Изобретение в основном относится к дистанционирующим решеткам тепловыделяющих сборок, в частности к способу изготовления решеточного элемента тепловыделяющей сборки и решеточному элементу, изготовленному этим способом.
Дистанционирующие решетки тепловыделяющих сборок хорошо известны. Одна из таких дистанционирующих решеток описана в патенте N 1425252, кл. 21 C 3/34, 1976. В патенте описан решеточный элемент, содержащий две пересекающиеся группы множества параллельных внутренних полос, размещенных поперек и внутри наружной полосы и закрепленных своими концами к наружной полосе, образующих при пресечении множества стержневых ячеек для приема соответствующего им множества топливных стержней и глухих трубок, отклоняющие средства, связанные с каждой стержневой ячейкой и выполненные в наружной полосе для отклонения составляющей жидкостного потока на топливных стержнях, множества упругих пружинных элементов, связанных с топливными стержнями и образованных из элементов наружной и каждой внутренней полосы с возможностью зацепления с соответствующим ему топливным стержнем для удержания последнего. Решеточный элемент, описанный в данном патенте имеет квадратный поперечный контур и выполнен способом, отличающимся от описанного ниже.
Наиболее близким к изобретению по технической сущности и наибольшему количеству признаков, сходных с предлагаемым способом изготовления решеточного элемента, является описанный в патенте N 1489964, кл. 21 C 3/34, 1977, способ изготовления решеточного элемента тепловыделяющей сборки, включающий получение множества отклоняющих лопаток и множества пружинных упругих элементов на внутренних и наружных полосах решеточного элемента, соединение внутренних полос между собой с образованием стержневых ячеек для приема соответствующего им множества топливных стержней и глухих трубок, соединение внешних полос и соединение внутренних полос со внешними. В патенте не описан способ изготовления решеточного элемента, как описывается и предлагается далее.
Хотя в вышеупомянутых патентах описаны дистанционирующие решетки тепловыделяющей сборки, в них не описан способ изготовления решеточных элементов тепловыделяющих сборок и решеточный элемент, изготовленный этим способом, как описано и заявлено ниже.
Следовательно, необходим приемлемый способ изготовления решеточных элементов тепловыделяющих сборок и решеточный элемент, изготовленный этим способом.
В изобретении предлагается способ изготовления решеточного элемента тепловыделяющей сборки и решеточный элемент, изготовленный этим способом.
Этот способ включает размещение множества удлиненных металлических полос на управляемый компьютером конвейер, который последовательно транспортирует полосы для установки во множество управляемых компьютером проколочных и вытяжных штампов комбинированного штампа последовательного действия. Штампы селективно приводятся компьютером в действие для создания таких элементов, изогнутые отклоняющие лопатки и пружинные элементы на каждой детали полосы. После того, как операции прошивки и вытяжки завершены, полосы соединяются сваркой для образования решеточного элемента гексагонального поперечного сечения, решеточный элемент ограничивает множество ромбообразных ячеек для топливных стержней и множество, в основном ромбообразных ячеек для глухих трубок между ними. Стержневые ячейки предназначены для пропускания через них множества топливных стержней, и глухие ячейки предназначены для пропускания через них множества глухих трубок.
Стержневые ячейки ромбовидной формы взаимодействуют с отклоняющими лопатками для отклонения составляющей жидкостного потока около продольной центральной оси каждого топливного стержня, чтобы избежать начальной температуры пузырчатого кипения (DNB) на поверхности топливных стержней.
Способ согласно изобретению будет более понятен из последующего описания, иллюстрированного прилагаемыми чертежами, на которых:
фиг. 1 - продольный разрез тепловыделяющей сборки ядерного реактора, с удаленными для ясности деталями, при этом тепловыделяющая сборка включает множество параллельных топливных стержней и множество направляющих глухих трубок (наконечников), проходящих через каждый из множества пространственно отделенных коаксиально отцентрованных решеточных элементов;
фиг. 2 - вид сверху одного решеточного элемента, на этом виде удалены для ясности множество топливных стержней и глухих трубок, на нем также изображен решеточный элемент с множеством пересекающих первых и вторых внутренних полос, расположенных внутри наружной полосы гексагональной формы;
фиг. 3 - перспективный фрагментарный вид решеточного элемента с расположенным возле него лазерным сварочным устройством;
фиг. 4 - перспективный вид одной из первых внутренних полос решеточного элемента, пересекающей одну из вторых внутренних полос решеточного элемента;
фиг. 5 - вид в разрезе заготовки полосы, преобразованной способом по изобретению либо в первую внутреннюю полосу, либо во вторую внутреннюю полосу;
фиг. 6 - вид в частичном разрезе комбинированного штампа последовательного действия, содержащего множество пневматических вытяжных и проколочных штампов, смонтированных для преобразования заготовки полосы либо в первую внутреннюю полосу; либо во вторую внутреннюю полосу, либо в наружную полосу;
фиг. 7 - вид в частичном разрезе комбинированного штампа последовательного действия, изображающий проколочный штамп, прошивающий множество заготовок полос;
фиг. 8 - вид в разрезе одной из заготовок полос после частичной машинной обработки на проколочном штампе;
фиг. 9 - увеличенный вид в продольном разрезе одного из наборов штампов, вытягивающих ребра отклоняющего устройства в одной из заготовок полос;
фиг. 10 - частичный разрез одной предварительно выбранной пары заготовок полос, связанных с наружной полосой перед вытягиванием в правильный трехгранник посредством гибочного трехгранного штампа;
фиг. 11 - вид в частичном вертикальном разрезе гибочного трехгранного штампа в рабочем состоянии для гибки одной предварительно выбранной пары заготовок полос в правильный трехгранник;
фиг. 12 - вид в частичном вертикальном разрезе гибочного трехгранного штампа в процессе вытяжки одной пары заготовок полос в правильный трехгранник;
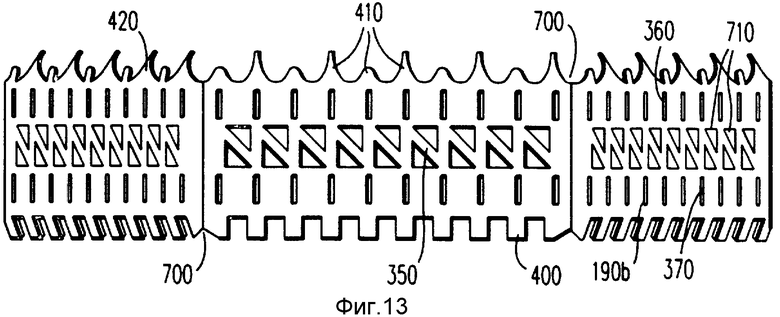
фиг. 13 - изображает вертикальный разрез заготовки полосы после вытяжки в правильный трехгранник путем обработки на гибочном трехгранном штампе;
фиг. 14 - изображает частичный вертикальный разрез заготовки полосы в процессе чеканки на чеканочном штампе;
фиг. 15 - вид сверху собранной наружной полосы после того, как пара трехгранных полос соединена для образования наружной полосы с правильным гексагональным поперечным сечением.
На фиг. 1 и 2 показана тепловыделяющая сборка, в основном, обозначенная позицией 10, для производства тепла в процессе ядерного деления. Тепловыделяющая сборка 10 содержит множество удлиненных, в основном, цилиндрических топливных стержней 20 вертикально установленных с зазором в параллельный ряд. Тепловыделяющая сборка 10 может быть размещена, по существу, в однонаправленном потоке жидкого охладителя (например, умягченной воды), который отбирает тепло, генерируемое в процессе деления, происходящего в топливных стержнях 20. Жидкостной поток имеет однонаправленную ось, в основном, в направлении, иллюстрированном прямой вертикальной стрелкой, показанной на фиг. 1. Каждый топливный стержень, в конечном счете, содержит удлиненный, полый и, в основном, цилиндрический металлический кожух 30 для герметичного укрытия, в основном, цилиндрических топливных таблеток 40. Каждая топливная таблетка 40 выполнена из ядерного топливного вещества, содержащего расщепляющиеся ядра, равномерно диспергированных в матрице воспроизводящих ядер для генерирования тепла в процессе ядерного деления. Кожух 30 имеет внутренний диаметр 50 и наружный диаметр 60 и может быть выполнен из любого приемлемого материала, например, "ZIRCALOY-4" или подобного ему, имеющего относительно малое микроскопическое поглощающее нейтроны поперечное сечение для снижения паразитного поглощения нейтронов. В этом отношении "ZIRCALOY-4" по весу содержит примерно 1,5 олова, 0,12 железа, 0,09 хрома, 0,05 никеля и 98,24% циркония. Топливный комплект 10, кроме того, содержит первое сопло или первую связывающую плиту 70, имеющую нижний участок 80, в котором первая связывающая плита 70 также может иметь правильное гексагональное поперечное сечение. Коаксиально ей установлена и пространственно отделена от нее вторая связывающая плита 90 или второе сопло, имеющая верхний участок 100, в котором вторая связывающая плита 90 также может иметь правильное гексагональное поперечное сечение.
Согласно фиг. 1 и 2 к нижнему участку 80 первой связывающей плиты 70 прикреплены и отходят от нее наружу множество удлиненных, в основном, цилиндрических направляющих регулирующие стержни глухих трубок 110, установленных с зазором в параллельный ряд, каждая глухая трубка имеет первый концевой участок 120 и второй концевой участок 130. Каждая глухая трубка имеет также внутренний диаметр 140 и наружный диаметр 150. Первый концевой участок 120 каждой глухой трубки прикреплен к нижнему участку 80 первой связывающей плиты 70 и второй концевой участок 130 каждой глухой трубки 110 прикреплен к верхнему участку 100 второй связывающей плиты 90 для обеспечения жесткости и конструкционной целостности тепловыделяющей сборки 10. Кроме того, внутренний диаметр 140 каждой глухой трубки 110 откалиброван, чтобы скользяще принимать удлиненный, в основном, цилиндрический поглощающий или регулирующий стержень 160 для управления процессом деления в тепловыделяющей сборке 10. В этом отношении каждый регулирующий стержень 160 выполнен из подходящего материала, имеющего относительно большое поперечное сечение микроскопического поглощения нейтронов. В частности, согласно фиг. 2 только 2 глухие трубки 110 и только 20 топливных стерженя 20 показаны для ясности.
Согласно фигурам 1, 2, 3, 4 и 5, вдоль аксиальной длины глухих трубок 110 и топливных стержней 20 расположены с зазором и установлены коаксиально между первой связывающей плитой 70 и второй связывающей плитой 90 множество коаксиально отцентрованных решеточных элементов, в основном, обозначенных позицией 170, для поддержания глухих трубок 110 и топливных стержней 20 в их заранее установленном с зазором параллельном ряду. Каждый решеточный элемент 170 может быть выполнен из "ZIRCALOY-4", или подобного ему из вышеизложенных соображений экономии нейтронов. Каждый решеточный элемент 170 включает наружную полосу 180, имеющую правильный гексагональный поперечный контур, которая может располагаться поперек потока жидкости. Наружная полоса 180 содержит пару трехгранных наружных полос 190a и 190b, соединенных по краям 195a и 195b для ограничивания гексагонального поперечного контура наружной полосы 180. Следовательно, каждая трехгранная полоса 190a и 190b имеют правильный трехгранный поперечный контур. При соответствующем соединении, например сварным соединением, краев 195a и 195b трехгранных наружных полос 190a и 190b получается наружная полоса 180 с шестью интегрально закрепленными удлиненными боковыми панелями 200, при этом каждая боковая панель 200 расположена под заранее установленным тупым углом относительно смежной боковой панели 200 для очерчивания правильного гексагонального поперечного контура наружной полосы 180.
Как следует из фиг. 1, 2, 3, 4 и 5, внутри контура наружной полосы, пересекая его, установлены в поперечном к потоку жидкости направлении множество удлиненных параллельных, пространственно разделенных первых внутренних полос 210, при этом каждая внутренняя полоса имеет заранее заданную длину. Первый конец 220 каждой первой внутренней полосы 210 интегрально закреплен к внутренней стенке, например, к внутренней стенке 230, наружной полосы 180 и второй конец 240 интегрально закреплен к другой внутренней стенке, например к внутренней стенке 250, наружной полосы 180. Каждая первая внутренняя полоса 210 расположена параллельно одной заранее выбранной боковой панели 200. Одна из заранее выбранных внутренних полос 210 может иметь, по крайней мере, один выпуклый участок 255 из соображений, приведенных далее. Кроме того, внутри контура наружной полосы 180, пересекая его, расположены в поперечном к потоку жидкости направлении множество удлиненных, параллельных и пространственно разделенных вторых внутренних полос 260, при этом каждая вторая внутренняя полоса имеет заранее заданную длину. Первый конец 270 каждой второй внутренней полосы 260 интегрально закреплен к внутренней стенке наружной полосы 180 и второй конец 280 каждой второй внутренней полосы 260 интегрально закреплен к другой внутренней стенке наружной полосы 180. Кроме того, одна из заранее выбранных вторых внутренних полос 260 может иметь по крайней мере один выпуклый участок из соображений, приведенных далее. Каждая вторая внутренняя полоса взаимно пересекает и взаимно соединена с каждой первой внутренней полосой 210 в плоскости пересечения 290 (фиг. 3) для образования решеточного элемента с конструкцией в виде корзины для яиц. В этом отношении первая внутренняя полоса 210 и вторая внутренняя полоса 260 соединены в плоскости пересечения 290 и могут быть закреплены в ней, например, сварными узлами 300. В предпочтительном варианте изобретения каждая вторая внутренняя полоса 260 пересекает первую внутреннюю полосу 210 под углом "Φ", примерно составляющим 29o для очерчивания множества параллельных ромбовидных стержневых ячеек 310 и множества, в основном ромбовидных, глухих ячеек по всему решеточному элементу 170.
Как вновь следует из фиг. 1, 2, 3, 4 и 5, каждая первая внутренняя полоса 210 имеет множество сквозных щелей 330, перпендикулярных нисходящему краю первой внутренней полосы 210 и доходящих примерно до середины (т.е. до продольной оси) первой внутренней полосы из соображений, приведенных немного ниже. Кроме того, каждая вторая внутренняя полоса 260 имеет множество сквозных щелей 340, перпендикулярных восходящему краю второй внутренней полосы 260 и доходящих примерно до середины (т.е. до продольной оси) второй внутренней полосы 260 из соображений, приведенных несколько ниже. Щели 330/340 предназначены для обеспечения взаимного блокирования или взаимного соединения первых внутренних полос 210 и вторых внутренних полос 260. То есть каждая щель 330, проходящая от нисходящей кромки каждой первой внутренней полосы 210, расположена таким образом, чтобы сопряженно зацепляться с соответствующей щелью 340, выполненной в восходящей кромке второй внутренней полосы 260. Аналогично каждая щель 340, проходящая от восходящей кромки каждой второй внутренней полосы 260, расположена таким образом, чтобы сопряженно зацепляться с соответствующей щелью 330, выполненной в восходящей кромке первой внутренней полосы 210. Таким образом каждая первая внутренняя полоса 210 взаимно заблокирована и взаимно соединена с каждой второй внутренней полосой 260 для образования конструкции решеточного элемента 170 типа корзины для яиц, когда щели 330/340 сопряженно соединены. Кроме того, эта конструкция типа корзины для яиц гарантирует обеспечение плотной упаковки топливных стержней 20, когда они проходят через каждую соответствующую стержневую ячейку 310, в треугольный питчевый ряд (ряд с треугольным шагом). При этом следует понимать, что термин "восходящая кромка" означает кромку, направленную в вверх восходящем потоке жидкости, и термин "нисходящая кромка" означает кромку, направленную вниз в нисходящем потоке жидкости.
Как лучше видно из фиг. 3, внутри каждой стержневой ячейки образованы из внутренних стенок и выступают внутрь каждой ячейки пружинные средства, например, множество упругих пружинных элементов 350, для фрикционного поддерживания и фиксирования (стопорения) каждого топливного стержня 20 в связанной с ним ячейке 310 с тем, чтобы каждый топливный элемент не мог двигаться вдоль оси, поперек нее или поворачиваться. Каждый пружинный элемент расположен под заранее установленным острым углом, составляющим примерно 45o относительно первого упругого углубления 360 и второго упругого углубления 370, выровненных вертикально и коаксиально. Пружинные элементы 350, образованные из внутренних стенок каждой стержневой ячейки 310, фрикционно поддерживают каждый топливный стержень 20. В предпочтительном варианте изобретения первое углубление 360 расположено вверх по потоку жидкости, тогда как второе углубление 370 расположено вниз по потоку жидкого охладителя, поэтому из вышеприведенного описания понятно, что каждая стержневая ячейка 310 удерживает и поддерживает соответствующий топливный стержень 20 в шести точках зацепления или контакта, а именно в четырех углублениях и двумя пружинными элементами, выступающими внутрь каждой стержневой ячейки 310 для фрикционного зацепления каждого топливного стержня 20.
Согласно фиг. 2, 3 и 4 к восходящей кромке каждой первой внутренней полосы 210 и каждой второй внутренней полосы 260 интегрально закреплены и связаны с каждой стержневой ячейкой 310 отклоняющие средства, например, множество пространственно разделенных отклоняющих лопаток 380, для отклонения составляющей жидкостного потока около центральных продольных осей каждого топливного стержня 20, проходящего через соответствующую ему стержневую ячейку 310. Каждая отклоняющая лопатка 380 проходит криволинейно наверх и частично выступает над связанной с ней стержневой ячейкой 310 наклонно к потоку жидкости для образования вихря, спирально закрученного вокруг продольной оси топливного стержня 20. Закручивание составляющей жидкостного потока вокруг продольной центральной оси каждого топливного стержня способствует поддержанию жидкого, по существу, однофазного потока охладителя на поверхности каждого топливного стержня 20. Это важно, так как поддержание жидкого, по существу, однофазного потока охладителя на наружном диаметре 60 (т.е. на наружной поверхности) топливного стержня способствует исключению DNB на поверхности топливного стержня 20. В предпочтительном варианте изобретения множество отклоняющих лопаток 380 могут быть парными отклоняющими лопатками, поэтому, когда первые внутренние полосы 210 и вторые внутренние полосы 260 соответственно заблокированы друг с другом, как описано выше, каждая стержневая ячейка 310 будет иметь две отклоняющие лопатки 380, связанных с ней.
Вновь согласно фиг. 2, 3 и 4 каждая отклоняющая лопатка 380 криволинейно проходит от восходящей кромки каждой первой внутренней полосы 210 и каждой второй внутренней полосы 260 до заранее установленного расстояния над стержневой ячейкой 310 и выступает внутрь выше каждой стержневой ячейки 410 для изменения направления потока жидкости, текущей через стержневую ячейку 310. В этом отношении каждая отклоняющая лопатка 380 имеет изогнутую подповерхность 385 для создания вышеупомянутого вихря, который централизуется около продольной центральной оси топливного стержня 20. Две отклоняющие лопатки 380, связанные с каждой стержневой ячейкой 310, ориентированы противоположно друг другу для того, чтобы два спиральных вихря, созданных парой отклоняющих лопаток, не могли течь в противотоке друг другу. Это важно, так как текущие в противотоке потоки будут так или иначе разрушать винтовую спиральную форму, созданную вихрями. В результате такого противотока потоков могут создаться условия, при которых не может быть получен, по существу, однофазный жидкостной поток на поверхности топливного стержня 20. Кроме того, две отклоняющие лопатки 380, связанные с каждой стержневой ячейкой 310, расположены так, чтобы одна из двух отклоняющих лопаток 380 была расположена достаточно близко к каждому крайнему углу стержневой ячейки 310. Таким образом, две отклоняющие лопатки 380 сгруппированы, в основном, симметрично на наибольшей диагонали стержневой ячейки 310. Кроме того, каждая первая и вторая внутренняя полоса 210/260 могут иметь множество пространственно разделенных петелек 390, интегрально закрепленных к каждой первой и второй внутренней полосе 210/260, проходящих наружу от нисходящих кромок каждой полосы и параллельных потоку жидкости для обеспечения материала сварного шва при сварке первой и второй внутренних полос 210/260 после того, как первая и вторая внутренние полосы соответственно взаимно заблокированы. Аналогично, каждая первая и вторая внутренние полосы 210/260 могут иметь множество пространственно разделенных петелек 395, интегрально закрепленных к каждой первой и второй внутренней полосе 210/260, проходящих наружу от восходящих кромок каждой полосы и параллельных потоку жидкости для обеспечения материала сварного шва при сварке первой и второй внутренних полос 210/260, после того, как первая и вторая внутренние полосы 210/260 соответственно взаимно заблокированы. Кроме того, наружная полоса 180 может также включать множество пространственно разделенных изогнутых внутрь петелек 400, интегрально закрепленных к нисходящим кромкам наружной полосы и проходящих вниз от кромок наружной полосы 180 для облегчения проскальзывания первой тепловыделяющей сборки 10 над второй тепловыделяющей сборкой 10 в процессе операций дозаправки топливом с тем, чтобы первая тепловыделяющая сборка не обдирала или застревала на второй тепловыделяющей сборке 10. Кроме того, наружная полоса 180 может включать множество пространственно разделенных изогнутых внутрь отклоняющих ребер 410, интегрально закрепленных к восходящей кромке наружной полосы 180 для отклонения составляющей жидкостного потока на топливных стержнях 20, расположенных вдоль внутренней периферии наружной полосы 180. В этом отношении каждое отклоняющее ребро 410 имеет в основном пирамидальный наружный контур и интегрально закреплено своим основанием к восходящей кромке наружной полосы 180 и также проходит наверх и частично выступает над связанной с ним стержневой ячейкой 310.
Время, требующееся для изготовления решеточного элемента 170, можно уменьшить выбором соответствующего способа производства. Такой способ должен быть дешевым, эффективным за счет автоматизации и требующим только одной машинной установки, нежели составной установки, для эффективного изготовления решеточных элементов 170 различных конструкций. Способ изготовления таких решеточных элементов 170 описан ниже.
В связи с этим на фиг. 5 представлена одна из множества удлиненных, в основном, прямоугольных полос 420, которую способом по изобретению преобразовывают в наружную полосу 180, множество первых внутренних полос 210 или множество вторых внутренних полос 260. Каждая полоса 420 включает верхний край 430, нижний край 440, проходящий параллельно верхнему краю 430, левый борт 450, проходящий перпендикулярно верхнему и нижнему краям 430/440 и правый борт 460, проходящий параллельно левому борту 450 для очерчивания, в основном прямоугольной формы полосы 420. Полоса 420 может быть выполнена из "ZIRCALOY-4", или подобного ему из вышеупомянутых соображений экономии нейтронов.
На фиг. 6 и 7 схематично изображен с удаленными для ясности деталями комбинированный штамп последовательного действия, в основном, обозначенный позицией 470 для трансформирования полос 420 в наружную полосу 180, множество первых внутренних полос 210 и множество вторых внутренних полос 260. Как широко известно в технике, комбинированный штамп последовательного действия включает множество гибочных, вырубных, пробивных и/или вытяжных штампов, расположенных тандемом. Также широко известно специалистам, что термин "пробивка" означает прием резки, при котором кусок металла, выбиваемый пробивным штампом, является скрапом или отходом, а оставшийся металл, помещенный в пробивной штамп, составляет заготовку (т.е. полосу 420), которую можно подвергнуть дальнейшей металлообработки (например, дальнейшей прошивке и вытяжке). Термин "гибка" означает прием холодной гибки металла, при котором гибочный штамп производит пластическую выпрессовку вдоль изогнутой оси в детали (т.е. полосы 420). Как более подробно описано ниже, вырубку используют в способе по изобретению для вырезки профиля, по крайней мере, отклоняющих лопаток 380, петелек 390, петелек 400 и отклоняющих ребер 410, тогда как гибку используют в способе по изобретению для гибки, по крайней мере, трехгранных наружных полос 190a/190b, выпуклых участков 255/285, пружинных элементов 350, первых углублений 360, и вторых углублений 370. Установки пробивных и/или вытяжных штампов могут быть расположены вдоль любого удобного пути, например линейного пути, в основном кругового пути или в основном овального пути.
Согласно фиг. 6 и 7 комбинированный штамп 470 последовательного действия содержит раму 480, на которой смонтировано множество пневматических установок проколочных и вытяжных штампов, в целом обозначенных позицией 490. Например, установки штампов 490 могут быть с газовым (например, воздушным) или гидравлическим (например, масло или вода) приводом. Штампы 490 могут быть с пневматическим приводом для быстродействия. В предпочтительном варианте изобретения каждый комплект штампов 490 имеет воздушный привод и включает приводимый в действие воздухом двигатель или воздушный цилиндр 500, связанный с удлиненным валом плунжера 510. Вал плунжера 510 закреплен к поперечной балке 520, которая в конечном счете скользяще зацепляется с множеством удлиненных направляющих штифтов 530, чтобы дать возможность поперечной балке 520 двигаться взад и вперед аксиально вдоль направляющих штифтов 530, т.к. вал плунжера 510 приводится в возвратно-поступательное движение воздушным цилиндром 500. К одному из концов направляющих штифтов 530 может быть присоединен блок съемника 540, имеющий ступенчатое отверстие, выполненное в нем по причинам, изложенным ниже. В зависимости от того, какая операция металлообработки выполняется, проходит наружу через поперечину 520 и входит в отверстие 550 пробивной штамп 560 или гибочный штамп 570. Вырубной штамп 560 предназначен для вырубки пустой полосы 420 и вытяжной штамп 570 предназначен для вытяжки пустой полосы 420. При возвратно-поступательном движении вырубной штамп 560 или гибочный штамп 570 перемещаются вниз для осуществления соответственно, операции вырубка или гибка и затем перемещаются вверх в их исходную позицию посредством пневматического действия воздушного цилиндра 500. В альтернативном варианте изобретения могут быть предусмотрены средства для направленного вверх отскока вырубного штампа 560 или гибочного штампа 570 после нисходящего перемещения и затем размыкания посредством воздушного цилиндра 500. В соответствии с альтернативным вариантом вырубной или гибочный штамп могут окружать средства для обеспечения отскока проколочного штампа 560 или вытяжного штампа 570, например, возвратную пружину 580, один конец которой примыкает к поперечине 520, а другой конец расположен в ступеньке большего диаметра ступенчатого отверстия 550 для смещения вверх проколочного штампа 560 или вытяжного штампа 570 после перемещения вниз проколочного штампа 560 или вытяжного штампа 570 и разъединения посредством воздушного цилиндра 500. Кроме того, вместо блока съемника 540, к раме480 может быть интегрально закреплена и коаксиально выровнена наковальня или матрица 590 для опирания а нее полосы 420. Матрица 590 может иметь сквозной канал 600 для приема металлической обрези или скрапа 605, выбитого или проколотого вырубным штампом 560. Матрица 590 альтернативно может иметь полость 610, предпочтительнее, чем канал 600, с заранее заданным контуром для точной вытяжки полосы 420 в дополняющий контур, соответствующий контуру полости 610.
Согласно фиг. 9 и 10, с рамой 480 связаны конвейерные средства, например, множество управляемых компьютером моторизованных роликов 620 для транспортирования пустых полос вдоль заранее заданного контура 630, проходящего через комбинированный штамп последовательного действия 470. Контур (цепь) 630 проходит между каждым комплектом блоков съемников 540 и матрицами 590 так, что каждая полоса 420 проходит под или проколочным штампом 560 и/или вытяжным штампом 570. В предпочтительном варианте изобретения контур 630 следует по линейной траектории, как показано горизонтальной стрелкой на фиг. 6 и 7. Понятно, что контур 630 может проходить через комбинированный штамп последовательного действия по любой удобной траектории, например, в основном, по круговой траектории или, в основном, по овальной траектории в зависимости от пространственного расположения комплектов штампов 490. Кроме того, контур 630 может ограничивать взаимосвязанную сеть траекторий в зависимости от пространственного расположения комплектов штампов 490. Вдобавок, конвейерные средства не обязательно должны быть роликовыми, лучше, чтобы конвейерными средствами были ленточный конвейер, цепь и/или множество механических захватов-манипуляторов (не показано) для транспортирования каждой полосы 420 вдоль контура 630.
Согласно фиг. 6 и 7 к роликам 620 и воздушным цилиндрам 500 электрически подсоединены например, посредством электропроводов 640, компьютерные средства, например компьютер с заданной программой 650. Компьютер 650 может селективно управлять движением любого одного или всех роликов 620 и селективно приводить в движение любой или все воздушные цилиндры 500 согласно заданной компьютерной программе (не показано), заложенной в компьютер 650.
Согласно фиг. 8 - 15 один из заранее выбранных штампов, например, пробивной штамп направляющих отверстий 660 используется для пробивки множества направляющих отверстий 665 в верхнем и/или нижнем краях 430/440 полосы 420. Направляющие отверстия 665 позволяют точно позиционировать полосу 420 хорошо известным в технике способом под каждым заранее выбранным комплектом штампов 490 в процессе операции металлообработки. Другой вырубной штамп, например вырубной штамп отклоняющих лопаток 670, используется в вышеописанном способе для вырубки отклоняющих лопаток 380 в верхнем крае 430 пустой полосы 420. Аналогично, вырубной петелечный штамп 680 может использоваться в описанном ниже способе для прошивки петелек 390, 395 и 400. Кроме того, для вырубки отклоняющих ребер 410 может быть предусмотрен вырубной штамп отклоняющих ребер 690. Для обрезки полосы 420 может быть предусмотрен обрезной штамп, аналогичный штампу 560. Как хорошо известно в технике, "обрезка" используется для удаления излишка металла, который остается после операции вытяжки. Вдобавок из вышеприведенного описания понятно, что для выполнения других операций вырубки могут быть предусмотрены другие вырубные штампы, например, подобные вырубному штампу 560 для вырубки надрезов 700 в верхнем и нижнем краях 430/440 полосы 420, если это необходимо, или для образования пружинных вырезов 710, ограничивающих пружинные элементы 350.
Согласно фиг. 8 - 15 полость 310 имеет заранее заданный контур для изгибания отклоняющей лопатки 380 как вытяжным штампом отклоняющих лопаток так и вытяжным штампом, аналогичным гибочному штампу 570, перемещая его вниз соответствующим воздушным цилиндром 500 для зацепления с полосой 420. Кроме того, полость 610 может иметь заранее заданный контур для гибки каждой трехгранной полосы 190a/190b, как и трехгранный гибочный штамп 720, перемещаемый вниз соответствующим воздушным цилиндром 500 для зацепления с полосой 420 (фиг. 11, 12 и 13). Кроме того, полость 610 может иметь заранее заданный контур для чеканки нижнего края 440 полосы 420 так же, как чеканочным штампом, который может быть гибочным штампом, подобным гибочному штампу 570, посредством перемещения его вниз соответствующим воздушным цилиндром 500 для зацепления с полосой 420 (фиг. 14). Как хорошо известно из техники, "чеканка" включает холодную обработку посредством вытяжного штампа, пока заготовка (т.е. полоса 420) полностью находится (ограничена) между матрицей и штампом. Чеканка нижнего края 440 способствует уменьшению падения гидравлического давления через решеточный элемент 170, когда решеточный элемент расположен поперек жидкостного потока.
Согласно фиг. 3 и 15 предусмотрен лазерный сварочный аппарат 740 для точного соединения первой внутренней полосы 210 со второй внутренней полосой 260 посредством сварных узлов 300, расположенных на выступающих наружу свариваемых петельках, размещенных в плоскости пересечения 290. Лазерный сварочный аппарат 740 также используется для сварки трехгранных наружных полос 190a/190b и краев 195a/195b для соединения трехгранных наружных полос 190a/190b таким образом, чтобы придать наружной полосе 180 гексагональный поперечный контур. Использование лазерного сварочного аппарата, например, лазерного сварочного аппарата 740, обусловлено его способностью обеспечить точное размещение сварных узлов.
Так как поток жидкости течет выше топливного комплекта 10, то он будет проходит через каждую ромбовидную стержневую ячейку 310, ограниченную решеточным элементом 170. Отклоняющие лопатки 380 отклоняют поток жидкости внутрь в направлении к наружной поверхности каждого топливного стержня 20 для исключения частичного или устойчивого пленочного кипения на ней и следовательно избежать начальной температуры пузырчатого кипения (DNB) на поверхности топливного стержня 20. Исключение DNB на поверхности топливного стержня в конечном счете исключает возможное повреждение топливных стержней 20.
В этом отношении ромбический поперечный контур каждой стержневой ячейки 310 взаимодействует или действует совместно с изогнутой подповерхностью 385 каждой отклоняющей лопатки 380 для создания вихря с тем, чтобы избежать DNB. Таким образом каждая стержневая ромбовидная ячейка приобретает относительно малую или ограниченную поперечную площадь истечения для текущего потока. Следовательно, из-за ограниченной площади истечения стержневой ячейки 310, которую обеспечивает ромбовидная форма стержневой ячейки 310, больший жидкостной поток, текущий вверх через стержневую ячейку 310 будет вовлекаться в контакт с подповерхностью 385 каждой отклоняющей лопатки, когда жидкостной поток выходит из стержневой ячейки 310. Это происходит вследствие того, что каждая отклоняющая лопатка проходит вверх и частично выступает над связанной с ней стержневой ячейкой наклонно к жидкостному потоку для отклонения потока жидкости. Создание таких вихрей поддерживает по существу, однофазный жидкостный поток охладителя на наружной (т.е. на наружном диаметре) поверхности топливного стержня для исключения DNB.
Теперь опишем способ изготовления решеточного элемента 170 на комбинированном штампе последовательного действия. В этом отношении ролики 620 являются управляемыми для обеспечения управляемыми транспортирующими средствами вдоль контура 630, проходящего через комбинированный штамп последовательного действия 490 вдоль любой удобной траектории, например, линейной, круговой, или овальной, в зависимости от пространственного расположения набора штампов 470. Ролики 620 могут поворачиваться компьютером 650 по заранее заданной компьютерной программе, заложенной в компьютер 650. Ролики 620 последовательно транспортируют каждую из множества полос 420 вдоль контура 630, т.к. каждая полоса должна зацепляться роликами 620. Когда ролики 620 поворачиваются, полосы 420 последовательно продвигаются вдоль контура 630 и коаксиально выравниваются пневматически приводимым в действие пробивным штампом направляющих отверстий 660. Воздушный цилиндр 500, соответствующий проколочному штампу направляющих отверстий 660, селективно управляется компьютером и приводит в действие пробивной штамп направляющих отверстий 660 для пробивки множества направляющих отверстий 665 в каждой полосе 420, при этом направляющие отверстия 665 позволяют точно позиционировать каждую полосу 420 способом, хорошо известным в технике, и оставаться в заранее выбранном наборе штампом 490 в течение последующих операций металлообработки.
Затем полосы 420 могут последовательно продвигаться вдоль контура 630 и коаксиально выравниваться с заранее выбранным вырубным штампом отклоняющих лопаток 670 управляемыми роликами 630 в соответствии с заложенной в компьютер компьютерной программой. Компьютер 650 селективно управляет воздушным цилиндром, соответствующим вырубному штампу отклоняющих лопаток 670, который пневматически приводит штамп в действие, при этом каждая полоса 420 прошивается с образованием множества отклоняющих лопаток 380 в верхнем крае 430 полосы 420. Множество полос 420 также последовательно продвигаются вдоль контура 630 и коаксиально выравниваются роликами 630 с заранее выбранным пневматическим вытяжным штампом отклоняющих лопаток в соответствии с компьютерной программой. Компьютер 650 затем селективно приводит в действие воздушный цилиндр 500, соответствующий вытяжному штампу отклоняющих лопаток, который приводит штамп в действие, при этом каждая отклоняющая лопатка вытягивается с заданной кривизной. Вытяжной штамп отклоняющих лопаток формирует множество изогнутых отклоняющих лопаток 380, интегрально закрепленных к верхнему краю 430 каждой заготовки 420. Заготовки 420 продвигаются к другому вытяжному штампу набора 490 для гибки выпуклых участков 255 в одной из выбранных заранее первых внутренних полос 210 и выпуклых участков 285 в одной из выбранных заранее вторых внутренних полос 260. Таким образом, в каждой глухой ячейке будут вытянуты выпуклые участки 255/285 для того, чтобы окружить соответствующие глухие трубки 110, которые имеют больший наружный диаметр 150, чем наружный диаметр топливных стержней 20. Заготовки 420 с выполненными на них отклоняющими лопатками 380 могут так же продвигаться к просечному штампу, входящему в набор штампов 490, для просечки сквозных щелей 330 в первых внутренних полосах 210 и сквозных щелей 340 во вторых внутренних полосах 260. Как хорошо известно в технике, "просечка" является операцией прошивки, которая образует прорези в заготовке (т.е. заготовке полосы 420).
Кроме того, множество заготовок 420 может последовательно продвигаться вдоль контура 630 и коаксиально выравниваться управляемыми роликами 630 с заранее выбранным пневматическим проколочным штампом пружинных вырезов в соответствии с программой, заложенной в компьютер 650. Компьютер 650 селективно приводит в действие воздушный цилиндр 500, соответствующий проколочному штампу пружинный вырез, который приводит штамп в действие, в результате чего в каждой из полос выполняются пружинные вырезы 710. Как описано немного ниже, каждая пара пружинных вырезов 710 определяет пружинный элемент 350 (см. фиг. 3). Заготовки 420 также последовательно продвигаются вдоль контура 630 и коаксиально выравниваются управляемыми роликами 630 с заранее выбранным пневматическим штампом вытяжки пружин в соответствии с программой, заложенной в компьютер. Компьютер 650 селективно приводит в действие воздушный цилиндр, соответствующий штампу вытяжки пружин, приводящий в действие штамп, в результате в каждой заготовке полосы 420 формируется выпуклый участок на ней, определяющий пружинный элемент 350 между каждой парой пружинных вырезов 710, при этом каждый пружинный элемент выполнен возле центральной оси каждой заготовки полосы 420.
Теперь следует представить способ изготовления наружной полосы 180. В этом отношении заранее выбранная пара заготовок полосы 420 определенной длины последовательно продвигается вдоль контура 630 управляемыми роликами, коаксиально выравниваются с пневматическим штампом проколки отклоняющих ребер в соответствии с программой, заложенной в компьютер. Компьютер 650 селективно приводит в действие воздушный цилиндр 500, соответствующий штампу проколки отклоняющих ребер, приводящий в действие штамп, в результате в каждой паре заготовок полос 420 проколкой формируются множество смежных отклоняющих ребер 410 в верхних краях каждой пары заготовок полос 420. Пара заготовок полос 420 также последовательно продвигается вдоль контура 630 управляемыми роликами, коаксиально выравнивается с пневматическим вытяжным штампом отклоняющих ребер в соответствии с заложенной в компьютер программой. Компьютер 650 селективно приводит в действие воздушный цилиндр, соответствующий вытяжному штампу отклоняющих ребер, который приводит в действие штамп, в котором каждому отклоняющему ребру 410 придается заданная для каждого отклоняющего ребра кривизна. Заранее выбранная пара заготовок полос также последовательно продвигается вдоль контура 630 управляемыми роликами, коаксиально выравнивается с пневматическим трехгранным вытяжным штампом 720 в соответствии с программой, заложенной в компьютер. Компьютер 650 приводит в действие воздушный цилиндр, соответствующий трехгранному вытяжному штампу, который приводит штамп в действие, в результате чего каждой паре заготовок полос 420 вытяжкой придается правильная трехгранная форма (т.е. форма правильной трапеции с отсутствующей самой длинной боковой стороной). Таким образом из каждой пары заранее выбранных заготовок полос вытяжкой получают правильные трехгранные наружные полосы 190a/190b. Трехгранные наружные полосы 180a/190b затем соединяются по их краям 195a/195b, выравниваются и затем свариваются лазерным сваривающим аппаратом 740. Таким образом трехгранные наружные полосы 190a/190b соединяются сваркой с получением наружной полосы 180, имеющей правильный гексагональный контур.
Из вышеприведенного понятно, что концы 220/240 первой внутренней полосы 210 и концы 270/280 второй внутренней полосы 260 соединяются соответствующим образом с соответствующими им внутренними стенками 230 наружной полосы 180 (т. е. с внутренними поверхностями боковых панелей 200) сваркой посредством лазерного сварочного аппарата 740. Таким образом, из вышеприведенного обсуждения понятно, что матрица из полос, содержащая множество первых внутренних полос 210 и вторых внутренних полос 260, сваривается лазерной сваркой так, чтобы они были окружены наружной полосой 180 для ограничивания гексагонального решеточного элемента 170.
Из вышеприведенного понятно также, что способ по изобретению требует только одной установки комбинированного штампа последовательного действия 470 для селективного изготовления решеточных элементов различных конструкций. Это происходит потому, что заранее выбранные вытяжные проколочные, надрезные и чеканочные штампы, соответствующие различным ожидаемым конструкциям решеточных элементов 170 могут быть изначально установлены (т.е. смонтированы) на комбинированном штампе последовательного действия 470. Компьютер 650 затем селективно приводит во вращение ролики 620 для направления заготовок полос 420 вдоль контура (цепи) 630 только к тем заранее выбранным штампам, которые необходимы для изготовления решеточного элемента заранее установленной конструкции. Например, если в решеточном элементе определенной конструкции не нужны впадины 360/370, компьютер может провести заготовку полосы мимо штампа вытяжки впадин, транспортируя заготовку полосы по цепи 630. Это автоматически согласуется с заложенной в компьютер программой. Альтернативно, если впадины 360/370 нежелательны, то заготовка полосы 420 может пройти через штамп вытяжки впадин, однако компьютерная программа не приведет в действие штамп, соответствующий операции вытяжки впадин. Аналогично, хотя и не предпочтительно, можно миновать трехгранный гибочный штамп или деактивировать компьютерную программу так, чтобы не выполнять гибку трехгранной формы наружных полос 190a/190b. В этом случае из заготовки полосы 420 предпочтительно индивидуально формировать шесть боковых панелей 200, чем две трехгранные наружные полосы 190a/190b, затем удобно расположить и сварить лазерной сваркой с образованием гексагонального поперечного контура наружной полосы 180.
Кроме того, понятно, что согласно способу по изобретению операции металлообработки, используемые при изготовлении решеточного элемента 170, могут выполняться в любом удобном порядке или последовательности в зависимости от пространственного расположения пробивных, вытяжных, обрезных и чеканочных штампов в наборе 490.
Более того, понятно, что в предпочтительном способе изготовления решеточного элемента 170 предпочтительнее формировать только две выступающие кромки (т.е. кромки 195a/195b) трехгранных наружных полос 190a/190b, чем шесть вступающих кромок. Это важно, так как предпочтительнее сваривать только две выступающие кромки, чем шесть выступающих кромок, уменьшая этим число свариваемых кромок и время изготовления наружной полосы 180. Кроме того, при наличии только двух выступающих кромок гексагональный решеточный элемент 170 имеет только два разрыва непрерывности (т.е. скользяще выступающие сваренные кромки 195a/195b). Это также важно, так как наличие только двух вместо шести выступающих кромок снижает риск обдирания или застревания и в конечном счете повреждения решеточного элемента 170 при манипулировании тепловоспринимающей сборкой 10 в активной зоне реактора в процессе дозаправки топливом реактора.













Изобретение относится к дистанционирующим решеткам тепловыделяющих сборок, в частности к способу изготовления решеточного элемента тепловыделяющей сборки и решеточному элементу, изготовленному этим способом. Способ изготовления внутренних и наружных полос решеточного элемента включает получение в нем множества лопаток и множества пружинных элементов. Полосы перемещают управляемые конвейерные средства. Для центрирования полос осуществляют пробивку отверстий в пробивном штампе. Далее, центрируя полосу в каждом штампе осуществляют вырубку отклоняющих лопаток в вырубном штампе, гибку для придания формы отклоняющей лопатке в гибочном штампе, вытяжку упругих пружинных элементов в вытяжном штампе. После этого наружные полосы центрируют в гибочном штампе и производят гибку для придания каждой паре полос трехгранной формы поперечного сечения. Способ изготовления решеточного элемента тепловыделяющей сборки включает изготовление внутренних и наружных полос решеточного элемента в соответствии с технологической последовательностью, перемещение полос с помощью компьютера в устройстве для штамповки с набором штампов, имеющих матрицы, размещенные в одной плите. Полосы перемещают для совершения вышеописанной последовательности операции вдоль направления штамповки и, центрируя каждую полосу в соответствующем штампе, селективно приводят пневматически его в действие посредством компьютера. Затем внутренние полосы соединяют между собой с образованием стержневых ромбовидных ячеек для приема топливных стержней и глухих трубок и наружные полосы с образованием шестигранника посредством лазерного сварочного аппарата. Далее соединяют образованные наружными и внутренними полосами конструкции посредством лазерного сварочного аппарата. Решеточный элемент содержит две пересекающиеся группы множества параллельных внутренних полос, размещенных поперек и внутри замкнутой наружной полосы и, закрепленных своими концами к наружной полосе, образующих при пересечении множества стержневых ячеек для приема соответствующего им множества топливных стержней и глухих трубок. Решеточный элемент содержит отклоняющие средства, связанные с каждой стержневой ячейкой и выполненные в наружных и внутренних полосах для отклонения составляющей жидкостного потока на топливных стержнях. Решеточный элемент содержит множество упругих пружинных элементов, связанных с топливными стержнями и образованных из элементов наружной и каждой внутренней полосы с возможностью зацепления с соответствующим ему топливным стержнем. Решеточный элемент выполнен способом, описанным ранее, имеет гексагональный поперечный контур. Стержневые ячейки имеют ромбовидную форму. 3 с. и 7 з.п. ф-лы, 15 ил.
| US, патент, 3281327, кл | |||
| Газогенератор для дров, торфа и кизяка | 1921 |
|
SU376A1 |
| US, патент, 4547335, кл | |||
| Газогенератор для дров, торфа и кизяка | 1921 |
|
SU376A1 |
| GB, патент, 1489964, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| GB, патент, 142525 2, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
