Изобретение относится к доменному производству и может быть применено при загрузке шихтовых материалов в печь лотковым распределителем.
Известен способ загрузки шихтовых материалов с помощью лоткового распределителя. Порция шихтовых материалов из бункеров шихтоподачи выдается на конвейер, который транспортирует эту порцию на колошник доменной печи в приемную воронку и через нее заполняет один из двух загрузочных бункеров печи. Под порцией понимается количество шихтового материала, располагающегося на конвейере без разрыва и загружаемого в один бункер загрузочного устройства доменной печи [1] Причем один вид шихтового материала, например кокс, загружается только в загрузочный бункер N1, а железорудная часть только в загрузочный бункер N2. Смена вида шихтовых материалов в бункерах производится один раз в двое суток.
Изменение направления вращения лоткового распределителя по часовой и против часовой стрелки происходит через 4 ч. Управление изменением вращения и сменой вида шихтовых материалов в бункерах осуществляется вручную. Есть три гаражных положения лоткового распределителя, т.е. положения ожидания после выгрузки очередной порции и определяющих положение, откуда начинает выгружаться шихтовой материал, в градусном измерении составляют 0, 120, 240o. Лотковый распределитель занимает любое ближайшее гаражное положение от точки, где происходит остановка после выгрузки порции шихтовых материалов, что приводит зачастую к длительным периодам работы лоткового распределителя с началом выгрузки шихтовых материалов из бункеров в печь из одного гаражного положения. Длительность выгрузки шихтового материала одной порции из загрузочного бункера около 1,5 мин. Временный интервал между выгрузкой смежных порций составляет в среднем 0,5 -3,0 мин.
Недостатком этого способа является то, что существующая сегрегация шихтовых материалов по крупности, которая присутствует на всем протяжении пути от воронки-весов до загрузочных бункеров не устраняется в ходе выгрузки шихтовых материалов в печь. На это накладываются и известные конструктивные особенности бесконусного загрузочного устройства [2] что определяет структуру столба шихтовых материалов и газопотока по окружности, способствует смещению центра укладки шихтовых материалов в печи и частым перекосам в уровне засыпи шихтовых материалов.
Все это приводит к значительному разбросу температур по периферии (от 200 до 600oC), неравномерности в работе горна по выдаче продуктов плавки. Наиболее близким к изобретению по технической сущности и достигаемому результату является способ загрузки доменной печи с изменением загрузочных бункеров по виду шихтовых материалов и изменением вращения лоткового распределителя с периодом от 20 до 70 мин [2]
Недостатками данного способа являются слишком большие смены бункеров по виду шихтовых материалов и изменения вращения лоткового распределителя, что не способствует в печи оптимальному формированию структуры столба шихтовых материалов с учетом имеющейся сегрегации и не достигает нужного эффекта по организации газодинамических условий, стабилизации и выравниванию температуры газопотока по периферии.
Период смены вида шихтовых материалов в бункерах и вращения лоткового распределителя, вероятно, выбран из условий ручного управления.
При условии высокого темпа загрузки шихтовых материалов ручное управление неизбежно приводит к сбою и задержкам в загрузке, что отрицательно скажется на полноте и ходе печи и ее технико-экономических показателях.
Цель изобретения экономия кокса, повышение производительности печи, окружная равномерность в работе горна по выдаче продуктов плавки за счет повышения равномерности в загрузке и оптимизации структуры столба шихтовых материалов, стабилизации и выравнивания температуры периферийного газового потока. Это достигается изменением вида шихтового материала в загрузочных бункерах, изменением направления вращения лоткового распределителя и началом выгрузки шихтового материала из бункеров в печь при окружных положениях лоткового распределителя в диапазоне до 360o в заданной последовательности.
Указанная цель достигается тем, что в цикле порций шихтовых материалов вводятся 2 7 порций, состоящих из смеси агломерата и кокса, что автоматически приведет к смене вида шихтовых материалов в бункерах. Период смены вида шихтовых материалов в бункерах составит от 8-10 мин при выгрузке смешанных видов шихтовых материалов в цикле через 2 порции до 16-18 мин при выгрузке смешанных видов шихтовых материалов в цикле через 6 порций.
Изменение вращения лоткового распределителя происходит после выгрузки 2-7 порций шихтовых материалов, а начало выгрузки шихтового материала из бункера в печь осуществляется, например, с последовательного изменяющегося окружного положения лоткового распределителя в 0, 120, 240o.
Таким образом, заявляемый способ ведения доменной плавки соответствует критерию изобретения "Новизна".
Сравнение заявляемого способа не только с прототипом, но и с другими техническими решениями в данной области техники показывает, что совокупные признаки заявляемого способа проявляют новые качественные свойства, такие как максимальная окружная и радиальная равномерность в загрузке шихтовых материалов, сведение к минимальному воздействию на ведение плавки существующей сегрегации шихтовых материалов при загрузке в печь, формирование оптимальных газодинамических условий плавки и структуры столба шихтовых материалов, существенная стабилизация температуры газопотока по периферии, не присущие ранее известным техническим решениям, достигаемые применением порций смешанных видов шихтовых материалов в цикле, что приводит к автоматической смене вида шихтовых материалов в загрузочных бункерах с заданной периодичностью, изменением вращения лоткового распределителя после выгрузки определенного количества порций и началом выгрузки шихтового материала, осуществляемого на выбранных окружных положениях в заданной последовательности. Это позволяет сделать вывод о соответствии технического решения критерию изобретения "изобретательский уровень".
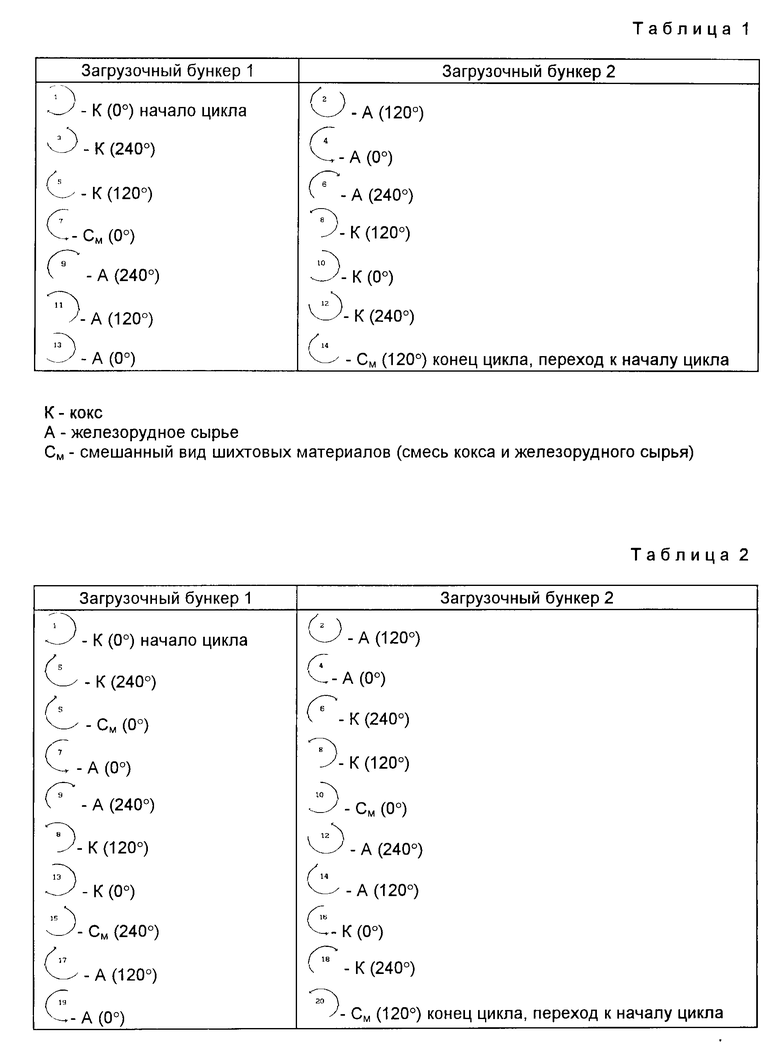
Ниже приведены примеры реализации способа со сменой вращения лоткового распределителя после выгрузки двух порций и началом выгрузки шихтовых материалов из бункеров в печь через 120o.
На доменной печи, оснащенной лотковым распределителем, шихтовые материалы (кокс и железорудное сырье) загружают отдельными порциями в цикле, состоящем, например, из 14 порций. В случае использования в цикле 2 порций смешанных видов шихтовых материалов смена вида шихтовых материалов в бункерах будет выглядеть так, как показано ниже. В скобках показан момент начала выгрузки шихтовых материалов из бункеров в печь в градусах положения лоткового распределителя по окружности. Стрелки вокруг номеров порций показывают направление вращения и смену вращения лоткового распределителя (см.табл.1).
Пример загрузки шихты с использованием 4 порций смешанных видов шихтовых материалов в цикле из 20 порций приведен в табл. 2.
При работе доменной печи объемом 3200 м3 и смене вида шихтовых материалов в бункерах с периодичностью один раз в 2 суток и изменением вращения лоткового распределителя через 4 ч имелся разброс температуры в контролируемых точках периферийного газа от 230oC минимум до 580oC максимум.
После перехода в загрузке шихтовых материалов на предлагаемый способ с использованием в цикле из 14 порций двух порций смешанных видов шихтовых материалов, изменения вращения лоткового распределителя после выгрузки двух порций и начала выгрузки шихтовых материалов из бункеров в печь с последовательно изменяющегося окружного положения лоткового распределителя 0, 120, 240o интервал температуры периферийных точек стал сужаться, низкотемпературные точки повысили температуру на 20 40oC, высокотемпературные точки понизили температуру на 90 250oC. Через сутки температура периферийных газов стабилизировалась и интервал температур составлял от 260oC минимум до 370oC максимум.
Работа при таком способе загрузки шихтовых материалов в течение 2 недель показала высокую стабильность температурного интервала периферийных газов, не менявшуюся в ходе работы.
Регулярные отборы проб колошникового газа на 4 радиусах показывали идентичное значение содержания CO, CO2 в центре, что говорит о более точном совпадении центра укладки шихтовых материалов с геометрической осью печи.
Контроль уровня засыпи по трем зонам показал высокое совпадение измерений по трем точкам, разница составляла 150 200 мм, в то время как до использования предлагаемого способа разброс измерений уровня засыпи по зондам составлял стабильно 300 600 мм. Одновременно с указанными положительными изменениями по верху доменной печи повысилась равномерность отработки продуктов плавки по массе через 4 летки доменной печи.
Все эти изменения подтверждают высокую равномерность загрузки шихтовых материалов и возможность организации необходимых газодинамических условий для высокоэффективной работы печи. В ходе испытания достигалось снижение удельного расхода кокса на печи на 1,3% и повышение производительности печи на 2%
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАГРУЗКИ ДОМЕННОЙ ПЕЧИ | 1991 |
|
RU2022025C1 |
| СПОСОБ УПРАВЛЕНИЯ ОКРУЖНЫМ РАСПРЕДЕЛЕНИЕМ ШИХТОВЫХ МАТЕРИАЛОВ НА КОЛОШНИКЕ ДОМЕННОЙ ПЕЧИ | 1991 |
|
RU2015169C1 |
| СПОСОБ ЗАГРУЗКИ ДОМЕННОЙ ПЕЧИ | 1995 |
|
RU2095420C1 |
| СПОСОБ ЗАГРУЗКИ ДОМЕННОЙ ПЕЧИ | 1999 |
|
RU2165982C1 |
| СПОСОБ ЗАГРУЗКИ ШИХТОВЫХ МАТЕРИАЛОВ В ДОМЕННУЮ ПЕЧЬ | 1993 |
|
RU2078141C1 |
| Способ загрузки доменной печи | 1990 |
|
SU1788017A1 |
| Способ загрузки доменной печи | 1987 |
|
SU1567642A1 |
| СПОСОБ ВЕДЕНИЯ ДОМЕННОЙ ПЛАВКИ | 1997 |
|
RU2117049C1 |
| СПОСОБ ЗАГРУЗКИ ДОМЕННОЙ ПЕЧИ | 1988 |
|
SU1522751A1 |
| СПОСОБ ЗАГРУЗКИ ДОМЕННОЙ ПЕЧИ | 2017 |
|
RU2673898C1 |
Изобретение относится к металлургии и может быть использовано при загрузке шихты в печь. Сущность изобретения: способ ведения доменной плавки включает периодическую смену вида материалов в загрузочных бункерах за счет ввода смешанных порций шихты с периодичностью 2:7 порций в цикле загрузки, изменение направления вращения распределителя на каждой следующей порции и начало высыпания шихты из загрузочного бункера в печь на окружных положениях распределителя 0, 120, 240o последовательно. 1 з.п. ф-лы, 2 табл.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Светоэлектрический измеритель длин и площадей | 1919 |
|
SU106A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ ведения доменной плавки | 1989 |
|
SU1715847A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |

