Изобретение относится к изготовлению пневматической шины, включающей по крайней мере, одну каркасную арматуру, состоящую из нитей или кордов, и, в более частном случае, способ изготовления тороидальной заготовки шины.
Способ, применяемый наиболее часто для изготовления покрышки шины для колеса транспортного средства, состоит, в первую очередь, в том, чтобы наложить один за другим вокруг цилиндрического сборочного барабана различные слои прорезиненных смесей и различные слои нитей или кордов, которые составляют каркасную арматуру невулканизированной тороидальной заготовки шины и самой шины, причем слои каркаса в большинстве случаев закреплены на каждом осевом конце барабана с кольцевым металлическим усилением или бортовым проволочным кольцом.
В случае пневматической шины с каркасной арматурой, образованной перекрывающимися, диагональными нитями или кордами слоев, второй этап состоит в том, чтобы на центральную зону каркаса невулканизированной цилиндрической заготовки накладывать возможные слои усилительной арматуры беговой дорожки, или слои арматуры верха, образованные, по существу, нитями или кордами, перекрещивающимися с одного слоя на следующий. После укладки арматуры и укладки беговой дорожки на эту арматуру, последний этап изготовления тороидальной заготовки состоит в том, чтобы ему придать перед вулканизацией форму тора, наиболее близкую к форме законченной шины. Эта операция называется конформированием, достижением соответствия цилиндрической заготовки и выполняется или на барабане конформирования, или в вулканизационной форме.
В случае с пневматической шиной с радиальной каркасной арматурой второй этап состоит в том, чтобы преобразовать путем конформирования невулканизованную цилиндрическую заготовку каркаса в невулканизированную тороидальную заготовку, а затем последний этап состоит в том, чтобы уложить на центральную часть тороидальной заготовки арматуру верха, слои каучукоподобных смесей, которые необходимы, и, в частности, беговую дорожку.
Для сборки каркасной арматуры можно использовать спиральную навивку проволоки или корда на кольцевом сердечнике, сгибаемом и/или съемном, за которым идет разрезание тора, таким образом образованного, и удаление из тороидальной заготовки арматуры сердечника сборки. Такой метод изготовления описан в патенте US 1316104.
Патент US 3975490 описывает метод изготовления пневматической шины из двух или трех частей. Если пневматическая шина состоит из трех частей, то две части, предварительно отлитые и усиленные, включают закраины, боковины и армированные ленты, опору протектора, причем третья часть является самим протектором. Возможна сборка двух упрочненных частей путем намотки вокруг торического сердечника с круглым сечением плетеных прорезиненных лент и разделения заготовки на две части посредством разрезания. Возникают значительные трудности при выполнении элементов жесткости, в частности, армированных лент путем навивки, при выполнении разрезания собранной таким образом заготовки и для точного получения армированных лент, которые после подвулканизации смогут взаимно проникать, при избежании перемещений и деформаций во время транспортных операций с боковыми частями пневматической шины.
В патенте FR 1214908 арматура получена путем намотки на съемный дорн слоя резиновой смеси, а затем слоя стальных кордов, причем ширина, измеряемая между размещениями металлических бортов, является примерно равной двухразовой ширине каждой части слоя, необходимого, чтобы быть повернутыми вокруг крыла борта крепления будущей каркасной арматуры.
Немецкая заявка 1934018 описывает практически тот же способ, состоящий в том, чтобы спирально наматывать на форму непрерывную проволоку или корд, причем эта намотка прерывается по окружности на поверхности радиально внутренней формы, чтобы иметь возможность поворачивать вокруг бортов часть намотки и, таким образом, выполнить каркасную арматуру с поворачиваниями.
Известен способ изготовления пневматической шины, при котором изготавливают тороидальную заготовку армированного каркаса путем спиральной намотки нити или корда с образованием по меньшей мере одного слоя на кольцеобразном сборочном сердечнике, предварительно покрытым, по меньшей мере, слоем резиновой смеси, устанавливают борта шины, затем разрезают по окружности с внутренней стороны тороидальную заготовку каркаса, концы разрезанного каркаса отгибают наружу вокруг бортов шины, образуют по обе стороны от разреза две половины тороидальной заготовки каркаса и затем осуществляют окончательные операции по изготовлению шины (SU, 593931, кл. B 29 D 30/10, 1978 г.).
В способах, описанных выше, используют формы, сердечники или дорны, которые могут быть жесткими или нет, но во всех случаях - деформируемыми, потому что они или сгибаемые, или съемные, и это - для того, чтобы иметь возможность убираться из тороидальных заготовок арматуры. Кроме того, что эти формы или сердечники трудны и дороги в производстве, они также вызывают трудности при проименении, так как требуют определенного перемещения, транспортировки, следствием которой являются неудачные перемещения и деформации зон боковин и закраин, зон - по определению наиболее хрупких - невулканизированной заготовки пневматической шины.
В любом случае эти формы или сердечники не обеспечивают полную равномерность поверхности укладки, а следовательно, формы уложенных продуктов. В самом деле, монтажные детали формы собираются все точным образом в зависимости от срока применения формы. Использование таких форм приводит затем к дефектам однородности на вулканизированной пневматической шине, которые также неудобны, как и плохое расположение материалов.
Кроме того, несмотря на тщательность выполнения описанных операций, несмотря на многочисленные проверки, осуществляемые на исходных продуктах, на полуфабрикатах, на законченной тороидальной заготовке, несмотря на многочисленный контроль на машинах для изготовления и на вулканизированных пневматических шинах, уже законченных, выявляются некоторые отклонения в том, что касается расположения продуктов, затрагивающих, в частности, нижнюю зону, отклонений, не находящих удовлетворительных объяснений. Кроме того, как известно, такие способы требуют перед их сборкой раздельного изготовления слоев нитей или кордов с помощью крупногабаритных машин и с большим числом операций, а следовательно, являются дорогостоящими.
Техническим результатом изобретения является улучшение качества законченной пневматической шины и уменьшение затрат на изготовление пневматической шины. Настоящий способ изготовления пневматической шины основан на принципе, согласно которому зоны боковины и зоны закраин заготовки должны собираться и обрабатываться в одной и той же геометрической конфигурации, как и конфигурации, в которой они будут находиться в вулканизационной форме.
Настоящий способ позволяет также избежать любого искривления между заготовкой арматуры каркаса, такой, какой она является на сердечнике, и такой, какой она будет в вулканизированной форме.
Это достигается за счет того, что в способе изготовления пневматической шины, при котором изготавливаются тороидальную заготовку армированного каркаса путем спиральной намотки нити или на кольцеобразном сборочном сердечнике, предварительно покрытым по меньшей мере слоем резиновой смеси, устанавливают борта шины, затем разрезают по окружности с внутренней стороны тороидальную заготовку каркаса, концы разрезанного каркаса отгибают наружу вокруг бортов шины, образуют по обе стороны от разреза две половины тороидальной заготовки каркаса и затем осуществляют окончательные операции по изготовлению шины, сборочный сердечник выполняют недеформируемым, моноблочным, несъемным, профиль меридионального сечения которого, по меньшей мере, в боковых его частях между точками касания с крыльями бортов и с верхней частью каркаса соответствует меридиональному профилю внутренней поверхности армированного каркаса по вулканизационной форме, причем обе половины тороидальной заготовки каркаса разделяют на сборочном сердечнике по оси друг от друга с зазором с помощью средств захвата, опоры и перемещения с внутренними стенками, имеющими, по меньшей мере, в боковых частях шины меридиональный профиль, соответствующий меридиональному профилю внешнего слоя армированного каркаса с нанесенными на него слоями и профилями из резиновой смеси, образующими тороидальную заготовку шины, удаляют сердечник и в дальнейшем сближают обе половины заготовки шины по оси и объединяют их.
Обе половины заготовки могут быть объединены с помощью осевого перекрытия по ширине верхних краев армированного каркаса.
Обе половины заготовки могут быть объединены, по меньшей мере, посредством одного дополнительного слоя, образованного проволокой или кордом с углом наклона армировки 90o ≥ α ≤ 60o и уложенного на и между верхними краями армированного каркаса.
Средство захвата, опоры и перемещения может быть выполнено в виде кольцеобразных металлических ободов, коаксиально расположенных, причем четыре боковых обода будут использованы для захвата и опоры боковин шины, расположенной на сборочном сердечнике, причем последние два боковых обода из этих четырех соединяют снаружи с двумя верхними ободами, которые используют для захвата и опоры верха шины.
Ободы могут иметь полости отсоса с краями из каучука, имеющими клапаны.
Первые два боковых обода из четырех могут быть выполнены и основаниями, имеющими пазы для приема крыльев бортов шины с магнитами для их удержания.
Средства захвата, опоры и перемещения могут быть установлены на тороидальной заготовке перед разрезом ее по окружности.
Установку крыльев бортов шины и намотку нитей или корда вокруг сборочного сердечника можно осуществлять с применением средств захвата, опоры и перемещения.
После того как обе половины тороидальной заготовки армированного каркаса будут разделены по оси друг от друга, может быть осуществлено наложение усилительных слоев или профилей из резиновой смеси на внутреннюю поверхность армированного каркаса и внутренний непроницаемый слой.
Концы разрезанного каркаса можно отгибать наружу вокруг крыльев бортов шины после того, как обе половины заготовки армированного каркаса будут отделены друг от друга и концы каркаса будут удерживаться под основаниями первых дух боковых ободов из четырех посредством полостей отсоса для укладки усилительных слоев и профилей из резиновой смеси внутри сгибов каркаса и оформление бортов.
Окончательные операции по изготовлению шины могут включать укладку на верхнюю часть заготовки армированного каркаса предварительно изготовленного комплекта, состоящего из арматуры верха шины и протектора, удаление двух верхних ободов и вторых дух боковых ободов, воздействие давлением на заготовку, установку под отогнутые края каркаса и профилей из резиновой смеси надувных усилительных элементов поддерживающих цилиндрических барабанов, осевое раздвигание первых двух боковых ободов из четырех, отделку закраин пневматической шины путем укладки профилей из резиновой смеси между отогнутыми краями и каркасом и заворот отогнутых краев, отделку боковин пневматической шины путем укладки слоев и профилей из резиновых смесей на боковины пневматической шины с внешней стороны каркаса и усилительного слоя боковин.
Что касается сгибания частей каркасной арматуры, предназначенных образовывать развороты указанной арматуры, предпочтительно это выполнять после осевого отделения двух половин заготовки и удаления сердечника. Сгибать вокруг крыльев бортов соединения указанные части арматуры означает, что эти части, первоначально расположенные внутри бортов крепления, путем вращения на 180o вокруг указанных бортов располагаются по оси снаружи, оставаясь параллельными оси вращения сердечника.
Что касается соединения двух половин заготовки, оно может быть произведено внесением, по крайней мере, одного дополнительного усилительного слоя, покрывающего оба края каркасной арматуры, или путем простого соединения в стык двух концов, или путем перекрывания - один на другом двух верхних краев каркасной араматуры, или еще путем перекрывания посредством, по крайней мере, одного слоя стыкового соединения, или перекрывания двух краев.
За сгибанием частей каркасной арматуры, предназначенных образовывать развороты указанной арматуры, следует поддержание в горизонтальном положении этих разворотов, причем это поддерживание обеспечивается преимущественно или отсосом посредством отсасывающих полостей, расположенных под внутренними сторонами боковых ободьев, или отсутствием указанных ободьев путем присутствия цилиндрических барабанов, причем осевое расстояние между их аксиально внутренними сторонами может быть различным.
Преимуществом является то, что, согласно изобретению, укладка верхней арматуры и протектора производится с помощью предварительно изготовленного комплекса, образованного двумя элементами. Кроме того, укладка такого комплекса на верх заготовки каркасной арматуры предпочтительно производится тогда, когда боковины каркасной арматуры по-прежнему поддерживаются ободьями, называемыми боковинами, причем эта поддержка обеспечивает полную стабильность каркасной арматуры и бортов крепления в течение способа изготовления.
То же самое относится к укладке слоев и профилей из прорезиненных смесей, предназначенных для образования внутренности пневматической шины, т.е. слоев и/или профилей, расположенных аксиально и радиально, внутри каландрированной каркасной арматуры, причем эта укладка производится предпочтительно, когда боковые ободья поддерживаются на месте на каркасной арматуре.
Изобретение поясняется чертежами, прилагаемыми к описанию, которое приведено далее и которое проиллюстрировано примерами, не ограничивающими область применения изобретения, где
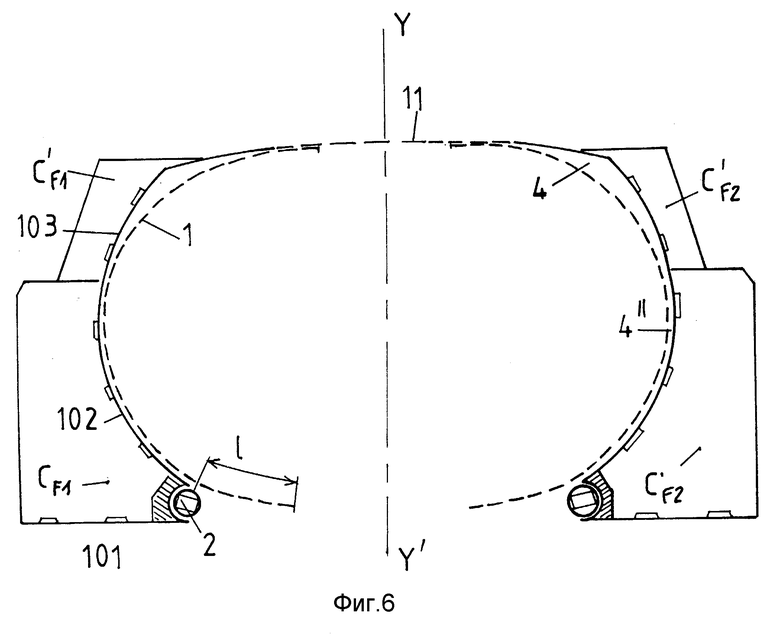
- фиг. 1 представляет первый вариант заготовки каркасной арматуры, такой, какую видно в меридианном сечении в вулканизационной форме;
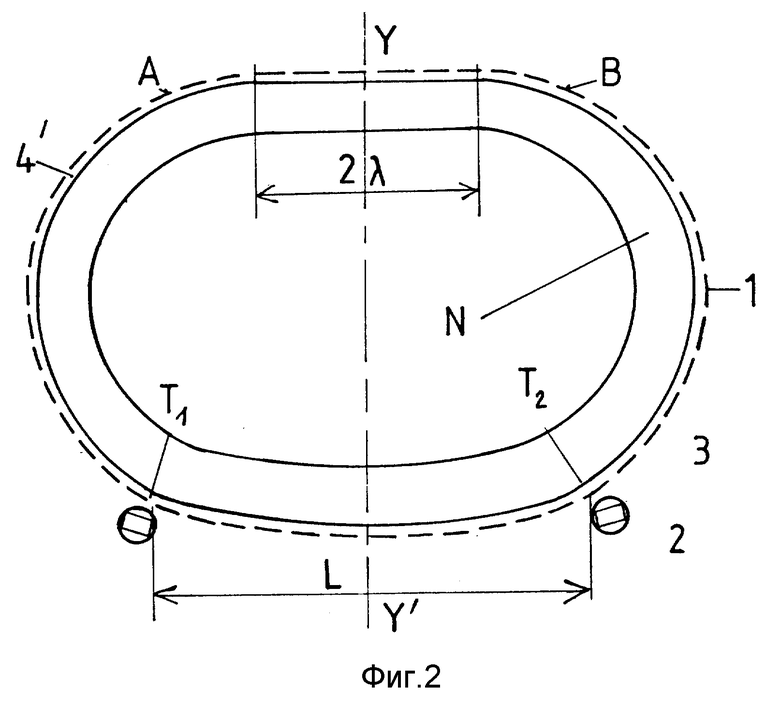
- фиг. 2 представляет заготовку каркасной арматуры фиг. 1, показанную в меридианном сечении на сердечнике сборки;
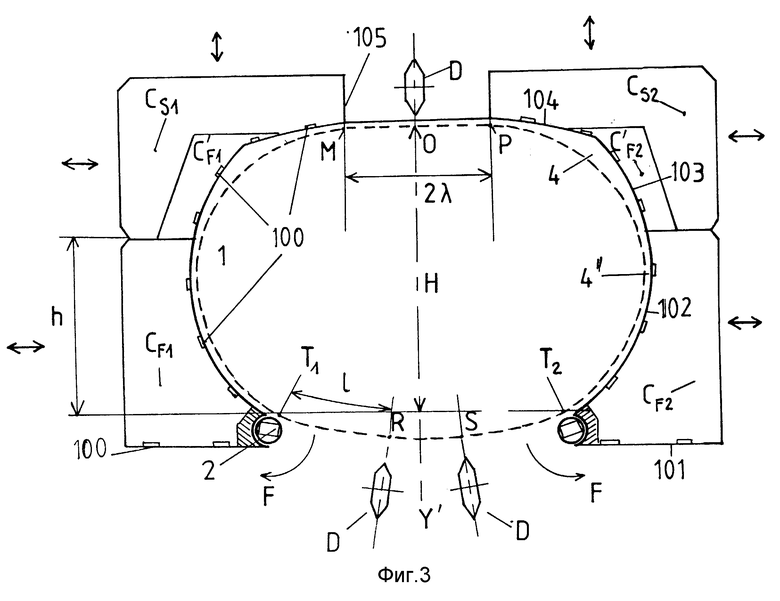
- фиг. 3 представляет заготовку каркасной арматуры фиг. 2, на которой расположены средства захвата, перемещения и опоры;
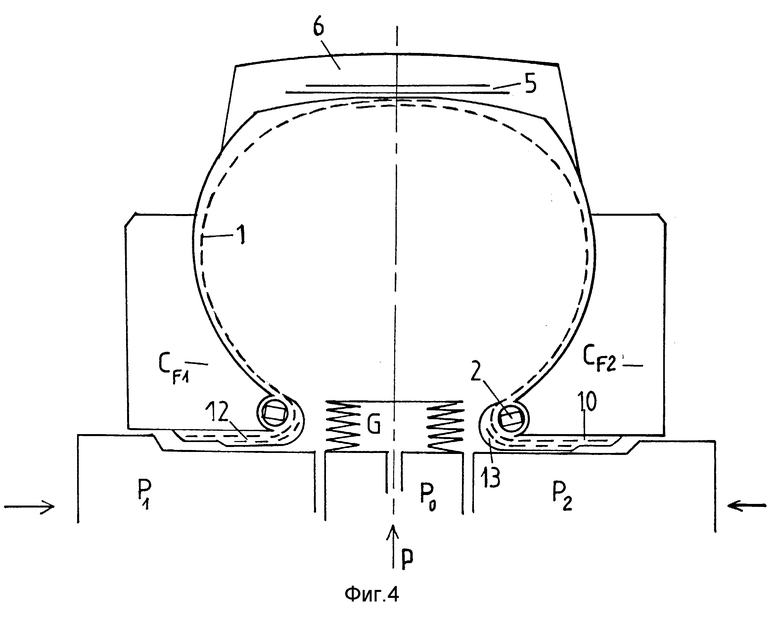
- фиг. 4 представляет заготовку каркасной арматуры после сгибания верхних частей указанной арматуры и укладки комплекса арматуры верха - протектора;
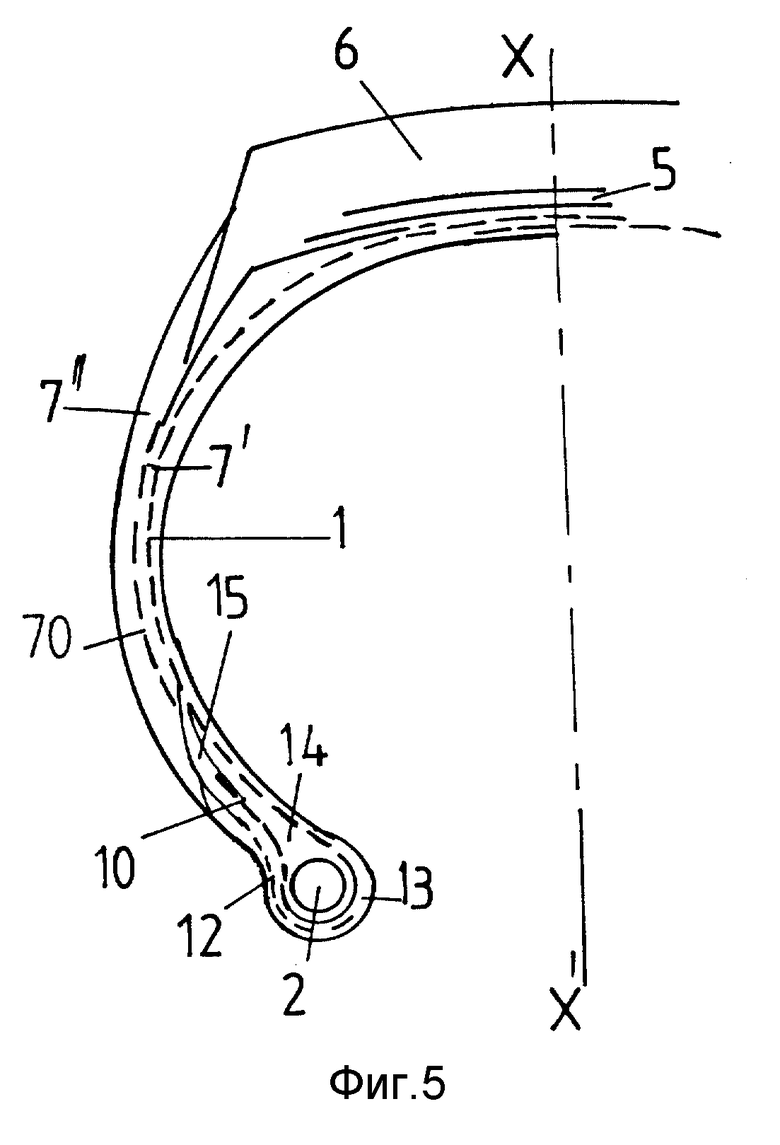
- фиг. 5 представляет заготовку пневматической шины, уже законченной перед укладкой в вулканизационную форму;
- фиг. 6 представляет второй вариант заготовки каркасной арматуры, на которой установлены средства захвата, перемещения и опоры боковины.
На фиг. 1 показано меридианное сечение каркасной арматуры 1 изготавливаемой пневматической шины, причем это меридианное сечение показано в вулканизационной форме пневматической шины. Каркасная арматуры 1 образована двумя частями, которые перекрываются на уровне экваториальной плоскости XX' пневматической шины по ширине перекрывания.
Меридианный профиль арматуры 1 может быть разложен на три основные части: средняя часть AB с небольшой поперечной кривизной и где меридианные профили соответственно каркасной арматуры 1 и арматуры верха /не показана/ - параллельны между собой, причем точки A и B являются точками касания меридианного профиля каркасной арматуры с меридианным профилем арматуры верха. Точки A и B в точках касания T1 и T2 арматуры 1 с комплектами, образованными бортами 2 крепления указанной арматуры 1 и слоями 3 смеси вулканизата, расположенными вокруг бортов 2 таким образом, что эти меридианные сечения комплектов практически являются круглыми, причем арматура каркаса имеет меридианный профиль, который ей присущ и у которого поперечная кривизна отчетливо более значительная, соответствует боковинами пневматической шины.
Эта каркасная арматура 1 повернута на каждой закраине вокруг комплекта крыло борта 2 - покрытие 3 для формирования разворотов 10. Крылья бортов 2 в вулканизационной форме разделены осевым расстоянием, называемом "между крыльями бортов" ET и криволинейной длиной между точкой T1 и концом разворота 10 - 1.
Фиг. 2 показывает сердечник N, необходимый для образования тороидальной заготовки каркасной арматуры 1 - такой, какая описана выше. Этот сердечник N является закрытым, полым, металлическим тором, толщина стенки тора является такой, что он практически недеформируем. Внешний меридианный профиль сердечника N, который преимущественно покрыт слоем ткани - антиклейкой, является, учитывая толщину ткани и толщину слоя смеси из резины 4', перекрывающим внутренние корды каркасной арматуры 1 и уложенным на указанном сердечнике, параллельном меридианному профилю указанной арматуры, такой, какая показана на фиг. 1 стороны - радиально верхней сердечника N в точках касания T1, T2 крыльев бортов с арматурой, причем обе точки T1 и T2 затем отделяются по оси на количество L, равное ET + 2 λ. Заготовка каркасной арматуры 1 получена путем навивки нити или корда вокруг перекрытого сердечника N, причем сердечник покоится на роликах опоры и вращения, тогда как распределительное устройство нити или корда обеспечивает прохождение корда и его навивку вокруг сердечника, поворачивающегося с определенной скоростью. Такой способ навивки и устройство для его применения известны, и можно сослаться, например, на французский патент 2052885.
Как показано на фиг. 3, тороидальная заготовка каркасной арматуры 1 покрыта слоем смеси резины 4'', предназначенной для покрывания снаружи кордов указанной арматуры 1, профилей прорезиненной смеси 4, обычно расположенных между каркасной арматурой 1 и верхней арматурой, так же как различные слои резиновой смеси упрочнения.
Тороидальная заготовка, покрытая таким образом, зажимается у сердечника N, в ее боковых частях и ее верхней части, за исключением ширины 2 λ вокруг экваториальной плоскости YY' (фиг. 2) посредством двух металлических первичных круглых ободьев боковины CF1 и CF2, причем указанные ободья объединены радиально с двумя круглыми ободьями боковины - вторичными  и
и  причем эти вторичные ободья сами объединены с круглыми ободьями CS1 и CS2 верха, также металлическими.
причем эти вторичные ободья сами объединены с круглыми ободьями CS1 и CS2 верха, также металлическими.
Линия соединения соответственно ободьев CF1 и  и CF2 и
и CF2 и  расположена почти радиально с расстоянием h от искусственной линии, объединяющей аксиально точки касания T1, T2, причем h практически равно 0,75 H и H является высотой тороидальной заготовки каркаса 1, измеряемой от той же самой искусственной линии T1, T2. Верхняя линия соединения соответственно ободьев
расположена почти радиально с расстоянием h от искусственной линии, объединяющей аксиально точки касания T1, T2, причем h практически равно 0,75 H и H является высотой тороидальной заготовки каркаса 1, измеряемой от той же самой искусственной линии T1, T2. Верхняя линия соединения соответственно ободьев  и CS1 и
и CS1 и  и CS2 является практически параллельной оси сердечника сборки N и расположена на расстоянии по радиусу указанной оси, практически равном радиальному расстоянию, разделяющему точки A и B каркасной арматуры 1 пневматической шины в форме от оси вращения указанной формы.
и CS2 является практически параллельной оси сердечника сборки N и расположена на расстоянии по радиусу указанной оси, практически равном радиальному расстоянию, разделяющему точки A и B каркасной арматуры 1 пневматической шины в форме от оси вращения указанной формы.
Эти ободья боковины CF1, CF2,  и
и  и эти ободья верха CS1, CS2 имеют аксиально внутренние стороны, у которых меридианные профили соответствуют точно меридианному профилю заготовки каркасной арматуры 1, перекрытой различными слоями резиновых смесей. Ободья боковины CS1и CS2 снабжены на своих концах - аксиально и радиально внутренних - круглыми полостями, предназначенными для приема комплектов: крылья бортов 2 - резиновые покрытия 3, причем эти комплекты находятся в контакте с каркасной арматурой 1, уложенной на сердечник во время осевого перемещения ободьев CF1 и CF2 к сердечнику N.
и эти ободья верха CS1, CS2 имеют аксиально внутренние стороны, у которых меридианные профили соответствуют точно меридианному профилю заготовки каркасной арматуры 1, перекрытой различными слоями резиновых смесей. Ободья боковины CS1и CS2 снабжены на своих концах - аксиально и радиально внутренних - круглыми полостями, предназначенными для приема комплектов: крылья бортов 2 - резиновые покрытия 3, причем эти комплекты находятся в контакте с каркасной арматурой 1, уложенной на сердечник во время осевого перемещения ободьев CF1 и CF2 к сердечнику N.
Арматура каркаса 1 и - в невулканизированном состоянии в описанном примере, а комплекты крыльев бортов твердо поддерживаются на месте - в этом время каркасная арматура 1 разрезается с помощью вращающихся ножей D, с одной стороны на радиально верхней стороне на уровне экваториальной плоскости YY' сердечника, а, с другой стороны, на радиально нижней стороне сердечника в двух точках R и S, так что расстояния T1R и T2S являются равными криволинейной длине 1, измеренной на вулканизированной пневматической шине, причем часть R удаляется из сердечника.
Следующий этап способа, согласно изобретению, состоит затем в том, чтобы отделить по оси комплекты ободьев CF1,  CS1 и CF2,
CS1 и CF2,  CS2, причем стороны - аксиально и радиально внутренние 101, 102 103, 104 указанных ободьев снабжены воздушными клапанами отсоса 100, обеспечивающими путем всасывания удерживание и транспортировку заготовки каркасной арматуры 1, так чтобы не происходило изменения меридианного профиля указанной заготовки. Воздушные клапаны 100, как известно, соединены с воздушным насосом, который может создавать депрессию в казанных воздушных насосах.
CS2, причем стороны - аксиально и радиально внутренние 101, 102 103, 104 указанных ободьев снабжены воздушными клапанами отсоса 100, обеспечивающими путем всасывания удерживание и транспортировку заготовки каркасной арматуры 1, так чтобы не происходило изменения меридианного профиля указанной заготовки. Воздушные клапаны 100, как известно, соединены с воздушным насосом, который может создавать депрессию в казанных воздушных насосах.
Как указано стрелками F на фиг. 3 части T1R и T2S затем поворачиваются вокруг комплектов: крылья бортов 2 - покрытия 3, чтобы прижаться к радиально внутренним сторонам 101 ободьев боковины CF1 и CF2, причем развороты 10 также удерживаются путем отсоса.
Когда осевое отделение (смещение) ободьев боковин и верха дает возможность удалить сердечник сборки N, тогда возможна внутренняя отделка пневматической шины, а также закраин. И это потому, что уложены различные слои резиновой смеси, образующие обычно нижние слои пневматической шины, такие как усилительные слои или слой или слой из смеси, непроницаемой для воздуха в пневматической шине без камеры.
Кроме того, уложены небольшие усилительные слои, называемые элементами жесткости или продольные выступы 12 проволок или кордов, обычно расположенных снаружи разворотов каркасной арматуры в законченных пневматических шинах, а также во всех резиновых слоях 13, необходимых для образования закраин и расположенных снаружи разворотов каркасной арматуры 1. Все эти резиновые слоя уложены преимущественно, согласно технологии, описанной в патенте FR 603841 того же заявителя.
Как можно увидеть, части MO и OP заготовки каркасной арматуры после разреза по 0 не поддерживаются ободьями верха. Эти две части, каждая шириной λ, образуют во время осевого сближения ободьев перекрытие каркасной арматуры - такое, как показано на фиг. 1.
Когда перекрытие сделано, тогда заготовка каркасной арматуры 1 подвергается давлению p посредством мембраны накачивания G, установленной на барабане P0. Эта мембрана G усилена наверху таким образом, чтобы обладать жесткостью, благоприятной при укладке предварительно изготовленного комплекта и составленной из арматуры верха 5 и протектора 6 после осевого и радиального отклонения двух ободьев CS1 и CS2 и боковых ободьев  и
и  (фиг. 4). Одновременно со смещением CS1 и CS2 два надувных барабана P1 и P2 подводятся аксиально с обеих сторон барабана P0, причем барабаны P1 и P2 должны удерживать в позиции комплекты, образованные крыльями бортов 2, их покрытиями 3, развороты 10, упрочнения 12 и все окружающие смеси, причем поддерживание, которое будет необходимо для наружной отделки боковин и закраин пневматической шины после осевого отдаления ободьев боковин CF1 и CF2. Эта отделка состоит затем в том, чтобы уложить слои и профили резиновых смесей 14, 15, размещенных в вулканизированной и законченной пневматической шине между каркасной арматурой 1 и разворотом 10, так же, как и слои и профили смесей 7' и возможный слой 5 упрочнения 70, размещенные на боковине каркасной арматуры, причем отделка заканчивается укладкой профилей внешних слоев боковин 7''.
(фиг. 4). Одновременно со смещением CS1 и CS2 два надувных барабана P1 и P2 подводятся аксиально с обеих сторон барабана P0, причем барабаны P1 и P2 должны удерживать в позиции комплекты, образованные крыльями бортов 2, их покрытиями 3, развороты 10, упрочнения 12 и все окружающие смеси, причем поддерживание, которое будет необходимо для наружной отделки боковин и закраин пневматической шины после осевого отдаления ободьев боковин CF1 и CF2. Эта отделка состоит затем в том, чтобы уложить слои и профили резиновых смесей 14, 15, размещенных в вулканизированной и законченной пневматической шине между каркасной арматурой 1 и разворотом 10, так же, как и слои и профили смесей 7' и возможный слой 5 упрочнения 70, размещенные на боковине каркасной арматуры, причем отделка заканчивается укладкой профилей внешних слоев боковин 7''.
Таким образом, заготовка пневматической шины готова к вулканизации (фиг. 5).
Пример, описанный выше, соответствует, в основном, способу, предназначенному для получения пневматической шины, обе половины каркасной арматуры которой перекрыты в верхней части. Можно иногда представить размеры сердечника как предписанные длиной разворота 1 каркасной арматуры вокруг бортов 21, а сердечник сборки N будет таким, чему соответствует осевое расстояние L между поставленными бортами в зависимости от кривизны внутренней стороны сердечника с суммой длин 1 разворота. Тогда возможно, что пневматическую шину в вулканизационной форме, имеющей осевое расстояние между бортами ET выше L, получат после единственного разреза на радиально внутренней стороне сердечника и единственного разреза на радиально внешней стороне сердечника, интервал, где каркасная арматура отсутствует. Как показано на фиг. 6, способ состоит тогда после осевого отодвигания обеих половин заготовки и удаления обеих форм верха CS1 и CS2 в укладке усилительного добавочного слоя 11 на и между обоими верхними краями каркасной арматуры 1.
Этот дополнительный слой 11 может быть образован из радиальных нитей или кордов, т.е. образовывать с направлением по окружности угол 90o, или нитями или кордами, ориентированными относительно указанного направления на угол между 60o и 90o.
После укладки этого слоя возможно, как в первом описанном примере, дополнить заготовку путем укладки арматуры верха и протектора или предварительно изготовленного комплекта из двух элементов после осевого отдаления вторичных ободьев боковин  и
и  ы
ы
В способе изготовления пневматической шины изготавливают тороидальную заготовку армированного каркаса путем спиральной намотки нити или корда с образованием по меньшей мере одного слоя на кольцеобразном сборочном сердечнике, предварительно покрытом по меньшей мере слоем резиновой смеси. Устанавливают борта шины, затем разрезают по окружности с внутренней стороны тороидальную заготовку каркаса. Концы разрезанного каркаса отгибают наружу вокруг бортов шины. Образуют по обе стороны от разреза две половины тороидальной заготовки каркаса. Затем осуществляют окончательные операции по изготовлению шины. Сборочный сердечник выполняют недеформируемым, моноблочным, несъемным, профиль меридионального сечения которого, по меньшей мере, в боковых его частях между точками касания с крыльями бортов и с верхней частью каркаса соответствует меридиональному профилю внутренней поверхности армированного каркаса по вулканизационной форме. Обе половины тороидальной заготовки каркаса разделяют на сборочном сердечнике по оси друг от друга с зазором с помощью средств захвата, опоры и перемещения с внутренними стенками, имеющими по меньшей мере в боковых частях шины меридиональный профиль, соответствующий меридиональному профилю внешнего слоя армированного каркаса с нанесенными на него слоями и профилями из резиновой смеси, образующими тороидальную заготовку шины. Удаляют сердечник и в дальнейшем сближают обе половины заготовки шины по оси и объединяют их. Способ позволяет повысить качество изготавливаемой пневматической шины за счет обеспечения сборки шины на сборочном сердечнике, имеющем форму шины в вулканизационной форме. Способ обеспечивает сокращение числа операций сборки и уменьшает затраты на изготовление пневматической шины. 10 з.п. ф-лы, 6 ил.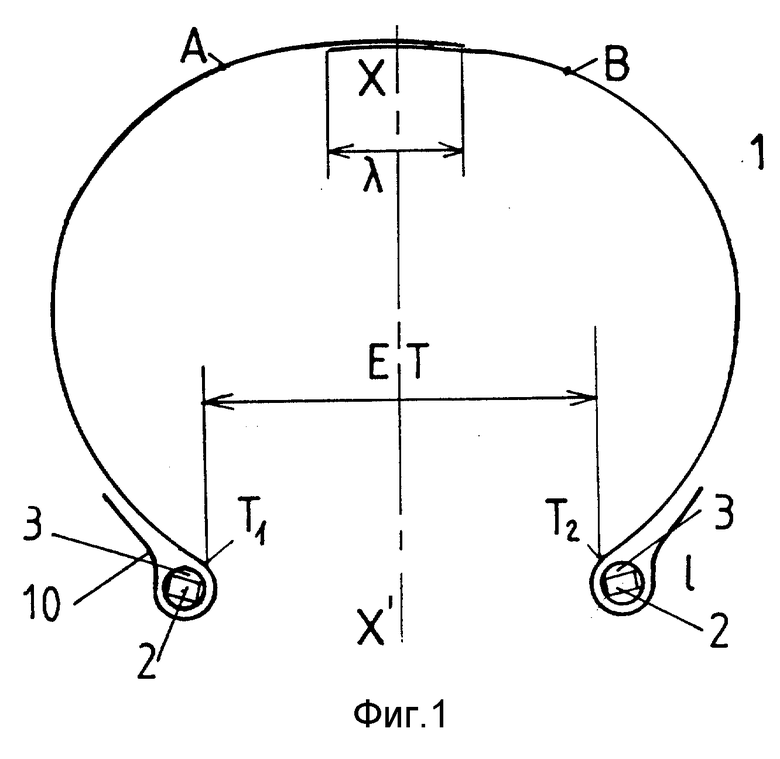
| Способ изготовления покрышек пневматических шин | 1976 |
|
SU593931A1 |
| DE 1934018 A, 14.01.71 | |||
| US 3975490 A, 17.08.76 | |||
| Способ изготовления резинокордных оболочек | 1985 |
|
SU1348213A1 |
| US 4304617 A, 08.12.87 | |||
| Способ ловли оставленных в скважине труб и устройство для его осуществления | 1984 |
|
SU1214908A1 |
| US 4325764 A, 20.04.82. | |||

