Настоящее изобретение относится к способу изготовления многослойной сухой штукатурки, плотность сердцевинного слоя которой отлична от плотности внешних слоев, и к устройству для его осуществления.
Изготовление многослойной сухой штукатурки описано в американском патенте 2940505. В этом документе описано нанесение тонких слоев шлама штукатурного гипса на две бумажные подкладки. Сердцевинный слой шлама штукатурного гипса наносят на первую подкладку, покрытую шламом, и на обнаженную поверхность сердцевины наносят вторую подкладку, покрытую шламом.
Как указано, очень хорошая связь между подкладками и штукатурным гипсом образуется даже без использования крахмала или других клеев. Устройство, представленное в описании к американскому патенту 2940505, включает в себя три мешалки для шлама, наносящие гипсовый шлам соответственно на две бумажные подкладки и сердцевину. На практике обуславливает необходимость применения сложных регулировочных систем с целью обеспечить точность скорости нанесения шлама каждой мешалкой.
Капитальные затраты и расходы на проведение процесса при осуществлении такого способа высоки в сравнении с затратами при проведении процесса изготовления сухой штукатурки на обычной линии с единственной мешалкой.
В соответствии с настоящим изобретением предлагается способ изготовления многослойного твердеющего цементирующего материала, при осуществлении которого предусмотрены:
(a) диспергирование цементирующего материала в форме частиц в жидкой среде в условиях относительно высокого сдвигающего усилия с получением первого шлама;
(b) смещение первой части первого шлама с пеноматериалом в условиях относительно низкого сдвигающего усилия с образованием второго, вспененного шлама;
(c) нанесение на подложку в качестве первого слоя одного из компонентов: либо второй части первого шлама, либо второго шлама; и
(d) нанесение в качестве второго слоя другого из компонентов: либо второй части первого шлама, либо второго шлама.
В предпочтительных вариантах первый слой выполнен из первого шлама.
В предпочтительном варианте третий слой их того же самого шлама, что и первый слой наносят на второй слой. На облицовочные листовые материалы предпочтительнее также наносить первый и третий слои.
Пеноматериал предпочтительнее готовить перед смещением с исходной дисперсией. Предпочтительные пеноматериалы готовят введением воздуха в жидкую среду.
Добавки или другие компоненты второго шлама можно вводить на любой стадии, но предпочтительнее на стадии (b), на которой пеноматериал смешивают с первым шламом из материала в форме частиц.
В соответствии с настоящим изобретением предлагается также устройство для изготовления многослойного твердеющего цементирующего материала, которое включает в себя по меньшей мере один вращающийся смесительный элемент, работающий в первой смесительной зоне и приспособленный для создания относительно высокого сдвигающего усилия для приготовления первого шлама из материала в форме частиц, причем в этой первой зоне предусмотрены впускные отверстия для материала в форме частиц и жидкой среды; и по меньшей мере один вращающийся смесительный элемент, работающий во второй смесительной зоне с относительно низким сдвигающим усилием при прямом сообщении с первой смесительной зоной, причем в этой второй смесительной зоне предусмотрено впускное отверстие для пенистого компонента и выпускное отверстие для второго, вспененного шлама из материала в форме частиц и в первой зоне предусмотрено второе выпускное отверстие для этого первого шлама.
В случае использования предварительно приготовленного пеноматериала впускное отверстие во вторую зону служит впускным отверстием для этого предварительно приготовленного пеноматериала. Могут быть дополнительно предусмотрены впускные отверстия для вводимых в шламы добавок или других компонентов, обычно в твердой форме.
Предпочтительный вариант воплощения настоящего изобретения включает в себя первую смесительную камеру, в которой имеется первый смесительный ротор, приспособленный для приведения во вращение с относительно высокой скоростью, и где предусмотрены впускные отверстия для материала в форме частиц и для жидкости (в частности, воды), а также первые и вторые выпускные отверстия для образующегося первого шлама; вторую смесительную камеру, в которой имеется второй смесительный ротор, приспособленный для приведения во вращение с более низкой скоростью, чем у первого смесительного ротора, и где предусмотрены впускные отверстия для первого шлама материала в форме частиц и для пенистого компонента и выпускное отверстие для второго, вспененного шлама, причем первая смесительная камера размещена с учетом возможности подачи первого шлама непосредственно в соответствующее впускное отверстие второй смесительной камеры.
Относительно большое сдвигающее усилие в первой смесительной зоне или камере предпочтительнее создавать с помощью смесительного ротора, который в первой смесительной зоне должен вращаться с окружной скоростью 10-50 м/с. В этом случае, когда во второй смесительной зоне предусмотрен второй смесительный ротор, в предпочтительном варианте окружная скорость его вращения должна находиться в интервале от 0,1 до 10 м/с.
В предпочтительном варианте скорость сдвига в первой зоне должна по меньшей мере в 5 раз превышать скорость сдвига во второй зоне, причем она может превышать ее в 30 раз. В предпочтительном варианте впускные отверстия для материала в форме частиц и жидкости в первой смесительной зоне должны быть на меньшем радиальном расстоянии от оси вращения смесительного ротора, чем впускные отверстия для первого шлама.
Подобным же образом согласно предпочтительному варианту впускные отверстия для первого шлама и пеноматериала во второй смесительной зоне должны находиться в радиальном направлении на меньшем расстоянии от оси вращения смесительного ротора, чем выпускные отверстия для аэрированного шлама. В обоих случаях это означает, что подача производится в относительно низкоэнергетическую зону смесителя, а отвод - из относительно высокоэнергетической зоны.
Предпочтительное устройство в соответствии с настоящим изобретением дополнительно включает в себя опору для шлама: первый участок нанесения шлама, смежный с опорой и сообщающийся с одним из первых выпускных отверстий из первой зоны или камеры и выпускным отверстием второй зоны или камеры, причем на этом первом участке предусмотрены выпускное отверстие для шлама и распределитель для распределения шлама на опоре; и второй участок, смежный с опорой и сообщающийся с другими упомянутыми выпускными отверстиями, причем на этом втором участке предусмотрены выпускное отверстие для шлама и распределитель для распределения шлама на опоре.
В предпочтительном варианте с той же самой зоной или камерой, что и первый участок, должен сообщаться третий участок. В соответствии с предпочтительным вариантом первый и третий участки должны сообщаться с первым выпускным отверстием первой зоны или камеры, вследствие чего внешние слои готовой сухой штукатурки остаются невспененными.
Существо настоящего изобретения далее изложено на примере со ссылкой на прилагаемые рисунки, где:
на фиг. 1 представлено схематическое изображение предпочтительного варианта исполнения устройства в соответствии с настоящим изобретением;
на фиг. 2 показан разрез штукатурки, изготовленной по настоящему изобретению;
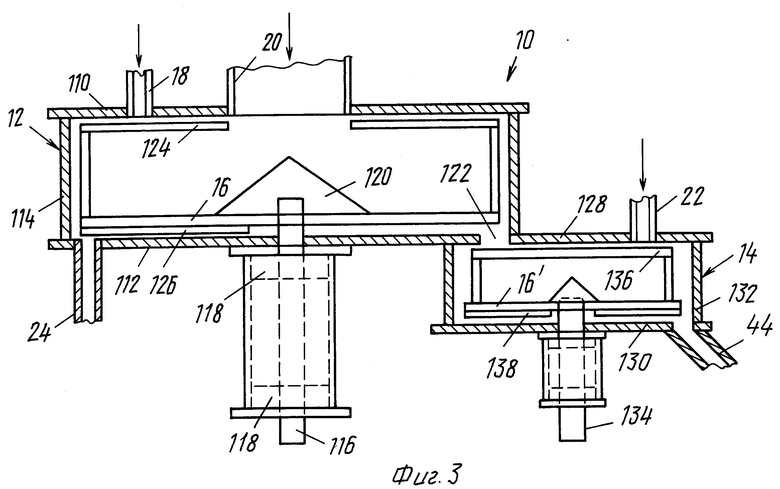
на фиг. 3 в разрезе показано изображение предпочтительного варианта смесителя, выполненного в соответствии с настоящим изобретением.
Устройство, схематически показанное на фиг. 1, включает в себя двухстадийный смеситель 10, в котором предусмотрены первая смесительная камера 12 с большим сдвигающим усилием и вторая смесительная камера 14 с небольшим сдвигающим усилием, в каждой из которых имеется ротор 16, 16' для перемешивания содержимого. Через впускные отверстия 18, 20 в первую камеру 12 непрерывно поступают вода и материал для штукатурки.
Воду и этот материал посредством ротора 16 подвергают обработке в условиях большого сдвигающего усилия. Некоторое количество образующегося шлама проходит непосредственно из первой камеры 12 во вторую камеры 14 с небольшим сдвигающим усилием. В предпочтительном варианте через впускное отверстие 22 во вторую камеру следует вводить предварительно приготовленный пеноматериал. Этот пеноматериал смешивают со шламом в условиях небольшого сдвигающего усилия с получением вспененного шлама.
Шлам из первой камеры 12, который не проходит непосредственно во вторую камеру, удаляется из первой камеры через выпускное отверстие 24 и с помощью насосов 26, 26' закачивается к первому 28 и третьему 30 участкам нанесения шлама. На первом участке шлам наносят и распределяют с помощью воздушных шаберов на бумажной подкладке 32, находящейся на бесконечной ленте 34, обратный ход которой показан на фиг. 1. В другом варианте распределение достигается с помощью валков, а не воздушных шаберов.
При перемещении вверх лента 34 движется в направлении, указанном на фиг. 1 стрелкой. Подобным же образом на третьем участке 30 шлам наносят и распределяют на второй бумажной подкладке 36. Таким образом, на бумажной подкладке образуются слои 38, 40 невспененного шлама. С целью содействия сцеплению шлама с бумажными подкладками в шлам через впускное отверстие 42 непосредственно до насосов 26, 26' можно добавлять крахмал.
Вспененный шлам, который образовался во второй камере 14, удаляется из этой второй камеры через выпускное отверстие 44, которое ведет вспененный шлам ко второму участку нанесения шлама 46, который служит обычным средством для выпуска шлама.
Бесконечная лента 34 переносит первую бумажную подкладку 32 с первым слоем 38 на ней с первого участка 28 на второй участок 46. На втором участке вспененный шлам наносят и распределяют на слое 38 невспененного шлама с образованием слоя вспененного шлама 48. Вторая бумажная подкладка 36, на которой находится слой 40 невспененного шлама, проходит по двум валкам 50, 50', каждый из которых поворачивает бумагу на угол 90o, в результате чего бумажная подкладка переворачивается таким образом, что слой невспененного шлама 40 оказывается по мере своего формирования не ниже бумажной подкладки, а над ней.
При прохождении бумажной подкладки 36 вокруг второго валка 50' слой шлама 40 входит в контакт со слоем вспененного шлама 48 на ленте 34. В соответствии с другим вариантом невспененный шлам осаждают в процессе вертикального перемещения второй бумажной подкладки 36 между обоими валками 50, 50'.
Затем штукатурный гипс отверждают и сушат обычным путем с получением гипсового листа 52, который показан на фиг. 2, включающего в себя легковесную вспененную сердцевину 48' между более плотными невспененными слоями 38', 40', которые с обеих сторон обращены к бумажным подкладкам 32, 36.
При применении способа и устройства настоящего изобретения формирующиеся внешние слои 38', 40' могут быть на 50% или более плотнее обычной сухой штукатурки. Толщина этих слоев обычно составляет по меньшей мере 0,5 мм, предпочтительнее 1 мм, а толщина вспененной сердцевины обычно равна 10 мм.
На фиг. 3 представлен предпочтительный вариант исполнения смесителя 10. Как показано на чертеже, он включает в себя первую смесительную камеру 12, которая образована пластиной верхней стенки 110, пластиной нижней стенки 112 и цилиндрической боковой стенкой 114.
Для чистоты процесса их предпочтительнее выполнять из нержавеющей стали, хотя можно также использовать и другие материалы. На вращающемся валу 116, который опирается на подшипники 118 и проходит через непроницаемое для жидкости уплотнение в нижней стенке 112, смонтирован смесительный ротор 16 дископодобной формы, который предпочтительнее выполнять из нержавеющей стали. Верхняя часть вала и центральная зона ротора закрыты коническим отражателем 120.
В верхней стенке 110, предпочтительнее в центральном или осевом положении, предусмотрено впускное отверстие 20 для штукатурного материала. В верхней стенке предусмотрено также дополнительное впускное отверстие 18 для воды, которое находится приблизительно на полпути между впускным отверстием 20 для штукатурной массы и внешней периферией смесительной камеры 12. В нижней стенке 112, предпочтительнее на ее самом крайнем участке и вблизи боковой стенки 114, имеется первое выпускное отверстие 122 для шлама, образующегося в первой смесительной камере. В диаметрально противоположной части относительно первого выпускного отверстия предусмотрено второе выпускное отверстие.
На верхнюю часть каждого ротора опираются верхние скребки 124, которые установлены радиально и проходят в направлении кромки впускного отверстия 20 для штукатурной массы. Под нижней поверхностью ротора 16 радиально смонтированы нижние скребки 126. Положение этих скребков регулируют для достижения минимального зазора относительно соответствующих стенок.
Поверхность ротора может быть снабжена штифтами или зубцами, размещенными, например, по периферии, но в случае приготовления шламов для гипсовой штукатурки это, как было установлено, оказывается необязательным.
Устройство, которое представлено на прилагаемых фигурах, включает в себя вторую смесительную камеру 14, у которой аналогичным образом предусмотрены верхняя 128 и нижняя 130 стенки и цилиндрическая боковая стенка 132. Верхнюю стенку 128 может образовывать та же самая пластина, что образует нижнюю стенку 112 первой смесительной камеры 10.
На валу 134 аналогично ротору первой смесительной камеры 12 смонтирован второй смесительный ротор 16', который подобно первому ротору может быть снабжен верхними и нижними скребками 136, 138. По всей верхней части этой камеры обычно может проходить верхний скребок 136, поскольку отсутствует какое-либо центральное отверстие для впуска материала в форме частиц в эту вторую камеру. Как и в первой камере, ротор удален на такое же расстояние от боковой стенки 132, а скребки удалены на такое же расстояние соответственно от верхней стенки 128 и нижней стенки 130.
Первое выпускное отверстие 122 из первой камеры переходит во впускное отверстие второй камеры для невспененного шлама, причем верхняя стенка 128 снабжена также впускным отверстием 22 для предварительно приготовленного водного пеноматериала. Во внешней зоне нижней стенки 130, в непосредственной близости от боковой стенки 132 имеется выпускное отверстие 44 для вспененного шлама.
В ходе проведения процесса через впускное отверстие 20 непрерывно подают штукатурный гипс или штукатурную массу, а через впускное отверстие 18 - воду. Эти компоненты встречаются на верхней поверхности роторного элемента 16, где они смешиваются, а затем масса проходит между ротором и боковой стенкой 114.
Некоторая часть образующегося шлама проходит через первое выпускное отверстие 122 во вторую камеру 14, попадая на верхнюю поверхность ротора 16', где шлам встречается с предварительно приготовленным пеноматериалом, поступающим через впускное отверстие 22. Шлам и пеноматериал смешивают между собой в условиях уменьшенного сдвигающего усилия в сравнении со сдвигающими условиями, которые превалируют в первой смесительной камере 12, благодаря чему равномерное распределение введенного воздуха достигается с его минимальным отделением и образованием крупных полостей.
Доля невспененного шлама, который покидает первую смесительную камеру 12 через первое выпускное отверстие 24 и попадает непосредственно на участок нанесения шлама без его вспенивания, зависит от относительной толщины вспененных и невспененных слоев в готовой сухой штукатурке и от степени вспенивания, которой должен характеризоваться вспененный шлам. Как правило приблизительно 25 об.% содержимого первой смесительной камеры 12 выходит из нее через первое выпускное отверстие 24 и не подвергается вспениванию.
В том случае, когда, что является обычным, используют добавки и другие компоненты, например легковесный заполнитель, армирующее волокно, ускоритель твердения и крахмал, их можно вводить через специально предусмотренные впускные отверстия на любой стадии. Когда добавка необходима как для вспененного, так и для невспененного шлама, ее предпочтительнее вводить в первую камеру 12. Если она необходима только для невспененного шлама, ее можно вводить в этот невспененный шлам после его выхода из первой камеры, а если же она требуется только для вспененного шлама, ее можно вводить во второй камере 14.
Совершенно неожиданно было установлено, что выгоднее иметь вторую смесительную камеру 14 меньшей емкости, чем первая смесительная камера 12, несмотря на возросший объем (благодаря добавлению пеноматериала) содержимого этой второй камеры в сравнении с объемом содержимого первой камеры. Это обуславливает, таким образом, необходимость поддержания очень кратковременной продолжительности пребывания материала на второй стадии, вследствие чего общая продолжительность пребывания материала во всем смесителе оказывается сопоставимой с продолжительностью его пребывания в ранее известном одностадийном смесителе.
Та часть невспененного шлама, образующегося в первой камере 12, которая не проходит во вторую камеру 14, отводится через второе выпускное отверстие 24 и направляется к насосам 26, 26' (см. фиг. 1) и, таким образом, следует к первому 28 и третьему 30 участкам осаждения.
Вспененный шлам, который образуется во второй камере 14, отводится из этой камеры через имеющееся в ней выпускное отверстие 44 и направляется на второй участок осаждения 46. Как указано выше, первый слой 38 невспененного шлама наносят и распределяют на первой бумажной подкладке 32, которая находится не бесконечной ленте 34, на первом участке 28, а второй слой из вспененного шлама наносят и распределяют на первом слое 38 на втором участке 46.
Невспененный шлам распределяют также на третьем участке 30 на второй бумажной подкладке 36, формуя третий слой 40. Затем эту вторую бумажную подкладку 36 переворачивают и третий слой 40 накладывают на второй слой 48, получая трехслойный материал, который показан на фиг. 2.

Изобретение относится к области строительства. Способ изготовления многослойной сухой штукатурки включает диспергирование материала в жидкой среде с приготовлением первого шлама, смешение первой части первого шлама с пеноматериалом с приготовлением второго вспененного шлама, нанесение на подложку в качестве первого слоя из компонентов, либо второй части первого шлама, либо второго шлама и нанесение в качестве второго слоя другого из компонентов, либо второй части первого шлама, либо второго шлама. Устройство для приготовления многослойного твердеющего цементирующего материала содержит по крайней мере один роторный элемент, работающий в первой смесительной зоне, и по меньшей мере один роторный элемент, работающий во второй смесительной зоне. Первая зона сообщается со второй смесительной зоной. Во второй смесительной зоне предусмотрены впускное отверстие для пеноматериала и выпускное отверстие для второго вспененного шлама. В первой смесительной зоне имеется второе выпускное отверстие для первого шлама. Гипсовая сухая штукатурка содержит внутреннюю сердцевину из вспененной гипсовой штукатурки и внешние слои из невспененной гипсовой штукатурки. Толщина внешних слоев гипсовой сухой штукатурки составляет по меньшей мере 0,5 мм. Изобретение позволит снизить затраты и расходы на проведение процесса при осуществлении способа изготовления многослойной сухой штукатурки. 3 н. и 20 з.п.ф-лы, 3 ил.
| US 2940505 A, 12.10.53 | |||
| Смеситель | 1987 |
|
SU1412977A1 |
| Бетоносмеситель | 1989 |
|
SU1761509A1 |
| ОСКОЛОЧНЫЙ БОЕПРИПАС | 2012 |
|
RU2486441C1 |
| Способ извлечения золота и серебра из цианистых растворов | 1961 |
|
SU144028A1 |
