Изобретение относится к доменному производству и может быть использовано при управлении технологическим процессом выплавки чугуна со шлюзованием шихты в печь через промежуточные бункера загрузочного устройства.
Известно регулирование технологического процесса выплавки чугуна изменением массы кокса в подаче при изменении его истираемости по показателю M10, определяемому испытанием по ГОСТ 5953-81 (соответствующему международному стандарту ИСО 556-80) пробы кокса массой 50 кг в малом барабане.
Недостаток этого способа в том, что объем малого барабана заполняется коксом на 10% и вращается барабан быстро (25 мин-1), поэтому кокс в нем подвергается в большей степени дроблению, чем истиранию (Полтавец В.В. Доменное производство. - М.: Металлургия, 1972, с.26).
Также известно регулирование технологического процесса выплавки чугуна изменением массы кокса в подаче при изменении его истираемости по показателю M10, определяемому испытанием в барабане Сундгрена (Волков Ю.П., Шпарбер Л. Я. , Гусаров А.К. Технолог - доменщик.- М.: Металлургия, 1986, с.41). Этот способ частично устраняет недостаток предыдущего аналога, так как объем барабана Сундгрена заполняется коксом на треть и вращается барабан медленно (10 мин-1), поэтому определенный испытанием в нем критерий истираемости кокса M10 более показателен, что подтвердила многолетняя практика оценки качества кокса обоими способами.
Однако влияние не показатель истираемости M10 некоторого дробления кокса и в барабане Сундгрена является недостатком второго аналога. Но главным недостатком этого способа остается то, что показатель M10 устанавливается испытанием пробы, представительность которой предопределяет отклонения истираемости в отдельных порциях характеризуемой партии кокса. Величина этих отклонений такова, что способность доменной печи гасить колебания качественных характеристик сырья не обеспечивает высоких стабильности ее теплового состояния и степени использования химического и теплового потенциалов газового потока. На практике выборочно контрольному опробованию подвергают только 15% поступающего кокса (Типовая технологическая инструкция по доменному производству. Днепропетровск, 1990, с.2).
При существующей технологии камерного коксования угольной шихты в непостоянном температурном пространстве в коксохимическом производстве изготавливается кокс в виде смеси разнокрупных и разнопрочных отдельностей. Образовавшийся в отдаленных от греющих стенок зонах кокс крупнее, более пористый при наименьшей толщине стенок пор, т.е. наиболее склонен к истиранию. Причем анизотропность истираемости наблюдается даже по длине отдельных кусков, а такого кокса 30 мас.% от всего производимого. Естественно предположить, что внутри партии (1 тыс. и более тонн кокса) возможны значительные отклонения показателя M10 от сертификатного, определенного испытанием усредненной по ГОСТ 5954-81 пробы.
Кроме того, поступившую партию кокса выгружают в приемные бункера шихтоподачи, которые из технологических соображений не опорожняют и в них оставляют значительную долю кокса предыдущих партий, так что точно установить начало загрузки в печь вновь поступившего кокса нельзя. Т.е. даже зная изменение склонности к истиранию кокса новой партии не удается определить момент начала регулирования доменной плавки по показателю M10.
По указанным причинам при использовании известных способов вынуждены назначать регулирующее воздействие на эти неконтролируемые колебания показателя M10 у кокса лишь после того, как они отразятся на ходе доменной плавки. Запаздывание такого регулирования очевидно, так как время пребывания кокса в печи весьма продолжительно, анализ продуктов плавки, характеризующий тепловое состояние печи, поступает еще через некоторое время, и сама доменная печь (особенно большого объема) является объектом со значительной инерционностью процессов плавки. Да и корректировка массы кокса в подаче предполагает, что склонность к истиранию у кокса в печи и у подлежащего загрузке кокса характеризуется установленным показателем M10, что не всегда оправдано.
Наиболее близким к предлагаемому изобретению по техническому результату является способ ведения доменной плавки, известный из авторского свидетельства N1836430 C 21 B 5/00 - прототип, который устраняет недостаток аналогов изменением массы кокса в подаче не на основании испытания выборочной пробы, а по отклонению содержания железа в рудной порции шихты, непосредственно подлежащей выгрузке в печь. Недостатком прототипа остается неучтенное возможное изменение склонности подлежащего загрузке кокса к истираемости.
Увеличение истираемости кокса по показателю M10 на каждый 1% приводит к увеличению расхода кокса на выплавку чугуна на 2.8% и снижению производительности печи также на 2.8% (Доменные печи. Нормативы расхода кокса. - М., 1987, с. 10). Учитывая это, даже при нормальном ходе плавки технологический персонал всегда создает и поддерживает в печи некоторый резерв тепла, перерасходуя 100-300 кг кокса на 1 т чугуна на случай возможных неконтролируемых отклонений в режиме плавки. Величина этого резерва колеблется в зависимости от конкретного уровня технологии, поэтому более точный и, главное, оперативный контроль склонности кокса к истиранию позволит существенно снизить этот резерв и улучшить показатели работы печи в целом.
Задача, решаемая изобретением состоит в том, что регулирование технологического процесса выплавки чугуна изменением массы кокса в подаче по изменению истираемости кокса по показателю M10 усовершенствуется путем более точного и оперативного определения истираемости кокса. При этом стабилизация хода процессов плавки обеспечивает снижение удельного расхода кокса и повышение производительности доменной печи при улучшении качества чугуна.
Показанный технический результат достигается за счет того, что в способе ведения доменной плавки, включающем загрузку шихты, состоящей из кокса и рудной части, подачами в шихтовые бункера загрузочного устройства, выгрузку шихты из бункеров в доменную печь, подачу в бункера газа, перепускание газа из опорожненного бункера в бункер заполненный шихтой до выравнивания в них давления, измерение давления в опорожненном бункере до и после перепускания газа в заполненный шихтой бункер, газ из опорожненного бункера перепускают в бункер с коксом до выравнивания в них давления и по падению давления в опорожненном бункере определяют текущую истинную плотность кокса (ρ) и при отклонении текущей истинной плотности кокса от усредненного значения (ρср), изменяют массу кокса в подаче на величину ΔK, которую определяют из соотношения
ΔK = 1,02•Kср•(ρср-ρ),
где
Kср - величина массы кокса в подаче при принятой усредненной его истираемости по показателю M10.
Оперативный и возможно более точный контроль неизбежной колеблемости склонности кокса к истиранию повышает эффективность работы доменной печи. Существующий контроль истираемости кокса по показателю M10, как показано, весьма выборочен и периодичен, а точность его снижается из-за дробления кокса при испытании на прочность как в малом барабане, так и в барабане Сундгрена (хотя и в меньшей степени в последнем).
По существующей технологии доменной плавки, после выгрузки в печь материала из шихтового бункера в него подается азот с давлением, превышающим равное печному давление в бункере. Это позволяет стабилизировать поток материала в печь при изменяющейся в ходе выгрузки массе его в бункере, уменьшает износ контактных поверхностей газоуплотнительных клапанов и шихтового затвора, снижает вредные выбросы в атмосферу. По окончании шлюзования материала, шихтовый бункер отсекается от печи нижним газоуплотнительным клапаном и в этот период бункер, внутренний объем которого известен, заполнен чистым азотом, и давление в нем регистрируется имеющимся датчиком. После соединения опорожненного бункера в заполненным коксом вторым бункером через перепускной клапан, часть чистого азота из опорожненного бункера перетекает в бункер с коксом, и давление в порожнем бункере падает вплоть до выравнивания давлений в сообщающихся бункерах.
При этом зафиксированное падение давления в порожнем бункере прямо пропорционально объему газа, перешедшего в бункер с коксом (согласно PxV=const), и этот объем газа
где
Vб - объем бункера (м3);
P1 и P2 - давление в опорожненном бункере до и после перепускания части газа в бункер с коксом соответственно, (кПа);
100 - атмосферное давление, (кПа).
В свою очередь, объем перешедшего газа надежно характеризует истинную плотность кокса, так как у кокса 90-96% открытых пор (Волков Ю.П., Шпарбер Л. Я. , Гусаров А.К. Технолог-доменщик. - М.: Металлургия. 1986, с.40). Заметим, что объем перешедшего газа характеризует именно истинную плотность, а не насыпную и не кажущуюся.
Естественно, менее плотный кокс более склонен к истиранию (доля фракции 10-0 мм после испытания в барабане больше и показатель M10 увеличивается). Проанализировав (фиг. 1) зависимость истираемости по показателю M10 от истинной плотности коксов 27 заводов Теплофизические свойства топлив и шихтовых материалов черной металлургии. Справочник. - М.: Металлургия, 1982, с. 40-44), установили M10= 78,08-36,42•ρи %, с коэффициентом корреляции rk= 0.74.
При изменении истинной плотности кокса на (ρср-ρ), показатель M10 изменится на 36,42•(ρср-ρ)% и, учитывая показанное выше влияние изменения M10 на расход кокса, коррекция массы кокса в подаче будет
ΔK = 0,028•Kср•36,42•(ρср-ρ) = 1,02•Kср•(ρср-ρ),
где
Kср, ρср - масса кокса в подаче и истинная плотность кокса при принятой усредненной истираемости его по показателю M10.
ρ - текущая истинная плотность кокса.
Пример применения предлагаемого технического решения.
Объем каждого из шихтовых бункеров бесконусного загрузочного устройства доменной печи Vб= 75 м3, установленная масса кокса в подаче Kср=15 т и его истираемость  = 7.0%, т.е. истинная плотность кокса ρср = 1.952 т/м3.
= 7.0%, т.е. истинная плотность кокса ρср = 1.952 т/м3.
После выгрузки в печь рудной части шихты из одного из шихтовых бункеров загрузочного устройства и закрытия нижнего газоуплотнительного клапана, датчик давления в бункере показал P1=310 КПа. По окончании загрузки 15 т кокса во второй бункер и отсечении его от атмосферы верхним газоуплотнительным клапаном, открыли перепускной клапан и перепустили часть газа из порожнего бункера в загруженный коксом и давление в обоих бункерах установилось P2= 210.7 КПа. Определим объем газа, перешедшего в бункер с коксом ΔV и затем истинную плотность кокса загруженной порции ρ
По текущей истинной плотности кокса рассчитаем величину коррекции массы его в подаче ΔK = 1.02•15•(1.952-1.940)=0.184 (т) и задание на набор следующей порции кокса, с учетом точности взвешивания, установим 15.2 т.
Давление в обоих бункерах при перепускании части газа выравнивается за 2-3 с и, зафиксировав установившееся давление, перепускной клапан между бункерами закрывается и далее (по обычной технологии) опорожненный бункер соединяется с атмосферой через выхлопной клапан и он готов для приема новой порции материала, а у бункера с коксом открывается уравнительный клапан для выравнивания давления с печным и он готов к выгрузке кокса при достижении заданного уровня засыпи шихты в печи.
Оперативная корректировка массы кокса в подаче по показателю его истираемости M10 при использовании предлагаемого способа повышает стабильность хода плавки и теплового состояния печи, что позволяет уверенно рекомендовать снижение резерва тепла в печи и уменьшение содержания кремния в чугуне по меньшей мере на 0.1 абс.%, что обеспечит снижение удельного расхода кокса на 6 кг. При стоимости кокса 94 USD за тонну (с учетом уменьшения выхода доменного газа при снижении расхода кокса) и годовой производительности печи 3 млн. т чугуна, ожидаемый экономический эффект только от снижения расхода кокса составит
Э=94•0.006•3•106=1,7 (млн. USD).
Следует рассчитывать на дополнительный эффект от увеличения производительности, стабилизации качества чугуна и хода процессов плавки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЕДЕНИЯ ДОМЕННОЙ ПЛАВКИ | 2000 |
|
RU2167201C1 |
| СПОСОБ ВЕДЕНИЯ ДОМЕННОЙ ПЛАВКИ | 1990 |
|
RU2029787C1 |
| Способ ведения доменной плавки | 1991 |
|
SU1836430A3 |
| СПОСОБ ДОМЕННОЙ ПЛАВКИ | 1995 |
|
RU2083675C1 |
| СПОСОБ ВЕДЕНИЯ ДОМЕННОЙ ПЛАВКИ | 1998 |
|
RU2148650C1 |
| СПОСОБ ЗАГРУЗКИ ДОМЕННОЙ ПЕЧИ | 1995 |
|
RU2095420C1 |
| СПОСОБ ВЕДЕНИЯ ДОМЕННОЙ ПЛАВКИ | 2001 |
|
RU2190667C1 |
| СПОСОБ РАБОТЫ ДОМЕННОЙ ПЕЧИ | 2000 |
|
RU2180004C1 |
| СПОСОБ ВЕДЕНИЯ ДОМЕННОЙ ПЛАВКИ | 1995 |
|
RU2094470C1 |
| СПОСОБ ВЫПЛАВКИ ЧУГУНА | 1998 |
|
RU2135596C1 |
Изобретение относится к доменному производству и может применяться при управлении технологическим процессом выплавки чугуна со шлюзованием шихты в печь через промежуточные бункера загрузочного устройства. Способ ведения доменной плавки выключает загрузку шихты, состоящей из кокса и рудной части, подачу в шихтовые бункера загрузочного устройства, выгрузку шихты из бункеров в доменную печь, подачу в бункера газа, перепускание газа из опорожненного бункера в бункер, заполненный коксом до выравнивания в них давления, измерение давления в опорожненном бункере до и после перепускания газа в заполненный коксом бункер, при этом по падению давления в опорожненном бункере определяют текущую истинную плотность кокса (ρ) и при отклонении текущей истинной плотности кокса от усредненного значения (ρср) изменяют массу кокса в подаче на величину ΔK, которую определяют из соотношения
ΔK = 1,02•Kср•(ρср-ρ),
где
Kср - величина массы кокса в подаче при принятой усредненной его истираемости по показателю M10.
Технический результат заключается в более точном и оперативном определении истираемости кокса, а за счет этого - обеспечение стабилизации хода плавки. 1 ил.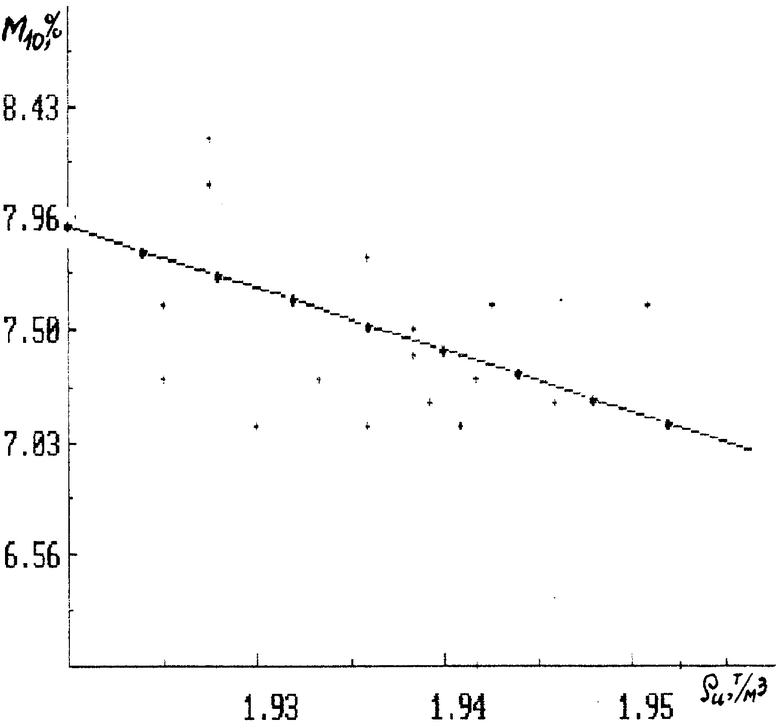
Способ ведения доменной плавки, включающий загрузку шихты состоящей из кокса и рудной части, подачей в шихтовые бункера загрузочного устройства, выгрузку шихты из бункеров а доменную печь, подачу в бункеры газа, перепускание газа из опорожненного бункера в бункер, заполненный шихтой, до выравнивания в них давления, измерение давления в опорожненном бункере до и после перепускания газа в заполненный шихтой бункер, отличающийся тем, что газ из опорожненного бункера перепускают в бункер с коксом до выравнивания в них давления и по падению давления в опорожненном бункере определяют текущую истинную плотность кокса ρ и при отклонении текущей истинной плотности кокса от усредненного значения ρср, изменяют массу кокса в подаче на величину ΔK, которую определяют из соотношения
ΔK = 1,02•Kср•(ρср-ρ),
где Kср - величина массы кокса в подаче при принятой усредненной его истираемости по показателю M10.
| Способ ведения доменной плавки | 1991 |
|
SU1836430A3 |
| Способ загрузки доменной печи бесконусным загрузочным устройством | 1988 |
|
SU1611940A1 |
| СПОСОБ ВЕДЕНИЯ ДОМЕННОЙ ПЛАВКИ | 1990 |
|
RU2029787C1 |
| Волков Ю.П | |||
| и др | |||
| Технолог-доменщик | |||
| Справочник | |||
| - М.: Металлургия, 1986, с | |||
| Телефонно-трансляционное устройство | 1921 |
|
SU252A1 |
| Ефименко Г.Г | |||
| и др | |||
| Металлургия чугуна | |||
| - Киев: Вища школа, 1974, с | |||
| Вага для выталкивания костылей из шпал | 1920 |
|
SU161A1 |

