Изобретение относится к области цветной металлургии и может быть использовано для улучшения потребительских качеств изделий из золотых сплавов.
Изобретение может быть использовано при изготовлении таких товаров народного потребления как ювелирные изделия, на поверхности которых можно создавать покрытия различных цветов как в однотонном, так и в комбинированном виде. Также изобретение может быть использовано в приборостроении, в контактных материалах. Их эксплуатационные характеристики во многих случаях определяются коррозионной стойкостью сплава, из которого они изготовлены. Применение изобретения дает возможность использования контактных материалов с пониженным содержанием золота, поскольку предлагаемый способ позволяет обогащать золотом поверхность таких сплавов с сохранением структуры и физико-механических характеристик материала основы.
В настоящее время известны различные способы изменения окраски золотых сплавов. В первую очередь это осуществимо путем сплавления золота с одним или несколькими элементами периодической системы. К примеру, сплав Au-Ag в определенном интервале концентраций имеет зеленый оттенок, система Au-Fe (при содержании железа около 25 мас. %) - голубой цвет и т.д. Хотя этот способ давно известен и используется всеми ювелирами, продолжается разработка новых сплавов: 1) Сплав золота розового цвета. Заявка 57-120644, Япония. Заявл. 16.01.81, N 56-5605, опубл. 27.07.82. МКИ C 22 C 5/02; 2) Декоративный сплав, содержащий золото и обладающий привлекательной окраской. Заявка 2141548. Япония, МКИ5 C 22 C 5/02, 3) Золотой сплав необычного цвета с твердостью, регулируемой термической обработкой. Пат. США 5180551, МКИ5 C 22 C 5/02.
Однако этот способ дает возможность комбинирования цветов в одном изделии только с помощью пайки, что сложно, дорого и не всегда технологично ввиду довольно большой разницы в температурах плавления составляющих компонентов.
Известен также другой способ окраски: получение интерметаллических соединений золота, которые имеют пурпурный, фиолетовый и другие цвета: 1) Декоративный материал. ; Заявка 59-93847, Япония. Заявл. 19.11.82, опубл. 30.05.84, МКИ С 22 С 5/02; 2) 18-каратное золото с красноватым оттенком, Заявка 61-30642. Япония. Заявл. 20.07.84, опубл. 12.02.86, МКИ C 22 C 5/02.
Все эти сплавы очень хрупкие, имеют высокую твердость, сложны в получении и поэтому до сих пор не нашли применения.
Известен способ формирования интерметаллических соединений золота различной окраски непосредственно на поверхности изделия, например: "Получение декоративного материала"; Заявка 60-46360, Япония. Заявл. 22.08.83, опубл. 13.03.85, МКИ C 23 C 8/10, C 23 C 14/16.
Недостатком такого метода следует считать возможное отклонение в меньшую сторону по содержанию золота в таком покрытии по сравнению с основным материалом, что для ювелирных сплавов недопустимо. Другим недостатком указанного метода является насыщение поверхности сплава элементом, концентрация которого в сплаве с золотом строго регламентирована ГОСТом или техническими условиями. К примеру, интерметаллид AuAl2 имеет пурпурный цвет, и, чтобы получить его, требуется ввести в поверхность изделия от 15 до 30 мас.% алюминия. В то же время, примесь даже 0,05% алюминия в ювелирных сплавах уже отрицательно сказывается на их свойствах при дальнейшем использовании (переплавке или переделе). Поэтому содержание алюминия в сплавах золота ограничено этим пределом. В результате, широкое использование известного способа практически невозможно.
Наиболее близким к заявляемому является способ обработки: "Цветной сплав золота с упрочненной поверхностью"; в/з Японии N 4-183836, МКИ C 22 C 5/02 з-ка N 21-313397 от 19.11.90 г., опубл. 30.06.92 г. Заявитель "Сэйко дэнси коге К.К.".
Способ включает обработку на воздухе или в атмосфере, содержащей кислород, сплавов золота с Al, V, Cr, Mn, Co, Cu и т.д. (от 5 до 40%) в интервале температур ниже точки плавления сплава. Указанный способ приводит к образованию на поверхности изделия тонкой, но прочной пленки окислов легирующих металлов. Цвет поверхности определяется цветом соответствующих окислов.
Недостатком известного способа является необходимость использования повышенных температур обработок, особенно для высокопробных сплавов. Например, в способе, аналогичном способу-прототипу и описанном в патенте: "Золотой сплав для чернения, технологическое изделие из черненого золотого сплава и способ получения технологичного изделия": Пат. 5139739, США, МКИ5 C 22 C 5/00. Заявл. 9.4.91; опубл. 18.8.92, Приор. 28.2.89. N 1-45420 (Япония); НКИ 420/507, указывается температурно-временной интервал обработки: 700-950oC в течение от 20 до 60 мин. Для сплавов, которые обычно используются в российской ювелирной промышленности, обработка в таких условиях приведет к резкому увеличению размера зерна и, как следствие, к катастрофическому падению прочностных характеристик.
С другой стороны, отжиги при столь высоких температурах вызовут процессы "внутреннего окисления" сплавов: атомы кислорода, глубоко диффундируя в сплав, будут образовывать окислы уже не только на поверхности, но и внутри сплава. Внутренний окисный слой ослабляет поверхность материала, способствуя его шелушению и расслоению. Это приводит к трудностям при заключительной полировке (поскольку образовавшиеся внутри сплава твердые окислы будут постоянно царапать поверхность изделия), а также при последующей переплавке (т. к. практически все окислы имеют очень высокую температуру плавления).
Еще одним недостатком известного способа является нестабильность образования прочной окисной пленки на поверхности изделия и плохая адгезия. Именно поэтому существует целый ряд патентов, в которых под известную методику обработки предлагаются сплавы: 1) Блестящий, окрашенный в черный цвет, сплав золота и способ получения этого сплава": Заявка 3100158, Япония, МКИ5 C 23 C 8/10, C 22 C 5/02. Заявл. 12.09.89, опубл. 25.04.91; 2) "Драгоценный кобальтосодержащий металлический материал для украшений"; Пат. 503749, США, МКИ5 C 23 C 8/02; Заявл. 26.06.90, опубл. 06.08.91; Приор. 26.01.89, N 1 - 17225 (Япония); НКИ 148/430; 3) "Сплав золота темной окраски, изделие из окрашенного в темный цвет сплава золота и способ изготовления изделия". Заявка 2245590 Великобритания, МКИ5 С 21 D 9/00, С 23 С 8/10. Заявл. 26.05.90; Опубл. 08.01.92; НКИ C 7 A.
Все эти разработки направлены на поиск такого легирующего компонента, введение которого обеспечило бы создание прочной окисной пленки соответствующего цвета, имеющей хорошую адгезию с материалом основы. Такие сплавы отличаются содержанием большого количества "окрашивающих примесей": Co, Ti, Mn, Ni и т.д., иногда до 62%. В результате такого легирования предлагаемые сплавы очень хрупкие и могут применяться только с использованием методов точного литья.
Итак, все известные способы изменения окраски поверхности изделий из золотых сплавов реализуются путем обработки в газообразной среде: на воздухе, кислороде или кислотной атмосфере. Окислительная способность такой среды проявляется только при высоких температурах. В то же время, коррозионная стойкость изделий из высокопрочных сплавов велика, и, как следствие, для использования известных способов требуется дальнейшее повышение температуры обработки. Это отрицательно сказывается на прочностных свойствах золотых сплавов.
Задачей, на решение которой направлено заявляемое изобретение, является создание технологически простого способа обработки сплавов на основе золота для изменения окраски их поверхности. Причем, способ должен, во-первых, быть применим для освоенных промышленностью стандартных ювелирных сплавов и, во-вторых, либо не изменять прочностных свойств материала, либо упрочнять его.
Решение поставленной задачи достигается за счет технического результата, который может быть получен при осуществлении изобретения: создание прочного покрытия иного цвета, чем матрица, на поверхности золотых сплавов при пониженных температурах обработки, при которых одновременно протекают процессы старения или атомного упорядочения, повышающие прочностные свойства материала.
Поставленная задача достигается тем, что в способе окрашивания изделий из сплавов на основе золота, включающем создание поверхностного слоя путем нагрева в газообразной окислительной среде, согласно изобретению нагрев осуществляют в расплаве химических соединений щелочных металлов при температурах 350-650oC в интервале времени от 15 мин до 3 ч. Это позволяет снизить температуру обработки от 700-950oC вплоть до 200-400oC. При этих температурах в большинстве золотых сплавов происходят процессы либо старения, либо атомного упорядочения, в результате чего механические свойства материала повышаются. Скорость диффузии атомов кислорода в материал изделий в этом температурном интервале резко снижена и процессы "внутреннего окисления" уже не представляют опасности. В то же время, высокая агрессивность жидкой среды позволяет изменять окраску поверхности золотых сплавов и при этих температурах.
Согласно изобретению сплавы золота разных проб нагревают в жидкой среде, образованной из расплава смеси химических соединений щелочных металлов, в диапазоне температур 350-650oC в течение от 15 мин до 3 ч. Как повышение, так и понижение температуры обработки приводят к утере средой своих функциональных качеств. Уменьшение времени обработки не сопровождается заметным изменением окраски поверхности сплава, увеличение времени выдержки свыше 3 ч нерационально ввиду того, что цвет поверхности уже перестает изменяться.
В результате такой обработки на поверхности изделий образуется прочная пленка окислов легирующих золото элементов. В ювелирных сплавах таким элементом чаще всего является медь. Цвет поверхности изделия зависит от толщины пленки окислов и с увеличением продолжительности обработки изменяется от ярко-коричневого до багрово-красного или даже черного. Формирующаяся пленка имеет хорошую адгезию с основным сплавом и не скалывается при механической обработке. При полировании этого слоя вследствие уменьшения толщины покрытия цвет поверхности постепенно изменяется до окраски матрицы. Таким образом, избирательная механическая или химическая обработка позволяет создавать рисунки различных цветов на поверхности изделия.
Использование жидкой среды значительно расширяет возможности применения заявляемого способа по сравнению с известными.
Так, реализация заявляемого способа приводит к техническому результату, получение которого невозможно при использовании известных способов: практически мгновенной прогрев изделия до температуры обработки. Использование газообразной среды накладывает ограничения на термообработки некоторых сплавов, в которых структурные превращения происходят уже во время прогрева образца до температуры обработки. В качестве примера можно привести некоторые сплавы 750 пробы, в которых происходит атомное упорядочение по типу LIo. Практически мгновенный нагрев в жидкой среде по сравнению с газообразной (приблизительно, на два порядка быстрее) позволяет решить эти трудности.
Более того, заявляемый способ позволяет расширить возможности изменения цвета поверхности золотых сплавов по сравнению с известными. Реализация всех известных способов сводится к изменению окраски поверхности золотых сплавов путем создания на них цветных покрытий именно из окислов легирующих сплав элементов. Заявляемый способ позволяет повторить этот результат при определенном составе жидкой среды.
Введением в состав жидкой среды дополнительных компонентов можно получить следующий технический результат: в процессе обработки большинство легирующих элементов на поверхности сплава переводятся в различные химические соединения и удаляются с поверхности образца. При этом достигается реализация изменения окраски поверхности сплава за счет повышения содержания золота на поверхности изделия при полном сохранении состава и структуры сплава в теле образца.
В этом случае изменение цвета поверхности сплава зависит как от его компонентного состава, так и от состава среды, в которой происходит обработка. К примеру, большинство золотых ювелирных сплавов имеют в качестве легирующих элементов серебро и медь в различных пропорциях. В зависимости от состава среды с поверхности изделия можно выводить либо только медь, либо медь и серебро одновременно.
Обработка предлагаемым способом стандартного ювелирного сплава красного цвета 3лСрМ 585-80 приводит к следующему результату. При удалении с поверхности этого сплава только меди его поверхность приобретает зеленый цвет (это полностью отвечает цвету сплава золото-серебро соответствующего состава). Если же с поверхности этого сплава удалять медь и серебро, он становится ярко-желтым, близким по цвету к чистому золоту.
Необходимо отметить, что в некоторых случаях применения заявляемого способа цвет поверхности изделия может играть второстепенную роль, а обогащение поверхности сплава золотом при сохранении структуры и свойств материала матрицы, наоборот, очень важно. В первую очередь это относится к электрическим контактам, требования к коррозионной стойкости которых очень велики. Низкие температуры обработки в заявляемом способе позволяют совместить конечную термообработку, указанную в технических условиях для конкретного сплава с целью достижения им требуемых физико-механических характеристик, с реализацией другой технической задачи - обогащением поверхности сплава золотом для повышения его коррозионной стойкости.
В настоящее время эту проблему решают с помощью гальваники. Однако при обработке контактов сложной формы неизбежно возникают трудности, поскольку некоторые участки изделий взаимно экранируют друг друга. Предлагаемый способ позволяет избежать этих трудностей.
Итак, сопоставительный анализ заявляемого решения с наиболее близким аналогом показывает, что заявляемый способ отличается от известного другим агрегатным состоянием среды, в которой происходит обработка, и, следовательно, иными температурными и временными режимами осуществления операций по изменению окраски поверхности изделий из золотых сплавов.
Все рассмотренные признаки, отличные от признаков наиболее близкого аналога, и вместе с общими для данных объектов признаками обеспечивают достижение указанного технического результата, поэтому заявляемое изобретение является новым.
Для определения соответствия изобретения изобретательскому уровню рассматриваем его функционально самостоятельные, отличные от наиболее близкого аналога признаки, раскрытые в независимом пункте формулы изобретения.
Единственным признаком, отвечающим всем этим критериям, является наличие нового агрегативного состояния среды, в которой производится обработка.
При исследовании уровня техники с целью обнаружения в нем выделенного отличительного признака выявлено, что обработки в расплавах химических соединений известны, но применяются только в качестве среды для проведения отжигов или закалок (к примеру, в черной металлургии). Другим направлением использования подобных расплавов является травление сплавов драгоценных металлов, в частности платины, при металлографических исследованиях.
В заявляемом способе использование жидкой среды для проведения термообработок является второстепенным фактором (отжиги моно провести и заранее). Травление поверхности при этом совершенно нежелательно. Основное назначение жидкой среды в предлагаемом способе - окисление легирующих золото элементов в поверхностных слоях сплава. Технический результат способов различен, при этом тот, который достигается в предлагаемом способе, не следует явным образом из известных свойств расплавов химических соединений щелочных металлов, поэтому заявляемое предложение имеет изобретательский уровень.
Другие, отличные от наиболее близкого аналога, признаки заявляемого изобретения: температурно-временные режимы обработки сплавов, а также количественное содержание золота, не являются функционально самостоятельными признаками, поэтому не могут рассматриваться в отрыве от признака, к которому они относятся, и в отрыве от объекта в целом. Учитывая это, следует отметить, что среди объектов того же назначения известной технологии с той же совокупностью существующих признаков не обнаружено. Закономерностей по части режимов проведения обработок по отношению к техническому результату не обнаружено.
Наличие нового состояния среды, в которой происходит обработка, в сочетании с режимами операций обеспечивает необходимую взаимосвязь и взаимовлияние признаков способа. Благодаря этому достигается новый технический результат - получение покрытий различных цветов на золотых сплавах за счет обогащения или обеднения по золоту поверхностных слоев изделий.
Для подтверждения возможности осуществления изобретения приводим пример реализации способа.
Способ включает обработку в жидкой среде различных составов нескольких золотых сплавов. Исследовались как ювелирные сплавы 375, 585 и 750 проб, так и технический сплав ЗлМ-750, используемый в качестве контактного материала. Все апробированные сплавы освоены российской промышленностью и утверждены ГОСТом. Объектами исследований являлись как готовые изделия - кольца, серьги, кулоны, так и заготовки в виде проволок и прокатанных полос.
Структуру сплавов после обработки и толщину образовавшегося покрытия исследовали в оптическом микроскопе МИМ-7. Микроструктуру сплавов изучали в электронном микроскопе JEM-200CX при ускоряющем напряжении 200 кВ. Об изменении механических свойств сплавов судили по измерениям твердости образцов по Виккерсу, по стандартной методике для цветных сплавов (нагрузка 500 г, время выдержки 30 с) на приборе ТР-7Р-1. Для определения адгезии поверхностной пленки к материалу матрицы образцы подвергались как механической полировке на алмазной пасте (испытания на истирание), так и механической обработке типа фрезерования: "алмазной огранке", которая типична для ювелирных заводов.
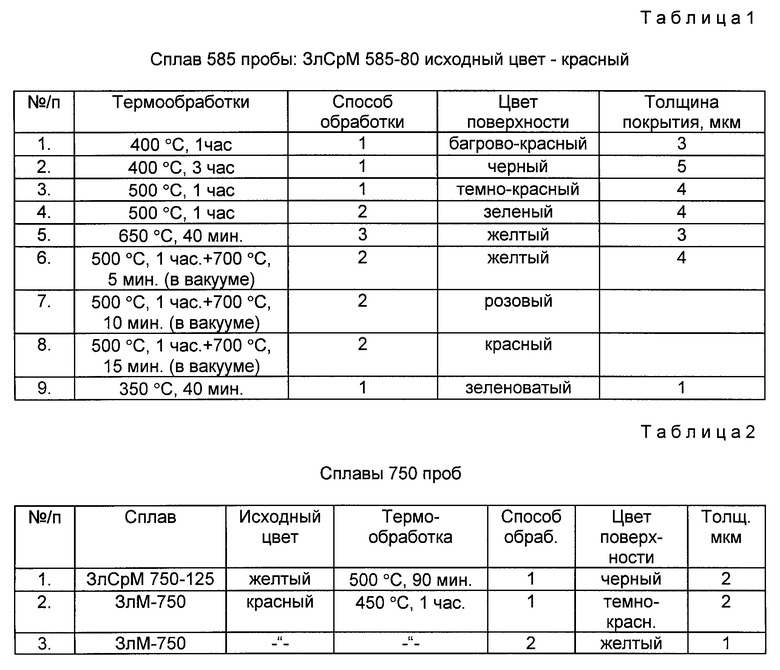
Поскольку в заявляемом способе обработки в одинаковых температурно-временных условиях, но в жидких средах разного состава приводят к разному результату, оговорим, что в приведенных таблицах "способ 1" означает обработку в расплаве смеси солей NaNO3 и KNO3; "способ 2" подразумевает химическое травление образовавшейся после способа 1 окисной пленки, "способ 3" - обработка в расплаве солей, как в способе 1, но с добавлением 10-50% NaOH.
Наиболее распространенным ювелирным сплавом в России является ЗлСрМ 585-80. Поэтому он был исследован наиболее полно (табл. 1).
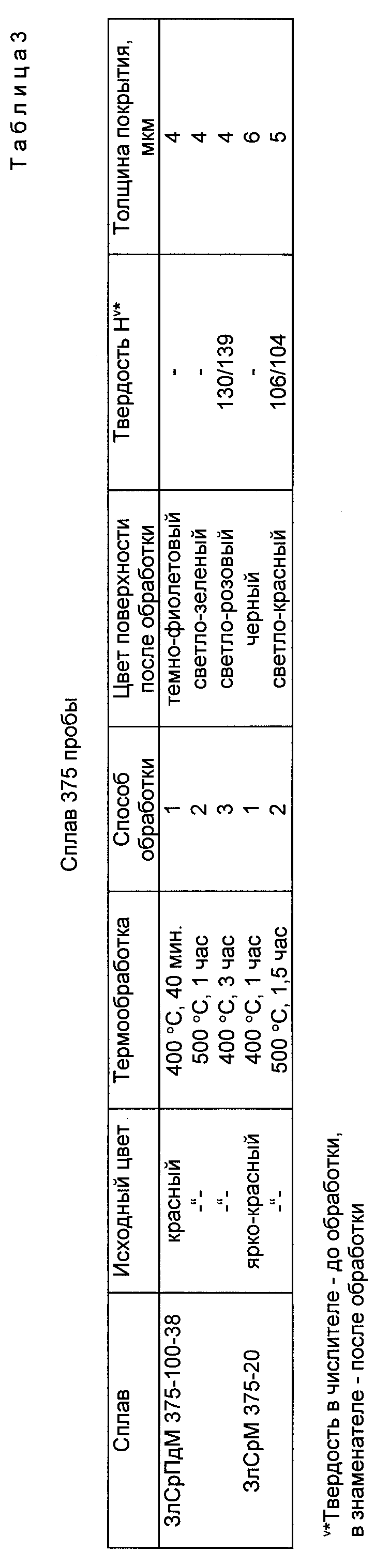
Заявляемый способ также был испытан на сплавах 750 пробы. Получение прочной окисной пленки на поверхности высокопробных сплавов представляет известные трудности: не случайно в известных способах содержание "окрашивающих добавок" достигает 62%. Исследовались покрытия на двух сплавах (табл. 2).
Представлялось интересным применить заявляемый способ к сплавам 375 пробы. Надо отметить, что в известных способах нижним ограничением по содержанию золота является 38% и, следовательно, ювелирные сплавы 375 пробы (содержание золота 37,5 мас.%) выходят за рамки известных аналогов.
Дело в том, что цветовая гамма ювелирных сплавов 375 пробы очень скудна и представляет собой оттенки красных тонов. Создание новых сплавов данной пробы белого или желтого цветов - трудоемкая задача. Заявляемый способ помог бы решить эту задачу на уже освоенных промышленностью ювелирных сплавах путем создания на них покрытий разных цветов. Для исследования было взято 2 сплава, результаты приведены в табл. 3.
Получение светло-зеленого и светло-розового цветов на известных сплавах 375 пробы может помощь в решении проблемы расширения цветовой гаммы изделий из низкопробных золотых сплавов 375 пробы,
В этой же табл. 3 приведены значения твердости для сплавов в исходном состоянии и после обработки.
Сравнение с наиболее близкими аналогами проводилось на нескольких сплавах. При этом в качестве окислительной среды использовался воздух. Отжиги проводились при минимальных температурах и времени, указанных в известных способах: 700oC, 30 мин. Данная обработка должна приводить к созданию на поверхности золотого сплава цветной пленки, состоящей из окислов легирующих сплав компонентов.
Обработка по известному режиму сплавов 585 пробы ЗлСрМ 585-80 не обеспечивает хорошей адгезии формирующегося покрытия и основного сплава. При остывании куски покрытия откалываются, на возникающих при этом открытых участках сплава вновь начинается процесс окисления. В результате после обработки поверхность сплава неоднородна как по окраске, так и по толщине окисной пленки. Более того, существуют участки, полностью свободные от окислов.
Обработка по известному режиму сплава 375 пробы ЗлСрМ 375-20 привела к формированию прочного окисного слоя с хорошей адгезией к матрице. Однако в известном способе содержание золота в сплавах ограничено 38% и, следовательно, данный сплав в известный способ формально не проходит.
Следует напомнить, что в отличие от известных заявляемый способ позволяет делать выбор в окраске поверхности даже на одном сплаве (что видно из представленных таблиц).
Более того, высокотемпературный отжиг в вакууме, в дополнение к заявляемому способу, дает возможность вернуть изделию первоначальный цвет без использования механической обработки для удаления окрашенного поверхностного слоя. Из табл. 1 (поз. 6, 7, 8) видно, как последовательно изменяется цвет поверхности сплава 585 пробы из зеленого, созданного обработкой 4, до исходного красного. Это очень важно с технологической точки зрения, поскольку позволяет исправить брак без потерь драгоценных металлов.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЮВЕЛИРНЫЙ СПЛАВ НА ОСНОВЕ ЗОЛОТА 585 ПРОБЫ | 1999 |
|
RU2170280C1 |
| СПЛАВ НА ОСНОВЕ ЗОЛОТА БЕЛОГО ЦВЕТА 585 ПРОБЫ | 1999 |
|
RU2156824C1 |
| ЮВЕЛИРНЫЙ СПЛАВ НА ОСНОВЕ ЗОЛОТА 585 ПРОБЫ | 2009 |
|
RU2405050C1 |
| СПЛАВ НА ОСНОВЕ ЗОЛОТА БЕЛОГО ЦВЕТА 585 ПРОБЫ | 2011 |
|
RU2439179C1 |
| СПЛАВ КРАСНОГО ЦВЕТА НА ОСНОВЕ ЗОЛОТА 585 ПРОБЫ | 2013 |
|
RU2514898C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОГО ПРОКАТА ДРАГОЦЕННЫХ МЕТАЛЛОВ | 2014 |
|
RU2562193C1 |
| СПЛАВ НА ОСНОВЕ ЗОЛОТА БЕЛОГО ЦВЕТА 585 ПРОБЫ | 2010 |
|
RU2430982C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ ИЗ ДРАГОЦЕННЫХ МЕТАЛЛОВ | 2016 |
|
RU2626260C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОГО ПРОКАТА ДРАГОЦЕННЫХ МЕТАЛЛОВ | 2014 |
|
RU2562191C1 |
| ЮВЕЛИРНЫЙ ЗАМОК | 2009 |
|
RU2396140C1 |
Способ окрашивания изделий из сплавов на основе золота включает создание поверхностного слоя, отличного по цвету от исходного сплава, путем нагрева в расплаве химических соединений щелочных металлов при температурах 350 - 650oC в интервале времени от 15 мин до 3 ч. Техническим результатом предложенного способа является создание прочного покрытия иного цвета, чем матрица, на поверхности золотых сплавов при пониженных температурах обработки, при которых одновременно протекают процессы старения или атомного упрядочения, повышающие прочностные свойства материала. 1 ил., 3 табл.
Способ окрашивания изделий из сплавов на основе золота, включающий создание поверхностного слоя, отличного по цвету от исходного сплава, путем нагрева в окислительной среде, отличающийся тем, что нагрев осуществляют в расплаве химических соединений щелочных металлов при температурах 350 - 650oC в интервале времени от 15 мин до 3 ч.
| JP 04183836 A, 18.02.92 | |||
| СПОСОБ ВОССТАНОВЛЕНИЯ ЦВЕТА ОКИСЛЕННЫХ ИЗДЕЛИЙ ИЗ СПЛАВОВ ЗОЛОТА, СОДЕРЖАЩИХ МЕДЬ, (ВАРИАНТЫ) | 1994 |
|
RU2082816C1 |
| US 5139739 A, 18.08.92 | |||
| JP 03100158 A, 25.04.91 | |||
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |
