Изобретение относится к области металлургии и получения армированных композиционных материалов и отливок и может быть использовано для получения пропиткой композиционных материалов, имеющих армирующий углеграфитовый каркас, которые работают в агрессивных средах в качестве торцевых уплотнителей, подшипников скольжения, направляющих и т.п. деталей.
Известен матричный сплав на основе сурьмы, применяемый для получения композиционных материалов (далее КМ) пропиткой и имеющий следующий химический состав (мас.%): Sb - 85, Zn - 10, Ti - 5 (см. Костиков В.И., Варенков А.Н. Взаимодействие металлических расплавов с углеродными материалами. - М.: Металлургия, 1981, 184 с.). Указанный состав сплава обладает пониженной по сравнению с чистой сурьмой испаряемостью при вакуумировании перед пропиткой, но его испаряемость все же достаточно высока.
К недостаткам этого сплава можно также отнести его невысокую проникающую способность по отношению к углеграфитовому каркасу и низкую прочность, что не позволяет получать КМ с высокой прочностью.
Известен также матричный сплав для получения КМ пропиткой углеграфитового каркаса, состоящий из 70 мас.% Sb и 30 мас.% Sn (см. патент Великобритании № 1234634, кл. F16C 33/02, 09.06.1971 г.). Этот сплав обеспечивает весьма малую испаряемость при пропитке, хорошую коррозионную стойкость, но обладает невысокой проникающей способностью по отношению к углеграфитовому каркасу. Последнее обстоятельство, несмотря на сравнительно высокую прочность матричного сплава, не позволяет получать КМ высокого качества.
Известен также матричный сплав для получения КМ пропиткой углеграфитового каркаса, состоящий из (11,0-21,0) мас.% Sn, (0,5-8,5) мас.% Ni и Sb - остальное (Патент России № 2005802, М. кл. С22С 1/09, С22С 12/00, опубл. БИ № 1, 1994 г.).
Этот сплав обеспечивает практическое отсутствие испарения и более высокую прочность КМ, чем известные сплавы, но для получения композитов высокого качества, степени взаимодействия между компонентами, при неизменных свойствах пропитывающего сплава и углеграфитового каркаса, все же недостаточно.
Наиболее близким к предлагаемому сплаву по технической сущности и достигаемому эффекту является сплав на основе сурьмы для получения КМ, имеющий следующий химический состав (мас.%): Sn - 12,0-20,0; Cr - 0,40-9,0; остальное - Sb (Патент России № 2055926, М. кл. С22С 1/09, опубл. БИ № 7, 1997 г).
Матричный сплав указанного состава обладает более высокой прочностью и проникающей способностью по отношению к углеграфитовому каркасу, чем сплавы, рассмотренные выше, однако для получения КМ более высокого качества необходимо повышение прочности сцепления между пропитывающим сплавом и армирующим каркасом, а также проникающей способности матричного сплава.
Задачей данного изобретения является повышение прочности сцепления (связи) между пропитывающим сплавом и армирующим каркасом, а также увеличение проникающей способности матричного сплава. При изготовлении КМ любым способом необходимо выполнить два условия: создать физический контакт компонентов по всей поверхности раздела и осуществить степень физико-химического взаимодействия компонентов, обуславливающую требуемый уровень монолитизации КМ (прочность связи компонентов) при неизменных свойствах пропитывающего состава и углеграфитового каркаса.
Техническим результатом данного изобретения является повышение прочности сцепления между пропитывающим сплавом и армирующим каркасом, а также увеличение проникающей способности.
Технический результат достигается тем, что в матричный сплав для получения КМ пропиткой армирующего углеграфитового каркаса, содержащий сурьму, хром и олово, дополнительно введен никель и ванадий при следующем соотношении компонентов (мас.%): Sn - 10,0-20,0; Cr - 0,3-7,5; Ni - 0,4-6,5; V - 0,1-0,5; Sb - остальное.
Одновременное комплексное введение Ni и V позволяет получить сплавы на основе сурьмы, с оптимальными в сочетании с Cr показателями: прочности, пластичности, проникающей способности, коррозионной стойкости, а вместе с Sn и испаряемости. При этом Ni, V и Cr в совокупности влияют на осуществление физического контакта по всей поверхности раздела, то есть прочности сцепления сплава сурьмы и углеграфитового каркаса за счет снижения поверхностного натяжения и повышения работы адгезии на межфазной границе. Кроме того, снижение краевого угла смачивания и увеличение проникающей способности сплава связано с выходом легирующих элементов Ni, V, Cr в пограничный слой с углеграфитом, и при этом также осуществляется степень физико-химического взаимодействия компонентов.
Существенным отличительным признаком предлагаемого сплава является наличие в нем никеля в количестве 0,4-6,5 мас.%, ванадия 0,1-0,5 мас.% и снижение интервала содержания олова 10,0-20,0 мас.% с сохранением низкого уровня испаряемости сплава в рабочем диапазоне температур пропитки.
Изменение содержания олова в сплаве определено увеличением коррозионной стойкости матричного сплава на основе сурьмы с гарантированной испаряемостью в диапазоне температур до 750°С включительно, а также уменьшением стоимости сплава.
Введение в состав сплава ванадия в указанном диапазоне концентраций приводит к существенному повышению прочности матричного сплава без снижения пластичности.
Введение в состав сплава менее 0,1 мас.% ванадия приводит к снижению его проникающей способности и, вероятно, недостаточно для повышения прочности сцепления между матричным сплавом и армирующим каркасом.
Введение в состав сплава более 0,5 мас.% ванадия нецелесообразно ввиду отсутствия влияния на проникающую способность сплава и из-за сложности введения.
Введение в состав сплава никеля в указанном диапазоне концентраций приводит к существенному повышению прочности матричного сплава вследствие увеличения его пластичности и работы адгезии, что связано со снижением краевого угла смачивания и с проникающей способностью сплава, характеризуемой глубиной затекания последнего в искусственные капилляры, выполненные в углеграфите.
Введение в состав сплава менее 0,4 мас.% никеля приводит к снижению его проникающей способности и, вероятно, недостаточно для повышения прочности сцепления между матричным сплавом и армирующим каркасом.
Введение в состав сплава более 6,5 мас.% никеля нецелесообразно ввиду отсутствия влияния на проникающую способность сплава и, соответственно, нет увеличения плотности КМ, а есть повышение стоимости сплава.
Введение в состав сплава олова в количестве менее 10,0 мас.% приводит к заметному повышению испарения сурьмы.
Введение в состав сплава олова в количестве, превышающем 20,0 мас.% не рационально ввиду отсутствия влияния на снижение испарения сурьмы и связано со снижением проникающей способности сплава.
Предлагаемый сплав обеспечивает практическое отсутствие испарения и более высокую прочность КМ, чем известные сплавы.
Примеры конкретного изготовления.
Пример 1. Сплав с содержанием ингредиентов (мас.%: Sn - 9,5; Cr - 0,2; Ni - 0,3; V - 0,09; Sb - остальное).
Приготовление сплава производится следующим образом: в расплав сурьмы, перегретый до 950°С, добавляют при непрерывном перемешивании, мелкими порциями, гранулированное олово. При снижении подвижности расплава производится его промежуточный нагрев до температуры 950°С, затем добавляется очередная порция олова до достижения заданной концентрации. После этого на зеркало расплава в тигле в течение 60-120 с подают аргон и одновременно добавляют требуемое количество хрома, никеля, ванадия порциями, фракции размером 0,5×1×2 мм, перемешивают непрерывно до выравнивания концентрации и разливают в формы. Если необходимо, производят промежуточный нагрев до 950°С и повторяют последовательность операций, связанных с вводом хрома, никеля.
Изготовление КМ производилось пропиткой каркаса из углеграфита марки АГ-1500 матричным сплавом под давлением 12,0 МПа при температуре 750°С и выдержке под давлением 20 минут.
В качестве технологических характеристик сплава исследовались его прочность, коррозионная стойкость, проникающая способность по отношению к углеграфитовому каркасу, испаряемость.
В качестве технологических характеристик КМ определялись прочность и плотность.
Прочность сплава и КМ на сжатие определялась на цилиндрических образцах диаметром 20±0,2 мм и высотой 20 мм при настройке разрывной машины на максимальную нагрузку 10000 кгс.
Коррозионная стойкость сплава проверялась по изменению веса цилиндрического образца сплава диаметром 4 мм, высотой 12±0,3 мм после пребывания в агрессивной среде в течение 1200 часов. В качестве агрессивных сред применялись растворы кислот: соляной, серной, азотной, 0,4% едкого калия, 5% хлористого натрия.
Проникающая способность сплава по отношению к углеграфитовому каркасу определялась по глубине затекания сплава в отверстие диаметром 0,45 мм, выполненное в дне плоскодонного сверления в углеграфитовом каркасе. Время изотермической выдержки сплава в плоскодонном сверлении при температуре 750°С составляло 20 мин, постоянство металлостатического давления на дно плоскодонного сверления обеспечивалось заливкой сплава в указанное сверление заподлицо с поверхностью каркаса и постоянством размеров плоскодонного сверления во всех опытах: диаметр 10±0,1 мм, глубина 5±0,1 мм.
В дне каждого плоскодонного сверления выполнялись три отверстия диаметром 0,45 мм и проникающая способность определялась как среднее значение глубины затекания из трех опытов. Испытания проводились в атмосфере аргона.
Испаряемость определялась по потере веса навески сплава, равной 9 г, нагреваемой в трубчатой печи при температуре 800°С в течение 20 минут в токе аргона, удаляющего пары сплава при атмосферном давлении.
Плотность КМ определялась как процент заполнения открытых пор. При этом объем последних в пропитываемом образце определялся предварительно заполнением заранее взвешенного образца с водой с последующим определением веса и объема заполнившей образец воды.
Указанный сплав и КМ на его основе в условиях испытаний показали: потеря веса от испарения - 1,27%, глубина затекания в капилляр - 0,18 мм, изменение веса в кислотах: соляной - 0,91%, серной - 0,176%, азотной - 0,197%, едком калии - 0,041%, хлористом натрии - 0,036%. Прочность матричного сплава составила 144 МПа. Плотность КМ составила 44,6%, его прочность - 140,9 МПа.
Пример 2. Сплав с содержанием ингредиентов (мас.%: Sn - 10,0; Cr - 0,3; Ni - 0,4; V - 0,1; Sb - остальное).
Приготовление сплава и условия его испытаний аналогичны примеру 1.
Потеря веса от испарения - 1,26%, глубина затекания - 0,24 мм, изменение веса в серной кислоте - 0,164%, в соляной - 0,083%, в азотной - 0,187%, в едком калии - 0,039%, в хлористом натрии - 0,031%, прочность сплава составила 202 МПа. Плотность КМ составила 48,8%, его прочность - 149,8 МПа.
Пример 3. Сплав с содержанием ингредиентов (мас.%: Sn - 15,0; Cr - 3,75; Ni - 3,25; V - 0,25; Sb - остальное).
Приготовление сплава и условия его испытаний аналогичны примеру 1.
Потеря веса от испарения - 0,21%, глубина затекания - 1,98 мм, изменение веса в соляной кислоте - 0,003%, в серной - 0,030%, в азотной - 0,007%, в едком калии - 0,021%, в хлористом натрии - 0,016%, прочность сплава составила 225 МПа. Плотность КМ составила 65,4%, его прочность - 169,8 МПа.
Пример 4. Сплав с содержанием ингредиентов (мас.%: Sn - 20,0; Cr - 7,5; Ni - 6,5; V - 0,5; Sb - остальное).
Приготовление сплава и условия его испытаний аналогичны примеру 1.
Потеря веса от испарения - 0,19%, глубина затекания - 1,83 мм, изменение веса в соляной кислоте - 0,003%, в серной - 0,031%, в азотной - 0,007%, в едком калии - 0,022%, в хлористом натрии - 0,010%, прочность сплава составила 239 МПа. Плотность КМ составила 60,6%, его прочность - 165,5 МПа.
Пример 5. Сплав с содержанием ингредиентов (мас.%: Sn - 21,0, Cr - 8,0, Ni - 7,0, V - 0,6, Sb - остальное).
Приготовление сплава и условия его испытаний аналогичны примеру 1.
Потеря веса от испарения - 0,18%, глубина затекания - 1,42 мм, изменение веса в соляной кислоте - 0,006%, в серной - 0,037%, в азотной - 0,008%, в едком калии - 0,024%, в хлористом натрии - 0,023%, прочность сплава составила 245 МПа. Плотность КМ составила 56,3%, его прочность - 159,8 МПа.
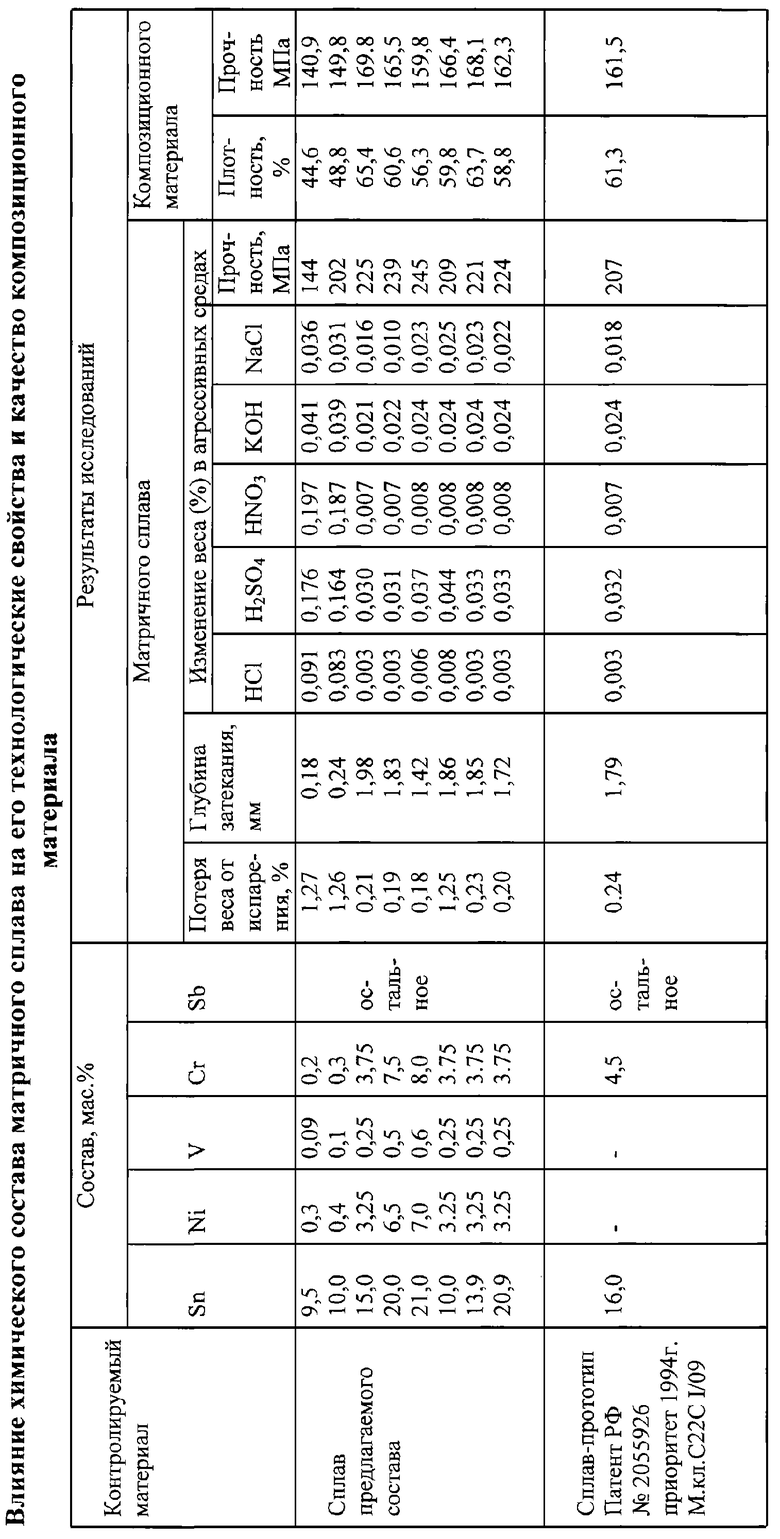
Примеры на варьирование составом сплава, обосновывающие влияние содержания олова на технологические характеристики сплава и КМ, приведены в таблице.
В сравнении со сплавом-прототипом (патент № 2055926) предлагаемый сплав обеспечивает большую прочность и плотность КМ при небольшом увеличении коррозионной стойкости и отсутствии испаряемости в интервале температур до 750°С включительно.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАТРИЧНЫЙ СПЛАВ НА ОСНОВЕ СУРЬМЫ ДЛЯ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ПРОПИТКОЙ | 2003 |
|
RU2232826C1 |
| МАТРИЧНЫЙ СПЛАВ НА ОСНОВЕ СУРЬМЫ ДЛЯ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ПРОПИТКОЙ УГЛЕГРАФИТОВОГО КАРКАСА | 1991 |
|
RU2005802C1 |
| МАТРИЧНЫЙ СПЛАВ НА ОСНОВЕ СУРЬМЫ ДЛЯ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ПРОПИТКОЙ | 1999 |
|
RU2161208C1 |
| МАТРИЧНЫЙ СПЛАВ НА ОСНОВЕ СУРЬМЫ ДЛЯ ПРОПИТКИ УГЛЕГРАФИТА | 2013 |
|
RU2526356C1 |
| Матричный сплав на основе сурьмы для получения композиционных материалов пропиткой графитового каркаса | 1990 |
|
SU1773942A1 |
| МАТРИЧНЫЙ СПЛАВ НА ОСНОВЕ СВИНЦА ДЛЯ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ПРОПИТКОЙ | 2014 |
|
RU2554263C1 |
| ЛИТЕЙНЫЙ СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ ДЛЯ ПОЛУЧЕНИЯ ПРОПИТКОЙ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ С УГЛЕГРАФИТОВЫМ КАРКАСОМ | 2014 |
|
RU2555737C1 |
| СПЛАВ НА ОСНОВЕ СУРЬМЫ ДЛЯ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1989 |
|
SU1718552A1 |
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ, СОДЕРЖАЩИЙ УГЛЕГРАФИТОВЫЙ КАРКАС, ПРОПИТАННЫЙ МАТРИЧНЫМ СПЛАВОМ НА ОСНОВЕ МЕДИ | 2010 |
|
RU2430983C1 |
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ ДЛЯ ЭЛЕКТРОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2011 |
|
RU2466204C1 |
Изобретение относится к металлургии, в частности к получению армированных композиционных материалов. Может использоваться для изготовления торцевых уплотнителей, подшипников скольжения, направляющих. Матричный сплав на основе сурьмы содержит, мас.%: олово 10,0-20,0; хром 0,3-7,5; никель 0,4-6,5; ванадий 0,1-0,5; сурьма - остальное. Сплав обладает высокой проникающей способностью и обеспечивает высокую прочность сцепления с армирующим каркасом. 1 табл.
Матричный сплав на основе сурьмы для получения композиционных материалов пропиткой углеграфитового каркаса, содержащий олово и хром, отличающийся тем, что он дополнительно содержит никель и ванадий при следующем соотношении компонентов, мас.%:
| RU 2055926 C1, 10.03.1996 | |||
| МАТРИЧНЫЙ СПЛАВ НА ОСНОВЕ СУРЬМЫ ДЛЯ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ПРОПИТКОЙ УГЛЕГРАФИТОВОГО КАРКАСА | 1991 |
|
RU2005802C1 |
| МАТРИЧНЫЙ СПЛАВ НА ОСНОВЕ СУРЬМЫ ДЛЯ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ПРОПИТКОЙ | 1999 |
|
RU2161208C1 |
| Насадка скважинного гидромонитора | 1984 |
|
SU1234634A1 |
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |

