Изобретение относится к светотехнике и может быть использовано в производстве светильников с круглосимметричными, симметричными и асимметричными отражателями.
Отражатель является элементом светильника, в значительной степени определяющим его технико-экономические и функциональные характеристики: светораспределение, КПД, защитный угол, технологическую себестоимость, материалоемкость и др. Затраты на энергопотребление в осветительных установках напрямую связаны со светотехническими показателями светильников, которые в значительной степени определяются физическими свойствами отражающей поверхности и конструктивно-технологическими параметрами отражателя.
Как в отечественной, так и в зарубежной практике наибольшее распространение получили отражатели, изготовленные из листового алюминия или стали толщиной 1,0 - 2,5 мм.
Отражатели из алюминия после формования, для получения поверхности с высоким коэффициентом отражения, подвергают в готовом виде операциям механической шлифовки, полировки, затем электрохимической (или химической) полировки, анодированию для получения защитного слоя и уплотнению анодной пленки, например, жидким стеклом.
Стальные отражатели, как правило, после формовки красят, эмалируют, напыляют отражающим слоем.
Примером светильников с отражателями такого класса являются светильники с лампами накаливания и разрядными лампами высокого давления серий НСП, РСП, ГСП, ЖСП производства Ардатовского светотехнического завода [1]. Отражатели указанных светильников изготовляются широко известными в машиностроении методами: глубокой штамповкой и ротационного выдавливания.
Оба метода основаны на пластической деформации материала, в результате которой исходная плоская заготовка переформовывается в замкнутую пространственную конструкцию. Процесс такого получения деталей сопровождается изменением структуры материала заготовки как в объеме, так и по поверхности. Так при наиболее прогрессивном и широко применяемом в настоящее время ротационном выдавливании [2 и 3] утонение исходной заготовки в ходе выдавливания происходит по закону синуса S = S0sin α , где S0 - толщина детали исходной заготовки, S - толщина детали в данном сечении и α - угол проецирования элемента заготовки на давильный патрон в соответствующем сечении.
Толщина отражателя по сечению будет не одинакова, причем будет меньше в нижней, наиболее ответственной части отражателя, наиболее подверженной механическим воздействиям при транспортировке и эксплуатации. Это видно на примере отражателя светильника РСП, указанного выше, толщина которого в верхней части 1,5 мм, а в нижней - 0,35 - 0,4 мм. Все слои в сечении отражателя подвергаются большой деформации.
Существуют методы, позволяющие уменьшить влияние указанного свойства ротационного выдавливания: предварительная формовка заготовки (штамповкой), многокопирное выдавливание и т.д.
Однако все они приводят к увеличению трудоемкости и не решают проблемы снижения высокой материалоемкости.
Для отражателей симметричной формы основной метод изготовления - вытяжка с деформацией растяжения, что требует достаточно большой толщины исходной заготовки и вызывает необходимость многооперационной технологии изготовления.
Получение отражающей поверхности высокого качества после формования отражателя описанными выше методами требует больших затрат, что резко повышает их стоимость и сокращает их применяемость, несмотря на очевидные преимущества в части светотехнических параметров.
Имеются технические решения, позволяющие в частных случаях устранить либо уменьшить влияние отмеченных недостатков.
Известен отражатель [4] , содержащий каркас из несущих ребер с пазами, чехол из пленочного материала и средство крепления чехла к каркасу, выполненное в виде пружинящих пластин, колец и магнитов, вставленных в пазы ребер.
Конструктивное использование отражателя частично решает проблему снижения материалоемкости за счет применения пленочного материала.
Данной конструкции присущи и недостатки, не позволяющие широко применять пленочный отражатель: многоэлементность конструкции, сложность технологии производства, связанная с изготовлением различных магнитов, замков, колец и др. элементов, а главное ограниченность применения. Данный отражатель не может использоваться в помещениях с тяжелыми условиями среды, связанными с различными вибрациями, горячими воздушными потоками и т.д., где использование пленки не может удовлетворить требованиям условий эксплуатации.
Известен отражатель светильника [5], содержащий фацеты, обойму, на которой с помощью шарниров закреплены указанные фацеты, и механизм вращения со схемой регулирования скорости, соединенной с обоймой.
По сравнению с известными фацетными отражателями, отдельные полосы-фацеты которых неразъемно соединены друг с другом, данный отражатель позволяет изменять распределение света.
К основным недостаткам указанного отражателя следует отнести сложность конструкции, многоэлементность, большую трудоемкость в изготовлении и в сборке и высокую материалоемкость. В связи с тем, что фацеты соединены с вращающейся обоймой шарнирно и не имеют между собой жесткого соединения (являются свободно провисающими лепестками), следовательно ни о какой жесткости конструкции здесь не может быть речи. Технология изготовления многооперационна. Требует много различной оснастки. Жесткость отдельных фацет обеспечивается применением материала большой толщины.
Наиболее близким к предлагаемому техническому решению является отражатель светильника [6], который выполнен в виде фацет, из цельного и тонкого материала такой толщины, которая получается у современных отражателей в нижней, наиболее деформированной (растянутой) его части.
Исходный материал - плоская заготовка, формуется по форме профиля отражателя методом двойного изгиба (в поперечной и продольной плоскостях). Вначале деформируемая заготовка принимает зигзагообразную замкнутую вокруг вертикальной оси форму, напоминающую "меха гармони", но с широкими впадинами между выступами с переменной их высотой. При дальнейшем формовании образующиеся излишки материала полностью перетягиваются в меридиональные ребра жесткости, представляющие собой сдвоенный материал заготовки.
Для придания отражателю большей формоустойчивости и жесткости его отдельные участки-фацеты через свои ребра закрепляются между собой одним из известных способов (сваркой, отгибкой, склеиванием и т.д.).
Ребра жесткости, полученные в ходе операции гибки отдельных участков-фацет, обеспечивают защиту тонкостенного рабочего профиля отражателя от механических повреждений.
Обеспечение формовки отражателя методом продольно-поперечной гибки, конструкция ребер, соотношение их размеров и количество определяются из условия
где
h - высота ребра в расчетной точке профиля, определяемая расстоянием от точки на рабочем профиле до соответствующей точки на ребре, равноотстающих от начальной точки на профиле;
N - количество ребер;
Rr - радиус начальной точки рабочего профиля в верхней начальной точке (радиус горловины);
L - длина дуги рабочего профиля и соответствующего ребра жесткости, равноотстоящих от начальной точки профиля;
Rp - радиус внутренней окружности профиля отражателя в сечении, перпендикулярном оптической оси.
Для нижнего (наибольшего по диаметру) среза отражателя максимальная высота hmax определяется из условия
где
Lо - длина образующей рабочего профиля отражателя;
Rо - диаметр отражателя по нижнему срезу рабочего профиля.
Данное решение позволяет в 2 - 3 раза снизить расход материала на отражатель, использовать при его изготовлении материал с предварительно нанесенным светоотражающим (в т.ч. зеркальным) покрытием, без нарушения его качества в процессе формования. Работы, направленные на повышение эффективности использования электроэнергии на цели освещения, привели к созданию ряда новых светоотражающих материалов, обеспечивающих коэффициент отражения до 95%, за счет чего КПД светильника увеличился на 16,5%, а в ряде конструкций - до 35% [7].
Однако ввиду дороговизны новых материалов применение их в традиционных конструкциях при известных технологических процессах переработки в готовые изделия на сегодняшний день экономически неоправданно.
Предлагаемая конструкция отражателя позволяет на порядок снизить расход дорогостоящего светоотражающего материала. Отражатель выполняется не из одной, а из нескольких одновременно формуемых заготовок, наложенных одна на другую. Внешняя заготовка выполнена из конструкционного материала, из нее образуется внешняя несущая оболочка отражателя, главная функция этой оболочки - обеспечение жесткости конструкции и защита внутренней оболочки от механических воздействий. Внутренняя заготовка с высоким коэффициентом отражения берется в тонком слое, из нее после формовки образуется внутренняя оболочка отражателя, главной целью которой является обеспечение требуемого светораспределения светового прибора при высоком коэффициенте полезного действия. Сама по себе внутренняя оболочка не имеет достаточной жесткости для самостоятельного применения. Внутренняя оболочка в зависимости от конкретных светотехнических требований может состоять из нескольких тонких светоотражающих и светопреломляющих слоев - на уровне пленок, при этом верхний слой имеет высокую антикоррозионную стойкость.
Внутренняя оболочка отражателя может обеспечивать как симметричное, так и несимметричное светораспределение. Несимметричное светораспределение обеспечивается различными светотехническими характеристиками элементов (секторов, зон) внутренней оболочки 8, участвующими в формировании распределения силы света в соответствующем меридиональном сечении фотометрического тела светового прибора. Требуемые светотехнические характеристики участков внутренней оболочки формируются подбором соответствующих слоев в развертке - на заготовке, при этом каждой точке (A) отражателя ставится в соответствие точка (A1) на его заготовке. Положение точек соответствия на отражателе и исходной заготовке определяется выражением
l3 = Rr + L0,
где
l3 - расстояние точки на отражающей поверхности заготовки с заданными светотехническими характеристиками до условного центра (оси), вокруг которого(ой) происходит его формование;
Rr - радиус горловины отражателя (при наличии в конструкции горловины);
L0 - длина дуги в сечении профиля отражателя от начальной до текущей точки с заданными светотехническими характеристиками.
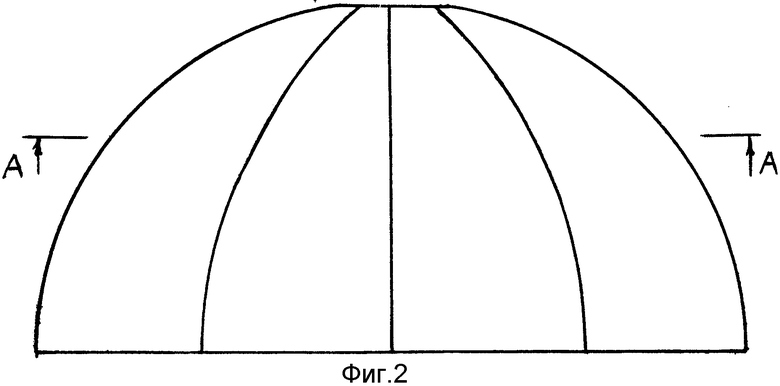
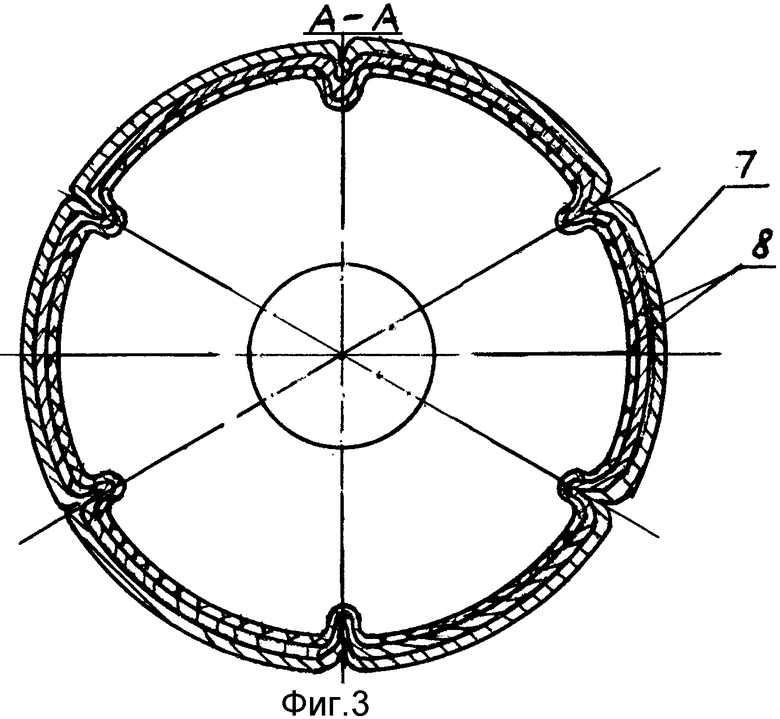
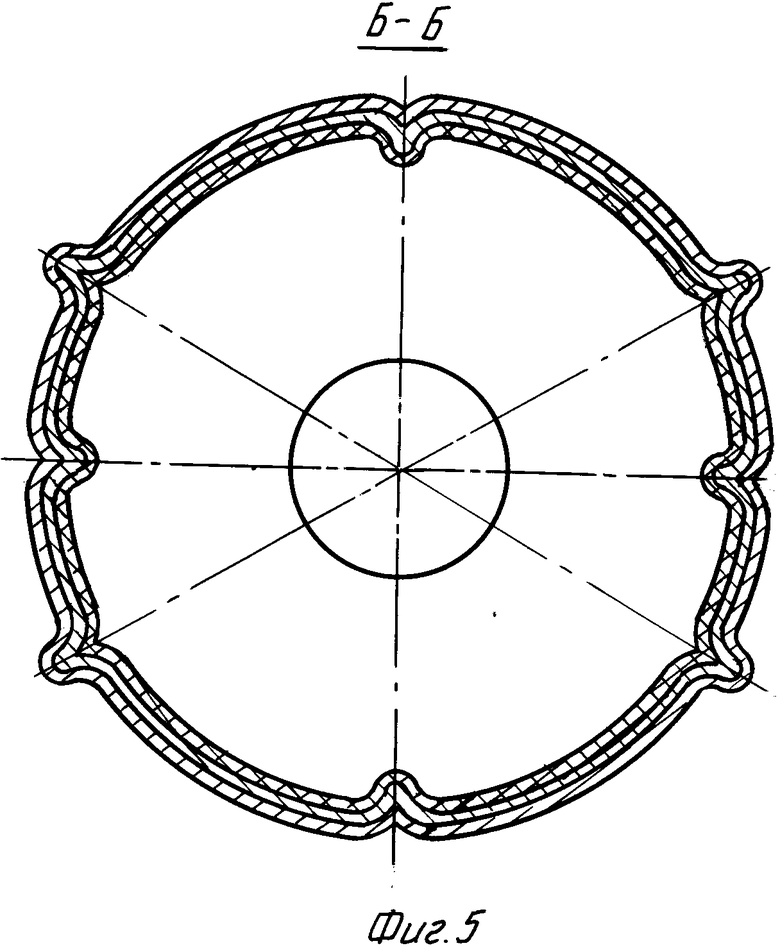
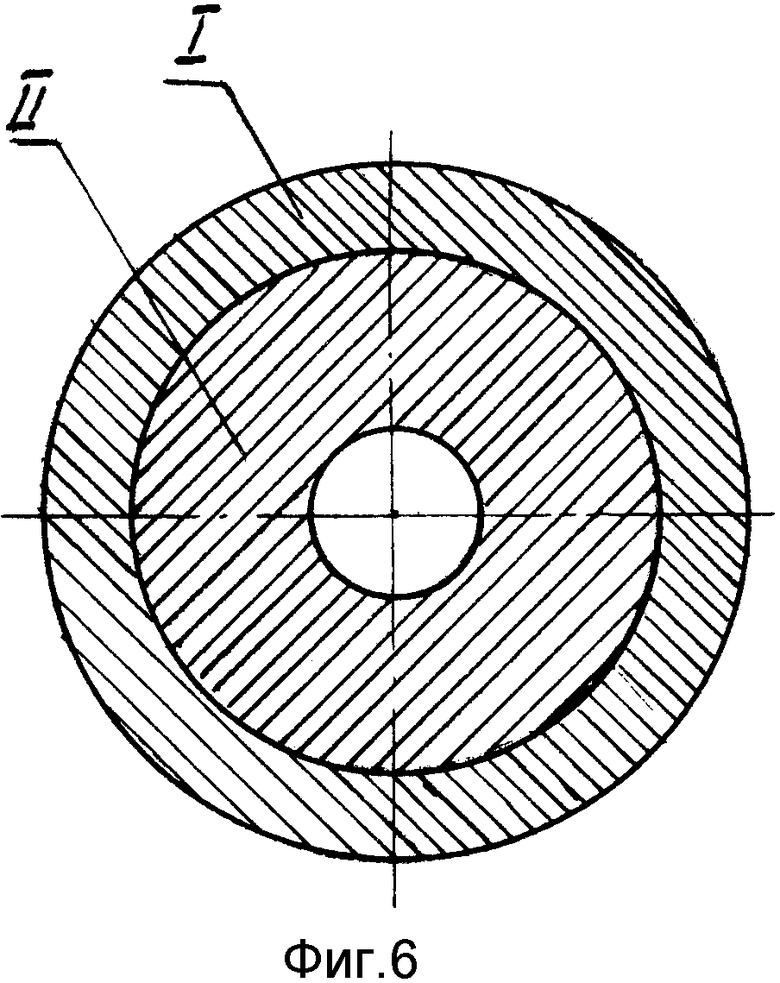
На фиг. 1 изображен отражатель, который содержит горловину 1, рабочие участки (фацеты) 2 и ребра 3 жесткости переменной высоты, представляющие собой сдвоенный материал всех слоев, образующих наружную 7 и внутреннюю 8 оболочки при их взаимном сближении в процессе продольно-поперечной гибки, при необходимости уменьшения общих габаритов отражателя ребра жесткости изготовляются внутрь оболочки либо комбинируются с учетом конкретных требований; на фиг. 2 и 3 - отражатель с внутренними ребрами жесткости; на фиг. 4 и 5 - отражатель с комбинированным расположением ребер; на фиг. 6 - 9 показаны примеры вариантов возможных сочетаний участков поверхности заготовок отражателей и соответственно отражателей (I - участки с зеркальным отражением, II - участки с диффузным отражением).
Формование различных по форме отражателей происходит следующим образом.
Из листа или ленты вырезаются заготовки 5 и 6 соответственно для внешней и внутренней(их) оболочки(ек). Заготовки укладываются друг на друга в нужной последовательности в пакет 4. Затем в данном пакете они формуются вместе. Исходный пакет 4 заготовок формуется по форме отражателя методом двойного изгиба в поперечной и продольной плоскостях, что обеспечивает минимальную деформацию пластического растяжения, не нарушающую светотехнических и защитных свойств внутренней оболочки и придающую целостность и большую жесткость многослойной конструкции отражателя.
Излишки материала многослойного пакета заготовок полностью перетягиваются в меридиональные ребра жесткости, плотно обжимаются и скрепляют многослойный пакет в единое целое.
При работе готового изделия в особо жестких - экстремальных условиях по условиям механической прочности отдельные слои пакета могут быть дополнительно соединены друг с другом одним из известных способов, например склейкой, сваркой и т.д.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОТРАЖАТЕЛЬ СВЕТИЛЬНИКА | 1997 |
|
RU2124671C1 |
| ОТРАЖАТЕЛЬ СВЕТИЛЬНИКА | 2007 |
|
RU2352858C1 |
| СВЕТОТЕХНИЧЕСКИЙ МОДУЛЬ СО СВЕТОДИОДАМИ (СИД) | 2013 |
|
RU2547460C9 |
| СВЕТИЛЬНИК С РЕГУЛИРУЕМЫМ СВЕТОРАСПРЕДЕЛЕНИЕМ | 1994 |
|
RU2079043C1 |
| ОТРАЖАТЕЛЬ СВЕТИЛЬНИКА | 2005 |
|
RU2300700C1 |
| СВЕТОТЕХНИЧЕСКИЙ БОКС С РАЗРЯДНОЙ ЛАМПОЙ | 1994 |
|
RU2066809C1 |
| КОРПУС СВЕТОВОГО ПРИБОРА | 1996 |
|
RU2089781C1 |
| КОРПУС СВЕТОВОГО ПРИБОРА | 1998 |
|
RU2137026C1 |
| Отражатель светильника | 1987 |
|
SU1597492A1 |
| СВЕТОТЕХНИЧЕСКИЙ БЛОК С РЕГУЛИРУЕМЫМ СВЕТОРАСПРЕДЕЛЕНИЕМ | 2012 |
|
RU2502920C2 |


Отражатель светильника состоит из рабочего профиля и ребер жесткости и отформован из плоской заготовки методом продольно-поперечной гибки. Отражатель выполнен многослойным, при этом наружный слой образует внешнюю защитную оболочку с повышенной механической жесткостью, а внутренний слой образует внутреннюю светоотражающую оболочку. Ребра жесткости могут быть выполнены наружу, внутрь или комбинированно. Внутренняя оболочка может быть выполнена также многослойной. Наружная и внутренняя оболочки могут быть дополнительно соединены. Такая конструкция позволяет снизить расход дорогостоящего светоотражающего материала. 3 з.п. ф-лы, 9 ил.
l3 = Rг + Lо,
где l3 - расстояние точки на отражающей поверхности заготовки до оси отражателя, вокруг которой происходит его формование и положение которой в ходе формования отражателя не меняется;
Rг - радиус горловины;
Lо - длина дуги рабочего профиля, считая от горловины до заданной точки на рабочей поверхности готового отражателя.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Каталог изделий АО "Лисма-Ардатовский светотехнический завод" | |||
| - М.: Внешторгиздат, 1995, с.2 - 7 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Ротационная вытяжка оболочковых деталей на станках с ЧПУ | |||
| - Тернополь, Облполиграфиздат, 1990 | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Давильные работы и ротационное выдавливание | |||
| М.А | |||
| Гредитор | |||
| - Машиностроение, 1971, с | |||
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| SU, авторское свидетельство, 559066, F 21 V 1/06, 1977 | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| SU, авторское свидетельство, 596776, F 21 V 31/00, 1978 | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| SU, авторское свидетельство, 1610196, F 21 V 7/00, 1990 | |||
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Д.Альбрехт, Х.Кюстер | |||
| Повышение эффективности освещения с помощью новых светоотражающих материалов | |||
| - М.: Светотехника, N 1, 1997, с.24 - 26. | |||

