Изобретение относится к крепежным деталям и, более точно, касается крепежного кольца и способа его изготовления.
Известно, что фиксация двух трубчатых элементов, насаживаемых один на другой, осуществляется большей частью с помощью круглого закрытого кольца, которое после его размещения на внешнем трубчатом элементе в зоне, расположенной напротив внутреннего трубчатого элемента, подвергается операции сжатия, чтобы обеспечить соответствующее скрепление обоих трубчатых элементов.
Такие крепежные кольца изготавливают в настоящее время разными способами.
Например, существует технология изготовления, которая состоит в том, что сначала штампуют плоское металлическое кольцо, затем устраняют ту плоскую часть, которая остается после операции штамповки. Такой способ помимо того, то он имеет низкую производительность, сопровождается значительной потерей металла во время операции устранения лишнего, что приводит к крайне высокой себестоимости получаемого кольца.
Кроме того, можно изготавливать крепежные кольца, разрезая на отрезки соответствующей ширины трубку, выполненную из свернутого металлического листа, и сваренного вдоль образующей названной трубки. Этот способ также имеет недостатки. Он требует большого количества времени для разделения на отрезки трубки для предварительного изготовления этой трубки, и он делает получаемое кольцо также крайне дорогостоящим.
Известно крепежное кольцо, образованное из части металлической ленты, свернутой в кольцо, оба конца которой соединены один с другим встык при обеспечении постоянной толщины кольца в зоне соединения и в контакте один с другим по их торцoвому краю (EP, A 0102044).
Известен также способ изготовления названных колец из металлической ленты, ширина которой соответствует ширине, желаемой для кольца. Часть ленты отрезается и сворачивается в кольцо, а ее оба конца соединяются друг с другом без образования значительного утолщения в месте соединения, поскольку такое утолщение в месте соединения может привести к дополнительному выполнению вытягивания.
Поэтому было приложено приваривать край к краю оба конца отрезанной части ленты после ее свертывания. Но такая операция не может выполняться автоматически на машинах, разрезающих ленту на определенные части и наматывающих их. Результатом является прерывистость в процессе изготовления и, кроме того, определенная хрупкость в зоне сварки. Кроме того, необходимость операции сварки мешает использовать ленту из соответственно обработанного металла ввиду дополнительной операции вытягивания. Обработка металла должна быть, тем не менее, осуществлена после изготовления кольца, что снова влечет за собой крайне высокую стоимость этого кольца.
В случае изготовления кольца из металлической ленты появилась известная операция способа, согласно которой вырезают концы ленты согласно дополнительным профилям, например Т-образной формы, и плотно вставляют один конец в другой. Их фиксацию в радиальном направлении обеспечивают с помощью сварки обычно на концах горизонтальной перекладины профиля Т. Но кроме недостатков уже указанных, требующих необходимости операции сварки, было замечено, что во время операции вытягивания происходит неприемлемая деформация кольца, полученного таким способом.
В основу изобретения поставлена задача создать конструкцию крепежного кольца, которая исключала бы возможность деформации его при вытягивании, а также разработать способ изготовления такого кольца, который позволял бы скреплять концы кольца без применения сварки.
Поставленная задача решается тем, что в крепежном кольце, образованном из части металлической ленты, свернутой в кольцо, оба конца которой соединены один с другим встык при обеспечении постоянной толщины кольца в зоне соединения и в контакте один с другим по их торцовому краю, согласно изобретению концы части ленты расположены с контактом по их торцовому краю с образованием по внутренней или внешней стороне концов по отношению к внутренней или внешней поверхности кольца паза для расположения пластины, толщина которой равна половине толщины ленты и толщина каждого из концов ленты также равна половине толщины ленты, при этом соответственно на концах ленты и/или на пластине предусмотрен узел зажимов и отверстий, в котором зажимы входят в отверстия, а их свободные концы расклепаны на пластине или конце ленты.
Предпочтительно кольцо содержит узел по меньшей мере из двух зажимов или отверстий, расположенных на каждом из концов ленты, и узел по меньшей мере из четырех отверстий или зажимов, расположенных соответственно на пластине.
Целесообразно, чтобы пластина была выполнена из материала, механическая прочность которого выше прочности материала ленты.
При этом желательно, чтобы по меньшей мере один из боковых краев пластины имел не прямоугольный профиль, а соответствующий конец паза имел бы дополнительный к нему профиль.
Поставленная задача решается также и тем, что в способе изготовления крепежного кольца, согласно изобретению, в сплошной металлической ленте выполняют одновременно штамповкой и/или чеканкой два противоположных конца кольца, придавая им толщину, равную половине толщины ленты и выполняя в каждом из них по меньшей мере одно отверстие или по меньшей мере один зажим, затем осуществляют одновременное срезание боковых конечных краев в осевом направлении названных краев, после этого пластину сгибают, обеспечивая соединение концов встык с образованием паза, в паз вставляют пластину и осуществляют фиксацию зажимов.
Возможно, лишний металл на боковых краях концов кольца удалять, например, срезанием, придавая концам ширину, равную ширине ленты.
Крепежное кольцо согласно изобретению удовлетворяет обычным требованиям отсутствия значительного утолщения в зоне соединения концов части ленты, при устранении или ограничении потери металла; однако, названная зона соединения имеет благодаря присутствию пластинки достаточную жесткость, чтобы избежать риск неприемлемой деформации во время операции сжатия кольца. В этом отношении нужно заметить, что пластина может быть легко выполнена из материала, отличного от материала ленты. Кроме того, благодаря изобретению, прямая стоимость (материал и рабочие руки) изготовления кольца может быть разделена на три или даже на пять по отношению к стоимости, являющейся результатом известной технологии.
Изобретение будет лучше понято, а его преимущества, а также различные характеристики выявятся в описании конкретного примера выполнения, а также в приложенных чертежах, где на:
фиг. 1 изображен вид в плане части ленты после операции штамповки и/или чеканки для образования ее концов.
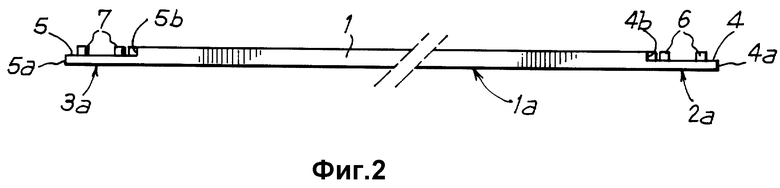
фиг. 2 - по стрелке F на фиг. 1;
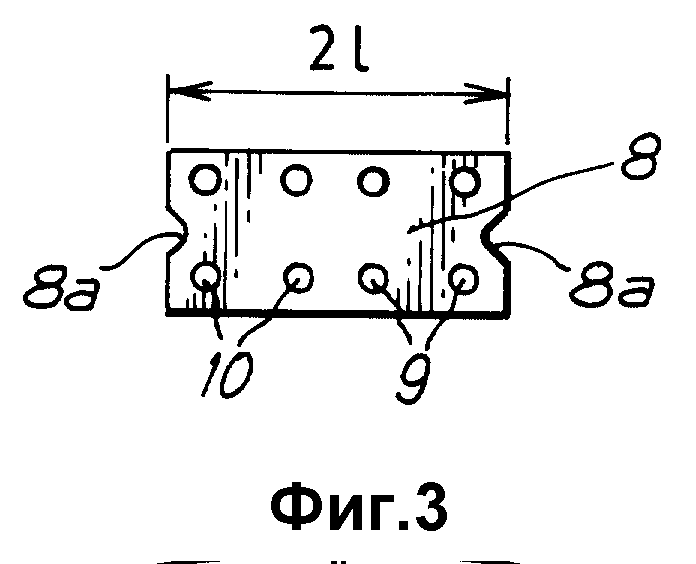
фиг. 3 - вид в плане пластинки, предназначенной для соединения обоих концов ленты;
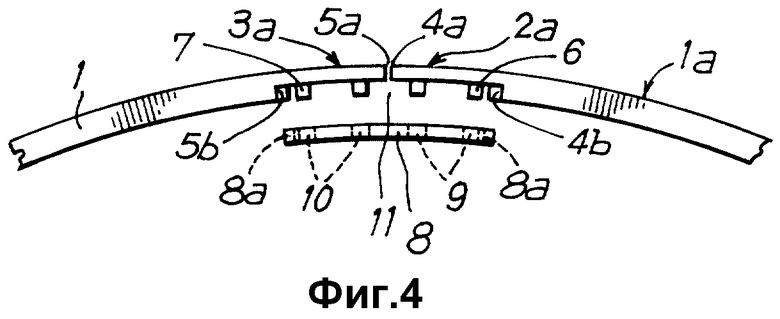
фиг. 4 - частичный вид спереди кольца перед соединением обоих концов части ленты;
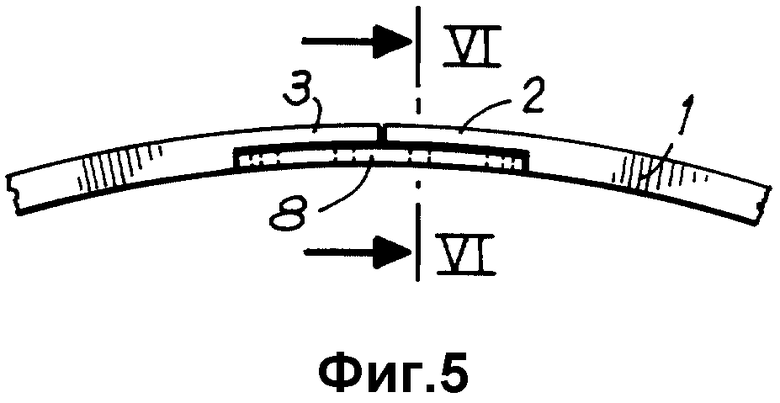
фиг. 5 - частичный вид спереди кольца после соединения обоих концов части ленты;
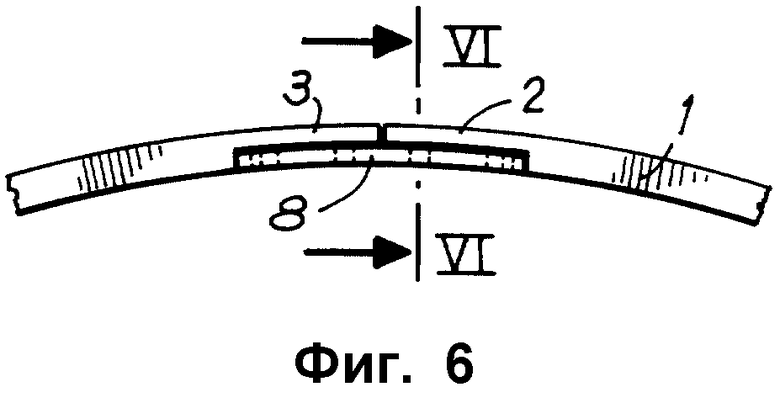
фиг. 6 - сечение по V1-V1 на фиг. 5 в зоне соединения концов части ленты;
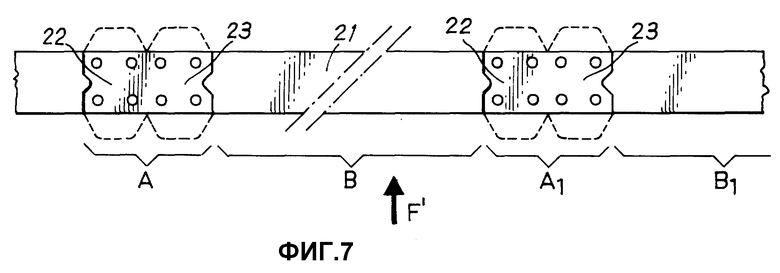
фиг. 7 - частичный вид в плане металлической ленты во время процесса изготовления кольца согласно изобретению;
фиг. 8 - вид по стрелке F на фиг. 7 с частичным вырезом ленты.
На фиг. 1 и 2 показана металлическая лента 1, содержащая два конца 2 и 3. На фиг. 4 видно, что при сгибании части ленты 1 нижние стороны 2a, 3a (на фиг. 1 и 2) концов 2 и 3 находятся в продолжении одна другой, чтобы образовать внешнюю поверхность кольца, их торцовые края находятся в контакте один с другим. В дальнейшем мы обозначим "внешняя сторона" нижние стороны 2a и 3a (на фиг.1) концов 2 и 3, "внутренняя сторона" - стороны, которые им противоположны.
Читатель уже понял и ему станет еще яснее дальше, что "внутренняя сторона" концов может беспрепятственно состоять из нижней стороны 2a или 3a, "внешняя сторона" будет той, которая ей противостоит. Во всяком случае, чтобы было больше ясности в излагаемом материале, мы опишем только способ выполнения, представленный на чертежах, т.е. случай, когда наматывание ленты, чтобы составить крепежное кольцо, осуществляется в направлении, показанном на фиг. 4 и 5.
Возвращаясь к фиг. 1 и 2, мы видим, что концы 2 и 3 имеют осевую длину заметно равную, а их толщина, хорошо видимая на фиг. 2 равна всего-навсего половине толщины ленты 1.
Внешние стороны 2a и 3a концов 2 и 3 продолжаются с внешней поверхностью 1a будущего кольца, однако внутренние стороны обозначаются соответственно через 4 и 5.
На внутренней стороне 4 концы 2 выступают четыре зажима 6, цилиндрические или призматические, ось которых перпендикулярна внутренней стороне, а высота которых по меньшей мере равна половине толщины ленты 1. На внутренней стороне 5 конца 3 также выступают четыре зажима 7, аналогичные зажимам 6 и преимущественно идентичные им, и расположенные таким же образом. Во всяком случае, нужно заметить, что число зажимов на каждом конце не ограничивается конкретным числом.
Торцовые края 4a, 5a в осевом направлении концов 2 и 3 или, более точно, их внутренней стороны 4 и 5, перпендикулярны оси ленты 1. Во всяком случае, как представлено на фиг. 1 и 2, внутренние боковые края 4b и 5b внутренних сторон имеют преимущественно профили непрямоугольные, преимущественно с осевым выступом, роль которого станет ясна дальше.
Часть ленты 1 и структура концов 2 и 3 были описаны, сжимающее кольцо получается намоткой части ленты 1 вокруг себя (фиг.4), как уже сказано. Торцoвые края 4a, 5a обоих концов 2 и 3 приходят в контакт друг с другом, и соединение обоих концов в направлении окружности кольца, осуществляется с помощью пластинки 8, изображенной на фиг.3.
Пластинка 8, имеющая прямоугольную форму, имеет ширину, равную ширине ленты 1, а толщину, почти равную толщине ленты. Ее длина равна 2/1, т.е. двойной осевой длине каждого конца 2, 3. Ее боковые края 8a имеют профили не прямоугольные, дополнительные профилям внутренних краев 4b, 5b внутренних сторон 4,5 обоих концов ленты. Наконец, в пластине 8 выполнены два комплекта по четыре отверстия 9 и 10, диаметр которых и расположение являются дополнительными к диаметру и расположенные двух комплектов зажимов 6 и 7 концов 2 и 3.
После наматывания ленты 1, и как представлено на фиг. 4, концы 2 и 3 составляют паз 11 для пластинки 8, которая может быть в него вставлена, зажимы 6 и 7 проникают в отверстия 9 и 10. Свободные концы зажимов закрепляются на стороне пластинки 8, расположенной в продолжении внутренней поверхности кольца (фиг.5), и эта фиксация пластинки, а также взаимодействие дополнительный профилей конечных боковых краев 8a с конечными боковыми краями 4b, 5b паза 11 обеспечивают прекрасную непрерывность кольца и хорошее сопротивление.
Нужно указать, что материал пластинки 8 преимущественно тот же, что и материал ленты, но он должен пройти соответствующую обработку, такую как холодная проковка, чтобы ее механическая прочность была преимущественно в два раза выше прочности материала ленты. Во всяком случае, какова бы ни была природа материала, из которого выполнена лента и какова бы ни была его прочность по отношению к прочности материала ленты, можно легко определить глубину паза 11 и соответствующую толщину пластинки 8, чтобы получить желаемые механические характеристики для соединения обоих концов 2 и 3 ленты 1.
Кольцо можно считать законченным и готовым к применению, операции штамповки и/или чеканки и приклепывания не влияют на свойства металла части ленты 1, выбранного в зависимости от последующего использования для операции сжатия, однако зона соединения концов ленты обладает прочностью на изгиб и прочностью на сжатие, по меньшей мере равными прочности остальной части кольца.
Ссылаясь на фиг. 7 и 8, опишем теперь основные характеристики способа, позволяющего изготовить быстро и экономично крепежное кольцо типа, описанного выше.
Из ленты 21 из соответствующего металла и соответствующим образом обработанного с целью его последующего использования выполняют одновременно операцией штамповки и/или чеканки группу, обозначенную буковой A, состоящую из конца 22 одного кольца и конца 23 другого кольца. Каждый из этих концов имеет структуру, описанную выше, и толщину, равную половине толщины ленты.
Во время этой операции металл ленты рефулируется на боковых краях концов 22 и 23, как это хорошо видно на фиг. 7. В последующей фазе способа, рефулированный металл (представлен пунктирной линией) на краях концов 22 и 23 устраняется, например срезанием, чтобы придать им ширину, равную ширине ленты 21.
Когда по меньшей мере две следующие друг за другом группы A и A1 выполнены, остаются между ними части B, B1 ленты и т.д. подходящей длины, соответствующей желаемой окружности крепежных колец, приступают преимущественно перед намоткой части B ленты, расположенной между двумя группами A и A1, к одновременному срезанию боковых конечных краев части B, т.е. срезание осуществляется по середине участков A и A1.
После полной намотки части B ленты, ее концы 22 и 23 соединяются, как описано выше и показано на фиг. 4 и 5, с помощью пластинки, подготовленной предварительно типа, описанного на фиг.3.
Однако можно также предпочесть закрепить сначала пластину на одном из концов ленты закреплением соответствующих зажимов и приступить затем к наматыванию ленты и, наконец, закончить кольцо фиксацией пластинки на другом конце заклепыванием соответствующих зажимов.
Несмотря на то что описание крепежного кольца и способа его выполнения сделано при предположении, что зажимы 6, 7 расположены на концах 2, 3 части ленты 1, а отверстия 9, 10 на пластинке, очевидно, что это расположение может быть инверсным. Можно также предположить, не выходя за рамки изобретения, расположить узел отверстий и узел зажимов на пластинке 8, а дополнительные узлы зажимов и отверстий на концах 2 и 3 части ленты 1.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПАРА ЗАХВАТНЫХ ГУБОК ДЛЯ ЗАКРЕПЛЕНИЯ НА ЗАЖИМНЫХ КОНЦАХ КЛЕЩЕЙ | 1995 |
|
RU2106239C1 |
| ПРОВОЛОЧНОЕ ЗАЖИМНОЕ КОЛЬЦО | 1997 |
|
RU2159385C2 |
| ЗАЖИМНОЕ УСТРОЙСТВО С ЗАЖИМНЫМ КОЛЬЦОМ И УСТАНОВОЧНОЙ ДЕТАЛЬЮ | 2008 |
|
RU2477209C2 |
| ЗАЖИМНОЕ КОЛЬЦО | 1996 |
|
RU2166673C2 |
| СТЯЖНОЙ ХОМУТ С ВИНТОМ | 1993 |
|
RU2122661C1 |
| ЗАЖИМНОЕ КОЛЬЦО | 2010 |
|
RU2557525C2 |
| ХОМУТ С ВЫСТУПАМИ | 2011 |
|
RU2560859C2 |
| НАКОНЕЧНИК ДЛЯ БЫСТРОГО СОЕДИНЕНИЯ С ЖЕСТКОЙ ТРУБОЙ | 1994 |
|
RU2101602C1 |
| СПОСОБ ОБЖАТИЯ КОЛЬЦА | 1995 |
|
RU2113929C1 |
| СИСТЕМА ЗАЖИМА ДЛЯ СОЕДИНЕНИЯ ВМЕСТЕ И ДЛЯ ПРЕДВАРИТЕЛЬНОЙ УСТАНОВКИ ПЕРВОЙ ТРУБЫ И ВТОРОЙ ТРУБЫ | 2011 |
|
RU2562348C2 |

Крепежное кольцо состоит из части металлической ленты, свернутой в кольцо, два конца которой соединяются один с другим встык без значительного утолщения в зоне соединения. Концы ленты располагаются так, что контактируют один с другим по их торцовому краю, толщина каждого из концов равна половине толщины ленты. Их внутренняя сторона сдвинута наружу по отношению к внутренней поверхности кольца так, чтобы получился паз для пластинки, толщина которой равна половине толщины ленты. Узел зажимов и отверстий предусмотрен на концах ленты и на пластинке, названные зажимы входят в отверстия, и их свободный конец приклепывается на элементе, противоположном элементу, на котором они находятся. Изобретение повышает надежность устройства. 2 с. и 4 з. пп. ф-лы, 8 ил.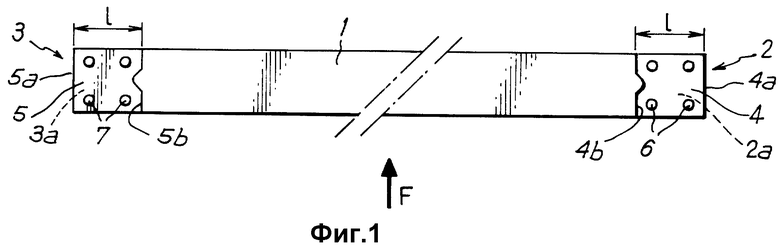
| EP, 0103044, 1984. |

