Изобретение относится к металлургии и получению армированных композиционных материалов и отливок и может быть использовано для получения пропиткой композиционных материалов (КМ), имеющих армирующий углеграфитовый каркас, которые работают в агрессивных средах в качестве торцевых уплотнителей, подшипников скольжения, направляющих, токосъемников и т.п. деталей.
Известен способ изготовления волокнистого металлического КМ, при котором волокна предварительно укладывают в агломерирующее устройство с тремя поршнями, расположенными в трех взаимно перпендикулярных направлениях, и прессуют в нем. Полученный агломерат укладывают в литейную пресс-форму, нагревают до 350 - 550oC, заливают матричным расплавом, нагретым на 50 - 200oC выше температуры ликвидус, и подают давление, обеспечивающее пропитку армирующего каркаса расплавом (см. заявку N 60-46336, Япония, C 22 C 1/09, опублик. 13.03.85).
Недостатком этого способа при изготовлении КМ с использованием пористого каркаса является низкая плотность полученного КМ, поскольку пропитка с одновременным приложением давления к матричному материалу в трех взаимно перпендикулярных направлениях приводит к образованию полости внутри пористого каркаса, не заполненной матричным материалом. Полость образуется вследствие оттеснения газа, содержащегося в порах каркаса, в центральную область последнего с одновременным сжатием этого газа.
Предварительное вакуумирование пористого каркаса при использовании данного способа и наличие химического взаимодействия матричного материала с материалом каркаса также приводит к незаполнению пор в центре каркаса и снижению его плотности ввиду оттеснения газов, образующихся при химическом взаимодействии матричного материала с материалом каркаса в центре последнего. Таким образом применение данного способа при получении КМ пропиткой с использованием пористого каркаса не обеспечивает в ряде случаев требуемой плотности КМ.
Известен способ пропитки пористого тела металлом, согласно которому пористое тело помещают в вакуумную печь для нагревания и дегазации, а затем при пониженном давлении опускают в расплавленный металл. При этом пропитанное металлом в вакуумной печи тело помещают вместе с расплавленным металлом в металлическую форму, в которой его подвергают действию избыточного давления (см. патент ФРГ N 2413977, B 22 F 3/26, опублик. 01.12.77).
К недостаткам способа относится то, что он предполагает вакуумирование всего объема печи, сложность технологии изготовления КМ, связанная, прежде всего, с перемещениями армирующего каркаса с расплавленным металлом матрицы, и установка его в металлическую форму. При этом расплавленный матричный металл все время взаимодействует с армирующим каркасом. Как следствие, это вызывает локальное разрушение армирующего каркаса, нарушение эксплуатационных свойств, снижение плотности КМ в связи с неполным заполнением тупиковых пор армирующего каркаса.
Наиболее близким по технической сущности к предлагаемому способу и достигаемому эффекту является способ получения КМ на металлической матрице с армирующим каркасом из волокнистого материала, при котором вакуумируют каркас, погружают его под зеркало расплавленного металла матрицы и ведут пропитку армирующего каркаса металлом под действием избыточного давления газа на зеркало металла матрицы [1].
К недостаткам указанного способа при пропитке пористого каркаса следует отнести возможное получение КМ недостаточной плотности при плохом смачивании каркаса матричным материалом вследствие незаполнения мелких пор каркаса. Через такой КМ может происходить фильтрация агрессивной среды при использовании его в качестве уплотнителя.
Задачей изобретения является повышение плотности и обеспечение эксплуатационной прочности КМ, а также повышение прочности сцепления (связи) между пропитывающим сплавом и армирующим каркасом. При изготовлении КМ любым способом необходимо выполнить два условия: создать физический контакт компонентов по всей поверхности раздела и осуществить степень физико-химического взаимодействия компонентов, обуславливающую требуемый уровень монолитизации КМ (прочность связи компонентов) при минимальном ухудшении свойства пропитывающего сплава и углеграфитового каркаса.
Техническим результатом изобретения является повышение качества КМ путем повышения плотности, электропроводности. Технический результат достигается тем, что в способе получения КМ каркасного типа пористый каркас выполняют из двух частей углеграфитового материала с постоянной толщиной сечения, располагают две части армирующего каркаса поверхностями, обращенными друг к другу эквидистантно, и устанавливают их с зазором, определяемым из зависимости
где
δи - зазор между двумя частями каркаса;
δ - толщина сечения части каркаса;
β - поперечный размер композита в плоскости, перпендикулярной к его оси.
Размещают жидкий матричный материал и причем вакуумируют каркас с противоположных поверхностей, а материал матрицы перед пропиткой размещают с одной из поверхностей каркаса, и после нагрева до температуры пропитки осуществляют пропитку с одной из поверхностей каркаса в направлении к зазору до полной инфильтрации обеих частей каркаса.
Существенным отличительным признаком предлагаемого способа является выполнение каркаса из двух частей с постоянной одинаковой толщиной сечения, что позволяет выполнить зазор между ними. При этом постоянная толщина сечения позволяет обеспечить равномерно распределенную величину действующих эксплуатационных направлений в уплотнителе.
Выполнение каркаса монолитным не позволяет полностью гарантировать его плотность в условиях эксплуатации КМ в, например, уплотнителях за счет возможной фильтрации агрессивной среды через них.
Установка частей каркаса обращенными друг к другу поверхностями эквидистантно позволяет обеспечивать получение постоянной толщины прослойки матричного материала между частями каркаса.
Установка частей каркаса обращенными друг к другу поверхностями неэквидистантно приводит к получению прослойки неравномерной толщины, что может привести к анизотропии свойств КМ и деформации прослойки в условиях эксплуатации.
Установка частей каркаса с зазором по отношению друг к другу позволяет при пропитке заполнять тупиковые поры каркаса, выходящие в область зазора расплавленным матричным материалом, заполняющим зазор, после пропитки контактирующей с зеркалом матричного материала части каркаса, а также сформировать сплошной слой материала матрицы между двумя частями каркаса.
Установка частей каркаса без зазора по отношению друг к другу может привести к получению КМ, не обеспечивающего плотность, необходимую для уплотнителей, работающих в агрессивных средах.
Выполнение сплошной прослойки из матричного материала между двумя частями пропитанного каркаса обеспечивает невозможность фильтрации агрессивной среды через детали, изготовленные из данного КМ, при расположении прослойки нормально по отношению к направлению возможной фильтрации и, кроме того, значительно увеличивает электропроводность.
Применение КМ без сплошной прослойки из матричного материала, расположенной между двумя частями пропитанного каркаса нормально к направлению возможной фильтрации, не может обеспечить надежной гарантии отсутствия фильтрации через уплотнитель агрессивной среды.
Выполнение зазора величиной, определяемой по приведенной формуле
позволяет получать КМ с прослойкой матричного материала, толщина которой равна величине зазора, что, в свою очередь, обеспечивает отсутствие деформации прослойки матричного материала при эксплуатационных нагрузках сжатия, характерных для работы деталей типа уплотнителей, токосъемников.
Выполнение зазора величиной, меньшей нижнего предела, определяемого по приведенной формуле, не обеспечивает необходимую плотность КМ в связи с нарушением сплошности прослойки при изготовлении последнего.
Выполнение зазора величиной, превышающей верхний предел, определяемый по указанной формуле, приводит к снижению прочности КМ и деформации прослойки под действием эксплуатационных напряжений сжатия, характерных для работы деталей типа уплотнителей, токосъемников.
Проведение пропитки с одной из поверхностей каркаса в направлении к зазору позволяет создать условия для полного удаления газа из открытых пор каркаса при пропитке, что гарантирует получение пропитанного КМ максимальной плотности. Для этого размещают жидкий матричный материал и вакуумируют каркас с противоположных поверхностей, эквидистантных поверхности разъема.
При проведении пропитки с обеих сторон каркаса газы, находящиеся в порах последнего, оттесняются внутрь каркаса, что может привести к образованию областей, не заполненных матричным материалом.
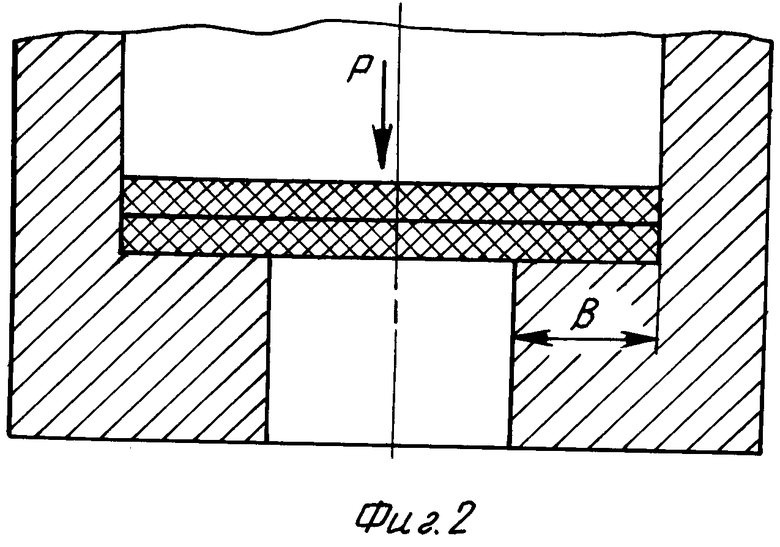
На фиг. 1 представлена схема осуществления предлагаемого способа с использованием оправки (корпуса), двух частей армирующего каркаса, установленных поверхностями, обращенными друг к другу эквидистантно и с зазором; на фиг.2 - оправка.
Способ осуществляется следующим образом:
Нижнюю часть каркаса 1 устанавливают с помощью оправки 2,3 с зазором 4, рассчитанным по ранее приведенной формуле, по отношению к верхней части каркаса 5, обращенные друг к другу поверхности частей каркаса располагают эквидистантно. При этом зазор выполняют постоянным по всей площади каркаса 1,5 и толщину сечения каждой из частей каркаса также выполняют постоянной (одинаковой). Матричный материал размещают с одной из поверхностей каркаса, а вакуумируют с противоположной поверхности. При осуществлении способа вакуумируются обе части каркаса и производится нагрев последних одновременно. Расплавленный матричный материал проходит через поры одной из частей каркаса и выходит к зазору. При заполнении зазора 4 матричным материалом последний идет в двух направлениях: пропитывает вторую часть каркаса в направлении пропитки аналогично первой и заполняет тупиковые поры, выходящие в область зазора обеих частей каркаса. Пропитка с момента расплавления матричного материала ведется под давлением инертного газа на зеркало матричного материала. После окончания процесса пропитки и охлаждения КМ обе части каркаса соединены между собой прослойкой матричного материала заданной толщины, указанная прослойка соединена с обеими частями каркаса через волокна пропитывающего матричного материала, которая пронизывает каждую из частей каркаса. Это позволяет получить КМ требуемой плотности, электропроводности и эксплуатационной прочности.
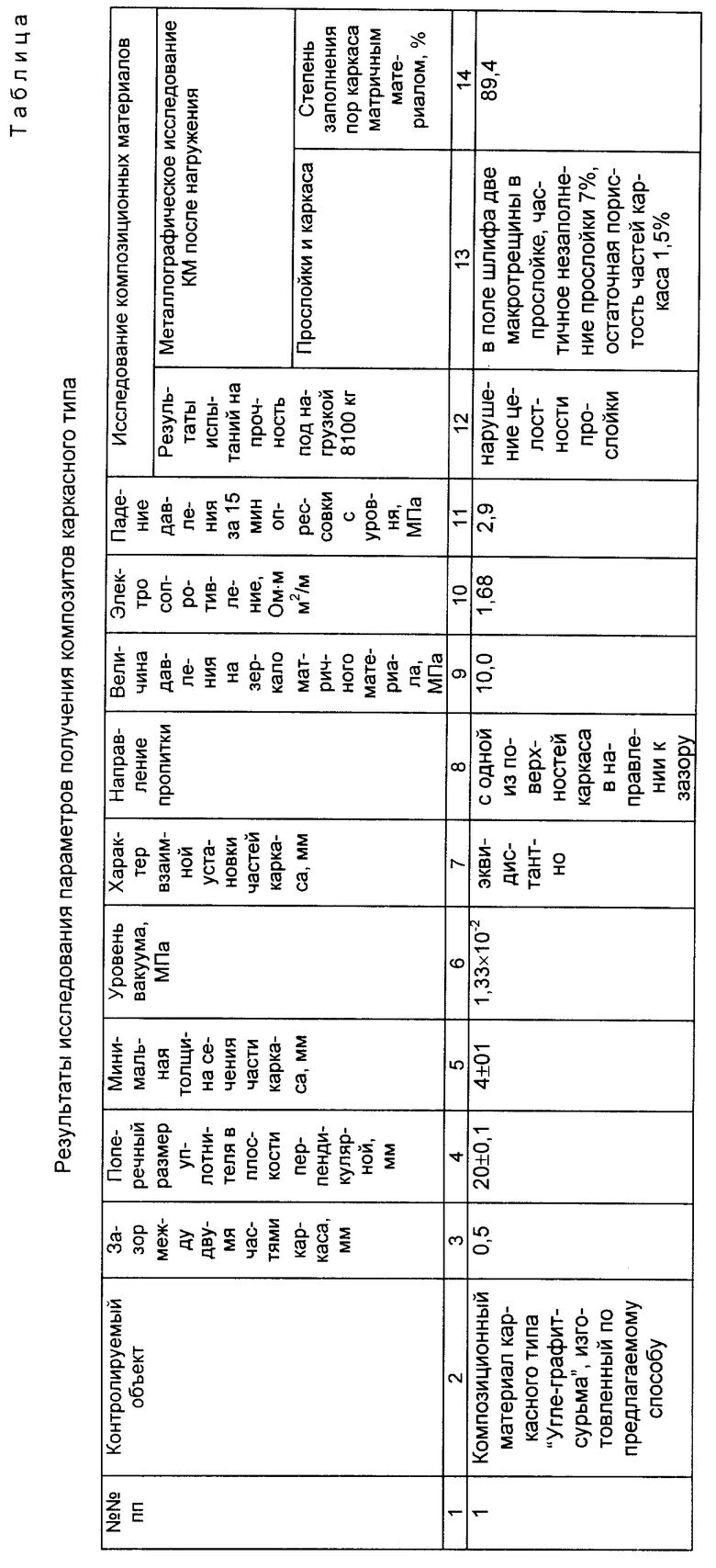
Пример 1. По предлагаемому способу был получен уплотнитель из КМ с использованием в качестве пористых частей каркаса углеграфита марки АГ1500 с пористостью 14%, а в качестве пропитывающего материала использовали сурьму марки СуО (ГОСТ 1089-82Е), содержание сурьмы 99,6%.
Используя оправку 2,3, устанавливали две части армирующего каркаса 1, 5 поверхностями, обращенными друг к другу эквидистантно и с зазором 4, рассчитанным по приведенной формуле. Зазор был выполнен постоянным по всей площади каркаса, равным δи= 0,5 мм , при этом наружный диаметр частей каркаса из углеграфита был равен 73±0,1 мм, а характерный поперечный размер частей уплотнителя в пределах 20±0,1 мм и толщина сечения частей каркаса 4±0,1 мм. Шихту матричного материала располагали со стороны верхней по схеме (фиг.1) поверхности каркаса 5. Следует отметить, что зазор, равный 0,5 мм , и, следовательно, получаемая прослойка из матричного материала, равная ему по толщине, находится ниже нижнего предела, заявляемого в этом способе. После сборки вакуумировали части каркаса до разрежения 1,33•10-2 МПа, затем, не прекращая вакуумирования, производили нагрев до температур, оптимальных для проведения пропитки (750 - 800oC), и осуществляли пропитку обеих частей каркаса под давлением аргона на зеркало матричного материала, равным 5,0 - 10,0 МПа. После пропитки и охлаждения производили испытания полученного КМ. При этом уплотнитель устанавливали в оправку (фиг.2), имитирующую гнездо уплотнителя, представляющую собой ступенчатую трубу с большим диаметром 73 мм. КМ (уплотнитель) опирался на заплечики меньшего отверстия трубы, диаметр которого был 33 мм. Таким образом, характерный размер уплотнителя составляет 20 мм. Уплотнитель нагружался осевой нагрузкой 8100 кГс в течение 15 мин, обеспечивая давление на контактную поверхность уплотнителя и заплечики, равное 140 МПа, что на 5% превышает предел прочности Sb на сжатие и на 15-20% больше эксплуатационного давления на уплотнитель. Затем на уплотнитель подавали газовое давление, равное 3 МПа, перекрывали клапан подачи газа и по падению давления за 15 мин судили о плотности полученного КМ. В данном случае падение давления составило 2,9 МПа за 15 мин.
После испытаний из уплотнителя вырезались образцы для изготовления микрошлифов:
а) три образца из центральной и периферийных частей, на которых оценивали наличие или отсутствие несплошности прослойки в результате пропитки, степень заполнения сквозных и тупиковых пор углеграфитового каркаса, а также электросопротивление (данные сведены в таблицу);
б) три образца из мест контакта с заплечиками для оценки целостности прослойки после механических нагрузок.
Исследования показали, что остаточная пористость частей каркаса составляет 1,5%, т. е. удалось заполнить 89,4% имеющихся пор. Прослойка матричного материала имела частичное незаполнение зазора 7%. В результате испытаний отмечалось отсутствие нарушений целостности заполненной части прослойки.
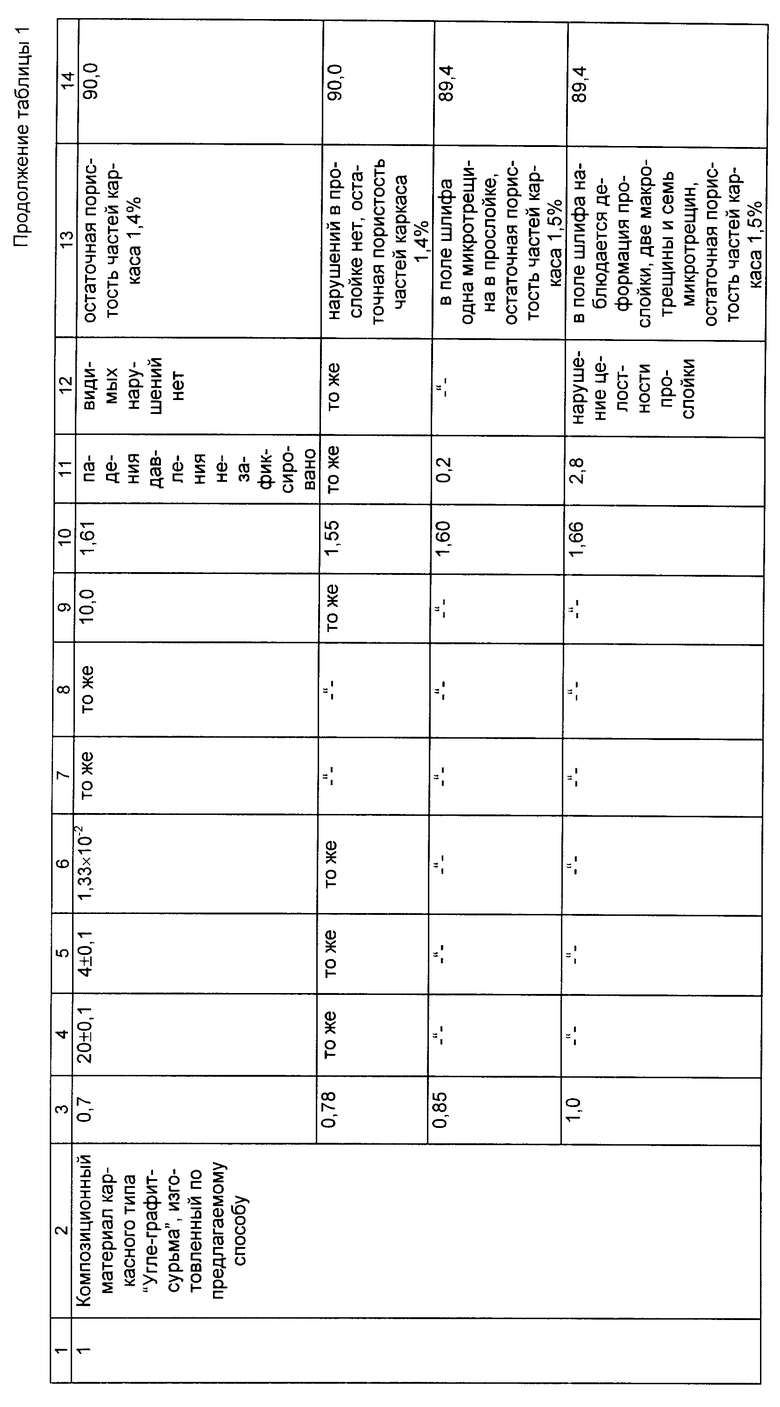
Пример 2. По предлагаемому способу был получен уплотнитель с толщиной прослойки, равной δи= 0,7 мм . Конструктивные параметры установки, размеры частей углеграфитового каркаса, последовательность технологических и испытуемых операций были аналогичны описанным в примере 1. Следует отметить, что толщина прослойки находится на уровне нижней границы в соответствии с ранее приведенной формулой, обеспечивающей необходимые свойства уплотнителя.
Падения давления на 15 мин испытаний не зафиксировано. Исследование микрошлифов показало наличие остаточной пористости 1,4%, что свидетельствует о заполнении 90% имеющихся пор. Прослойка матричного материала была хорошо сформирована и полностью заполнила область зазора. Нарушений целостности прослойки в результате испытаний не было.
Пример 3. По предлагаемому способу был получен уплотнитель с толщиной прослойки, равной δи= 0,78 мм , которая находится в оптимальных величинах как среднеарифметическая от нижней и верхней границ. Конструктивные параметры установки, размеры частей углеграфитового каркаса, последовательность технологических и испытуемых операций были аналогичны описанным в примерах 1 и 2. Падения давления не отмечалось в течение 15 мин. Исследование микрошлифов показало наличие остаточной пористости 1,4%, что свидетельствует о заполнении 90% имеющихся пор. Прослойка матричного материала была хорошо сформирована и полностью заполнила область зазора. Нарушений целостности прослойки в результате испытаний не обнаружено.
Пример 4. По предлагаемому способу был получен уплотнитель с толщиной прослойки, равной δи= 0,85 мм . Конструктивные параметры установки, размеры частей углеграфитового каркаса, последовательность технологических и испытуемых операций были аналогичны описанным в примерах 1-3. Падение давления составляло 0,2 МПа за 15 мин. Исследование микрошлифов показало наличие остаточной пористости 1,5%, что соответствует заполнению 89,4% имеющихся пор. Прослойка матричного материала была хорошо сформирована и полностью заполнила зазор. Отмечается наличие одной микротрещины в прослойке над опорной поверхностью уплотнителя.
Пример 5. По предлагаемому способу был получен уплотнитель с толщиной прослойки δи= 1,0 мм . Конструктивные параметры установки, размеры частей углеграфитового каркаса, последовательность технологических и испытуемых операций были аналогичны описываемым в примерах 1 - 4. Падение давления составляло 2,8 МПа за 15 мин. Исследование микрошлифов показало наличие остаточной пористости 1,5%, что свидетельствует о заполнении 89,4% имеющихся пор. Прослойка матричного материала была хорошо сформирована и полностью заполнила зазор. Отмечается наличие деформации прослойки и множество мелких трещин, имеющих направленность перпендикулярно поверхности разъема.
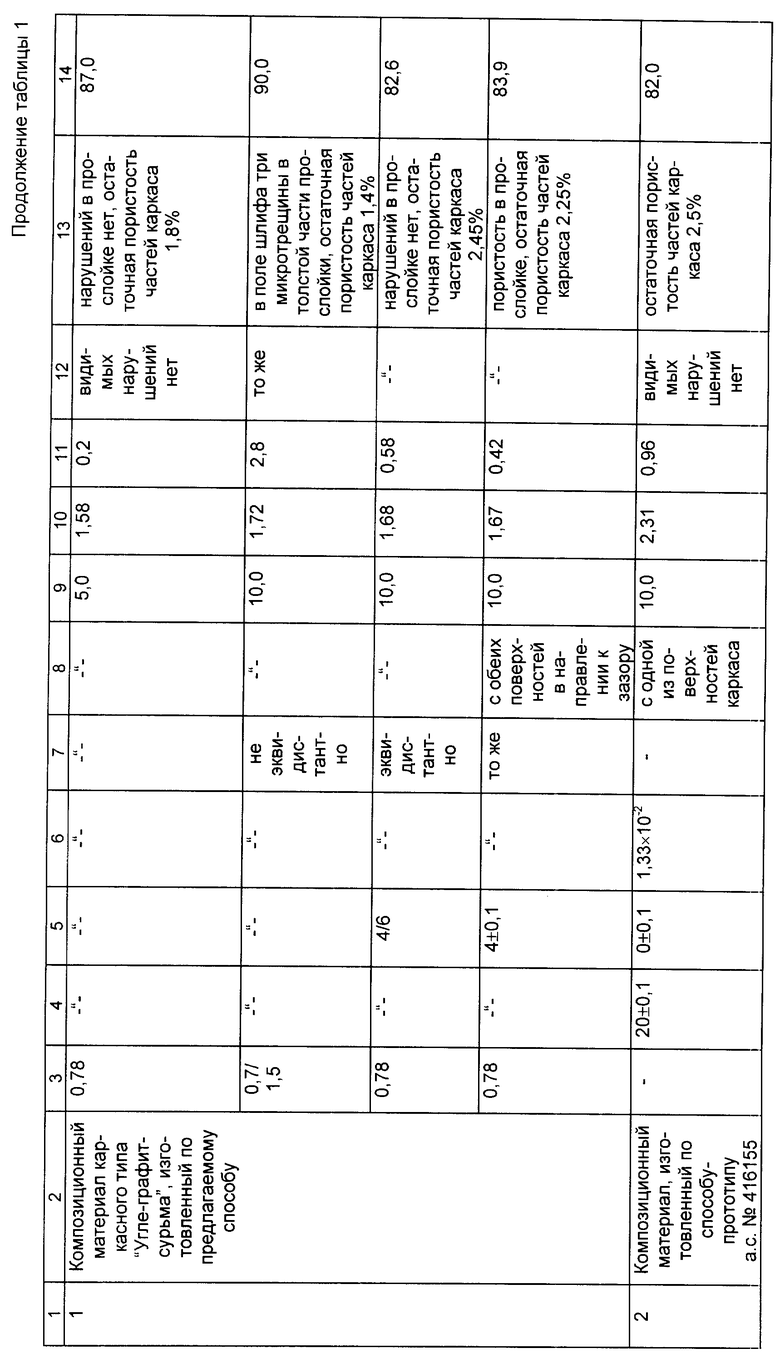
Примеры на варьирование толщиной прослойки (зазора), направлением пропитки, а также данные, характеризующие условия и результаты испытаний КМ, представлены в таблице.
По сравнению с получением КМ по способу-прототипу [1] предлагаемый способ позволяет заметно повысить плотность (непроницаемость) изделий из КМ при использовании пористого каркаса, это выражается созданием, например, в уплотнителе сплошного слоя матричного материала, ориентированного перпендикулярно направлению фильтрации рабочей среды. Следует отметить, что указанный способ позволяет упростить технологию получения за счет отсутствия операции погружения каркаса под зеркало расплавленного металла. Применение способа-прототипа для изготовления КМ типа уплотнителей не обеспечивает необходимой плотности (данные приведены в таблице).
| название | год | авторы | номер документа |
|---|---|---|---|
| МАТРИЧНЫЙ СПЛАВ НА ОСНОВЕ СУРЬМЫ ДЛЯ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ПРОПИТКОЙ | 1999 |
|
RU2161208C1 |
| МАТРИЧНЫЙ СПЛАВ НА ОСНОВЕ СУРЬМЫ ДЛЯ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ПРОПИТКОЙ | 2003 |
|
RU2232826C1 |
| МАТРИЧНЫЙ СПЛАВ НА ОСНОВЕ СУРЬМЫ ДЛЯ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ПРОПИТКОЙ | 2006 |
|
RU2318893C1 |
| Способ получения углеграфитового композиционного материала | 2020 |
|
RU2751873C1 |
| Способ получения углеграфитового композиционного материала | 2020 |
|
RU2751870C1 |
| Способ получения углеграфитового композиционного материала | 2020 |
|
RU2750300C1 |
| Способ получения углеграфитового композиционного материала | 2020 |
|
RU2749978C1 |
| Способ получения углеграфитового композиционного материала | 2020 |
|
RU2750073C1 |
| Способ получения углеграфитового композиционного материала | 2020 |
|
RU2750074C1 |
| Способ получения углеграфитового композиционного материала | 2020 |
|
RU2750167C1 |
Изобретение может быть использовано для получения пропиткой композиционных материалов, имеющих углеграфитовый каркас, которые работают в агрессивных средах в качестве торцевых уплотнителей, подшипников скольжения, токосъемников и т.п. Сущность изобретения. Предложен способ получения композитов каркасного типа, включающий вакуумирование каркаса и пропитку его матричным материалом, при этом каркас выполняют из двух частей углеграфитового материала с постоянной толщиной сечения, располагают две части поверхностями, обращенными друг к другу эквидистантно и устанавливают их с зазором, определяемым по заявленной математической зависимости, причем вакуумируют каркас с противоположных поверхностей, а материал матрицы перед пропиткой размещают с одной из поверхностей и пропитку осуществляют в направлении к зазору до полной инфильтрации обеих частей каркаса. 2 ил., 1 табл.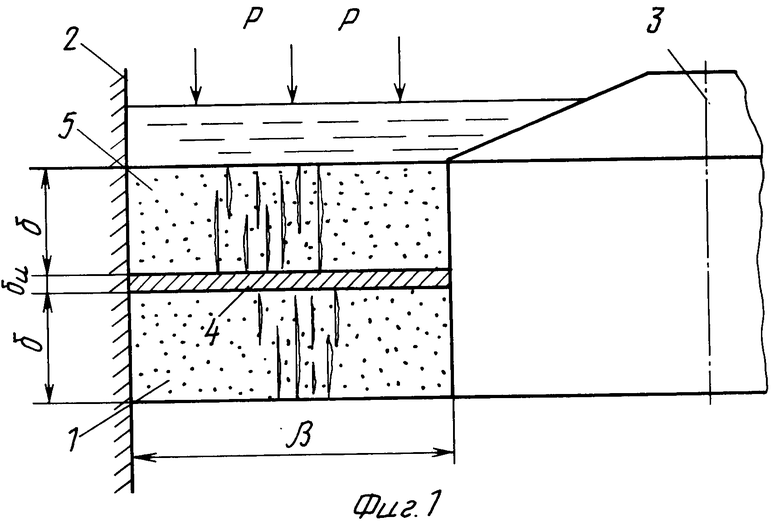
Способ получения композитов каркасного типа, включающий вакуумирование каркаса и пропитку его матричным материалом, отличающийся тем, что каркас выполняют из двух частей углеграфитового материала с постоянной толщиной сечения, располагают две части армирующего каркаса поверхностями, обращенными друг к другу эквидистантно и устанавливают их с зазором, определяемым из зависимости
где δи - зазор между двумя частями каркаса;
δ - толщина сечения части каркаса;
β - поперечный размер композита в плоскости, перпендикулярной его оси,
причем вакуумируют каркас с противоположных поверхностей, а материал матрицы перед пропиткой размещают с одной из поверхностей каркаса, и после нагрева до температуры пропитки осуществляют пропитку с одной из поверхностей каркаса в направлении к зазору до полной инфильтрации обеих частей каркаса.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| SU, авторское свидетельство, 416155, B 22 F 3/26, 1974. | |||
