не превышающей температуру перехода перлита в аустенит,
после выхода поршневого кольца в свободное пространство относительно дискового режущего инструмента его отводят в исходное положение.
Пример осуществления способа разрезки поршневых колец
Для разрезки поршневого кольца, выполняемого из высокопрочного чугуна ВЧ-60 с твердостью HRB 100-110 и толщиной 1,64+0,1 и максимальной шириной 5,5+0,6 мм, учитывая внешний максимальный диаметр большего эллипса в 89,8-0,5 мм, выбирают наиболее оптимальный угол наклона паза α = 45o. Скорость вращения дискового режущего инструмента толщиной от 0,1 до 0,75 мм выбирают в пределах ω = 30-35 м/с. Напряжение устанавливают в пределах 15-18 В при плотности тока 80-120 А/см2 при сообразном выходе по току 80-90%. Скорость подачи и чистота поверхностного слоя изделия соответственно составляют V = 2-3 мм/м, Ra от 0,8 до 2,2 мкм. Окружная и линейная скорости подачи поршневого кольца равны.
Состав электролита устанавливается в соответствии с толщиной разрезания паза и локальности воздействия его на зону резания и обеспечивается за счет активных пассиваторов электролитов типа Na3PO4 и активатора в виде NaCl.
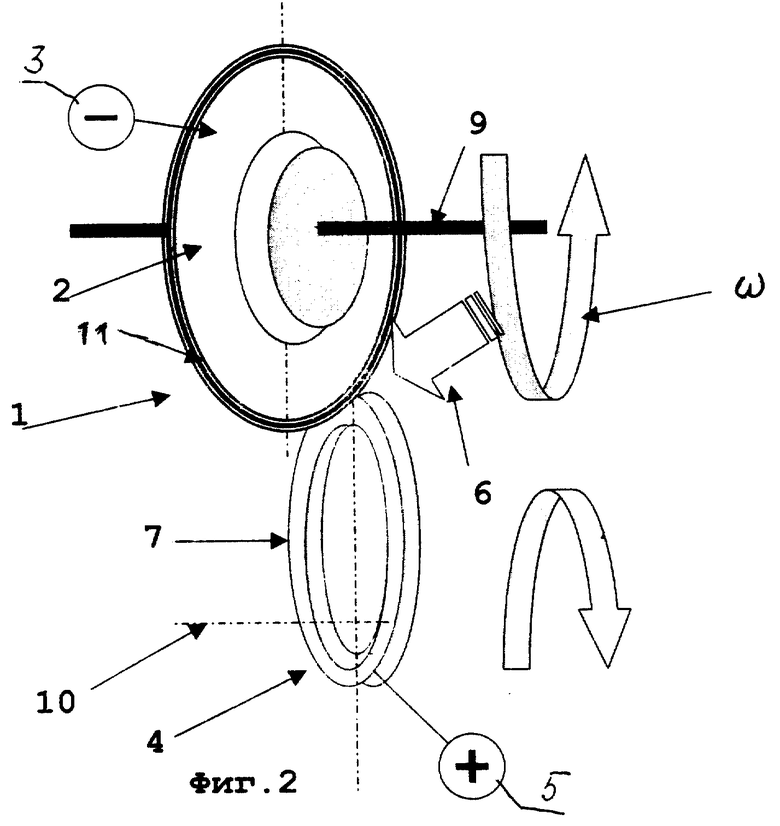
Для выполнения способа разрезки поршневых колец дисковый режущий инструмент 1 в виде металлического диска 2 соединяют с источником технологического тока 3, вращают и перемещают к поршневому кольцу 4, соединенному с источником 5 положительного тока, а в зону обработки подают электролит 6. По меньшей мере, одно поршневое кольцо 4 закрепляют от перемещения в осевом направлении, устанавливают торцами 7 под углом к плоскости Pc дискового режущего инструмента и подают в радиальном направлении относительно рабочей поверхности 11 режущего инструмента 1, которому сообщают вращение вокруг оси 9, а поршневому кольцу 4 - угловой поворот относительно оси 10 и осевое перемещение Dk.
Разделение поршневого кольца 4 осуществляют при одновременном электрохимическом растворении при температуре в зоне резания и электрохимического растворения, не превышающей температуру перехода перлита в аустенит.
После выхода поршневого кольца 4 в свободное пространство относительно инструмента 1, его отводят в исходное положение.
Для пояснения процесса обработки поршневых колец по приведенному способу приводятся графические изображения на фиг. 1 и фиг. 2, которыми соответственно обозначены вид сверху на поршневое кольцо и инструмент, и аксонометрическое боковое изображение детали и инструмента во взаимодействии.
Промышленная полезность способа разрезки поршневых колец заключается в их долговечности и независимости установки, причем также продлевается срок службы ДВС в месте рабочего контакта колец и отверстий поршневой группы.
Экономическая целесообразность заключается в том, что разрезанные кромки имеют регламентируемую требованиями чертежа структуру металла, так как в способе отражена операция охлаждения зоны обработки металла при его электрохимическом растворении и разрезании.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МЕХАНИЧЕСКОЙ ДОРАБОТКИ ЦИЛИНДРОПОРШНЕВОЙ ГРУППЫ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 1996 |
|
RU2119079C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕЛЬЧЕНИЯ ПРОДУКТОВ | 1997 |
|
RU2144427C1 |
| ГАЗОВАЯ ГОРЕЛКА С РЕГУЛИРУЕМЫМ СЕЧЕНИЕМ ТЕПЛОВОГО ПОЛЯ | 1997 |
|
RU2143640C1 |
| СПОСОБ ДОРАБОТКИ И ЭКСПЛУАТАЦИИ УЗЛА РАЗДЕЛИТЕЛЬНОЙ СЕКЦИИ МАСЛЯНОЙ КАМЕРЫ, ЗОНЫ ОХЛАЖДЕНИЯ И ЦИЛИНДРОПОРШНЕВОЙ ГРУППЫ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 1997 |
|
RU2143576C1 |
| УСТРОЙСТВО ДЛЯ ОБЕЗВОЖИВАНИЯ БИТУМА | 1997 |
|
RU2152570C1 |
| СПОСОБ ОПТИМИЗАЦИИ ПОДВОДНОГО ИНСТРУМЕНТАРИЯ ПРИ ОСУЩЕСТВЛЕНИИ ПРОКЛАДКИ КАБЕЛЯ ВОЛС | 1998 |
|
RU2144250C1 |
| ЛИНИЯ ДЛЯ ПРИГОТОВЛЕНИЯ ИЗВЕСТКОВОГО МОЛОКА | 1996 |
|
RU2123982C1 |
| СПОСОБ ДИСПЕРСНОГО ИЗМЕЛЬЧЕНИЯ КУСКОВЫХ МАТЕРИАЛОВ ПРИРОДНОГО ШЕЛЬФА | 1996 |
|
RU2119824C1 |
| УЗЕЛ ЗАГРУЗКИ КУСКОВОГО МАТЕРИАЛА | 1996 |
|
RU2128150C1 |
| СЕЯЛКА | 1998 |
|
RU2134945C1 |
Изобретение относится к технологии изготовления деталей автомобилестроения, в частности к ДВС, компрессорной технике, к процессам, где требуется разрезка колец. По меньшей мере, одно поршневое кольцо закрепляют от перемещения в осевом направлении, устанавливают торцами под углом к плоскости дискового режущего инструмента. Поршневое кольцо и дисковый режущий инструмент имеют соответственно положительный и отрицательный потенциалы технологического тока. В зону обработки подают электролит. Дисковый режущий инструмент вращают. Поршневое кольцо подают в радиальном направлении относительно рабочей поверхности указанного дискового режущего инструмента и сообщают ему угловой поворот и осевое перемещение. При этом разделение поршневого кольца осуществляют при одновременном электрохимическом растворении при температуре в зоне резания и электрохимического растворения, не превышающей температуру перехода перлита в аустенит. А после выхода поршневого кольца в свободное пространство относительно дискового режущего инструмента его отводят в исходное положение. Это позволит повысить технологические возможности процесса разрезки поршневых колец, их долговечность и продлить срок службы ДВС. 2 ил.
Способ разрезки поршневых колец, при котором дисковый режущий инструмент и поршневое кольцо имеют соответственно отрицательный и положительный потенциалы технологического тока, в зону обработки подают электролит, при этом дисковый режущий инструмент вращают, отличающийся тем, что, по меньшей мере, одно поршневое кольцо закрепляют от перемещения в осевом направлении, устанавливают торцами под углом к плоскости дискового режущего инструмента, подают в радиальном направлении относительно рабочей поверхности указанного дискового режущего инструмента и сообщают ему угловой поворот и осевое перемещение, при этом разделение поршневого кольца осуществляют при одновременном электрохимическом растворении при температуре в зоне резания и электрохимического растворения, не превышающей температуру перехода перлита в аустенит, а после выхода поршевого кольца в свободное пространство относительно дискового режущего инструмента его отводят в исходное положение.
| АРТАМОНОВ Б.А | |||
| и др | |||
| Электрофизические и электрохимические методы обработки металлов: учебное пособие, т.1 | |||
| - М.: Высшая школа, 1983, с.96-99, рис.11.5 | |||
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗРЕЗКИЗАГОТОВОК | 1971 |
|
SU420427A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| SU 916211, 30.03.1982. | |||
