Изобретение относится к области цветной металлургии, а именно к электролитическому получению магния и хлора.
Известна ошиновка электролизера для получения магния (пат. РФ №2151221, опубл. 20.06.2000), включающая расположенные вдоль продольных сторон электролизера в одной вертикальной плоскости пакеты катодных шин переменного сечения с катодными отводами и пакеты анодных шин переменного сечения с анодными отводами, при этом катодный и анодный пакеты выполнены в виде единого пакета и установлены наклонно. Пакеты шин могут быть изготовлены из прямых шин и устанавливаются горизонтально. При горизонтальной установке пакетов шин место перехода катодных пакетов в анодные пакеты шин представляет собой изогнутый участок. Это позволяет уменьшить трудоемкость изготовления и монтажа ошиновки примерно на 10% за счет изготовления и монтажа пакетов ошиновки заранее подготовленными блоками и сократить материалоемкость ошиновки и потери электроэнергии при эксплуатации за счет включения сварных соединений катодных и анодных шин.
Недостатком известного устройства ошиновки электролизера для получения магния является то, что ошиновка предназначена для электролизеров с нижним вводом анодов. Катодный и анодный пакеты выполнены в виде единого пакета и установлены наклонно, что не позволяет устанавливать в ошиновке шунтирующее устройство. Это удлиняет сроки проведения работ по замене какого-либо конструктивного элемента электролизера (например, анода) и не позволяет быстро и оперативно выводить на капитальный ремонт один электролизер из серии электролизеров. Все это увеличивает трудозатраты на изготовление, монтаж и эксплуатацию ошиновки электролизера, увеличивает трудозатраты на остановку электролизера на капитальный ремонт.
Известна ошиновка для получения магния (полезная модель №63362, опубл. 27.05.2007), включающая установленные вдоль продольных сторон электролизера пакеты катодных и анодных шин, расположенные друг над другом, сверху катодный пакет шин, снизу - анодный. Пакеты катодных и анодных шин размещены между токоподводами катодов и анодов электролизера, и стороны анодного и катодного пакетов обращены к электролизеру. К катодным пакетам шин и анодным пакетам шин, имеющим различную длину, приварены гибкие пакеты шин, которые с другой стороны приварены к токоподводам. Противоположные концы гибких пакетов шин соединены гибкими шунтирующими перемычками, коммутирующими катодные пакеты и анодные пакеты шин. Для капитального ремонта электролизер отключают от постоянного электрического тока, замыкая гибкие катодные пакеты и гибкие анодные пакеты шунтирующими перемычками. Это позволяет сократить производственные площади, занимаемые ошиновкой, снизить материалоемкость ошиновки, уменьшить трудозатраты на изготовление, монтаж и эксплуатацию ошиновки. Кроме того, установка токосъемных шунтов на любую группу электролизеров для регулирования плотности тока способствует повышению производительности электролизеров.
Недостатком указанной выше ошиновки электролизера для получения магния является то, что ошиновка предназначена для электролизеров с нижним вводом анодов. Шунтирующие устройства установлены между гибкими пакетами шин и приварены к ним. Конструкция такой ошиновки является громоздкой и трудоемкой при изготовлении, монтаже и обслуживании контактов. Кроме того, ремонтно-сварочные работы, связанные с резкой и сваркой ошиновки, а также связанные с необходимостью выполнения работ в ограниченной зоне между ошиновкой и кожухом электролизера, приводят к повышенным условиям опасности. Сроки проведения ремонта и замены какого либо конструктивного элемента электролизера (например, анода) не позволяют быстро и оперативно выводить на капитальный ремонт один электролизер из серии электролизеров. Все это увеличивает трудозатраты на остановку электролизера на капитальный ремонт, повышает расход электроэнергии, снижает производительность электролизера.
Известна ошиновка электролизера для получения магния (пат. РФ №2101391, опубл. 10.01.1998), по количеству общих признаков принятая за ближайший аналог-прототип и состоящая из катодных и анодных пакетов шин, размещенных широкими гранями в горизонтальной плоскости. К катодным и анодным шинам, имеющим различную длину и образующим пакеты переменного сечения, подключены катодные и анодные отводы. Катодные и анодные пакеты шин электролизеров соединены между собой стояками, шины которых установлены торцами пакетов узкими гранями и соединены с ними пластинами при помощи сварки. Между шинами катодного и анодного пакетов установлены шунтирующие устройства. Для ремонта или частичной замены рабочих электродов в процессе эксплуатации электролизера замыкают шунтирующие устройства и при необходимости, замкнув все шунтирующие устройства, можно зашунтировать электролизер целиком для его ремонта или замены. Это позволяет сократить производственные площади, занимаемые ошиновкой, снижает материалоемкость ошиновки, уменьшает трудозатраты на изготовление, монтаж и эксплуатацию ошиновки. Кроме того, установка токосъемных шунтов на любую группу электролизеров для регулирования плотности тока способствует повышению производительности электролизеров, сокращению потерь электроэнергии в ошиновке при эксплуатации.
Недостатком указанной выше ошиновки электролизера для получения магния является то, что ошиновка предназначена для электролизеров с нижним вводом анодов. Шунтирующие устройства установлены между катодным и анодным пакетами шин таким образом, что каждое устройство коммутирует одну анодную и одну катодную шины с подключенными к ним группам катодов и анодов. Однако такое шунтирование является трудоемким при изготовлении, монтаже и обслуживании контактов, связанных с необходимостью выполнения работ в ограниченной зоне между ошиновкой и кожухом электролизера. Шунтирование электролизера осуществляют только в узлах шин, соединяющих пакеты ошиновки. Это приводит к большим потерям электроэнергии, повышает сроки проведения ремонта и замены какого-либо конструктивного элемента электролизера (например, анода) и не позволяет быстро и оперативно выводить на капитальный ремонт один электролизер из серии электролизеров. Все это увеличивает трудозатраты на остановку электролизера на капитальный ремонт и снижает производительность электролизера.
Технический результат направлен на устранение недостатков прототипа и позволяет ускорить процесс демонтажа электролизера при остановке его на капитальный ремонт и ускорить монтаж электролизера при его запуске после капитального ремонта, что позволяет уменьшить трудоемкость монтажа ошиновки и повысить производительность работы электролизера. Обеспечение полного обесточивания ошиновки одного электролизера позволяет без снятия токовой нагрузки на работающей серии в период реконструкции серии электролизеров или одного электролизера осуществлять ремонтные работы. При этом обесточивание участков ошиновки достигается улучшением безопасности ведения работ. Кроме того, изобретение позволяет снизить потери электроэнергии.
Задачей изобретения является обеспечение безопасности ремонтных работ, снижение трудозатрат и сроков на ремонтные работы при капитальном ремонте электролизера. Это способствует повышению производительности электролизера и уменьшению потерь электроэнергии.
Технический результат решается тем, что в предложенной ошиновке электролизера для получения магния и хлора, содержащей последовательно расположенные вдоль каждого электролизера электролизной серии анодные и катодные пакеты, выполненные из нескольких металлических шин, размещенных широкими гранями в горизонтальной плоскости, шунтирующие перемычки, установленные между анодными и катодными пакетами шин, и стояки из шин, жестко соединяющие ошиновку между электролизерами в месте перехода катодных пакетов шин в анодные пакеты шин, новым является то, что она дополнительно снабжена токоподводящими кронштейнами, жестко прикрепленными параллельно друг другу к вертикальной стороне анодного пакета шин и к вертикальной стороне катодного пакета шин, к каждому из токоподводящих кронштейнов жестко прикреплена токоподводящая пластина со сквозным отверстием в центре, шунтирующие перемычки размещены попарно с двух сторон на токоподводящей пластине и установлены с возможностью монтажа и демонтажа со стороны анодного пакета шин и со стороны катодного пакета шин, а стояки выполнены в виде параллелепипеда, нижние грани которого наклонены к горизонтали под углом 30-60°.
Кроме того, каждая шунтирующая перемычка выполнена в виде вертикальной гибкой связи из алюминиевой фольги, размещенной между двумя клеммовыми соединениями.
Кроме того, металлические шины катодного и анодного пакета шин, токоподводящие кронштейны, токоподводящие пластины, шунтирующие перемычки и стояки выполнены из металлического алюминия.
Кроме того, каждая пара шунтирующих перемычек прикреплена к токоподводящим пластинам и соединена между собой с помощью шпилек, закрепленных с помощью гаек с шайбами через сквозное отверстие в токоподводящей пластине.
Кроме того, со стороны катодного пакета шин каждая пара шунтирующих перемычек выполнена с возможностью разъема.
Кроме того, в разъем каждой пары шунтирующих перемычек на токоподводящей пластине установлены электроизоляторы.
Кроме того, электроизолятор выполнен из электроизоляционного материала в виде фторпласта, и/или текстолита, и/или дерева.
Кроме того, количество токоподводящих кронштейнов с токоподводящими пластинами в одном электролизере равно более шести.
Кроме того, количество шунтирующих перемычек в одном электролизере равно более 12.
Кроме того, шины в стояках установлены к торцам пакетов анодных и катодных шин широкими гранями.
Установка с помощью сварки на катодных и анодных пакетах шин ошиновки электролизера токоподводящих кронштейнов с токоподводящими пластинами со сквозными отверстиями из металлического алюминия позволяет получить надежное крепление шунтирующих перемычек на электролизере, что обеспечивает безопасное ведение работ и снижает трудозатраты на их установку. Кроме того, такая ошиновка позволяет снизить сроки проведения ремонта электролизера, что повышает производительность электролизера.
Установка двух шунтирующих перемычек с возможностью монтажа и демонтажа на каждую токоподводящую пластину через сквозные отверстия с двух сторон позволяет производить монтаж и демонтаж шунтирующих перемычек быстро и качественно, что обеспечивает в дальнейшем безопасное ведение работ при установке шунтирующих перемычек и снижает трудозатраты на их установку и повышает производительность электролизера.
Выполнение шунтирующей перемычки в виде вертикальной гибкой связи с двумя клеммовыми соединениями позволяет производить монтаж и демонтаж шунтирующих перемычек быстро и качественно, что обеспечивает в дальнейшем безопасное ведение работ при установке шунтирующих перемычек и снижает трудозатраты на их установку.
Изготовление стояков, соединяющих ошиновку между электролизерами в месте перехода катодных пакетов шин в анодные пакеты шин, в виде параллелепипеда с наклоном нижних граней к горизонтали под углом 30-60° позволяет уменьшить потери электроэнергии в местах соединения пластин к катодным и анодным пакетам шин.
Изготовление металлических шин катодного и анодного пакета, токоподводящих кронштейнов, токоподводящих пластин, шунтирующих перемычек и стояков из металлического алюминия позволяет снизить затраты электроэнергии за счет снижения потерь электроэнергии в контактах.
Проведенный заявителем анализ уровня техники, включающий поиск по патентным и научно-техническим источникам информации и выявление источников, содержащих сведения об аналогах заявленного изобретения, позволил установить, что заявитель не обнаружил источник, характеризующийся признаками, тождественными (идентичными) всем существенным признакам изобретения. Определение из перечня выявленных аналогов прототипа, как наиболее близкого по совокупности признаков аналога, позволил установить совокупность существенных по отношению к усматриваемому заявителем техническому результату отличительных признаков в заявленном устройстве - ошиновке электролизеров для получения магния и хлора, изложенных в пунктах формулы изобретения. Следовательно, заявленное изобретение соответствует условию "новизна".
Для проверки соответствия заявленного изобретения условию "изобретательский уровень" заявитель провел дополнительный поиск известных решений, чтобы выявить признаки, совпадающие с отличительными от прототипа признаками заявленного способа. В заявленном изобретении имеется новая совокупность признаков, выразившаяся в новой последовательности действий во времени, в новых дополнительных стадиях процесса и новых условиях осуществления действий. Следовательно, заявленное изобретение соответствует условию "изобретательский уровень".
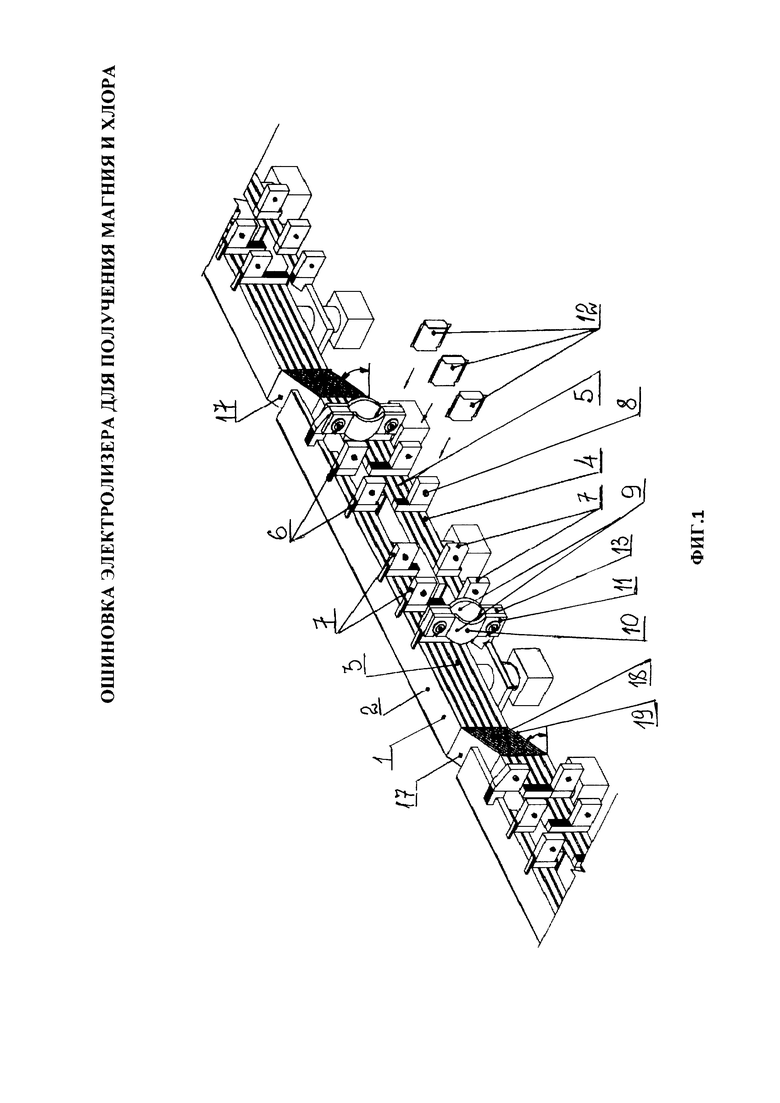
На фиг. 1 показан общий вид ошиновки серии электролизеров, на фиг. 2 - общий вид двух шунтирующих перемычек, установленных на двух токоподводящих пластинах токоподводящих кронштейнов, расположенных параллельно. Ошиновка 1 выполнена из анодного пакета 2, состоящего из алюминиевых шин 3, из катодного пакета 4, состоящего из алюминиевых шин 5, токоподводящих алюминиевых кронштейнов 6, токоподводящих алюминиевых пластин 7 со сквозным отверстием 8, шунтирующих перемычек 9 в виде гибких связей 10 и клеммовых соединений 11, электроизоляторов 12, разъема 13, шпилек 14, гаек 15 с шайбой 16, из алюминиевых стояков 17, выполненных в виде параллелепипеда 18, нижние грани 19 которого наклонены к горизонтали под углом 30-60°.
Промышленную применимость предлагаемого изобретения подтверждает следующий пример осуществления работы устройства. Ошиновка для получения магния и хлора предназначена для питания постоянным током серии бездиафрагменных электролизеров с верхним вводом анодов с одной продольной сборной ячейкой, рассчитанных на силу тока 230 кА. Электролизеры работают на возвратном хлористом магнии, получаемом при производстве губчатого титана восстановлением тетрахлорида титана металлическим магнием.
Перед подключением ошиновки 1 в сеть постоянного тока серии электролизеров предварительно готовят ошиновку 1 одного электролизера, которая состоит из анодного пакета 2, выполненного из шести металлических алюминиевых шин 3, и катодного пакета 4, выполненного из шести металлических алюминиевых шин 5. Анодный пакет 2 и катодный пакет 4 размещены широкими гранями шин в горизонтальной плоскости. Сечение одной шины (фиг. 1, позиции 3 и 5) равно 140×650 мм. Шины выполнены из пластин литого алюминия марки А5Е с зазором между ними 40 мм, плотность тока в шинах составляет 0,42 А/мм2. К ошиновке 1 с одной стороны гибкими отводами (на чертеже не показаны) подсоединены аноды и катоды каждого электролизера, а с другой стороны - шунтирующие перемычки 9. Предварительно к токоподводящим алюминиевым кронштейнам 6 приваривают токоподводящие металлические алюминиевые пластины 7 со сквозным отверстием 8 в центре, и подготовленные конструкции приваривают параллельно друг другу к вертикальной стороне анодного пакета 2 и к вертикальной стороне катодного пакета 4. Количество токоподводящих металлических алюминиевых кронштейнов 6 в одном электролизере равно шести. Постоянный ток с выпрямительных подстанций подают на анодный пакет 2, который распределяется по шинам 3 и через анодные отводы (на чертеже не показаны) поступает к соответствующим группам рабочих электродов анодов. Пройдя через раствор электролита, ток поступает на рабочие электроды - катоды и далее через катодные отводы (на чертеже не показаны) по шинам 5 катодного пакета 4 распределяется, поступает на стояк 17 и передается к анодному пакету 2 другого электролизера в серии. Анодный пакет 2 и катодный пакет 4 соединяют сваркой стояками 17. Стояки 17 выполнены в виде параллелепипеда 18 из алюминиевых шин с наклоном нижних граней 19 к горизонтали под углом 60°, причем алюминиевые шины в стояках установлены к торцам шин 3 анодного пакета 2 и к торцам шин 5 катодного пакета 4 широкими гранями. Для снятия токовой нагрузки с одного электролизера или при остановке его на капитальный ремонт на ошиновку 1 устанавливают шунтирующие перемычки 9. Для чего перед их установкой готовят шунтирующие перемычки 9 в количестве 12 штук. Для этого вертикальную гибкую связь 10 в виде пакета пластин из алюминиевой фольги приваривают с двух сторон к двум клеммовым соединениям 11. Шунтирующие перемычки 9 размещают с возможностью монтажа и демонтажа с двух противоположных сторон на токоподводящей пластине 7 со стороны анодного пакета 2, а другой стороной - на токоподводящей пластине 7 со стороны катодного пакета 4. Каждую пару шунтирующих перемычек 9 крепят к токоподводящим пластинам 7 и соединяют между собой с помощью шпилек 14, закрепленных с помощью гаек 15 с шайбами 16 через сквозное отверстие 8 в токоподводящей пластине 7. Со стороны катодного пакета 4 каждая пара шунтирующих перемычек 9 выполнена с возможностью разъема 13. В разъем 13 между каждой пары шунтирующих перемычек 9 на токоподводящей пластине 7 устанавливают электроизоляторы 12 из электроизоляционного материала в виде фторпласта, и/или текстолита, и/или дерева. По окончании капитального ремонта снимают шунтирующие перемычки 9, на электролизер подают постоянный ток, подключают его в электролизную серию и начинают процесс электролитического получения магния и хлора по известной технологии (см. кн. Электролитическое получение магния. - Щеголев В.И., Лебедев В.А. - М.: Издательский дом «Руда и металлы», 2002, с. 216-294).
Таким образом, предложенное изобретение позволяет обеспечить безопасность проведения ремонтных работ, снизить трудозатраты, уменьшить время на ремонтные работы при капитальном ремонте электролизера, повысить производительность электролизера и уменьшить потери электроэнергии.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОШИНОВКА ЭЛЕКТРОЛИЗЕРА ДЛЯ ПОЛУЧЕНИЯ МАГНИЯ | 1996 |
|
RU2101391C1 |
| Способ ремонта сваркой анодных стояков алюминиевых электролизеров | 1974 |
|
SU599952A1 |
| ОШИНОВКА ЭЛЕКТРОЛИЗЕРА ДЛЯ ПОЛУЧЕНИЯ АЛЮМИНИЯ | 1997 |
|
RU2133303C1 |
| СПОСОБ ЗАМЕНЫ ЧЕТЫРЕХСТОЯЧНОЙ ОШИНОВКИ НА ТРЕХСТОЯЧНУЮ В АЛЮМИНИЕВОМ ЭЛЕКТРОЛИЗЕРЕ СОДЕРБЕРГА | 2012 |
|
RU2516415C1 |
| СПОСОБ ЗАМЕНЫ ОШИНОВКИ АЛЮМИНИЕВЫХ ЭЛЕКТРОЛИЗЕРОВ ДЕЙСТВУЮЩЕЙ ЭЛЕКТРОЛИЗНОЙ СЕРИИ | 1997 |
|
RU2118409C1 |
| СПОСОБ РЕМОНТА СВАРКОЙ АНОДНЫХ СТОЯКОВ АЛЮМИНИЕВЫХ ЭЛЕКТРОЛИЗЕРОВ | 1996 |
|
RU2122486C1 |
| ЭЛЕКТРОЛИЗЕР ДЛЯ ПОЛУЧЕНИЯ АЛЮМИНИЯ | 1973 |
|
SU376481A1 |
| ОШИНОВКА ЭЛЕКТРОЛИЗЕРА ДЛЯ ПОЛУЧЕНИЯ МЕТАЛЛА | 1999 |
|
RU2151221C1 |
| Способ подключения электролизеров для получения и рафинирования алюминия | 1981 |
|
SU969787A1 |
| ОШИНОВКА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2000 |
|
RU2169797C1 |

Изобретение относится к электролитическому получению магния и хлора. Ошиновка электролизера для получения магния и хлора содержит последовательно расположенные вдоль каждого электролизера электролизной серии анодные и катодные пакеты, выполненные из нескольких металлических алюминиевых шин, размещенных широкими гранями в горизонтальной плоскости. К вертикальной стороне анодного пакета и к вертикальной стороне катодного пакета на ошиновке параллельно друг другу жестко прикреплены токоподводящие кронштейны, к каждому из которых жестко прикреплена токоподводящая пластина со сквозным отверстием в центре. Шунтирующие перемычки размещены попарно с двух сторон на токопроводящей пластине и установлены с возможностью монтажа и демонтажа со стороны анодного пакета шин и со стороны катодного пакета шин. Стояки, жестко соединяющие ошиновку между электролизерами в месте перехода катодных пакетов в анодные пакеты, выполнены в виде параллелепипеда из пакета пластин с наклоном нижней грани к горизонтали под углом 30-60°. Обеспечивается безопасность ремонтных работ и уменьшение потерь электроэнергии. 9 з.п. ф-лы, 2 ил., 1 пр.
1. Ошиновка электролизера для получения магния и хлора, содержащая последовательно расположенные вдоль каждого электролизера электролизной серии анодные и катодные пакеты, выполненные из нескольких металлических шин, размещенных широкими гранями в горизонтальной плоскости, шунтирующие перемычки, установленные между анодными и катодными пакетами шин, и стояки из шин, жестко соединяющие ошиновку между электролизерами в месте перехода катодных пакетов шин в анодные пакеты шин, отличающаяся тем, что она дополнительно снабжена токоподводящими кронштейнами, жестко прикрепленными параллельно друг другу к вертикальной стороне анодного пакета шин и к вертикальной стороне катодного пакета шин, причем к каждому из токоподводящих кронштейнов жестко прикреплена токоподводящая пластина со сквозным отверстием в центре, шунтирующие перемычки размещены попарно с двух сторон на токоподводящей пластине и установлены с возможностью монтажа и демонтажа со стороны анодного пакета шин и со стороны катодного пакета шин, а стояки выполнены в виде параллелепипеда, нижние грани которого наклонены к горизонтали под углом 30-60°.
2. Ошиновка по п. 1, отличающаяся тем, что каждая шунтирующая перемычка выполнена в виде вертикальной гибкой связи из алюминиевой фольги, размещенной между двумя клеммовыми соединениями.
3. Ошиновка по п. 1, отличающаяся тем, что металлические шины катодного и анодного пакета шин, токоподводящие кронштейны, токоподводящие пластины, шунтирующие перемычки и стояки выполнены из металлического алюминия.
4. Ошиновка по п. 1, отличающаяся тем, что каждая пара шунтирующих перемычек прикреплена к токоподводящим пластинам и соединена между собой с помощью шпилек, закрепленных с помощью гаек с шайбами через сквозное отверстие в токоподводящей пластине.
5. Ошиновка по п. 1, отличающаяся тем, что со стороны катодного пакета шин каждая пара шунтирующих перемычек выполнена с возможностью разъема.
6. Ошиновка по п. 5, отличающаяся тем, что в разъем каждой пары шунтирующих перемычек на токоподводящей пластине установлены электроизоляторы.
7. Ошиновка по п. 6, отличающаяся тем, что электроизолятор выполнен из электроизоляционного материала в виде фторпласта, и/или текстолита, и/или дерева.
8. Ошиновка по п. 1, отличающаяся тем, что она снабжена токоподводящими кронштейнами с токоподводящими пластинами в одном электролизере в количестве более шести.
9. Ошиновка по п. 1, отличающаяся тем, что она имеет шунтирующие перемычки в одном электролизере в количестве более 12.
10. Ошиновка по п. 1, отличающаяся тем, что шины в стояках установлены к торцам пакетов анодных и катодных шин широкими гранями.
| ОШИНОВКА ЭЛЕКТРОЛИЗЕРА ДЛЯ ПОЛУЧЕНИЯ МАГНИЯ | 1996 |
|
RU2101391C1 |
| Устройство для автоматического отыскивания уточины ("раза") на многочелночных ткацких станках | 1941 |
|
SU63362A1 |
| ОШИНОВКА ЭЛЕКТРОЛИЗЕРА ДЛЯ ПОЛУЧЕНИЯ МЕТАЛЛА | 1999 |
|
RU2151221C1 |
| WO 2002042526 A2, 30.05.2002 | |||
| WO 1996033297 A1, 24.10.1996. | |||

