Изобретение относится к двигателестроению и компрессорной технике и позволяет повысить надежность и технологичность цилиндропоршневой группы двигателей (компрессоров) за счет суперточной настройки положения вершины резцового элемента, формирующего вспомогательную кольцевую открытую канавку на внутренней поверхности части цилиндрической полости, в направлении от нижней мертвой точки к плоскости разъема двигателя (компрессора).
Известны аналог [1] и прототип [2]. Эти протипоставляемые объекты имеют следующие недостатки: верхняя кромка кольца изнашивается от взаимодействия с контактной зоной полости цилиндра; поршневые кольца сокращает период циклической стойкой "благодаря" перекосу периферийной зоны колец; невозможность точного определения положения верхней кромки кольца и отсутствие сведений о кинематическом "поведении" нового и изношенного кольца; отсутствует технологически точная настройка положения верхней кромки поршневого кольца, что и определяет целый набор операций, связанных с решением проблемы повышения точности, технологичности и надежности работы двигателя и/или компрессора.
Задача изобретения - повышение точности формообразующих операций, выполняемых режущим инструментом, контроль точности положения верхней кромки поршневого кольца с помощью визуального, электрического и звукового контроля.
Это достигается тем, что по способу доработки цилиндропоршневой группы двигателя внутреннего сгорания (компрессора), заключающемуся в том, что внутреннюю поверхность цилиндра растачивают от уровня верхней кромки поршневого кольца в положении верхней мертвой точки до разъема корпуса двигателя и по размеру изношенного работоспособного отверстия, отличающегося тем, что верхнему поршневому кольцу сообщают движение подачи к положению нижней мертвой точки, фиксируют это положение, а свободную полость цилиндра покрывают микрометрическим слоем изоляционного покрытия, после отверждения которого поршень подают вверх до положения верхней мертвой точки (используя верхнюю кромку поршневого кольца в качестве зачистной режущей кромки), фиксируют точностное расположение контактной зоны верхней кромки поршневого кольца, затем поршень возвращают в нижнее положение мертвой зоны, а на плоскости разъема двигателя (компрессора) устанавливают вертикальный длиномер с оптической зоной отсчета микрометрического хода вращающейся головки, а контрольная риска от нее устанавливается синхронно с вершиной резцовой расточной головки, предназначенной для формообразования кольцевой канавки, после этих операций к корпусу двигателя (компрессора) и головке прибора подключают различные по знаку потенциалы технологического тока, который подают к световому и звуковому источникам, вводят в контакт вершину измерительной головки вертикального длиномера и доводят ее образующую до изоляционного слоя, который формируют верхней "зачистной" кромкой поршневого кольца, по световому сигналу и/или частотной звуковой модуляции передатчика сосчитывают точный микрометрический размер позиционирования верхней плоскостной кромки поршневого кольца, при этом синхронно фиксируют этот размер для определения хода вершины расточного резца, которую вводят в отверстие непосредственно после вывода из цилиндра головки измерительного прибора, вершиной резцового элемента образуют контрольную риску на границе светового и звукового сигналов, сообщают вершине резца запланированный угол разворота для формирования поднутрения дна кольцевой расточки, катет которого соотносят с радиусом износа верхней кольцевой кромки поршневого кольца, затем вершине резца сообщают радиальное врезание до диаметра работоспособного изношенного отверстия и подачу в направлении к плоскости разъема двигателя (компрессора), причем граничный уровень кромки расточки с внутренней цилиндрической поверхности совпадает в верхней мертвой точке с верхней кромкой поршневого кольца на протяжении всего периода износа кольца и внутренней поверхности цилиндра.
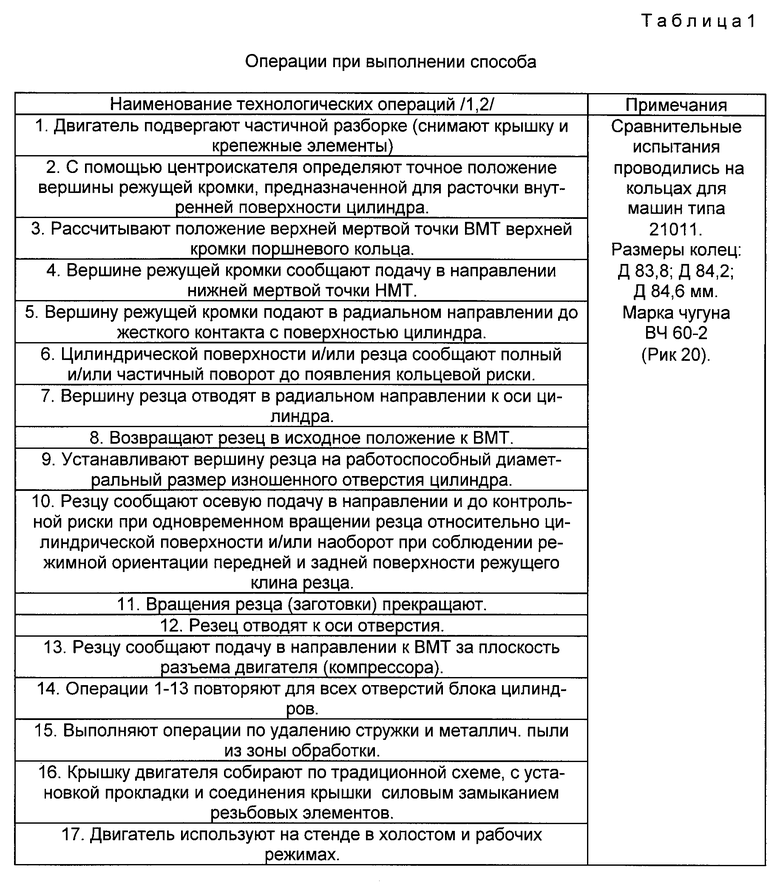
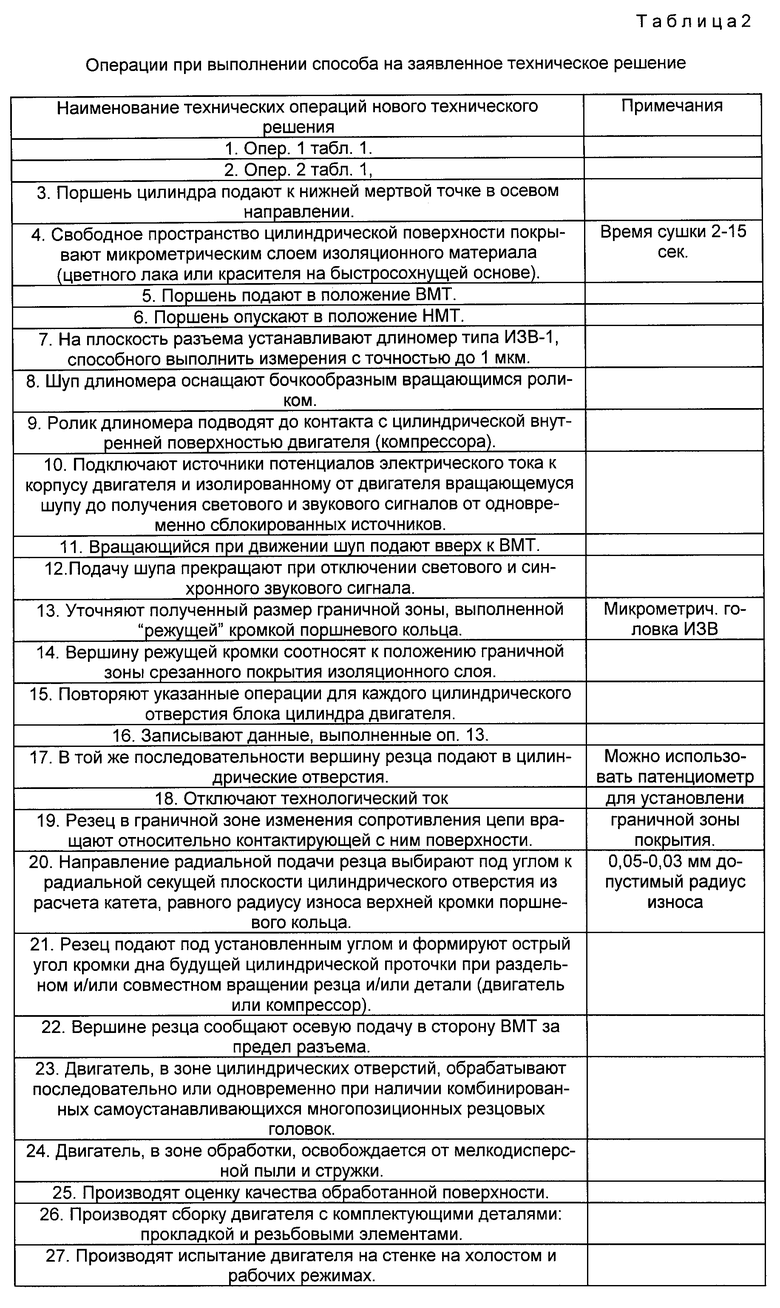
Порядок осуществления способа механической доработки цилиндропоршневой группы двигателя внутреннего сгорания изложен табличным методом для сохранения определенных преимуществ при использовании предложенного технического решения.
Испытания двигателя выполняют на стенде. При холостой работе двигателя с диэлектрической поверхности цилиндра размывается и выгорает покрытие от воздействия бензиновой смеси, а со свечей нагар устраняется традиционным методом.
Изменение формы верхней кромки поршневого кольца происходит от обгорания, что вполне рационально используется в специальных камерах взрывного типа для снятия заусенцев. Именно поэтому и важно соблюдать соразмерность истирания верхней кромки поршневого кольца при рабочих периодах циклического и триботехнического характера нагружений контактных зон поршневого кольца и стенки цилиндра.
Ноу-хау предлагаемого технического решения состоит из целого комплекса технологических приемов: 1) использования измерительной аппаратуры (в микрометрическом диапазоне) в сочетании с электромагнитным (звуковым) и световым сигналами, определяющими граничные положения ВМТ кромки поршневого кольца; 2) использование кромки поршневого кольца в качестве зачистной кромки; 3) применение длиномера в другом качестве (в роли обкатного электромагнитного - светового и микрометрического инструмента); 4) возможность определения нерадиального положения поршневого кольца путем координации как минимум трех точек кромки поршня с использованием звукового, светового и микрометрического контроля одновременно; 5) подогрев контролируемой зоны источниками тепловой энергии для приближения очевидности в увеличении размерной цепочки, состоящей из поршневого кольца, поршня, пальца, шатуна, коленчатого вала и цилиндра. Зона прогрева при проведении испытаний и контроля достигала 60-320oC; 6) способ обеспечивает соразмерность истирания кромки и периферии поршневого кольца относительно наклонного участка кольцевого дна проточки в отличие от оппозитного расположения дна кольцевой проточки в прототипе и аналоге [1, 2] ; 7) обязательная очистка свечи от нагара после проведения стендовых испытаний; 8) нанесение контрольной риски на границе электропроводной и диэлектрических зон взаимодействия верхней границы кромки поршневого кольца; 9) направление радиального врезания режущей кромки при и после совмещения контрольной риски с вершиной резца выбирается из уклона, соотнесенного к ширине пояска кольцевой канавки и катету занижения дна канавки, соразмерного с величиной радиального износа верхней кромки поршневого кольца; 10) контроль за целостностью поршневых колец определяется потенциометром за счет перекрестного контроля целостности колец в верхней и/или нижней мертвой точке их расположения, так как кольцо может провернуться во время работы и нарушить исходную паспортную характеристику сопротивления цепи контролируемого сопротивления. Для выполнения пункта 10 следует следить за уменьшением сопротивления цепи не более чем на 10-15%, что свидетельствует о наличии скрытой и открытой трещины в кольце.
Новое техническое решение может успешно использоваться в авторемонтных мастерских для устранения заводского брака, заключающегося в том, что кольцо не может выработать полного периода всей запланированной циклической стойкости, что приводит к потере времени на разборку и ремонт двигателя и снижению его компрессионных свойств от 0,1 до 35%. В пределах экономии бензина от 3 до 35% используется другое ноу-хау, неоговоренное в данном техническом решении, но используемое при ремонте двигателя.
Отпадает необходимость разборки двигателя для обнаружения износа колец и непосредственно стенок цилиндра.
Реализация способа обеспечит не только долговечность работы двигателя, но и снизит риск на дорогах, из-за неисправностей машин и других видов компрессорной техники.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАЗРЕЗКИ ПОРШНЕВЫХ КОЛЕЦ | 1998 |
|
RU2159169C2 |
| УСТРОЙСТВО ДЛЯ ОБЕЗВОЖИВАНИЯ БИТУМА | 1997 |
|
RU2152570C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕЛЬЧЕНИЯ ПРОДУКТОВ | 1997 |
|
RU2144427C1 |
| ГАЗОВАЯ ГОРЕЛКА С РЕГУЛИРУЕМЫМ СЕЧЕНИЕМ ТЕПЛОВОГО ПОЛЯ | 1997 |
|
RU2143640C1 |
| ВТУЛКА КОМБИНИРОВАННАЯ | 1996 |
|
RU2119106C1 |
| УЗЕЛ ЗАГРУЗКИ КУСКОВОГО МАТЕРИАЛА | 1996 |
|
RU2128150C1 |
| СПОСОБ ДОРАБОТКИ И ЭКСПЛУАТАЦИИ УЗЛА РАЗДЕЛИТЕЛЬНОЙ СЕКЦИИ МАСЛЯНОЙ КАМЕРЫ, ЗОНЫ ОХЛАЖДЕНИЯ И ЦИЛИНДРОПОРШНЕВОЙ ГРУППЫ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 1997 |
|
RU2143576C1 |
| УПЛОТНЕНИЕ | 1996 |
|
RU2127388C1 |
| ЛИНИЯ ДЛЯ ПРИГОТОВЛЕНИЯ ИЗВЕСТКОВОГО МОЛОКА | 1996 |
|
RU2123982C1 |
| МАХОВИК КРАН-БУКСЫ | 1997 |
|
RU2129683C1 |
Способ предназначен для механической обработки цилиндропоршневой группы двигателя внутреннего сгорания. При доработке цилиндропоршневой группы используется в качестве зачистной режущей кромки верхняя кромка поршневого кольца. Полости цилиндра покрывают микрометрическим слоем изоляционного покрытия. Используют при обработке для точной установки расточного резца звуковые и световые источники контроля. Определяют микрометрическое положение верхней кромки кольца для правильной установки вершины режущей кромки инструмента для формирования предохранительной канавки, обеспечивающей свободный выход поршневого кольца в микрометрическом поле допускаемых отклонений. Изобретение позволяет повысить точность формообразующих операций и контроль точности положения кромки. 2 табл.
Способ доработки цилиндропоршневой группы двигателя внутреннего сгорания и/или компрессора, заключающийся в том, что внутреннюю поверхность цилиндра растачивают от уровня верхней кромки поршневого кольца в положении верхней мертвой точки (ВМТ) до разъема корпуса двигателя и по размеру изношенного работоспособного цилиндра, отличающийся тем, что верхнему поршневому кольцу сообщают движение подачи к положению нижней мертвой точки (НМТ), осуществляют операцию по фиксации этого положения, свободную полость цилиндра покрывают микрометрическим слоем изоляционного покрытия, после отвердевания которого поршень подают вверх к положению ВМТ, используя верхнюю кромку поршневого кольца в качестве зачистной режущей лезвийной кромки, фиксируют точностное расположение контактной зоны верхней кромки поршневого кольца, затем поршень возвращают в НМТ, а на плоскости разъема двигателя и/или компрессора устанавливают вертикальный длиномер с оптической зоной отсчета микрометрического хода вращающейся головки, контрольная риска от которой на цилиндрической внутренней поверхности поршня устанавливается синхронно с фиксацией положения резцовой расточной головки, которой формообразуют кольцевую канавку, причем к корпусу двигателя и/или компрессора и головке прибора подключают различные по знаку потенциалы технологического тока, безопасные для человека и обеспечивающие звуковой и световой контроль электропроводных поверхностей, далее вводят в контакт с цилиндрической поверхностью вершину измерительной головки вертикального длиномера и доводят ее образующую до изоляционного слоя, который формируют верхней зачистной кромкой поршневого кольца, а по измерению освещенности светового сигнала и/или частотной звуковой модуляции передатчика сосчитывают точный микрометрический размер позиционирования верхней плоскостной кромки поршневого кольца, при этом синхронно фиксируют этот размер для определения рабочего хода вершины расточного резца в отверстие непосредственно после вывода из цилиндра головки измерительного прибора, затем вершиной резцового элемента касаются цилиндрической поверхности отверстия поршневой камеры и образуют контрольную риску на границе светового и звукового сигнала, координируют этот процесс показаниями измерительного прибора, после чего вершине резца сообщают запланированный угол разворота для формирования поднутрения дна кольцевой канавки (расточки) отверстия цилиндра, при этом катет поднутрения соотносят к радиусу износа верхней кольцевой кромки поршневого кольца, затем выполняют радиальное врезание вершиной резца до образования цилиндрической поверхности с диаметром работоспособного изношенного отверстия с подачей ее в направлении к плоскости разъема двигателя и/или компрессора, причем граничный уровень кромки расточки внутренней цилиндрической поверхности совпадает в положении ВМТ с верхней кромкой поршневого кольца на протяжении всего периода износа кольца и внутренней контактной поверхности цилиндра.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| DE, заявка, 3115709, кл | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| RU, патент, 2028483, кл | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
