Изобретение относится к производству строительных керамических изделий, в частности, может быть использовано при изготовлении большеразмерных керамических панелей стен, перекрытий, перемычек и т.д., а также мелкоразмерных - кирпича, плитки и т.д., санитарно-строительной керамики - умывальники, унитазы, смывные бачки, фарфоровой посуды и декоративных изделий.
Наиболее близким к изобретению техническим решением является печь для обжига керамических изделий в вакууме, содержащая размещенные в корпусе нагреватели и отражатели, а также сообщенную с объемом печи вакуумную систему.
Задачей изобретения является разработка конструкции печи, позволяющей сохранить время на сушку и обжиг изделий путем ускорения процессов нагрева и охлаждения; имеющей низкую материалоемкость и теплоизоляционный слой с регулируемой теплопроводностью; имеющей также высокую производительность, простоту в обслуживании и ремонте.
Это достигается тем, что в печи, содержащей корпус, размещенные в нем электронагревательные элементы, смонтированные на внутренней поверхности корпуса отражателя, и вакуумную систему, сообщенную с внутренним объемом печи, на опорной площадке укреплены поддоны форм и установлены соединенные металлическим каркасом съемные электронагревательные элементы, при этом корпус печи выполнен полым и съемным и установлен на площадке герметично посредством затворов, а вакуумная система выполнена реверсивной и сообщена посредством патрубков с внутренним объемом печи и с пространством корпуса.
На чертеже представлена предлагаемая печь.
Печь состоит из опорной площадки 1, на которой имеются поддоны форм 2 для установки на них съемных бортов форм с изделиями. На площадке установлена съемная система 3, включающая электронагревательные элементы 4, объединенные металлическим каркасом 5, на котором элементы 4 установлены посредством креплений 6 с электроизоляционной прокладкой 7. С помощью герметичного затвора 8 на площадке установлен металлический съемный корпус 9 коробчатой формы, имеющий полое герметичное пространство 10. На внутренней стороне корпуса смонтированы плоские металлические отражатели 11 с помощью стержневых опор 12. На наружной поверхности корпуса укреплен пульт управления 13. Патрубки 14 и 15 соединяют соответственно внутреннее пространство печи и полое пространство 10 корпуса с реверсивной вакуумной системой.
Печь работает следующим образом. На опорную площадку 1 с расположенными на ней поддонами форм 2, съемными бортами форм с изделиями или просто изделия (мелкоразмерные) устанавливается каркасная нагревательная система 3, состоящая из электронагревательных элементов 4, соединяющего металлического каркаса 5, удерживающих электронагревательные элементы устройств 6 с электроизоляционными креплениями 7. Затем на опорную площадку 1 сверху в пазы герметического затвора 8 устанавливается металлический герметичный корпус 9, имеющий полое герметичное пространство 10, образованное стенками корпуса, с установленными на внутренней поверхности плоскими металлическими отражателями 11, с помощью стержневых опор 12. Через пульт управления 13 подается команда о подключении вакуумной системы через патрубок 14 с внутренним пространством печи и через патрубок 15 с полым пространством корпуса 10, и создают в них пониженное давление. Затем включают электропитание и с помощью нагревательной системы 3 производят сушку изделий при температуре 80-160oC в течение 1-3 ч. После завершения периода сушки изделий подают команду на реверс вакуумной системы и в полом пространстве корпуса 10 и во внутреннем пространстве печи давление компрессором повышают до или выше атмосферного. Одновременно подается команда, отключающая нагревательные элементы 4. Затем снимают металлический каркас 9 и нагревательную систему 3, с большеразмерных изделий снимают съемные борта. Вновь устанавливается нагревательная система 3 и металлический корпус 9. Через пульт управления 13 подается команда и давление во внутреннем пространстве печи и полом, пространстве корпуса 10 понижают. Включают электропитание и с помощью нагревательной системы 3 производят обжиг изделий в режиме: 2 ч подъем 850 - 950oC, 2-3 ч выдержка и 2 ч снижение. Необходимо отметить, что при изготовлении мелкозернистых керамических изделий, а также большеразмерных, у которых в период сушки нет ограничительных боковых стенок, съем металлического корпуса 9 и нагревательной системы 3 после периода сушки не производится, а сразу осуществляется обжиг изделий.
После завершения обжига следует период снижения температуры, давление во внутреннем пространстве печи и полом пространстве корпуса 10 повышают. Режимы снижения температуры повышения давления регулируются через пульт управления. После завершения снижения температуры и повышения давления снимается металлический корпус 9, затем убирается нагревательная система 3 и изделие с поддонов форм 2 за подъемные петли убирается на склад.
Отличительной особенностью предлагаемой конструкции, позволяющей производить быстрый нагрев и охлаждение изделий, является полое герметичное пространство 10 у корпуса 9 и возможность регулирования с помощью изменения давления в нем его теплопроводностью. С помощью реверсивной системы, состоящей из реверсивного компрессора, ресивера и запорной арматуры, давление в герметичном пространстве 10 снижают или повышают относительно атмосферного в требуемых пределах, величины которых зависят от используемого оборудования, конструкции печи и технико-экономической эффективности.
Данная конструкция корпуса 3 позволяет исключить необходимость материалоемкой футеровки. Создание каркасной нагревательной системы 3, съемной и отдельной от корпуса 9, колпаковый вариант печи облегчают ее обслуживание и ремонт, снижают материалоемкость. В целом конструкция печи из-за возможностей быстрого нагрева и охлаждения изделий, компактности, облегченных условий в обслуживании и ремонте имеет более высокую производительность. Возможность проведения периодов сушки обжига на одном оборудовании с сокращенными технологическими циклами также позволяет повысить производительность, снизить материалоемкость и трудоемкость производства, уменьшить энергоемкость. Предлагаемая конструкция печи предназначена как для проведения сушки, так и обжига керамических изделий, а также совмещения этих технологических циклов вместе. Это позволит, особенно при изготовлении большеразмерных изделий, исключить необходимость достижения в период сушки прочности, достаточной для возможной последующей транспортировки в печь обжига.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЫСОКОТЕМПЕРАТУРНАЯ ВАКУУМНАЯ ПЕЧЬ | 1991 |
|
RU2051323C1 |
| УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ ПОВЕРХНОСТНОГО СЛОЯ НЕФТЕСОДЕРЖАЩИХ ЖИДКОСТЕЙ | 1996 |
|
RU2134239C1 |
| ГЛУБИННЫЙ ВИБРАТОР | 1993 |
|
RU2076189C1 |
| КОМПЛЕКСНАЯ ДВУСКАТНАЯ ПЛИТА ПОКРЫТИЯ КОРОБЧАТОГО СЕЧЕНИЯ | 2002 |
|
RU2209900C1 |
| УСТРОЙСТВО ДЛЯ ПРЕОБРАЗОВАНИЯ КОЛЕБАТЕЛЬНОГО ДВИЖЕНИЯ В РЕВЕРСИВНОЕ ПОСТУПАТЕЛЬНОЕ | 1996 |
|
RU2107205C1 |
| УСТРОЙСТВО ДЛЯ ДИФФУЗИОННОЙ МЕТАЛЛИЗАЦИИ В СРЕДЕ ЛЕГКОПЛАВКИХ ЖИДКОМЕТАЛЛИЧЕСКИХ РАСТВОРОВ | 2009 |
|
RU2423546C1 |
| Электропечь трехзонная с трубчатым реактором | 2023 |
|
RU2826357C1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ГНУТЫХ ПРОФИЛЕЙ | 2000 |
|
RU2184634C2 |
| СРЕРИЛИЗАТОР | 2000 |
|
RU2156622C1 |
| ВАКУУМНАЯ УСТАНОВКА ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ | 1994 |
|
RU2061764C1 |
Изобретение возможно использовать в строительной индустрии, энергетической и машиностроительной промышленности для повышения качества керамических материалов и снижения себестоимости производства. Конструкция вакуумной печи предусматривает защитную вакуумную теплоизоляцию посредством полого герметичного пространства 10. 1 ил.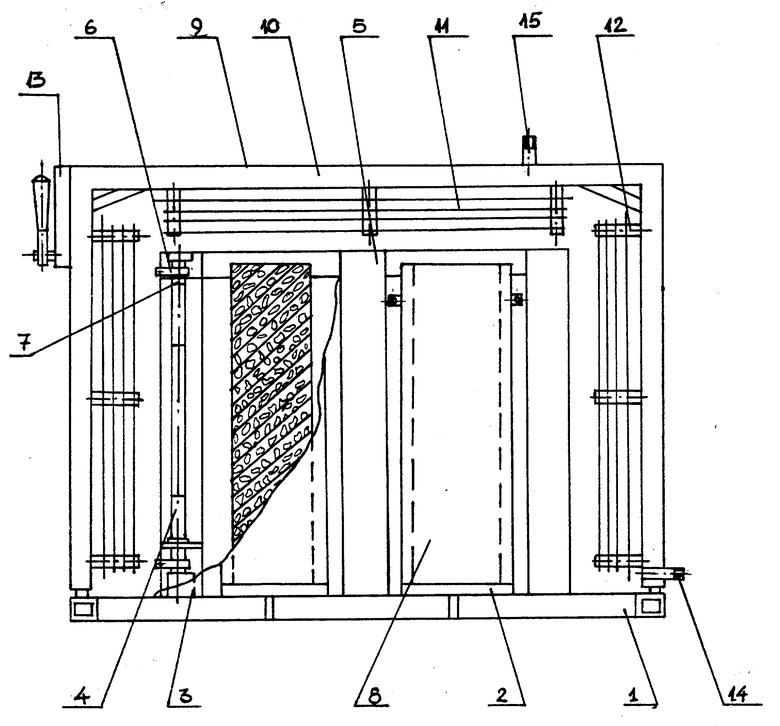
Печь для сушки и обжига керамических изделий, содержащая корпус, размещенные в нем электронагревательные элементы, смонтированные на внутренней поверхности корпуса отражатели, и вакуумную систему, сообщенную с внутренним объемом печи, отличающееся тем, что на опорной площадке печи укреплены поддоны форм и установлены соединенные металлическим каркасом съемные электронагревательные элементы, при этом корпус печи выполнен съемным и полым и установлен на площадке герметично посредством затворов, а вакуумная система выполнена реверсивной и сообщена посредством патрубков с внутренним объемом печи и пространством корпуса.
| Балкевич В.Л | |||
| Техническая керамика | |||
| - М.: Изд | |||
| литературы по строительству, 1968, с.76-77. |
