Изобретение относится к поддону, содержащему несколько параллельных опорных балок и присоединенный к опорным балкам настил. Изобретение также относится к способу изготовления настила, заготовке для изготовления опорной балки и к устройству для изготовления таких опорных балок.
Предшествующий уровень техники
Изготовленные из бумаги и/или картона поддоны были предложены в первую очередь как более дешевая и легкая альтернатива обычным поддонам, сделанным из древесины. Однако эти поддоны не нашли общего признания. Причина этого в основном обусловлена их характеристиками, такими как слишком маленькая несущая способность, трудность манипуляции подъемными вилами, слишком высокая стоимость в сопоставлении с техническими характеристиками поддона, непомерно высокая стоимость транспортировки от изготовителя к пользователю, трудность утилизации материала и т.д.
Целью данного изобретения является решение этих проблем. В частности, изобретение направлено на создание поддона, имеющего следующие преимущества:
Поддон имеет такую конструкцию, которую удобно изготавливать вблизи от месторасположения пользователя. Таким образом, пространство для складирования поддонов может быть радикально уменьшено. Вместо готовых поддонов, для их изготовления могут быть запасены листы или рулонный материал, которые занимают значительно меньше места.
Поддон обладает очень высокой абсолютной и особенно относительной к его собственному весу несущей способностью.
Отпадает необходимость в транспортировке поддонов на большие расстояния, и она заменяется транспортировкой исходного материала, который может представлять собой, например, пакеты листов проклеенного картона.
Проблема материально-технического обеспечения изготовления соответствующего количества поддонов в месте расположения изготовителя поддонов и транспортировки и хранения этих поддонов может быть решена. Вместо этого, занимающий минимум места исходный материал может быть заказан и складирован рядом со станками в месте расположения пользователя поддонов или поблизости от него.
Поддоны могут быть сделаны предельно легкими, что облегчает транспортировку и дает возможность перевезти большее количество груза.
Поскольку поддоны изготовлены из материала без пластикового покрытия, обеспечивается возможность их полной утилизации на предприятиях по производству бумаги. Благодаря проклейке материала поддоны выполнены почти полностью водонепроницаемыми. При сжигании поддонов для получения энергии выделяются те же газы, что при сжигании бумаги.
Преимущественно поддоны могут использоваться в качестве одноразовых, особенно в тех отраслях, где предъявляются очень строгие гигиенические требования.
После использования поддоны могут быть измельчены или спрессованы и таким образом занимают минимальный объем перед утилизацией или сжиганием.
Согласно предпочтительному варианту выполнения, поддон может быть изготовлен из сравнительно небольшого количества деталей, более конкретно, из заготовок для настила и заготовок для изготовления опорных балок, что обеспечивает преимущества в отношении материально-технического снабжения и технологии изготовления.
Целью изобретения является также создание способа изготовления поддона и устройства для изготовления опорных балок из предварительно изготовленных заготовок.
Целью изобретения также является создание такой заготовки для изготовления опорных балок. Эти и другие цели и преимущества могут быть достигнуты согласно данному изобретению, охарактеризованному прилагаемой формулой изобретения.
Дополнительные характеристики, аспекты и преимущества изобретения очевидны из последующего описания двух вариантов выполнения поддона, заготовки для изготовления опорной балки и устройства для изготовления опорной балки согласно способу, являющемуся одним из этапов в изготовлении поддонов.
Краткое описание чертежей
Ниже изобретение будет рассмотрено более детально со ссылками на прилагаемые чертежи, на которых:
фиг. 1 изображает в аксонометрии, наклонно сверху, поддон согласно первому, возможному варианту выполнения изобретения;
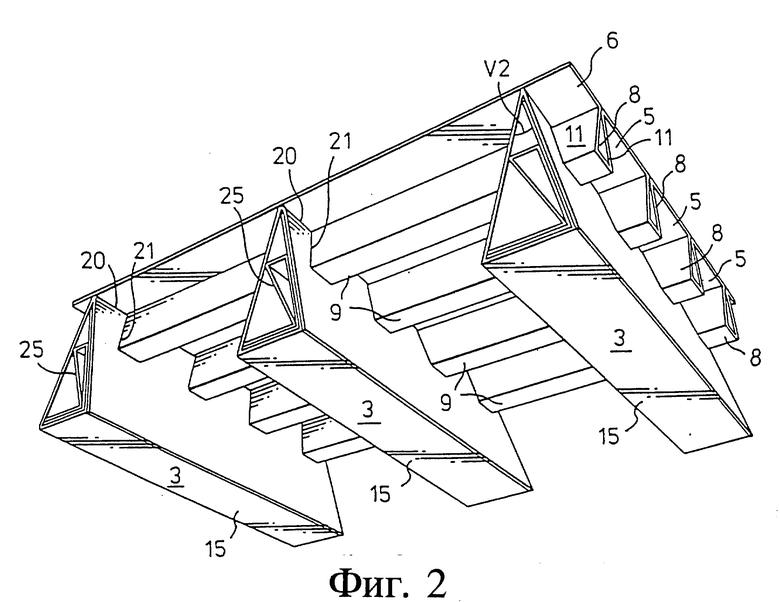
фиг. 2 показывает наклонно снизу тот же самый поддон;
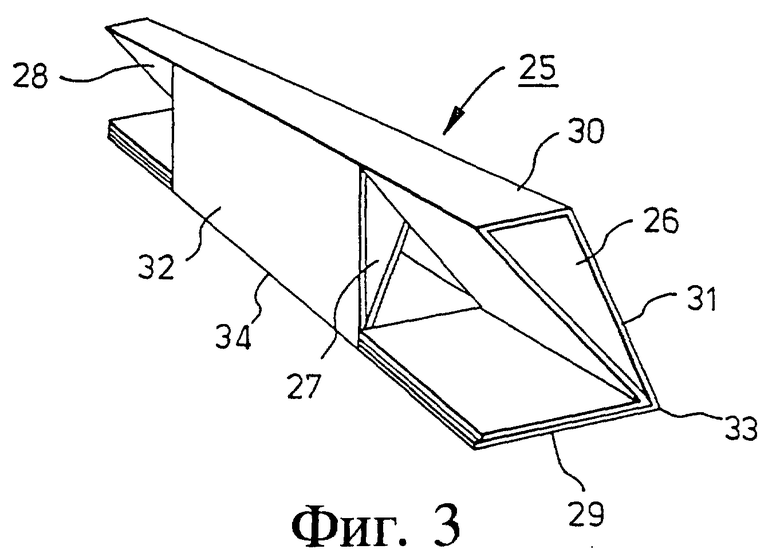
фиг. 3 изображает в аксонометрии опорный элемент, являющийся частью поддона;
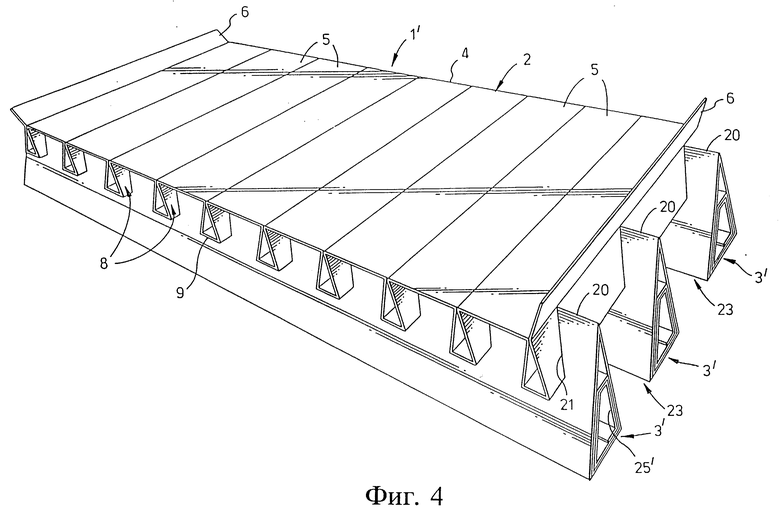
фиг. 4 изображает в аксонометрии, наклонно сверху, поддон согласно второму, предпочтительному варианту выполнения изобретения;
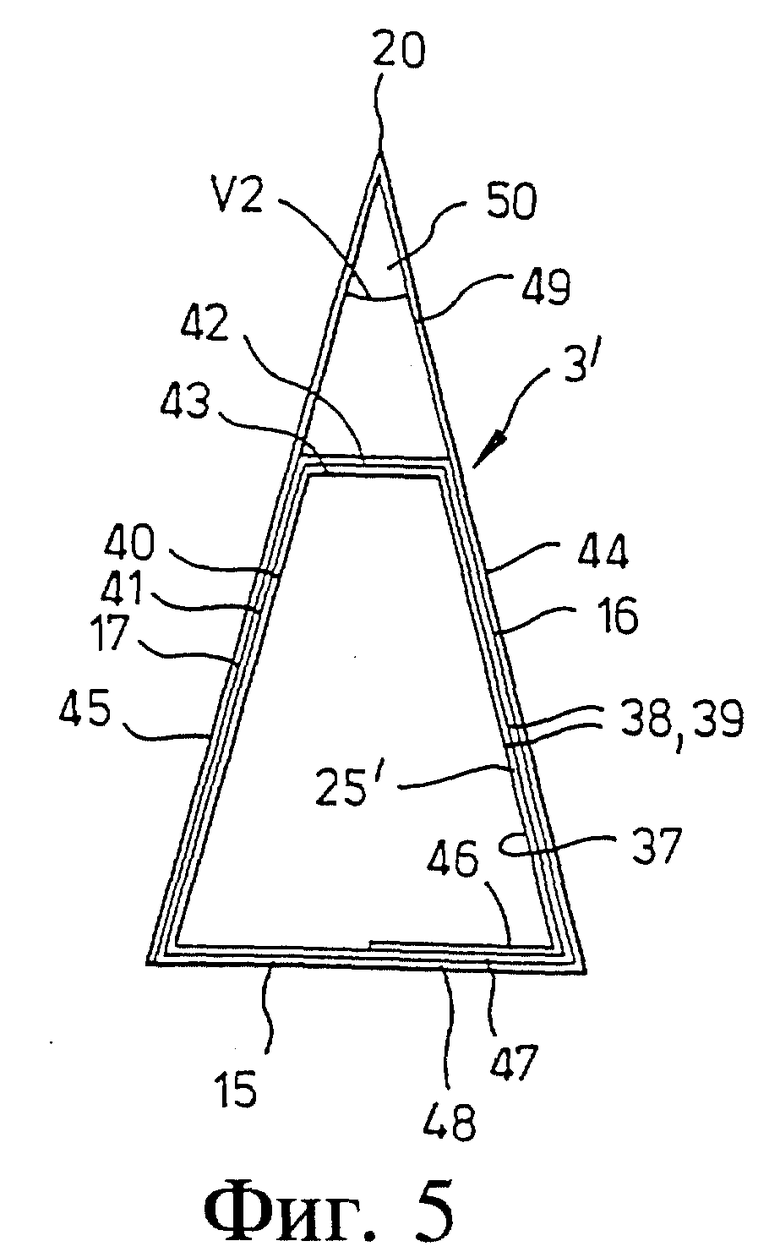
фиг. 5 показывает вид с торца опорной балки, являющейся частью поддона согласно этому предпочтительному варианту выполнения;
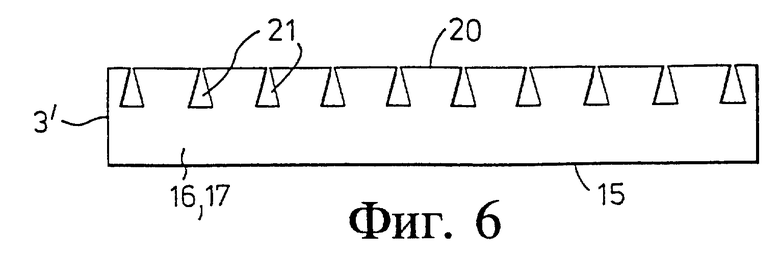
фиг. 6 показывает ту же самую опорную балку с длинной стороны, но в уменьшенном масштабе;
фиг. 7 изображает вид сверху заготовки для изготовления опорной балки;
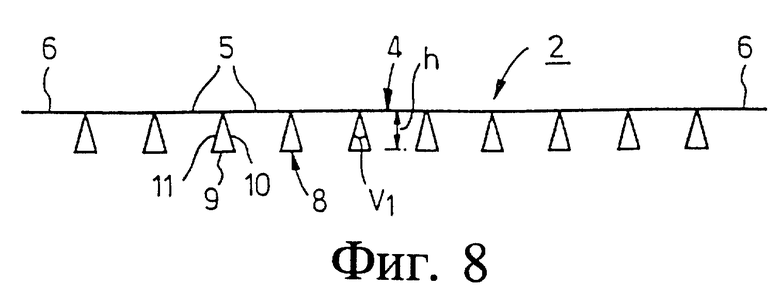
фиг. 8 изображает вид настила сбоку перед его присоединением к опорным балкам;
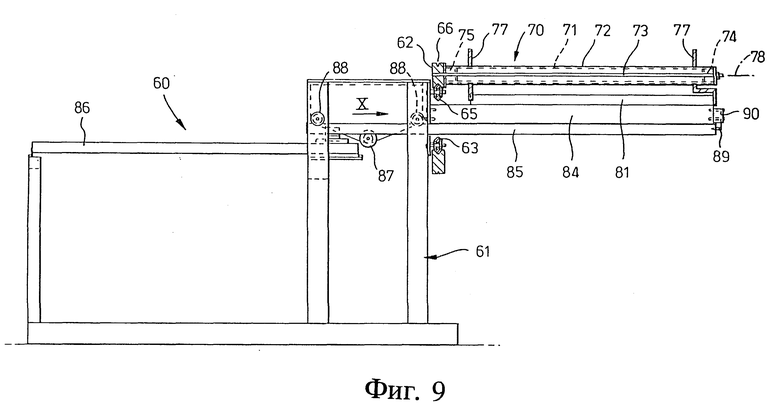
фиг. 9 изображает вид сбоку устройства для изготовления опорных балок из заготовок согласно фиг. 7;
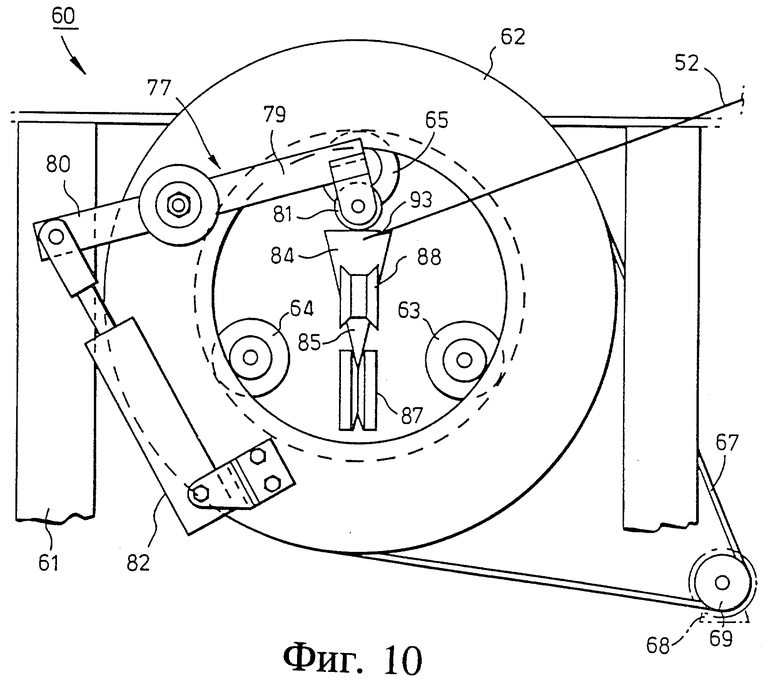
фиг. 10 показывает в увеличенном масштабе верхние части устройства по стрелке X на фиг. 9, и
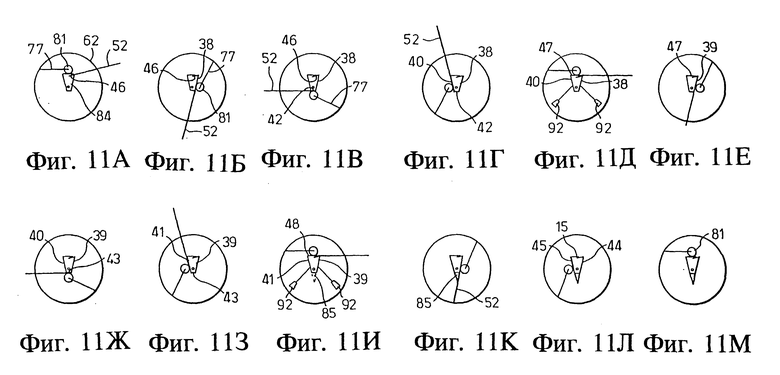
фиг. 11 (а-м) является схематичной иллюстрацией процесса изготовления опорных балок.
Описание первого, возможного варианта выполнения поддона
Поддон 1 состоит из следующих основных частей: настила 2 и нескольких опорных балок 3, согласно этому варианту выполнения, из трех балок, которые образуют ножки поддона 1. Согласно данному варианту выполнения, материалом для поддона является исключительно проклеенный картон.
Настил 2 изготовлен из плоского листа из проклеенного картона, надрубленного и сложенного с образованием поверхности 4 настила, состоящей из нескольких параллельных основных панелей 5 и краевых панелей 6, параллельных основным панелям. Подходящий материал представляет собой картон без пластикового покрытия, состоящий из нескольких проклеенных слоев, каждый из которых состоит из не покрытого пластиком "жидкого" картона, т.е. обильно проклеенного картона. В предпочтительном варианте выполнения многослойный картон имеет плотность примерно 1100 г/м2. Лист, образующий настил 2, сложен так, что нижняя сторона настила 2 имеет несколько параллельных продольных выступов 8. В поперечном сечении выступ 8 имеет горизонтальный пролет, увеличивающийся от места, примыкающего к поверхности 4 настила, вниз к основанию 9 выступа, при этом основание 9 образует подъемную поверхность для подъемных вил. Выражаясь точнее, выступы 8 в поперечном сечении имеют треугольную форму с основанием 9 треугольника, образующим упомянутую подъемную поверхность. Эти треугольники являются равнобедренными, у которых две боковые стороны 10, 11 которого наклонены вверх и внутрь к вершине. Основные панели 5 и краевые панели 6 поверхности 4 настила таким образом соединяются друг с другом в вершинах упомянутых треугольников, где сходятся две наклонные боковые стороны 10, 11 треугольника. Угол V1 при вершине треугольника согласно данному варианту выполнения примерно равен 30o.
Опорные балки или ножки 3 состоят, согласно данному варианту выполнения, из проклеенного, надрубленного и сложенного картона. В поперечном сечении опорные балки 3 имеют форму равнобедренных треугольников с основанием 15 и наклонными боковыми сторонами 16, 17. Согласно данному варианту выполнения угол V2 при вершине также примерно равен 30o. Боковые стороны 16, 17 ножек 3 почти в три раза длиннее боковых сторон 10, 11 выступов 8 настила.
Выполненные в опорных балках/ножках 3 треугольные вырезы 21, начинающиеся от вершины 20, проходят на некоторое расстояние вниз в верхней части опорных балок. Вырезы 21 имеют те же размеры и форму, что и наружный контур поперечного сечения выступов 8 на нижней стороне настила 2. Вырезы 21 распределены в опорных балках 3 в соответствии с шириной основных панелей 5 на поверхности 4 настила. Таким образом, настил 2 может быть соединен соединением типа "ласточкин хвост" с опорными балками 3 путем вдвигания выступов 8 в вырезы 21 в опорных балках. Треугольная форма выступов 8 таким образом сохраняется, и в то же время настил 2 закрепляется в опорных балках с помощью соединения типа "ласточкин хвост", при этом помимо элементов "ласточкина хвоста", а именно выступов 8 и вырезов 21, не используются другие зажимы или какие-либо крепежные элементы.
Под выступами 8 и между опорными балками/ножками 3 образованы промежутки 23 для подъемных вил, при этом основание 9 выступов 8 используется в качестве подъемной поверхности для подъемных вил.
Для придания опорным балкам/ножкам 3 жесткости в опорные балки 3 в места под выступами 8 введены элементы 25 жесткости. На фиг. 3 в увеличенном масштабе показан вид такого обеспечивающего устойчивость и жесткость элемента 25. Он также выполнен из проклеенного картона, надрубленного и сложенного с образованием косоугольных треугольников 26, 27 и 28 поочередно слева и справа. Элемент жесткости проходит в ножку 3 под выступами 8 на настиле 2 так, что основание 29 элемента жесткости находится на основании 15 опорной балки/ножки 3, а его плоская верхняя сторона 30 прижата к основанию 9 выступа 8. Наружные стороны 31 треугольников 26 и 28 опираются на внутреннюю поверхность боковой стороны 16 ножек 3, а соответствующая наружная сторона 32 треугольника 27 опирается на сторону 17 ножек 3. Углы 33, 34 треугольников 26, 27, 28 вдавлены в нижние углы ножек 3. Таким образом, элемент 25 жесткости придает ножкам 3 значительно лучшую несущую способность.
Поддоны 1 вышеописанного типа могут быть соединены вместе, образуя большие по размерам поддоны как в продольном направлении панелей 5,6, так и в поперечном к ним направлении, т.е. в продольном направлении опорных балок 3. В рассмотренном случае поддон 1 может быть соединен с помощью треугольных брусьев, вставленных внутрь треугольных выступов 8 на настиле 2 так, что они проходят между поддонами, которые таким образом соединяются. Эти треугольные брусья предпочтительно выполнены из проклеенного картона, сложенного в форме треугольников. В последнем случае поддоны 1 могут быть соединены с помощью удлиненных элементов жесткости такой же по сути конструкции, как элемент 25 жесткости, которые проходят внутрь опорных балок/ножек 3 в соседних поддонах 1, соединяемых друг с другом, и, таким образом, проходят между поддонами, соединяя их. Эти два альтернативные варианта безусловно могут комбинироваться.
Описание второго, предпочтительного варианта выполнения поддона
Этот вариант выполнения рассмотрен на фиг.4 и представляет собой пример так называемого полуподдона. (На фиг.1 и 2 показан пример так называемой четверти поддон). Это значит, что опорные балки имеют большую длину и что количество выступов на нижней стороне настила и соответствующих вырезов в верхней части опорных балок соответственно увеличивается. Для обозначения элементов, абсолютно аналогичных элементам в варианте выполнения, показанном на фиг. 1 - 3, использованы те же цифровые позиции, и эти элементы здесь подробно не рассматриваются, а вместо этого дается ссылка на предыдущее описание первого варианта выполнения. Что касается элементов, аналогичных элементам на фиг. 1 - 3, но имеющих измененную конструкцию, то для их обозначения использованы те же цифровые позиции, но с добавлением "'".
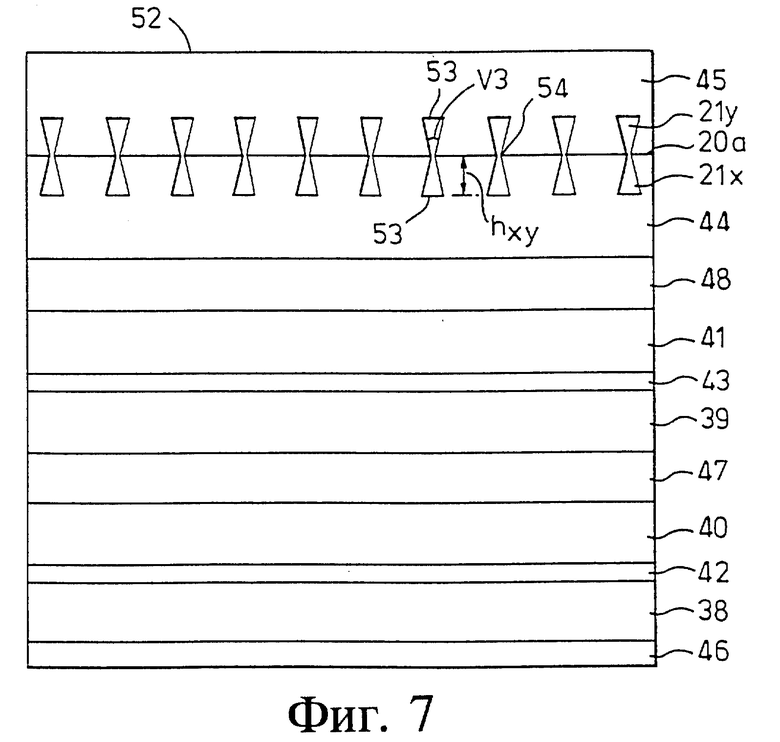
Отличие от предыдущего варианта выполнения состоит в конструкции элементов жесткости или опорных элементов 25' в опорных балках 3'. В отличие от элементов 25 жесткости в предыдущем варианте, состоящих из отдельных составных деталей, которые вводят внутрь опорных балок после их изготовления, опорные элементы 25' с самого начала объединены с опорными балками 3' и, прежде всего, обеспечивают совершенствование в отношении технологии изготовления, материально-технического снабжения и стоимости. Конструкция опорной балки 3' более детально показана на фиг. 5. Опорный элемент 25' состоит просто из внутренней трубы 37 в форме правильной равнобедренной параллельной трапеции с наружным очертанием, соответствующим форме нижней части опорной балки 3'. Выражаясь точнее, опорный элемент 25' образован несколькими внутренними витками материала, из которого сделана опорная балка 3'. Таким образом, опорный элемент 25' образован двумя внутренними слоями 38, 39 и 40, 41 в зоне наклонных сторон опорной балки, и двумя слоями 42, 43 в своей верхней части. Слои 38, 39 и 40, 41 боковых стенок составляют одно целое соответственно с наружными слоями 44, 45 опорной балки 3' в зоне двух наклонных сторон 16, 17. Основание 15 состоит из двух слоев или в одной зоне из трех слоев 46, 47, 48. Верхняя часть 49 опорной балки состоит только из одного слоя, а именно из продолжения двух наружных слоев 44, 45, и образует над опорным элементом 25' верхнюю трубу или канал 50, треугольный в поперечном сечении. Вырезы 21 для выступов 8 на настиле 4 выполнены в этой верхней части 49. Слои 38, 39 и 44 и слои 40, 41 и 45, иначе говоря, слои, расположенные в зоне соответственно двух наклонных сторон 16 и 17, соединены друг с другом посредством проклейки, которая дополнительно усиливает полученную балку.
Соединение различных слоев опорного элемента 25' с наружными слоями опорной балки 3' таким образом, что наружные слои опорной балки и опорного элемента образуют общий соединенный узел, значительно усиливает опорную балку 3' и увеличивает способность опорного элемента 25' поддерживать настил 2, который опирается на опорный элемент 25' выступами 8. Тот факт, что опорный элемент 25' образует нижнюю внутреннюю трубу 37 в опорной балке 3', также позволяет осуществлять сборку нескольких поддонов 1' для образования больших блоков с помощью соединительных элементов, пропущенных через внутренние трубы 37.
Упомянутые преимущества в отношении технологии изготовления будут дополнительно рассмотрены в последующем описании процесса изготовления поддона 1' и особенно опорных балок 3'.
Описание изготовления предпочтительного варианта поддона
На фиг. 7 показана заготовка для изготовления опорной балки 3'. Она представляет собой прямоугольный лист картона, разделенный несколькими параллельными поперечными линиями сгиба на несколько параллельных панелей 46, 38, 42 и т.д., которые обозначены теми же цифровыми позициями, что и различные слои в опорной балке 3' и которые рассмотрены выше со ссылкой на фиг. 5. Две "последних" панели 44, 45, образующие наружные слои двух наклонных стенок 16 и 17 и верхнюю часть 49, выполнены с отверстиями 21x и 21y соответственно, распределенными по линии 20a сгиба, совпадающей с вершиной 20 угла опорной балки 3'. Форма и размер отверстий 21x и 21y такие, что когда опорная балка 3' приобретает окончательную форму и установлена вершиной 20 угла вверх, отверстия 21x и 21y, спроектированные на проходящую через балку вертикальную центральную плоскость, совпадают с наружным контуром поперечного сечения выступов 8. Таким образом отверстия 21x и 21y имеют форму треугольника с высотой hxy, где hxy = h / cos(V2/2) где h - высота выступов 8, показанных на фиг. 8 и V2 - угол при вершине опорной балки 3'. Основание 53 вырезов 21x и 21y соответствует длине основания 9 выступов 8, что в свою очередь значит, что согласно простым тригонометрическим расчетам угол V3 при вершине отверстий 21x и 21y несколько меньше угла VI при вершине выступов 8.
Отверстия 21x и 21y соединены друг с другом узкой щелью 54, пересекающей линию 20a сгиба. Протяженность hxy вырезов 21x и 21y от линии 20a сгиба составляет меньше половины ширины панелей 44 и 45, точнее около одной трети их ширины.
Все другие панели, т.е. все панели за исключением двух "последних" панелей 44, 45, не имеют никаких отверстий.
На фиг. 9 и 10 схематично показано устройство 60 для изготовления опорных балок 3' из изображенных на фиг. 7 заготовок 52, при этом для лучшего понимания его существенных признаков из чертежа исключены некоторые детали. Кольцо 62 установлено на станине 61 с возможностью поворота вокруг трех опорных роликов 63, 64, 65, которые установлены с возможностью вращения на станине 61. Кольцо 62 имеет на наружной части канавку 66 для клиновидного ремня 67, который для поворота кольца 62 может быть приведен в движение двигателем 68 через ведущее колесо 69, которое показано на фиг.10 и не показано на фиг. 9.
Выступающее горизонтально наружу от кольца 62 несущее устройство в целом обозначено позицией 70. Несущее устройство 70 состоит из внутренней трубы 71, наружной трубы 72, срединного винта 73 и расположенных на концах втулок 74, 75. Такое устройство имеет большое сопротивление изгибу, в то же время наружная труба 72 может поворачиваться вокруг внутренней трубы 71.
Два двуплечих рычага 77 установлены на наружной трубе 72 вблизи ее наружных концов так, что они имеют возможность поворачиваться вместе с наружной трубой 72 вокруг ее центральной оси 78. Прижимной ролик 81, обращенный к центру кольца 62, установлен с возможностью поворота между двумя наружными плечами 79 и с возможностью прижима в направлении к центру кольца 62 под действием пневматического цилиндра 82, который работает как пружина сжатия и воздействует на другие два плеча 80. Пневматический цилиндр 82 установлен с возможностью поворота на кольце 62.
Элемент 84 также проходит горизонтально наружу от станины 61 параллельно несущему устройству 70 и прижимному ролику 81 до конца ролика 81. Элемент 84 упоминается дальше как внутренний сердечник, поскольку он предназначен обеспечить контропору при наматывании заготовки 52 в трубу и априори при наматывании внутренней трубы 37 является элементом жесткости/несущей опорой 25'. Сердечник 84 имеет наружный контур, соответствующий внутренней форме опорного элемента 25'/внутренней трубы 37, т.е. имеет форму равнобедренной параллельной трапеции.
Имеется второй, наружный сердечник 85, который в поперечном сечении имеет форму треугольника с тем же контуром, как канал 50 в верхней части опорной балки 3'. Наружный сердечник 85 расположен в устройстве 60 ниже внутреннего сердечника 84 и может перемещаться взад и вперед в горизонтальном направлении с помощью ременного цилиндра (так называемого цилиндра OrigaR) 86. Верхний и нижний опорные ролики для наружного сердечника 85 обозначены позициями 87, 88. На фиг. 9 показан сердечник 85 в выдвинутом рабочем положении, в котором он присоединен своим передним концом к внутреннему сердечнику 84 с помощью чеки 89, которая входит в отверстие (не показано) в наружном конце сердечника 85. Чека 89 установлена таким образом, что может быть передвинута в сторону держателем 90 на наружном конце внутреннего сердечника 84, и фиксирует два сердечника 84, 85 относительно друг друга в рабочем положении наружного сердечника 85. Наружный сердечник 85 может перемещаться в рабочее положение и из рабочего положения через кольцо 62 с помощью ременного цилиндра 86. Также имеются два пистолета 92 для нанесения клея, схематично показанные на фиг. 11. Они также могут перемещаться взад и вперед через кольцо 62 с помощью перемещающих элементов, например, ременного цилиндра, таким же образом, как наружный сердечник 85.
Теперь со ссылкой на фиг. 11 рассмотрим изготовление опорной балки 3'. Исходное положение кольца 62 показано фиг. 10 и соответствует этапу A на фиг. 11. Заготовку 52 подают панелью 46 в щель 93 во внутреннем сердечнике 84. Работой устройства 60 управляет микропроцессор (не показан) в сочетании с датчиками (не показаны). Из исходного положения, показанного на этапе A, кольцо 62 поворачивают по часовой стрелке, а прижимной ролик 81 направляет заготовку 52 вниз панелью 38 на первую наклонную сторону сердечника 84, этап B. В следующей операции, этап С, первая узкая панель 42 загибается под сердечник 84. Затем, этап D, панель 40 загибают роликом 81 вверх на вторую наклонную сторону сердечника 84. Выполнение первого витка завершается на этапе E, когда поверх сердечника 84 загибают панель 47. В этом положении кольцо 62 по команде датчиков (не показаны) останавливается. Пистолеты-распылители 92 с помощью движущих или несущих элементов (не показаны) подводят через кольцо 62. Пистолеты-распылители 92 продвигают до конца сердечника 84 и затем снова назад. В процессе прямого и обратного хода на панели 38 и 40 разбрызгивается клей. Затем кольцо 62 выполняет еще один оборот, этапы F, G, H и I. В ходе этих этапов панели 39, 43, 41 и 48 загибают на соответствующие стороны, при этом материал панелей 39 и 41 присоединяется к панелям 38 и 40 с помощью клея, нанесенного на этапе E. На этапе 1 кольцо 62 вновь останавливают. Пистолеты 92 для нанесения клея вновь подводят через кольцо 62 и разбрызгивают клей на панели 39 и 40 во время обратного хода. Наружный сердечник 85 перемещают в положение, при котором он располагается под внутренним сердечником 84, и крепят в этом положении чекой 89, как показано на фиг. 9. Затем загибают остальной материал, т.е. панели 44 и 45 с отверстиями 21x и 21y, этапы J и К, и закрепляют к покрытым клеем панелям 39 и 41. Наружный сердечник 85 вытаскивают из образованного канала 50, имеющего треугольную форму. В заключение, кольцо 62 поворачивают в его исходное положение, этап L, и прижимной ролик 81 прижимается к основанию 15 образованной таким образом опорной балки 3'. Чеку 89 отодвигают в сторону и полученную опорную балку 3' вынимают из устройства 60 в направлении направо.
Настил 2 также изготавливают из надрубленной заготовки, которую сгибают для придания формы, показанной на фиг.8. В заключение, этот настил соединяют с несколькими опорными балками 3', в данном варианте выполнения к трем, с помощью треугольных выступов 8, вставляемых в вырезы 21 в верхней части 49 опорной балки.
Общие замечания
Следует отметить, что изобретение допускает различные варианты выполнения в пределах объема прилагаемой формулы изобретения. Основополагающая идея, заложенная в конструкцию поддона, состоит в том, что грузоподъемная способность поддона в первом примере определяется прочностью нижних частей опорных балок 3, 3', в то время как верхняя часть опорных балок в первом примере служит для фиксации настила 2 к опорным балкам 3, 3'. Поэтому материал, который идет на изготовление опорных балок, сконцентрирован в упомянутой нижней части, толщина которой для предпочтительного варианта выполнения образована тремя слоями, и которая вместе с соединяющимися панелями 42, 43 образует мощную несущую опору для выступов 8 на настиле. В альтернативном варианте, отдельный опорный элемент 25 вставляют в качестве несущей опоры в опорные балки. Однако следует отметить, что варианты выполнения показаны всего лишь в качестве примера и не ограничивают объем патентной защиты. Также следует отметить, что, в частности, форма опорных балок 3, 3' может быть изменена. Треугольная форма поперечного сечения опорных балок является предпочтительной, особенным преимуществом для сторон опорных балок является их наклонное положение. Эта форма, которая является предпочтительной с точки зрения прочности, также может быть достигнута при использовании опорных балок с поперечным сечением в форме равнобедренной параллельной трапеции с наклонными стенками и с более узкой стороной, обращенной вверх и опирающейся на верхнюю сторону настила 4, и вырезами для выступов 8, также проходящих по верхней стороне опорных балок. Следует отметить, что для изготовления настила и опорных балок может быть использован другой материал чем картон. Например, для изготовления настила и опорных балок возможно использование листов из пластмассы, предпочтительно из повторно перерабатываемой пластмассы, при этом линии сгиба могут быть выполнены в виде канавок в листах из пластмассы. В этом случае различные слои опорных балок могут быть прикреплены друг к другу, например, путем тепловой сварки. Способ изготовления поддона и особенно опорных балок также допускает изменения. Например, вместо наматывания заготовки вокруг неподвижных сердечников можно поворачивать сердечники вокруг центральной оси, натягивая на неподвижную заготовку.
Изобретение относится к поддону, содержащему несколько параллельных опорных балок /3/ и настил /2/, присоединенный к опорным балкам. Настил состоит из полотна или листа из сгибаемого материала. Последний согнут для образования поверхности /4/ настила, состоящей из нескольких параллельных панелей /5/ и параллельных выступов /8/. Панели /5/ по меньшей мере по существу примыкают друг к другу. Параллельные выступы /8/ расположены на нижней стороне настила ниже стыков между панелями. При этом опорные балки имеют высоту, которая значительно превышает вертикальный размер выступов, и проходят вверх по меньшей мере до уровня нижней стороны поверхности настила. Верхняя часть опорных балок имеет вырезы /21/ с таким же поперечным сечением, что и у выступов на нижней стороне поверхности настила. Выступы на нижней стороне поверхности настила вставлены в вырезы в верхней части опорных балок с образованием в поддоне промежутков /23/ для подъемных вил, расположенных между опорными балками под выступами, и нижняя сторона которых образует подъемную поверхность /9/ для подъемных вил. Использование изобретения обеспечивает повышение удобства эксплуатации, несущей способности, полную утилизацию. 4 с. и 3 з.п. ф-лы, 11 ил.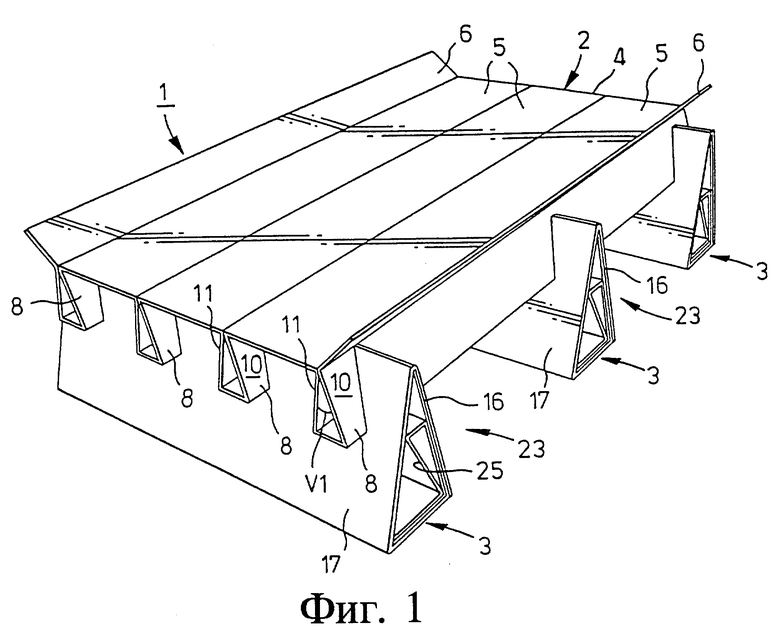
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| US 3683822 A, 15.08.72 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| ЗАПОМИНАЮЩЕЕ УСТРОЙСТВО | 0 |
|
SU354459A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| WO 8704408 A1, 30.07.87. | |||

