Изобретение относится к форме для изготовления покрышек пневматических шин, в частности ее беговой дорожки, которая должна удовлетворять совокупности жестких требований, а также к способу изготовления покрышки шины.
Одно из требований относится к операции извлечения из формы рисунка, согласно которому усилия, прикладываемые к покрышке, должны быть как можно меньше для того, чтобы не вызвать повреждений в усиленной конструкции покрышки. Для этого используют формы с секторами, которые описаны, например, в патенте US 3779677, вместо форм, состоящих из двух частей (см. патент US 2874405).
Кроме того, желательно, чтобы на уроне беговой дорожки не было бы заусенцев вследствие возможности затекания резины между двумя формующими элементами, например, между секторами. Именно по этой причине в основном делают форму закрытой (все сектора прилагают друг к другу) перед тем, как приложить к сырой покрышке дополнительное формующее усилие, увеличивая давление, преобладающее в вулканизационной мембране, что способствует проникновению резины беговой дорожки в элементы, формующие рисунок беговой дорожки.
В заявке на патент EP N 0242840 описана полностью жесткая форма, содержащая расположенный по окружности венец из секторов для отливки беговой дорожки, два боковых кокиля для отливки боковин (наружные поверхности шин) и жесткий сердечник для отливки внутренней поверхности шины. Полностью жесткая конструкция этой формы дает множество преимуществ, касающихся качества отлитой покрышки, так как полученные геометрические формы имеют высокое качество (прекрасную цилиндричность в любом поперечном сечении). Однако отливка при заданном объеме требует соблюдения очень жестких допусков колебания объема сырой заготовки покрышки.
Задачей изобретения является сохранение преимущества жесткой формы с точки зрения сохранения и улучшение качества геометрии покрышек, изготовленных с помощью формы такого типа с обеспечением операции формования, которая была бы менее чувствительна к изменениям объема формуемой и вулканизуемой заготовки покрышек.
Другой задачей изобретения является упрощение кинематической схемы открытия и закрытия формы и, следовательно, упрощение вулканизационных прессов.
Форма согласно изобретению позволяет не только выполнить поставленные задачи, но способствует улучшению общей опорной поверхности при формовании и удалении отформованных покрышек независимо от того, используют или не используют жесткий сердечник для отливки внутренней полости покрышки.
Форма согласно изобретению содержит две части для формования наружной поверхности боковин покрышки и периферийный венец для отливки наружной поверхности беговой дорожки, образованный набором расположенных по окружности и прилагающих друг к другу смежных элементов, выполненных в виде пластин и ориентированных по существу радиально.
Согласно другому варианту выполнения изобретения предусматриваются средства, которые обеспечивают перемещение элементов, которое позволяет венцу увеличиваться в диаметре, и средства, контролирующие перемещение элементов. Взаимное расположение каждого элемента по окружности остается неизменным.
Преимущественно именно сами элементы, которым придана соответствующая форма, содержат средства, позволяющие этому венцу увеличиваться в диаметре. При этом каждый элемент опирается на два смежных элемента для того, чтобы обеспечить что-то вроде выталкивающего упругого усилия элементов относительно друг друга в направлении по окружности.
Таким образом, реакции опоры указанных элементов друг на друга, то есть реакции опоры, ориентированные в направлении окружности, стремятся постоянно раздвинуть элементы друг от друга. Это раздвижение может сопровождаться только отведением в радиальном обратном направлении, которое можно контролировать так, как будет описано ниже. Отсюда следует, что форма работает менее жестко.
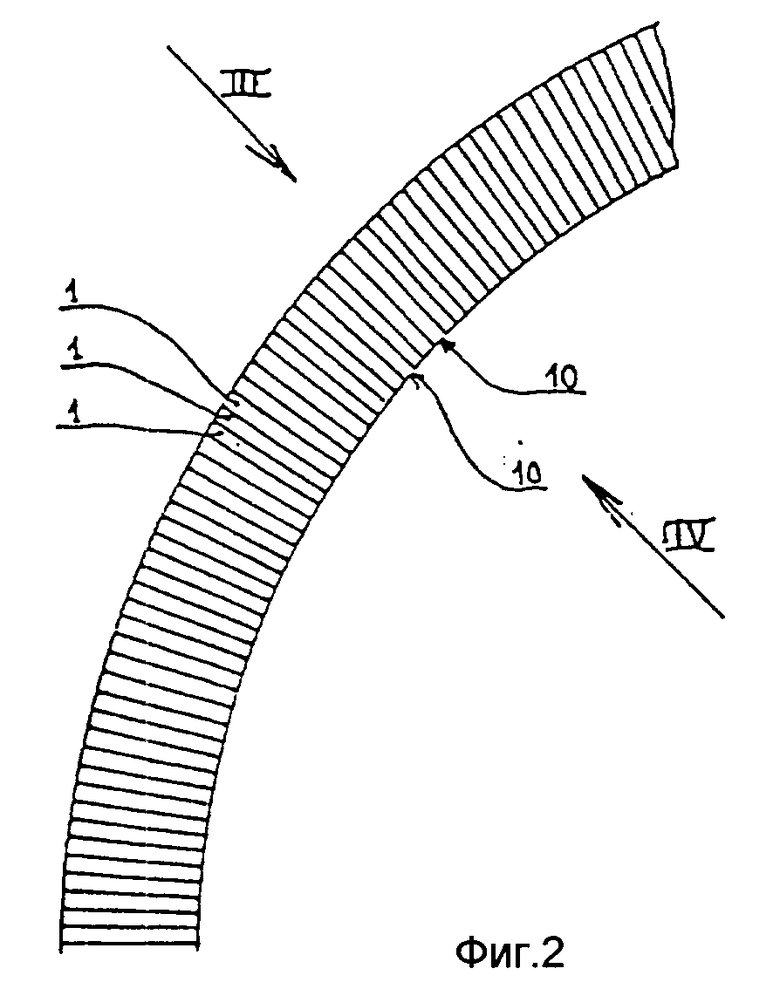
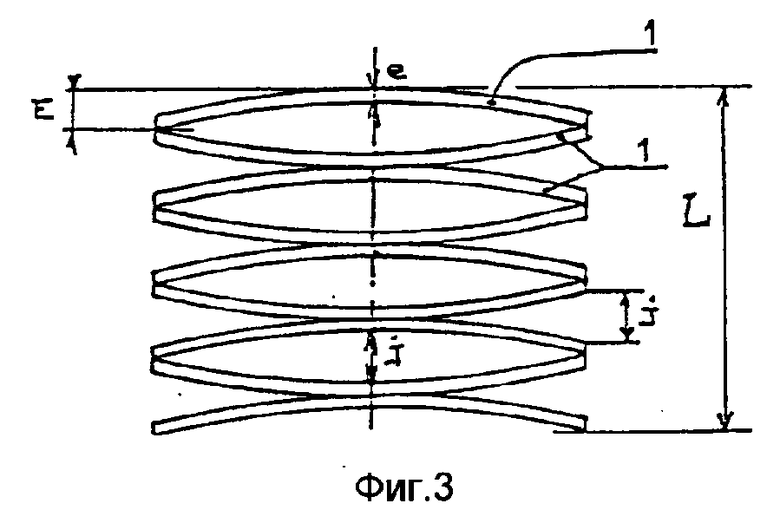
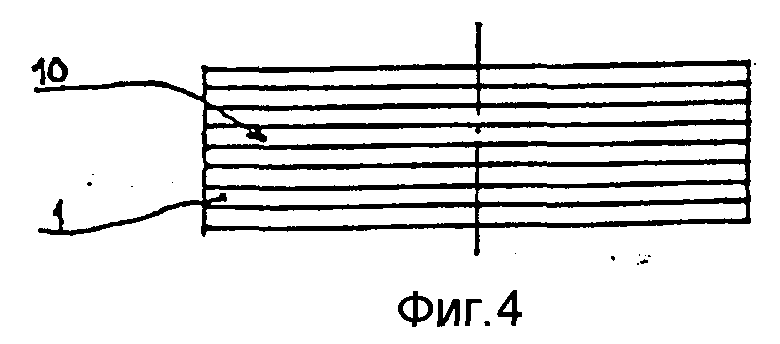
На фиг. 1 изображен разрез по средней линии формы согласно изобретению; на фиг. 2 - разрез, перпендикулярный оси вращения по линии II-II на фиг. 1; на фиг. 3 - вид в радиальном направлении по стрелке III на фиг. 2, с увеличением хода перемещения, которое может осуществить форма согласно изобретению; на фиг. 4 - вид в радиальном направлении по стрелке IV на фиг. 2; на фиг. 5 - второй вариант осуществления изобретения; на фиг. 6 - удерживающее кольцо, используемое во втором варианте; на фиг. 7 и 8 - варианты выполнения элементов с небольшой толщиной.
Согласно варианту выполнения изобретения периферийный венец для формования беговой дорожки составлен из множества прилагающих друг к другу смежных пластин 1, расположенных таким образом, чтобы сведение для формования и разведение в обратном направлении (для извлечения из формы), которое осуществляется в плоскости пластины, было бы строго радиальным в любой точке покрышки. Это перемещение является точно радиальным к толщине пластин, которая соответствует раскрытию формы для извлечения рисунка. Например, используют стальные пластины. Пластины вырубаются в зависимости от выполняемых видов рисунка 5.
Напротив согласно известной технологии даже для форм, составленных из секторов, движение при извлечении рисунка из формы не может быть абсолютно радиальным. При наблюдении перемещения секторов в обратном направлении констатировали, что извлечение из формы происходит радиально только на уровне средней плоскости каждого сектора. Это извлечение из формы осуществляется в направлении, образующем угол относительно радиального направления, который увеличивается настолько, насколько удаляются от этой средней плоскости в направлении к окружности края секторов. Максимальная величина этого угла соответствует половине угловой развертки сектора.
Для образования периферийного венца для формования пластины 1 располагаются радиально. Иначе говоря, в случае, когда изображают венец в разрезе по плоскости, перпендикулярной оси формы так, как на фиг. 2, пластины располагаются так, что они включают радиус, то есть под углом 90o, для того, чтобы употребить обычную терминологию для характеристик траектории слоев корда в шине. В случае необходимости можно принять, что элементы были расположены под углом немного отличным от угла 90o, отклоняясь от него, например, приблизительно на 10 - 15o.
Каждая пластина вырубается таким образом, чтобы срез 10 обеспечивал формование рисунка протектора. Таким образом могут быть получены обычные элементы рисунка, включая также пластинки.
Согласно основным признакам предпочтительного варианта осуществления изобретения каждый из смежных элементов, образующих венец, опирается на два соседних элемента таким образом, чтобы реакции опоры стремились бы постоянно оттолкнуть элементы друг от друга. Понятно, что каждый элемент (здесь каждая пластина 1) деформируется таким образом, чтобы увеличить его габаритные размеры в направлении к окружности относительно его толщины "е" в состоянии, свободном от любого напряжения.
Фиг. 3 позволяет лучше понять, каким образом деформированы пластины 1, например гибкой или вытяжкой, при этом показан ход периферийного венца в открытом положении (вид формы снаружи). Толщина каждого элемента 1 колеблется предпочтительно в пределах 1-5% его длины, измеренной параллельно оси формы. Типично, что в случае формы покрышки для легковой автомашины, толщина "е" используемой пластины колеблется в пределах 0,1-5 мм. В любом случае она значительно меньше размера шага рисунка. Упомянутые деформации обоих смежных элементов смещены по фазе для того, чтобы набор наложенных друг на друга элементов достиг общей длины L, близкой или равной сумме габаритных размеров E. Таким образом, можно наложить друг на друга последовательно деформированные элементы, вставляя при этом один недеформированный элемент.
Деформации двух смежных элементов могут быть противоположными друг другу так, как изображено на фиг. 3, или направлены перпендикулярно друг другу, или же любым другим способом, в результате которого смежные элементы не прилегают друг к другу по всей их поверхности.
Все пластины 1 нанизываются на кольцо 4, выполненное из профиля, концы которого могут входить друг в друга для образования кольца со свободно изменяемым диаметром. Это кольцо выполняет только роль удерживающего кольца и не выполняет никаких прямых функций в кинематике закрытия и открытия формы. Это кольцо не должно создавать трений, которые могли бы вызвать тангенциальные движения пластин 1. Закрытие формы происходит при движении конических обойм 3, которые перемещаются параллельно оси формы. Угол, который образует коническую поверхность, конечно, выбирается так, чтобы она не была заклинивающей. Открытие формы осуществляется в результате раздвижения обойм 3 и происходит под действием самих пластин при упругом возврате в положение, изображенное на фиг. 3, в то время, как в закрытом положении все пластины примыкают друг к другу по меньшей мере с внутренней стороны, как изображено схематически на фиг. 4.
Все детали устройства формы, согласно изобретению станут понятны из объяснения частного случая выполнения, пригодного для формования покрышек для легковых автомобилей.
Предположим, что форма состоит из 1500 пластин. Каждая пластина 1 деформирована, а деформации пластин противоположны друг другу, как показано на фиг. 3 таким образом, что все пластины остаются в контакте по всему радиально расположенному вееру венца пластин 1.
Предпочтительно упругий зазор "j" в открытом положении равен максимально 0,2 мм. Зазор "j" изображен на фиг. 3.
Совокупность всех зажоров составляет:
0,2 мм • 1500 листов = 300 мм,
что позволяет поглощать изменение в диаметре  по диаметру или 50 мм по радиусу.
по диаметру или 50 мм по радиусу.
Разница между закрытым и открытым положениями периферийного венца формы, если переходят от нулевого зазора до зазора, равного 0,2 мм между пластинами, достигает 50 мм по радиусу, что позволяет осуществить очень легко раскрытие формы и извлечение покрышек.
На практике можно получить достаточный зазор "j" просто благодаря дефектам плоскостности применяемых пластин, что позволит устранить необходимость деформировать пластины так, как уже было описано. Дефекты плоскостности распределяются нерегулярно на поверхности пластин. Без каких-либо специальных операций набор таких пластин может образовать рабочий зазор, необходимый для упругого возврата в разжатое положение.
Итак, стремление элементов к возврату в радиальном направлении достигается автоматически. При отсутствии любой внешней нагрузки от усилия, прилагаемого обоймами 3, форма согласно изобретению принимает открытое положение, позволяющее осуществлять извлечение покрышки после вулканизации.
Проверим также удельное напряжение при формовании на жесткий сердечник. В этом случае, каждая пластина входит в резину беговой дорожки перед тем, как она займет закрытое положение (см. подробные пояснения этой проблемы в патенте EP 242840, который был уже приведен). Обычно это внедрение происходит на 7 мм перед концом хода для обычного рисунка покрышки легковой автомашины. Таким образом, мы имеем:
радиальный ход 7 мм
общий периферийный зазор: 7 мм × 2π = 45 мм
зазор между листами: 45 мм/1500 листов = 0,03 мм
Однако известно, что резина, применяемая для беговых дорожек, обладает такими физическими и реологическими характеристиками, что она не проникает в зазор такого размера. Можно формовать на жестком сердечнике, не боясь появления заусенцев на шинах, или даже создать условия невозможности закрытия формы в результате затекания резины между периферийным венцом и жестким сердечником.
Поперечный изгиб беговой дорожки протектора может быть иногда весьма значительным. Зазор между смежными пластинами I может быть устранен с каждой стороны беговой дорожки в местах II, обозначенных на фиг. 1, в то же время зазор в средней части сохраняется.
В этом случае условие достаточно малого зазора должно быть проверено на уровне средней плоскости и в момент, когда пластины начинают приникать в резину, то есть значительно раньше положения закрытия формы. Если на этой стадии констатируют, что зазор между пластинами слишком большой, то следует увеличить количество пластин для уменьшения каждого зазора и/или использовать пластины, по меньшей мере конец которых со стороны среза 10 имеет постепенно уменьшающуюся толщину для образования небольшого наклона. В этом случае, можно обеспечить существенно такой же зазор между пластинами вдоль формовочного среза 10.
В случае необходимости для удовлетворения требования выполнения рисунка пластины могут быть отформованы таким образом, чтобы оставить не прямолинейный след - такой, который представлен на фиг. 4, например для того, чтобы перемещаться вслед за пластинами. В этом случае все пластины отформованы аналогично и наложены друг на друга с такой ориентацией фаз деформаций, чтобы фазы были противоположны фазам деформации пластин, которые предназначены для создания упругого возвращения, и противоположно дефектам плоскостности, которые расположены так, что они опираются друг на друга таким образом, как это описано выше. Это показывает, что формование, о котором было упомянуто выше, выполняет другую функцию по сравнению с деформацией или дефектами плоскостности, которые выполняют специфическую роль в данном изобретении.
Пластины могут быть расположены также под углом, немного отличающимся от 90o относительно средней плоскости формы, след которой виден на фиг. 4 (осевая линия). Изображение может изменяться при отклонении от прямого угла, равного приблизительно 10 - 15 относительно прямого угла. Но ни в коем случае нельзя располагать пластины перпендикулярно оси формы, или под небольшим углом относительно плоскости, перпендикулярной оси формы, ввиду того, что невозможно будет обеспечить упругий возврат в разжатое положение. Пластины должны быть расположены в поперечном направлении, то есть начинаться от торца одной и быть направлены к торцу другой боковины формуемой покрышки.
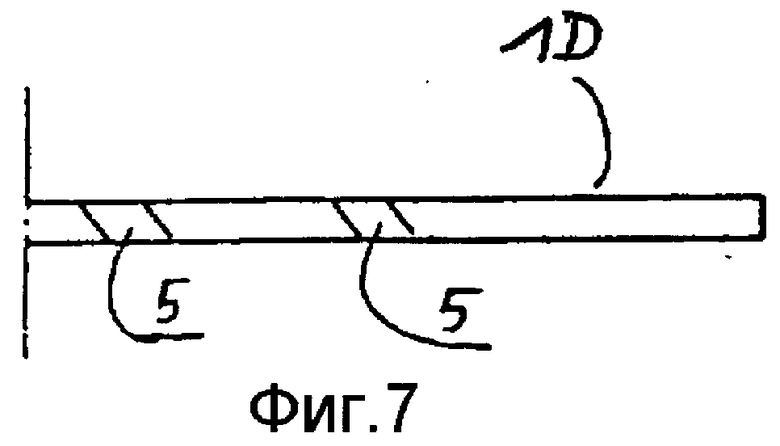
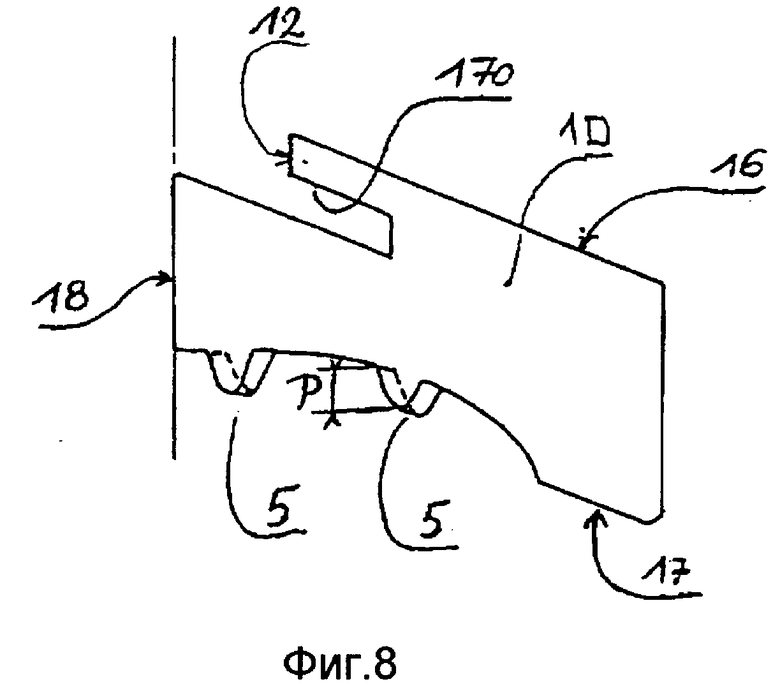
Возвращаясь вновь к выполнению видов рисунков в форме, можно также, как показано на фиг. 7 и 8, использовать элементы, толщина которых достигает несколько миллиметров, и вырезать рисунки 5 под точным углом формования, а не просто перпендикулярно плоскости элемента. Выполнение элементов требует тогда применения более отработанной техники для вырубки, но зато отформованный и вулканизованный рисунок будет расположен более верно и будет отвечать пожеланиям создателя покрышки шины, в то время, как в случае вырезов, совершенно перпендикулярных к плоскости элемента, можно только приблизиться к необходимой точной форме путем изменения ступенек лестницы и результат будет настолько лучше, насколько будет меньше толщина используемых элементов.
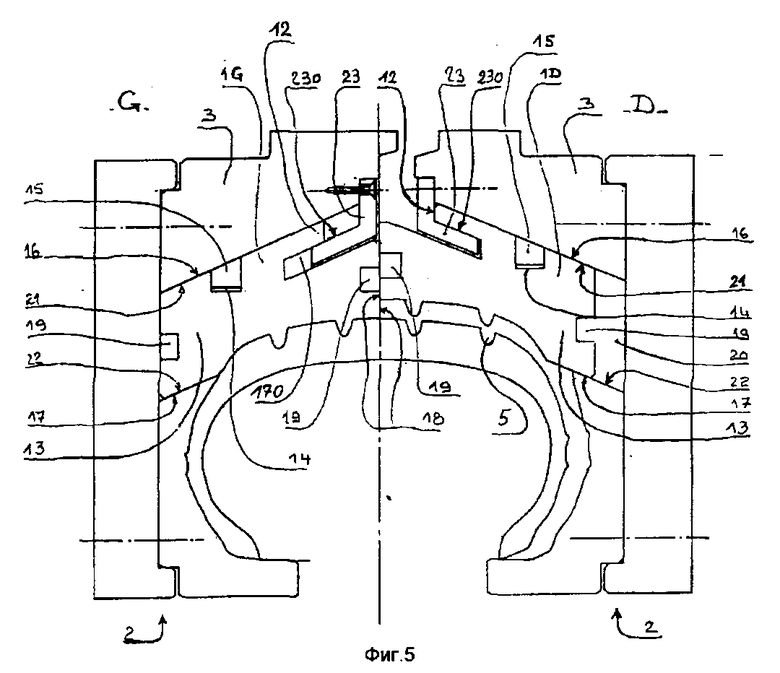
Ниже будет описан первый вариант выполнения, согласно которому каждый элемент располагается в поперечном направлении на всей ширине указанного венца, то есть от одного борта к другому борту покрышки. На фиг. 5 показан другой вариант выполнения изобретения, согласно которому периферийный венец разделен на две части "G" и "D". Венец содержит кроме того в поперечном направлении два отдельных набора сменных элементов "ID" и "ID", каждый из которых относится к одной из частей и каждый имеет торец 18, предназначенный для вхождения в контакт на другой части с соответствующим торцом 18 смежного элемента указанной другой части.
Это позволяет выполнить форму в виде так называемой обычной формы, состоящей из двух частей, которые разделяются на две осевые по существу одинаковые половины при открытии, необходимом для освобождения покрышки.
Этот тип формы, который широко применялся для формования диагональных шин, был отвергнут и заменен на формы с секторами при переходе на производство радиальных шин, так как в этом случае было бы предпочтительно обеспечить при извлечении покрышки из формы возможность отводить сектора в радиальном направлении.
Однако форма, предлагаемая согласно изобретению, выполненная согласно варианту из двух частей, позволяет сочетать наивысшую простоту формы, состоящей из двух частей, с возможностью открытия в результате радиального обратного хода элементов, которые удаляются от оси формы в радиальном направлении. В предпочтительном варианте выполнения форма содержит средства, позволяющие осуществлять и контролировать движение сведения и разведения элементов одной из частей венца при движении под углом к осевому направлению смежной части 2.
Здесь под термином "часть 2" понимают как формующую деталь, так и механическую опору, на которую она опирается, которая может также включать конические обоймы 3 такие, как представленные на фиг. 5. Само собой разумеется, что это расположение не является ограничивающим и что эти детали могли бы в некоторых вариантах выполнения быть подвижными относительно друг друга. Можно обеспечить все движения, необходимые для операций формования и извлечения из формы, просто оказывая воздействие на части 2 в осевом направлении. На фиг. 5 правая часть изображает открытую форму, а левая часть изображает закрытую форму. Упомянутые средства, позволяющие осуществлять и контролировать движение элементов, содержат коническую обойму 3 с конической поверхностью 21, ориентированной в радиальном направлении внутрь, при этом каждый элемент "ID" или "IG" опирается на указанную коническую поверхность 21 своим наружным в радиальном направлении срезом 16.
Каждая часть 2 имеет паз 20, в который входит свободный конец 13 каждого элемента ID или IG. Наружная в радиальном направлении поверхность 21 указанного паза 20 выполнена в виде усеченного конуса, при этом боковой конец 13 каждого элемента ID и IG вырубается по форме, которая позволяет каждому элементу ID и IG опираться на указанную коническую поверхность 21.
Также, как и в первом варианте элементы ID опираются друг на друга в направлении по окружности и часть D венца имеет естественное стремление занять разжатое положение, которое изображено на правой части фиг. 5. Это достигается так, как было объяснено ранее либо с помощью дефектов плоскостности, которые имеет соответственно каждый из элементов ID и которые не одинаковы для всех элементов, с помощью деформации элементов и радиального их расположения. То же самое для элементов IG.
Коническая поверхность 21 опирается на наружный срез 16 каждого элемента IG (или ID). Благодаря тому, что все элементы IG (или ID) опираются в осевом направлении на венец, состоящий из смежных элементов D (или соответственно G) их торцами 18, единственно возможным движением элементов IG (или ID) в результате осевого движения части 2 является радиальное сведение их в закрытое положение формы. Конечно, все элементы IG или ID) перемещаются одновременно. Это поясняет как происходит закрытие формы. Предпочтительно движение левой и правой части кокиля происходит симметрично для избежания любого трения торцов 18 друг с другом.
Из положения закрытия в момент, когда раздвигают в осевом направлении части 2, под действием естественного стремления увеличиваться в диаметре, каждая из частей "G" и "D" венца остается в положении, при котором она опирается на наружную коническую поверхность.
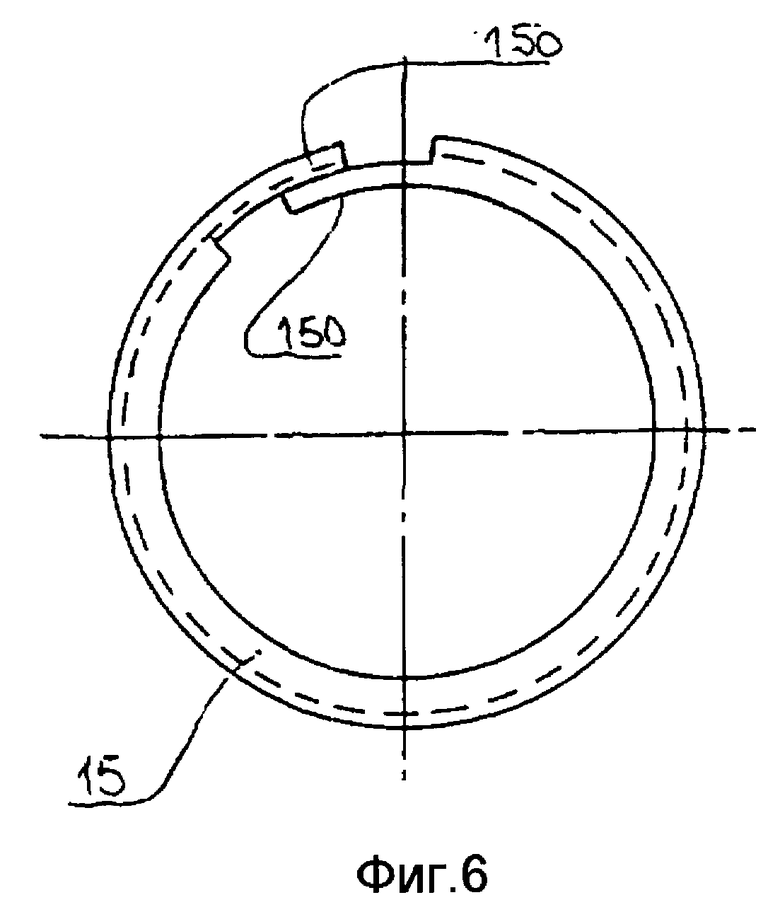
Согласно варианту выполнения каждый элемент имеет паз 14, при этом пазы 14 смежных элементов расположены друг за другом так, что они образуют на каждой части венца кольцевой паз, содержащий удерживающее кольцо, деформируемое в периферийном направлении для того, чтобы перемещаться следом за движениями при увеличении и/или при уменьшении диаметра указанного венца. Роль этого удерживающего кольца 15 заключается в том, что оно должно обеспечить удержание элементов ID и IG, расположенными строго друг за другом, в их венце. На фиг. 6 показано, что удерживающее кольцо 15 выполнено в виде разрезного кольца, каждый конец 150 которого может скользить по другому для обеспечения свободного увеличения кольца 15 без нарушения его сплошности.
На фиг. 1 - 8 также понятно, что каждый элемент имеет два паза 19. При изготовлении формы после сборки набора элементов ID или IG можно удержать частичный венец, полученный таким образом путем введения недеформируемого обруча в пазы 19 для того, чтобы обеспечить возможность выполнения шлифовочной операции для получения насколько возможно более качественной конической поверхности для совокупности срезов 16 (и в случае необходимости и совокупности срезов 17) собранных элементов ID и IG. Для обеспечения лучшей работы формы согласно изобретению желательно получить такой коэффициент трения элементов ID и IG по коническим поверхностям 21 и 22, который был бы настолько малым, насколько это возможно.
При использовании такой формы с жестким сердечником, формующим внутреннюю поверхность шины, предпочтительно она содержит коническую опорную поверхность 22 с таким же углом, как коническая поверхность 21, которая ориентирована в радиальном направлении наружу, при этом каждый элемент имеет срез 17, который может опираться на указанную опорную коническую поверхность 22. Боковой конец 13 каждого элемента ID и IG выполнен вырубкой согласно форме, соответствующей среднему радиальному сечению паза 20. Это позволяет обеспечить действие поршня между частью 2 и венцом, роль которого описана в заявке EP 0242840.
Кроме того, предпочтительно она содержит коническую опорную поверхность 230 под таким же углом, как и коническая опорная поверхность 22, и ориентированную также в радиальном направлении наружу, при этом каждый элемент содержит срез 170, который может опираться на указанную опорную коническую поверхность 230. Опора элементов на опорные конические поверхности 230 и 22 может способствовать созданию обратного радиального движения указанных элементов при открытии формы. Эти элементы или же некоторые из них могут действительно стремиться прилипать к покрышке и оставаться зажатыми в рисунке беговой дорожки. Усилие для извлечения может быть создано также в результате опоры на конические поверхности 22 и 230, затем естественное стремление венца к открытию приводит элементы ID и IG в положение, при котором они опираются на коническую поверхность 21.
Для ограничения радиального перемещения в обратном направлении элементов ID и IG на части 2 предусмотрен упор 23. Речь идет о деталях, укрепленных на обоймах 3 по плоскости разъема последних, которые имеют также упомянутую опорную поверхность 230. Этот упор 23 останавливает элементы ID и IG, соприкасаясь с буртиком 12, имеющимся на всех элементах 1. Отметим, что в этом варианте выполнения, необходимое движение возврата соответствует только глубине "P" рисунка плюс небольшой дополнительный предохранительный ход. Затем левые и правые части формы могут полностью и свободно разойтись в результате осевого движения. Это упрощает значительно вулканизационный пресс, в который устанавливается эта форма, и ограничивает габаритные размеры в радиальном направлении.
Изобретение распространяется также, так как оно было описано, на способ изготовления покрышки шины, согласно которому используют форму, описанную выше, и которая содержит жесткий сердечник, выполняющий роль опоры для сборки составных частей, затем служащий элементом, который формует внутреннюю полость покрышки во время вулканизации. Во всех случаях, преимущество этого способа формования заключается в том, что он обеспечивает прекрасное извлечение при формовании.
Преимущество использования этого типа формы в сочетании с жестким сердечником заключается в том, что придает форме некоторую эластичность, то-есть некоторую способность увеличивать немного объем формовочной полости для того, чтобы увеличивать его одновременно с расширением резины в результате увеличения температуры, распределяя точно зазоры между деталями формы. Это преимущество достигается благодаря тому, что части 2 или более в общих чертах конические обоймы 3 имеют возможность перемещаться в обратном осевом направлении за пределы некоторого давления, превалирующего в формовочной полости покрышки шины.
Изобретение относится к изготовлению покрышек пневматических шин. Форма для изготовления покрышки шины содержит две части (2) для отливки наружной поверхности боковины и периферийный венец для отливки наружной беговой дорожки. Венец образован набором расположенных по окружности и прилегающих друг к другу элементов (1). Элементы (1) выполнены в виде ориентированных по существу радиально пластин. Каждый элемент выполнен толщиной, равной 1 - 5% его длины, измеренной параллельно оси формы, а предпочтительно толщиной 0,1 - 5 мм. Каждый элемент (1) деформирован таким образом, чтобы деформация позволяла увеличить его габаритный размер в окружном направлении относительно его толщины в свободном от любого напряжения состоянии. При этом деформации двух соседних элементов направлены в противоположных направлениях относительно друг друга. Радиальное перемещение элементов контролируется с помощью конических обойм (3) и упругого удерживающего кольца (4). Предложенная конструкция формы позволяет осуществлять сборку составных частей покрышки на жестком сердечнике, а затем на последнем производить формирование и вулканизацию в ней. 2 с. и 13 з.п. ф-лы, 8 ил.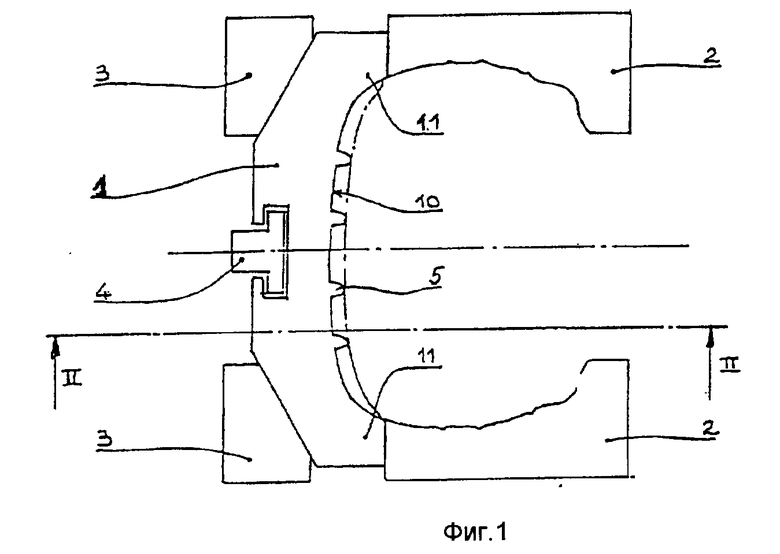
Приоритет по пунктам:
24.12.92 = по пп.1 - 15.
| SU, авторское свидетельство, 1454726, кл | |||
| Солесос | 1922 |
|
SU29A1 |
| EP, заявка, 0242840, кл | |||
| Солесос | 1922 |
|
SU29A1 |

