Изобретение относится к оптическим системам передач информации и лазерной технике и может быть использовано при осуществлении неразъемного соединения многомодовых и одномодовых световодов в системах дальней связи, городской телефонной сети, телемеханики и вычислительной техники, а также для контроля геометрических параметров волоконных световодов.
Известны способ и устройство для обнаружения возможного отклонения торцевых поверхностей соединяемых волоконных световодов выше заданной [1], в котором также используется когерентное лазерное излучение.
Известен также способ контроля соосности установки волоконных световодов [2] , в котором контроль выполняется путем наблюдения световых штрихов, получаемых при отражении света от цилиндрических поверхностей соединяемых волоконных световодов от постороннего источника света.
Недостатком данных способов является невозможность контроля соосности световодов непосредственно в момент сварки оптических волокон из-за сильной паразитной засветки излучением плазмы дугового разряда.
Наиболее близким к предлагаемому способу является способ сращивания световодов [3], в котором контроль осуществляется при помощи телевизионной камеры, выходной сигнал которой переводят в цифровую форму и обрабатывают в управляющем контроллере. Недостатком данного способа является невозможность контроля непосредственно в момент сварки оптических волокон плазмы из-за сильной паразитной засветки излучением плазмы дугового разряда, а также необходимость ввода в сердцевину световода визуализирующего излучения.
Цель изобретения - повышение точности контроля соосности при сварке волоконных световодов.
Поставленная цель достигается тем, что в способе контроля соосности волоконных световодов, заключающимся в том, что наблюдают через проекционный микроскоп при помощи телевизионной камеры и компьютера изображения поверхностей устанавливаемых световодов поочередно по двум ортогональным направлениям и проводят дифференциальную цифровую обработку изображения, излучение лазерного усилителя, работающего в режиме сверхсветимости, направляют на свариваемые световоды, собирают часть отраженного излучения сверхсветимости и направляют его через оптический затвор, установленный после объектива и соосно с ним, который открывают и закрывают синхронно с частотой кадров телевизионной камеры, на лазерный усилитель, при этом отраженное от затвора излучение лазерного усилителя направляют за пределы его апертуры, а пропущенное через открытый затвор излучение сверхсветимости, отраженное от световодов, усиливают, одновременно подавляя паразитную засветку.
На фиг. 1 приведена схема конкретного осуще]ствления способа; на фиг.2 - изображение волоконных световодов в процессе сварки; а - несоосные световоды, б - соосные световоды.
Изобретение осуществляют следующим образом. Световоды фиксируют держателями сварочного аппарата 1 в положении, близком к соосному. Для контроля соосности световодов излучение лазерного усилителя 2, работающего в режиме сверхсветимости (без зеркал) фокусируют на свариваемые световоды при помощи объектива 3. Отраженное от световодов излучение частично собирают и направляют на вход лазерного усилителя тем же объективом. Далее излучение проходит через активную среду лазерного усилителя, усиливаясь в нем и изображение формируется на ПЗС-матрице телевизионной камеры 4. Оптический затвор 5, установленный после объектива и соосно с ним, последовательно открывают и закрывают, синхронно с частотой кадров телевизионной камеры, при этом отраженное от затвора излучение лазерного усилителя направляют за пределы его апертуры. Это осуществляется следующим образом. Сигналы кадровой синхронизации, формируемые синхрогенератором телевизионной камеры, поступают на оптический затвор (например, акустооптический затвор). Тем самым с приходом каждого гасящего импульса затвор будет менять свое состояние, открываясь или закрываясь. Это дает возможность в первом кадре записать изображение объекта и фона, а во втором кадре (при закрытом затворе) только изображение фона. Полученные изображения кадров оцифровываются, при этом уровень яркости каждого элемента (точки) изображения преобразуется в соответствующий цифровой код, и в этом виде записываются в оперативную память компьютера 6. В результате в памяти компьютера формируются два массива. При вычитании из первого массива (объект и фон) второго массива (только фон) остается только цифровая информация об изображении объекта. Паразитное излучение засветки от плазмы дугового разряда в процессе сварки практически не усиливается активной средой лазерного усилителя. Таким образом лазерный усилитель осуществляет подсветку свариваемых световодов, усиление яркости изображения и подавление паразитной засветки. Контроль соосности световодов производят путем сопоставления координат боковых границ или центральных осей волоконных световодов, получаемых при компьютерной обработке изображения.
Соосным положением световодов в наблюдаемой плоскости считают такое, при котором совпадают соответствующие цифровые значения координаты. При смещении одного световода относительно другого, соответствующие координаты имеют различные значения. Для осуществления пространственной соосности световодов контроль ведется в двух взаимно перпендикулярных плоскостях.
Предлагаемый способ контроля соосности волоконных световодов реализован следующим образом. Производился контроль соосности световодов при их сварке с помощью комплекта КСС-111. Излучение лазера на парах меди ИЛГИ-101, работающего в режиме сверхсветимости на длине волны 510,5 нм с частотой следования импульсов 10 кГц и мощностью 0,017 Вт фокусировалось на установленные в сварочном аппарате световоды объективом с фокусным расстоянием 5 см в пятно диаметром 0,3 мм. Регистрация отраженного излучения производилась ПЗС-матрицей телевизионной камеры с числом элементов 576х360 с последующей обработкой на компьютере Pentium-90.
Принципиальное отличие предлагаемого способа заключается в том, что он позволяет выполнять контроль соосности световодов, непосредственно в процессе сварки, т.е. в условиях сильной паразитной засветки изображения свариваемых волокон излучением плазмы дугового разряда.
Источники информации:
1. Пат. 501886, Швеция, кл. G 01 B 9/02/Hulten Stig Ola, Pantza Dan; Telefon ABLM Ericsson. 930251-4; Заявл. 5.10.93, опубл. 12.6.95.
2. А. с. СССР, кл. G 02 B 6/00. В.Ф.Давиденко, Л.Л.Плошай, В.Г.Чертов; Заявл. 22.06.84, опубл. 07.12.85.
3. Заявка 4139152 ФРГ, кл. G 02 B 6/255 Ruegenberg Gervin, Steinmmann Peter; Siemens A6. 41391527; Заявл. 28.11.91, опубл. 3.6.93.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛАЗЕРНЫЙ ПРОЕКЦИОННЫЙ МИКРОСКОП | 1996 |
|
RU2144204C1 |
| ЛАЗЕРНЫЙ ПРОЕКЦИОННЫЙ МИКРОСКОП (ВАРИАНТЫ) | 2011 |
|
RU2463634C1 |
| СПОСОБ ИССЛЕДОВАНИЯ ПРОЦЕССА ГОРЕНИЯ ПОРОШКОВ МЕТАЛЛОВ ИЛИ ИХ СМЕСЕЙ | 2018 |
|
RU2685072C1 |
| УСТРОЙСТВО ДЛЯ ИССЛЕДОВАНИЯ ПРОЦЕССА ГОРЕНИЯ ПОРОШКОВ МЕТАЛЛОВ ИЛИ ИХ СМЕСЕЙ | 2018 |
|
RU2685040C1 |
| УСТРОЙСТВО ДЛЯ ИССЛЕДОВАНИЯ ПРОЦЕССА ГОРЕНИЯ ПОРОШКОВ МЕТАЛЛОВ ИЛИ ИХ СМЕСЕЙ | 2019 |
|
RU2712756C1 |
| УСТРОЙСТВО ДЛЯ ИССЛЕДОВАНИЯ ПРОЦЕССА ГОРЕНИЯ ПОРОШКОВ МЕТАЛЛОВ ИЛИ ИХ СМЕСЕЙ | 2018 |
|
RU2687308C1 |
| ЛАЗЕРНЫЙ ПРОЕКЦИОННЫЙ МИКРОСКОП | 1998 |
|
RU2162616C2 |
| Бистатический лазерный монитор | 2021 |
|
RU2755256C1 |
| УСТРОЙСТВО ДЛЯ ИССЛЕДОВАНИЯ ПРОЦЕССА ГОРЕНИЯ НАНОПОРОШКОВ МЕТАЛЛОВ ИЛИ ИХ СМЕСЕЙ | 2020 |
|
RU2746308C1 |
| УСТРОЙСТВО ДЛЯ ИССЛЕДОВАНИЯ ПРОЦЕССА ГОРЕНИЯ ПОРОШКОВ МЕТАЛЛОВ ИЛИ ИХ СМЕСЕЙ | 2020 |
|
RU2753748C1 |

Изобретение относится к оптическим системам передач информации и лазерной технике. Технический результат - повышение точности контроля соосности при сварке волоконных световодов. Способ контроля соосности волоконных световодов, заключающийся в сопоставлении координат боковых границ или центральных осей волоконных световодов, получаемых при компьютерной обработке изображения, полученного путем регистрации с помощью телевизионной камеры излучения сверхсветимости лазерного усилителя, отраженного от световодов. Для контроля соосности световодов излучение лазерного усилителя, работающего в режиме сверхсветимости фокусируют на свариваемые световоды, отраженное от световодов излучение частично собирают и направляют на телевизионную камеру через активную лазерного усилителя, при этом паразитное излучение засветки от плазмы дугового разряда при сварке практически не усиливается активной средой лазерного усилителя, обеспечивая тем самым возможность контроля в процессе сварки. После объектива и соосно с ним устанавливают оптический затвор, который последовательно открывают и закрывают, синхронно с частотой кадров телевизионной камеры, при этом отраженное от закрытого затвора излучение лазерного усилителя направляют за пределы его апертуры. Таким образом, вычитая из каждого кадра цифрового изображения световодов, полученного при открытом оптическом затворе, цифровое изображение предыдущего кадра, полученного при закрытом оптическом затворе, подавляют фоновое излучение от лазерного усилителя. 2 ил.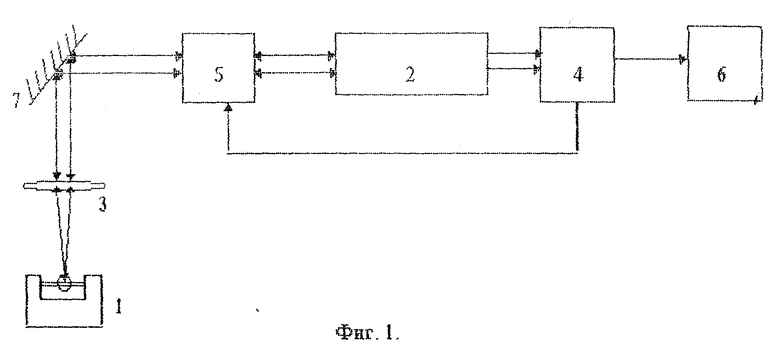
Способ контроля соосности волоконных световодов, заключающийся в том, что наблюдают через проекционный микроскоп при помощи телевизионной камеры и компьютера изображения поверхностей устанавливаемых световодов поочередно по двум ортогональным направлениям и проводят дифференциальную цифровую обработку изображения, отличающийся тем, что излучение лазерного усилителя, работающего в режиме сверхсветимости, направляют на свариваемые световоды, собирают часть отраженного излучения сверхсветимости и направляют его через оптический зазор, установленный после объектива и соосно с ним, который открывают и закрывают синхронно с частотой кадров телевизионной камеры, на лазерный усилитель, при этом отраженное от затвора излучение лазерного усилителя направляют за пределы его апертуры, а пропущенное через открытый затвор излучение сверхсветимости, отраженное от световодов, усиливают, одновременно подавляя паразитную засветку.
| SU 1196792 A, 1985 | |||
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ВОЛОКОННО-ОПТИЧЕСКИХ ОТВЕТВИТЕЛЕЙ | 1993 |
|
RU2018160C1 |
| DE 4139152 A1, 1993 | |||
| DE 4004909 C1, 1991 | |||
| Способ изготовления облицованных древесных плит | 1973 |
|
SU501886A1 |
