Изобретение относится к металлургии цветных металлов, в частности, к электролитическому получению алюминия, к способам замены конструктивных узлов алюминиевых электролизеров, а именно к способам замены ошиновки алюминиевых электролизеров действующей электролизной серии.
Ошиновка является токонесущим конструктивным элементом алюминиевых электролизеров. Ошиновка алюминиевых электролизеров делится на две части - анодную и катодную. Электролизеры, располагаемые один за другим, соединены шинопроводами из алюминиевых шин различного сечения и включены в электрическую цепь последовательно: катодные шины одного электролизера соединены с анодными шинами другого. Группа электролизеров, объединенная в одну цепь, называется серией. Анодная ошиновка состоит из анодных стояков и анодных пакетов. Катодная ошиновка состоит из гибких лент - катодных спусков, отводящих ток от катодных стержней подины, и катодных шин. Катодные шины алюминиевого электролизера разделены на пакеты, которые соединены со стояками следующего электролизера.
Существует много схем ошиновки алюминиевых электролизеров. Выбор схемы ошиновки зависит от типа электролизера, его мощности и расположения в корпусе. При выборе ошиновки руководствуются оптимальной плотностью тока в ошиновке, наименьшим влиянием магнитных полей на процесс электролиза и возможностью быстрого отключения и подключения в электрическую цепь одного электролизера без нарушения работы остальных.
Необходимость замены ошиновки алюминиевых электролизеров может быть вызвана изменением типа и мощности электролизера, а также изменением схемы токоподвода и сортамента шин катодной и анодной частей ошиновки.
Известен способ замены алюминиевых электролизеров электролизной серии, заключающийся в том, что после шунтирования демонтируемого электролизера для обеспечения непрерывности электрической цепи электролизной серии, разъединения электрических, гидравлических, пневматических цепей, систем питания глиноземом и удаления газов и, в случае необходимости, удаления анодного устройства с анодной ошиновкой, осуществляют удаление отработавшего электролизера и замену его новым или отремонтированным (Заявка Франции N 2550553, C 25 C 7/06, 3/10, опубл. 15.02.85.).
Данный способ позволяет без снятия токовой нагрузки серии осуществлять как замену электролизера в целом, так и замену любого его конструктивного узла, включая его анодную ошиновку.
Однако при таком способе невозможно заменить катодную ошиновку электролизера действующей электролизной серии без полного снятия токовой нагрузки серии, поскольку при отключении отдельного электролизера осуществляется шунтирование именно катодной ошиновки. При этом катодные шины одного электролизера соединяются шунтирующими вставками с катодными шинами другого, что и обеспечивает неразрывность электрической цепи при отключении отдельного электролизера.
Снятие же таковой нагрузки серии на время, необходимое для замены катодной ошиновки, связано прежде всего со снижением производительности серии. Кроме того, снятие токовой нагрузки серии даже на время, необходимое для замены ошиновки, приводит к технологическим нарушениям на всех электролизерах серии. При снятии токовой нагрузки серии в первую очередь происходит резкое изменение свойств электролита в результате охлаждения расплава. Сначала повышается его вязкость и плотность, которая еще до перехода электролита в твердое состояние становится выше плотности расплавленного алюминия, что приводит к перемешиванию расплава и всплытию алюминия на его поверхность. Время, за которое весь электролит погружается под слой алюминия, зависит от температуры окружающего воздуха, мощности и конструкции электролизера, а также от его состояния на момент снятия токовой нагрузки. Для возобновления процесса электролиза на таких электролизерах необходимо разогреть их до температуры, при которой осуществляется процесс электролиза, на что потребуется затратить значительное количество электрической энергии. Восстановление технологического процесса на таких электролизерах происходит медленно и требует значительных трудовых затрат. Кроме того, наблюдается снижение сортности алюминия, производимого повторно пущенными электролизерами. При этом значительно снижается срок службы повторно пущенных электролизеров, а поскольку каждый электролизер имеет строго индивидуальные особенности, зависящие от многочисленных факторов, практически невозможно предсказать, какой из них и когда выйдет из строя после повторного пуска.
Наиболее близким является способ замены конструктивных узлов алюминиевого электролизера электролизной серии при его капитальном ремонте, включающий отключение электролизера при полной токовой нагрузке серии шунтированием при помощи шунтирующих вставок (шунт-ножей), демонтирование анодной ошиновки, металлоконструкций, анодного и катодного устройств и при необходимости их замену (Справочник металлурга по цветным металлам. Производство алюминия. - М.: Металлургия, 1971, с.247-250).
Данный способ, как и ранее описанный, позволяет без снятия токовой нагрузки серии осуществлять замену любого конструктивного узла алюминиевого электролизера, включая анодную ошиновку электролизера. Однако, при таком способе невозможно заменить катодную ошиновку электролизера действующей электролизной серии без снятия токовой нагрузки серии, поскольку, как уже ранее было отмечено, при отключении отдельного электролизера осуществляется шунтирование именно катодной ошиновки, при этом катодные шины одного электролизера соединяются шунтирующими вставками с катодными шинами другого, что и обеспечивает неразрывность электрической цепи и передачу тока электролизерам серии.
Снятие же токовой нагрузки серии на время, необходимое для замены катодной ошиновки, связано прежде всего со снижением производительности серии. Кроме того, снятие токовой нагрузки серии приводит к технологическим нарушениям на всех электролизерах серии. При снятии токовой нагрузки серии даже на время, необходимое для замены катодной ошиновки, в первую очередь происходит резкое изменение свойств электролита: повышается его вязкость и плотность, которая еще до перехода электролита в твердое состояние становится выше плотности расплавленного алюминия. Это приводит к перемешиванию расплава и всплытию алюминия на его поверхность. Время, за которое весь электролит погружается под слой алюминия, зависит от температуры окружающего воздуха, мощности и конструкции электролизера, а также от его состояния на снятие токовой нагрузки. Практически для электролизеров мощностью 150 - 160 кА с самообжигающимся анодом и верхним токоподводом оно составит 1 - 3 ч, если не принять специальных мер. Для возобновления процесса электролиза на таких электролизерах необходимо разогреть их до температуры, при которой осуществляется процесс электролиза, на что потребуется затратить значительное количество электрической энергии. Восстановление технологического процесса на таких электролизерах происходит медленно и требует значительных трудовых затрат. Кроме того, наблюдается снижение сортности алюминия, производимого повторно пущенными электролизерами, и снижение срока службы таких электролизеров.
В основу изобретения положена задача создания способа замены ошиновки алюминиевых электролизеров действующей электролизной серии при полной ее токовой нагрузке, что позволит исключить потери производительности электролизной серии и обеспечить стабильность процесса электролиза в электролизерах серии при осуществлении замены их ошиновки.
Достижение вышеуказанного технического результата обеспечивается тем, что в способе замены ошиновки алюминиевых электролизеров действующей электролизной серии, преимущественно, при капитальном ремонте электролизера, включающем отключение электролизера шунтированием шунтирующими вставками и демонтаж его анодной ошиновки, после демонтажа анодной ошиновки отключенного электролизера осуществляют демонтаж катодной ошиновки предыдущего по ходу тока электролизера и ее замену на новую, используя временные обводные шинопроводы, разъемно соединенные с пакетами шин катодной ошиновки отключенного электролизера, при этом поочередно переключают катодные спуски с шин катодной ошиновки предыдущего по ходу тока электролизера на приваренные к временным обводным шинопроводам гибкие пакеты, демонтируют установленные шунтирующие вставки и пакеты шин существующей катодной ошиновки и устанавливают пакеты шин новой катодной ошиновки и осуществляют их шунтирование, после установки новой анодной ошиновки с новыми анодными стояками приваривают анодные стояки к пакетам шин новой катодной ошиновки, поочередно переключают катодные спуски с временных обводных шинопроводов на приваренные к новым шинам пакеты гибких лент, разбирают узлы соединения временных обводных шинопроводов с пакетами шин катодной ошиновки отключенного электролизера и демонтируют временные обводные шинопроводы.
Поочередное переключение катодных спусков может осуществляться одновременно с обеих сторон электролизера.
Для соединения катодных спусков с гибкими пакетами, приваренными к временным обводным шинопроводам, может использоваться прижимное соединение.
Соединение временных шинопроводов с катодными шинами отключенного электролизера могут осуществлять при помощи гибких шунтирующих пакетов, используя при этом прижимное соединение.
Для соединения катодных спусков с пакетами гибких лент, приваренными к новым шинам, может использоваться прижимное соединение с последующей проваркой.
Использование временных обводных шинопроводов, разъемно соединенных с пакетами шин катодной ошиновки отключенного электролизера, и временное переключение на них катодных спусков катодной ошиновки предыдущего по ходу тока электролизера обеспечивает неразрывность электрической цепи, что позволяет заменить катодную ошиновку предыдущего по ходу тока электролизера без снятия токовой нагрузки серии, исключив тем самым потери производительности электролизной серии при осуществлении замены ошиновки, и обеспечив при этом стабильность процесса электролиза как в предыдущем по ходу тока электролизере, так и в других электролизерах электролизной серии.
После осуществления шунтирования отключаемого на капитальный ремонт электролизера и демонтажа его анодной ошиновки ток от катода предыдущего по ходу электролизера отводится по соединенным с его катодными стержнями катодным спускам и катодным шинам и через шунтирующие вставки подается на катодные шины отключенного на капитальный ремонт электролизера. При переключении катодных спусков с шин катодной ошиновки предыдущего по ходу тока электролизера на приваренные к временным обводным шинопроводам гибкие пакеты передача тока осуществляется как по существующим катодным шинами, так и по временным обводным шинопроводами. После завершения переключения всех катодных спусков передача тока осуществляется только по временным обводным шинопроводам. Это позволяет после демонтажа шунтирующих вставок демонтировать обесточенные существующие катодные шины и заменить их новыми. Последующее обратное переключение катодных спусков с временных обводных шинопроводов на новые катодные шины позволяет после осуществления шунтирования пакетов новых катодных шин демонтировать обесточенные временные обводные шинопроводы.
Осуществление поочередного переключения катодных спусков одновременно с обеих сторон электролизера позволяет сократить время выполнения монтажных работ, связанных с заменой ошиновки.
Использование для соединения катодных спусков с гибкими пакетами, приваренными к временным обводным шинопроводам, прижимного соединения позволяет снизить трудозатраты и сократить время выполнения работ, связанных с временным переключением катодным спусков на временные обводные шинопроводы. Кроме того, использование прижимного соединения оставляет катодные спуски и гибкие пакеты временных обводных шинопроводов пригодными для дальнейшего использования: катодные спуски - для последующего соединения с новыми катодными шинами, а гибкие пакеты временных обводных шинопроводов - для использования при замене ошиновки других электролизеров серии.
Осуществление соединения временных шинопроводов с катодными шинами отключенного электролизера при помощи гибких шунтирующих пакетов и использование при этом прижимного соединения позволяет снизить трудозатраты и сократить время выполнения монтажных работ, а также сохранить временные обводные шинопроводы для повторного применения.
Использование для соединения катодных спусков с пакетами гибких лент, приваренными к новым шинам, прижимного соединения с последующей проваркой позволяет снизить потери электроэнергии в контакте за счет повышения качества выполнения сварного соединения в условиях сильных магнитных полей и при этом оставить его разъемным.
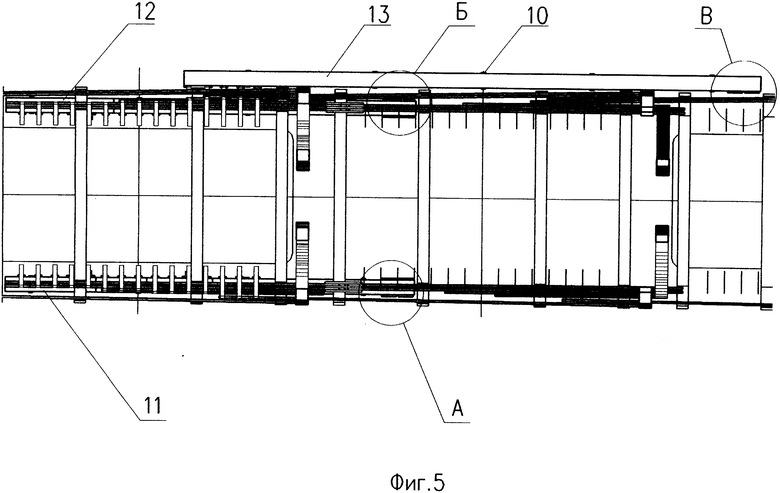
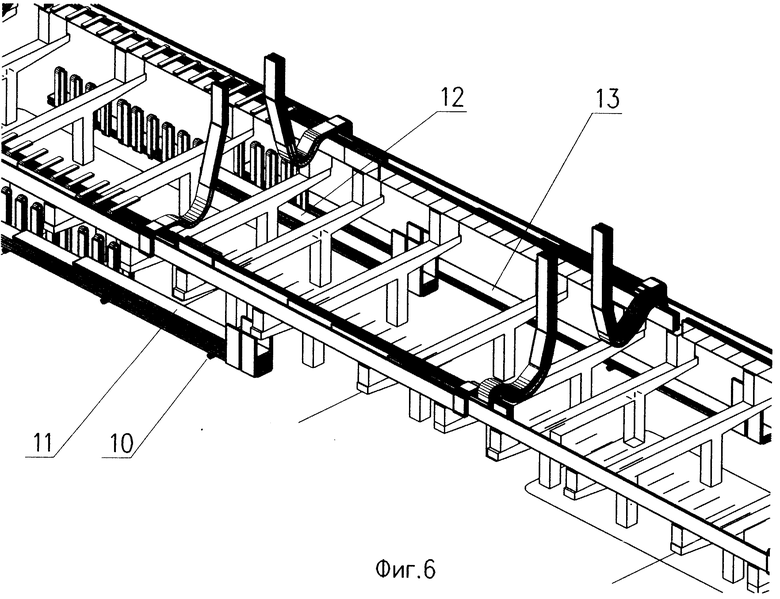
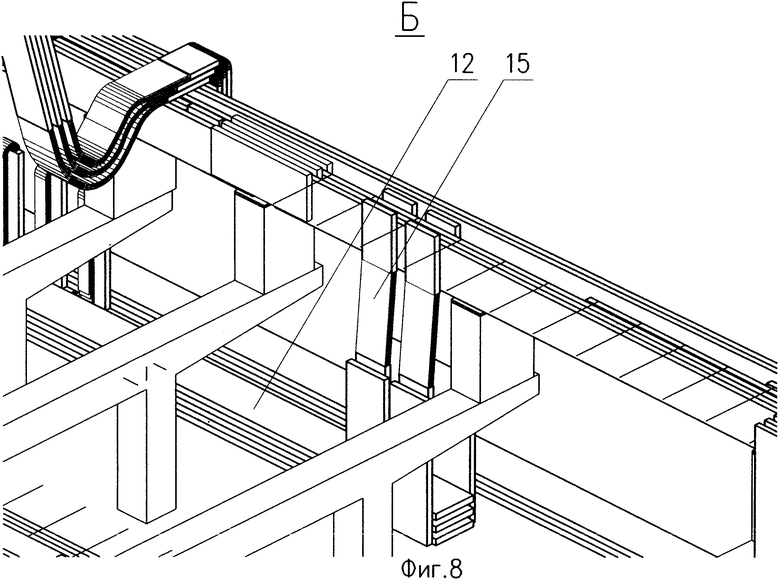
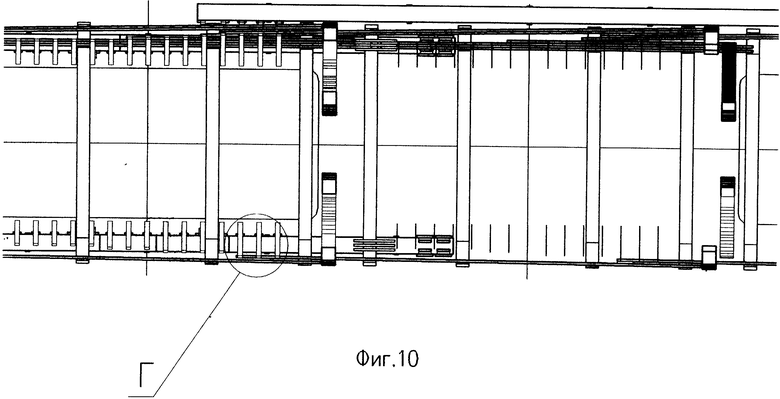
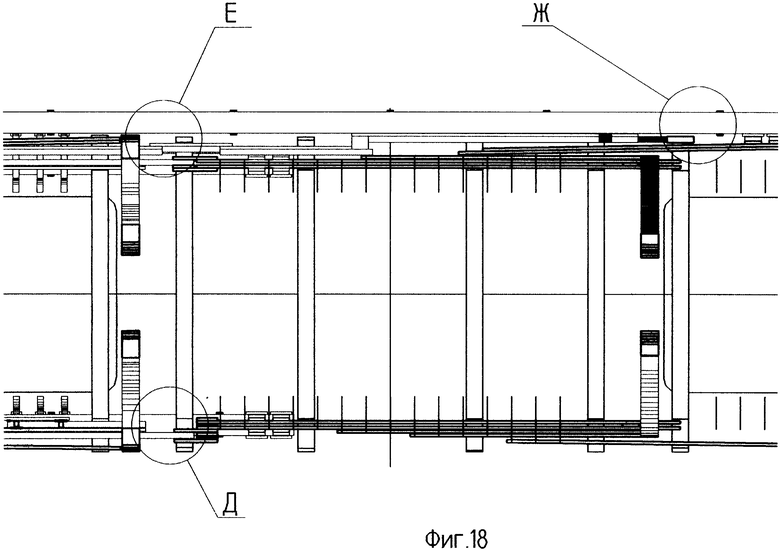
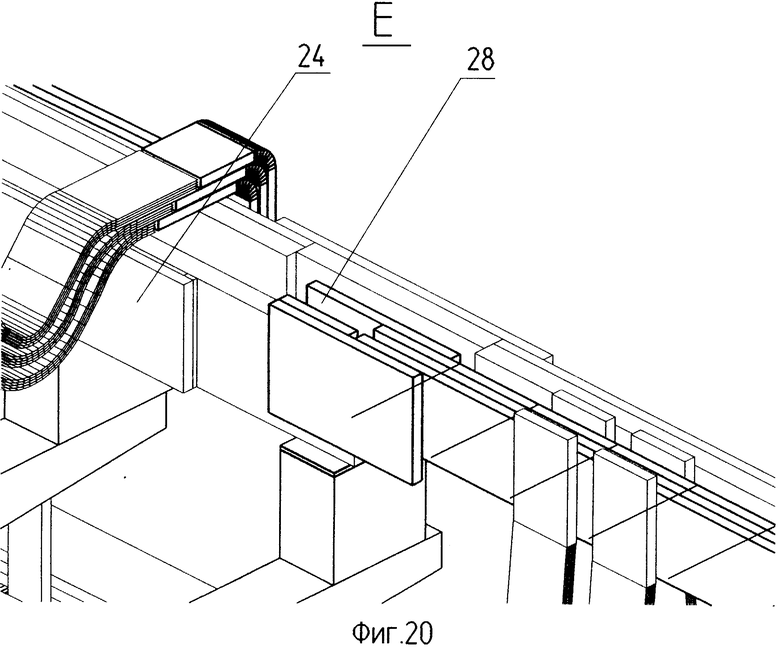
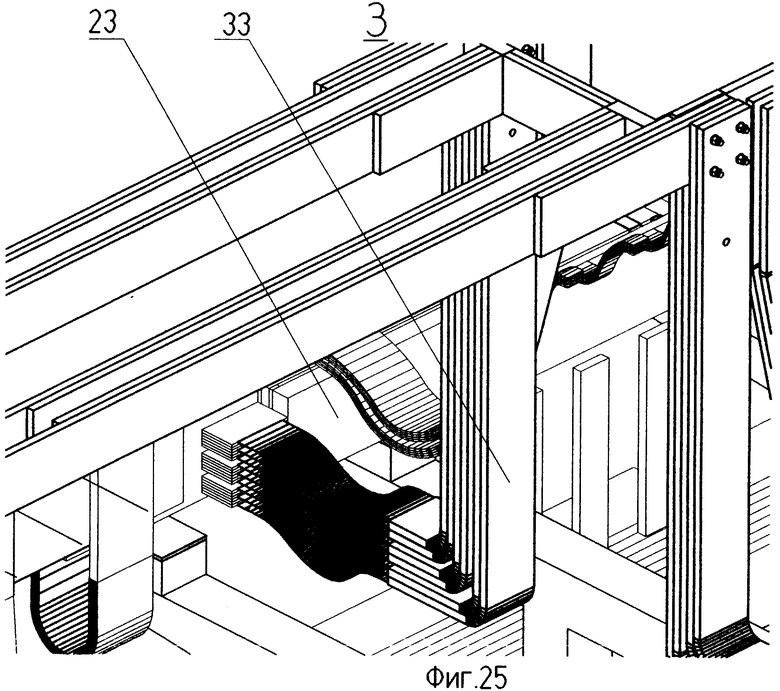
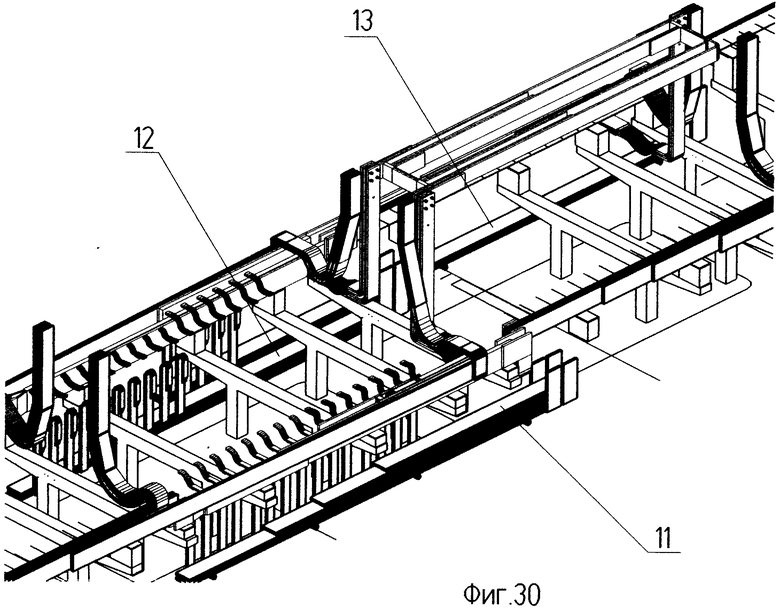
Сущность изобретения поясняется следующими чертежами. На фиг. 1 изображена ошиновка алюминиевых электролизеров до отключения алюминиевого электролизера на капитальный ремонт; на фиг. 2 - то же, аксонометрическая проекция; на фиг. 3 - ошиновка алюминиевых электролизеров после демонтажа отключенного на капитальный ремонт электролизера; на фиг. 4 - то же, аксонометрическая проекция; фиг. 5 - ошиновка алюминиевых электролизеров после установки временных обводных шинопроводов; на фиг. 6 - то же, аксонометрическая проекция; на фиг. 7 - узел А на фиг. 5, аксонометрическая проекция; фиг. 8 - узел Б на фиг. 5, аксонометрическая проекция; на фиг. 9 - узел В на фиг. 5, аксонометрическая проекция; на фиг. 10 - соединение катодных спусков с гибкими пакетами, приваренными к временным обводным шинопроводам; фиг. 11 - узел Г на фиг. 10 до соединения катодных спусков с гибкими пакетами, приваренными к временным обводным шинопроводам, аксонометрическая проекция; на фиг. 12 - узел Г на фиг. 10 после соединения катодных спусков с гибкими пакетами, приваренными к временным обводным шинопроводам, аксонометрическая проекция; на фиг. 13 - ошиновка алюминиевых электролизеров после демонтажа шунтирующих вставок, аксонометрическая проекция; на фиг. 14 - ошиновка алюминиевых электролизеров после демонтажа шунтирующих вставок и пакетов шин существующей катодной ошиновки; на фиг. 15 - то же, аксонометрическая проекция; на фиг. 16 - ошиновка алюминиевых электролизеров после установки пакетов шин новой катодной ошиновки; на фиг. 17 - то же, аксонометрическая проекция; на фиг. 18 - места шунтирования после установки пакетов шин новой катодной ошиновки; на фиг. 19 - узел Д на фиг. 18, аксонометрическая проекция; на фиг. 20 - узел Е на фиг. 18, аксонометрическая проекция; на фиг. 21 - узел Ж на фиг. 18, аксонометрическая проекция; на фиг. 22 - ошиновка алюминиевых электролизеров с приваренными к новым катодным шинам пакетами гибких лент; на фиг. 23 - то же, аксонометрическая проекция; на фиг. 24 - ошиновка алюминиевых электролизеров после установки новой анодной ошиновки с новыми анодными стояками; на фиг. 25 - узел 3 на фиг. 24, аксонометрическая проекция; на фиг. 26 - узел И на фиг. 24, аксонометрическая проекция; на фиг. 27 - узел К на фиг. 24, аксонометрическая проекция; на фиг. 28 - соединение катодных спусков с пакетами гибких лент, приваренными к новым катодным шинам; на фиг. 29 - ошиновка алюминиевых электролизеров после разборки узлов соединения временных обводных шинопроводов с пакетами шин катодной ошиновки и демонтажа шунтирующих пакетов, аксонометрическая проекция; на фиг. 30 - ошиновка алюминиевых электролизеров после отключения и демонтажа временных обводных шинопроводов, аксонометрическая проекция; на фиг. 31 - ошиновка алюминиевых электролизеров после демонтажа постоянного и временных шунтов, аксонометрическая проекция.
Способ замены ошиновки алюминиевых электролизеров осуществляется следующим образом.
Замена ошиновки алюминиевых электролизеров производится преимущественно при отключении электролизера на капитальный ремонт. Однако при этом не исключаются и случаи замены ошиновки действующих алюминиевых электролизеров.
Подготовка алюминиевого электролизера, например электролизера с самообжигающимся анодом и верхним токоподводом на силу тока 156 кА, к отключению на капитальный ремонт начинается за 3-5 суток в зависимости от технологического состояния.
Отключение электролизера производится в следующем порядке: максимально сливается электролит, одновременно опускается анод настолько, чтобы рабочее напряжение установилось не более 1,8 вольта. Отключение производится при полной токовой нагрузке серии. Шунтирование отключаемого на капитальный ремонт электролизера 1 производится в местах a, b, c, d (фиг. 1 и 2) при помощи шунтирующих вставок 2, 3, 4, 5 (фиг. 3 и 4). Затем осуществляется демонтаж отключенного на капитальный ремонт электролизера 1. При этом обрезаются ленты анодных стояков 6, 7, 8, 9 демонтируемого электролизера и демонтируются анодные стояки (фиг. 3 и 4).
На нулевой отметке корпуса электролиза на подвижные опоры 10 через изоляцию устанавливаются временные обводные шинопроводы 11, 12, 13 (фиг. 5 и 6). Затем устанавливаются гибкие шунтирующие пакеты 14 (фиг. 7), 15 (фиг. 8), 16 (фиг. 9) и соединяются с отводами временных обводных шинопроводов 11, 12, 13 прижимными брусьями (фиг. 7, 8, 9).
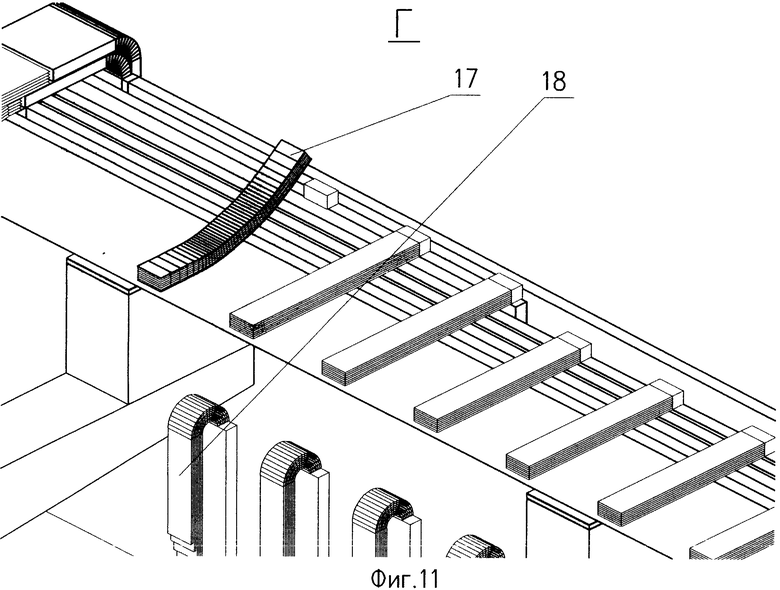
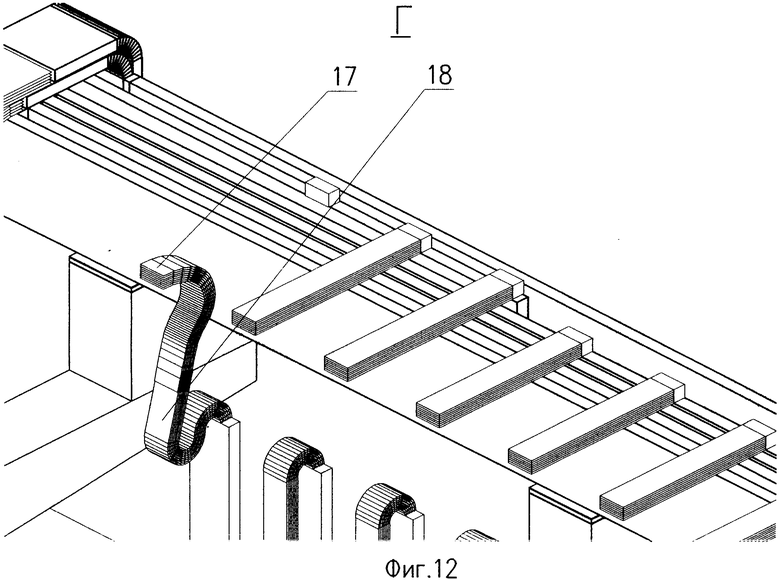
Затем осуществляется поочередное переключение катодных спусков с шин катодной ошиновки предыдущего по ходу тока электролизера на приваренные к временным обводным шинопроводам гибкие пакеты (фиг. 10). При этом сначала обрезается механическим способом один катодный спуск 17, как показано на фиг. 11. Обрезанный катодный спуск 17 соединяется с лентами гибкого пакета 18, как показано на фиг. 12, и контактное соединение обжимается. Таким же образом производится переключение следующего катодного спуска и так далее до переключения всех спусков с шин катодной ошиновки предыдущего по ходу тока электролизера на временные обводные шинопроводы 11, 12, 13. Возможно одновременное поочередное переключение спусков с обеих сторон электролизера.
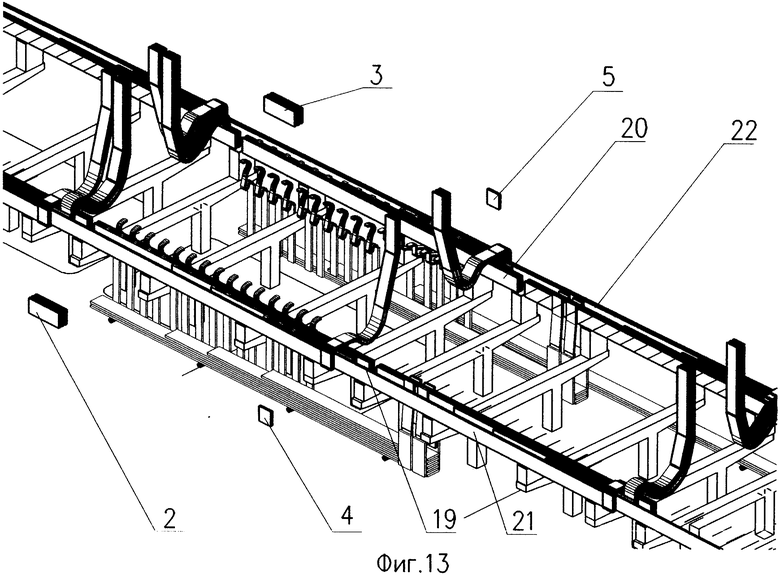
После этого демонтируются установленные в местах a, b, c, d шунтирующие вставки 2, 3, 4, 5 и пакеты катодных шин существующей ошиновки 19, 20, 21, 22 (фиг. 13). Заменяются опорные конструкции под ошиновку. Ошиновка алюминиевых электролизеров после демонтажа шунтирующих вставок и пакетов шин существующей катодной ошиновки показана на фиг. 14 и 15.
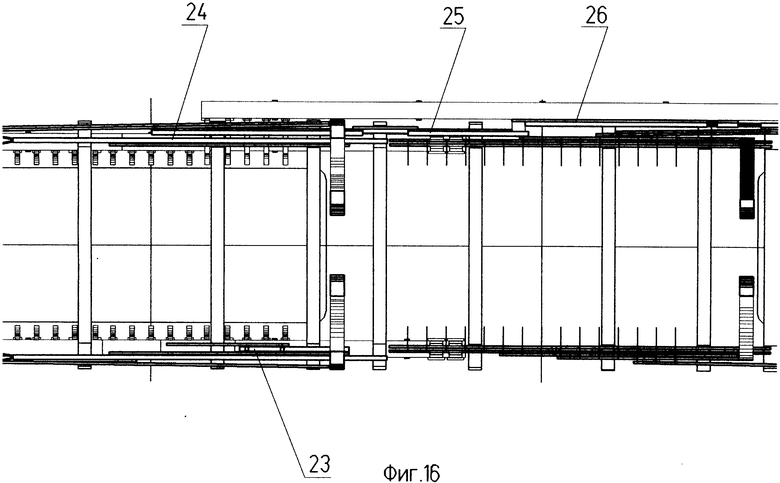
Затем устанавливаются пакеты шин 23, 24, 25, 26 новой катодной ошиновки (фиг. 16 и 17).
После этого вновь установленный правый пакет 23 шунтируется временным шунтом 27 (фиг. 18, узел Д и фиг. 19), вновь установленный левый пакет 24 - временным шунтом 28 (фиг. 18, узел Е и фиг. 20), а вновь установленный левый пакет 26 - постоянным шунтом 29 (фиг. 18, узел Ж и фиг. 21).
Затем к вновь установленным пакетам шин 23, 24, 25 привариваются пакеты гибких лент 30 (фиг. 22 и 23).
Устанавливается новый электролизер 31 с новой анодной ошиновкой 32 и новыми анодными стояками 33, 34, 35 (фиг. 24). Анодные стояки 33, 34, 35 привариваются к пакетам шин новой ошиновки (фиг. 25, 26, 27).
После этого осуществляется поочередное переключение катодных спусков с временных обводных шинопроводов на приваренные к новым катодным шинам пакеты гибких лент. Разбирается контактное соединение одного катодного спуска 17 с лентами гибкого пакета 18 временного обводного шинопровода и катодный спуск 17 соединяется с пакетом лент 30, приваренным к шине новой катодной ошиновки (фиг. 28). Таким же образом производится последовательное переключение всех спусков с временного шинопровода на новые катодные шины. Возможно одновременное переключение спусков с обеих сторон электролизера.
После этого разбираются узлы соединения временных обводных шинопроводов с пакетами шин катодной ошиновки отключенного электролизера и демонтируются шунтирующие пакеты 14, 15, 16 временных обводных шинопроводов (фиг. 29). Демонтируются временные обводные шинопроводы 11, 12, 13 (фиг. 30) и устанавливаются под ошиновкой следующего в ряду электролизера, предназначенного на капитальный ремонт.
Отремонтированный электролизер готовится к обжигу и пуску, демонтируются постоянный 29 и временные 27, 28 шунты (фиг. 31) и электролизер подключается на обжиг и пуск.
Таким образом, полностью заменены анодная ошиновка отремонтированного электролизера и катодная ошиновка электролизера, расположенного перед ремонтируемым.
При необходимости шунтирования соседних алюминиевых электролизеров, имеющих различную катодную ошиновку, применяются шунтирующие вставки, различные для каждого конкретного случая.
Замена ошиновки в проходах, проездах, в коридоре электролиза производится по приведенной схеме, но с удлинением временных обводных шинопроводов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАМЕНЫ ЧЕТЫРЕХСТОЯЧНОЙ ОШИНОВКИ НА ТРЕХСТОЯЧНУЮ В АЛЮМИНИЕВОМ ЭЛЕКТРОЛИЗЕРЕ СОДЕРБЕРГА | 2012 |
|
RU2516415C1 |
| УЗЕЛ ШУНТИРОВАНИЯ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2001 |
|
RU2188259C1 |
| ОШИНОВКА ДЛЯ АЛЮМИНИЕВЫХ ЭЛЕКТРОЛИЗЕРОВ ПОВЫШЕННОЙ МОЩНОСТИ | 2006 |
|
RU2328555C2 |
| СПОСОБ ШУНТИРОВАНИЯ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1994 |
|
RU2081209C1 |
| ОШИНОВКА ЭЛЕКТРОЛИЗЕРА ДЛЯ ПОЛУЧЕНИЯ МАГНИЯ И ХЛОРА | 2015 |
|
RU2586186C1 |
| ОШИНОВКА АЛЮМИНИЕВЫХ ЭЛЕКТРОЛИЗЕРОВ ПРИ ПОПЕРЕЧНОМ ИХ РАСПОЛОЖЕНИИ В КОРПУСЕ | 2005 |
|
RU2303657C2 |
| ОШИНОВКА АЛЮМИНИЕВЫХ ЭЛЕКТРОЛИЗЕРОВ ПРОДОЛЬНОГО РАСПОЛОЖЕНИЯ | 2012 |
|
RU2548352C2 |
| ОШИНОВКА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2000 |
|
RU2169797C1 |
| ОШИНОВКА АНОДНАЯ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА С ОБОЖЖЕННЫМИ АНОДАМИ | 2017 |
|
RU2636545C1 |
| ОШИНОВКА ЭЛЕКТРОЛИЗЕРА ДЛЯ ПОЛУЧЕНИЯ АЛЮМИНИЯ | 2012 |
|
RU2505626C1 |


















Изобретение относится к металлургии цветных металлов, в частности к электролитическому получению алюминия, к способам замены конструктивных узлов алюминиевых электролизеров, а именно к способам замены ошиновки алюминиевых электролизеров действующей электролизной серии. Сущность: после демонтажа анодной ошиновки отключенного электролизера осуществляют демонтаж катодной ошиновки предыдущего по ходу тока электролизера и ее замену на новою, используя временные обводные шинопроводы, разъемно соединенные с пакетами шин катодной ошиновки отключенного электролизера, при этом поочередно переключают катодные спуски с шин катодной ошиновки предыдущего по ходу тока электролизера на приваренные к временным обводным шинопроводам гибкие пакеты, демонтируют установленные шунтирующие вставки и пакеты шин существующей катодной ошиновки и устанавливают пакеты шин новой катодной ошиновки и осуществляют их шунтирование, после установки новой анодной ошиновки с новыми анодными стояками приваривают анодные стояки к пакетам шин новой катодной ошиновки, поочередно переключают анодные спуски с временных обводных шинопроводов на приваренные к новым шинам пакеты гибких лент, разбирают узлы соединения временных обводных шинопроводов с пакетами шин катодной ошиновки отключенного электролизера и демонтируют временные обводные шинопроводы. Техническим результатом является исключение потери производительности электролизной серии и обеспечение стабильности процесса электролиза в электролизерах серии при осуществлении замены их ошиновки. 4 з.п. ф-лы, 31 ил.
\ \ \ 1 1. Способ замены ошиновки алюминиевых электролизеров действующей электролизной серии преимущественно при капитальном ремонте алюминиевого электролизера, включающий отключение электролизера шунтированием шунтирующими вставками и демонтаж его анодной ошиновки, отличающийся тем, что после демонтажа анодной ошиновки отключенного электролизера осуществляют демонтаж катодной ошиновки предыдущего по ходу тока электролизера и ее замену на новую, используя временные обводные шинопроводы, разъемно соединенные с пакетами шин катодной ошиновки отключенного электролизера, при этом поочередно переключают катодные спуски с шин катодной ошиновки предыдущего по ходу тока электролизера на приваренные к временным обводным шинопроводам гибкие пакеты, демонтируют установленные шунтирующие вставки и пакеты шин существующей катодной ошиновки и устанавливают пакеты шин новой катодной ошиновки и осуществляют их шунтирование, после установки новой анодной ошиновки с новыми анодными стояками приваривают анодные стояки к пакетам шин новой катодной ошиновки, поочередно переключают катодные спуски с временных обводных шинопроводов на приваренные к новым шинам пакеты гибких лент, разбирают узлы соединения временных обводных шинопроводов с пакетами шин катодной ошиновки отключенного электролизера и демонтируют временные обводные шинопроводы. \\\ 2 2. Способ по п.1, отличающийся тем, что поочередное переключение катодных спусков осуществляют одновременно с обеих сторон электролиза. \\\2 3. Способ по п.1, отличающийся тем, что для соединения катодных спусков с гибкими пакетами, приваренными к временным обводным шинопроводам, используют прижимное соединение. \\\2 4. Способ по п.1, отличающийся тем, что соединение временных шинопроводов с катодными шинами отключенного электролизера осуществляют при помощи гибких шунтирующих пакетов, используя при этом прижимное соединение. \\\2 5. Способ по п.1, отличающийся тем, что для соединения катодных спусков с пакетами гибких лент, приваренными к новым шинам, используют прижимное соединение с последующей проваркой.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Производство алюминия | |||
| Справочник металлурга по цветным металлам | |||
| - М: Металлургия, 1971, с.247 - 250 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| FR, 2550553 A, 15.02.85. | |||

