Изобретение относится к области обработки металлов давлением и, в частности, к заготовкам для пластического формообразования деталей с регламентированным феноменологическим сочетанием эксплуатационных характеристик методом орбитального деформирования и может быть использовано при изготовлении:
- нового поколения датчиков измерения физических параметров в химически активных средах, при сверхмалых и сверхвысоких давлениях, а также при высоких и криогенных температурных;
- нового поколения определяющих деталей видео- и аудиоаппаратуры (герконы - магнитоуправляемые контакты), позволяющих создать на базе одного элемента взаимоисключающие физические характеристики: "высокая упругость - коррозионная стойкость - высокая магнитная индукция B5 - стабильная максимальная магнитная проницаемость μmax ";
- нового поколения экологически чистых модулей в пищевых емкостях для катализации процессов образования аминокислот при брожении белковых масс;
- нового поколения долгосрочных самовосстанавливающих анализаторов крови на СПИД, позволяющих достаточно быстро визуально оценить факт нарушения иммунного биологического кода компонент крови; длительно сохранять большие объемы крови, исключив необходимость ее постоянного перемешивания с целью сохранения однородного состава;
- нового поколения базовых элементов биокорректоров-нейтрализаторов энергополя человека;
- нового поколения модулей защиты от электромагнитного поля трубок сотовых телефонов.
Известна заготовка для изготовления деталей с заданным уровнем свойств путем осадки с последующим обкатыванием с образованием в процессе осадки конического углубления на рабочем торце заготовки и сферической полости на опорном торце, выполненная в виде тела вращения [см. RU 2103092 C1 27.01.98].
Недостатки заготовки следующие:
- невозможно путем обкатки торца заготовки, размещенной на опоре, перевести заготовку в состояние динамической неустойчивости и сформировать в исходном парамагнитном (ненамагниченном) материале сочетание таких взаимоисключающих характеристик, как магнитотвердые и магнитомягкие свойства локальных массивов металла детали при одновременном сохранении парамагнитных объемов металла с высокими упругими и коррозионностойкими свойствами;
- диффузионная активность поверхностных слоев металла детали не обеспечивает ее стабильной работы в условиях сверхмалых давлений, биологически и химически активных сред и криогенных температур;
- невозможно в процессе деформирования заготовки обеспечить проникновение механизмов пластичности (мод ротационной пластичности) до микроуровня с целью формирования структурно-информационного поля в материале детали и длительного хранения информации о законах нагружения материала заготовки при ее деформировании (прототип).
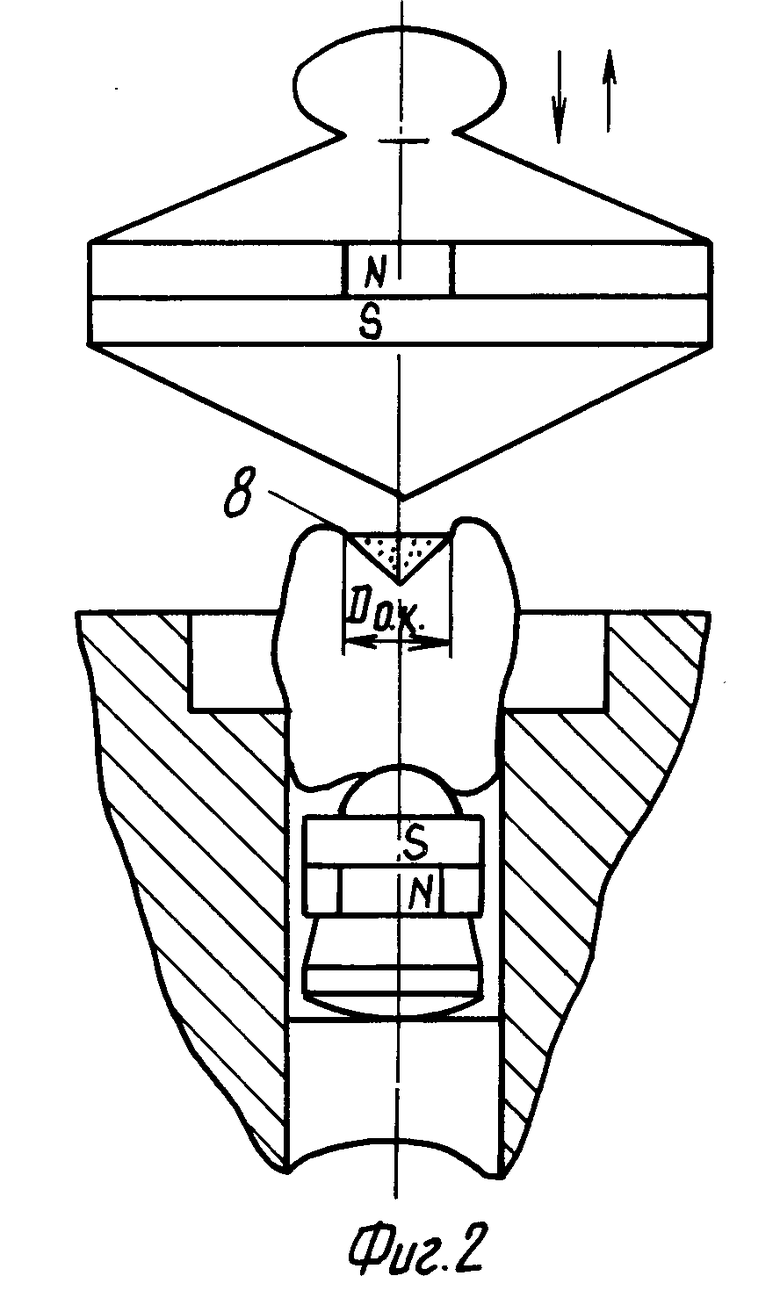
Решаемая задача заключается в создании в парамагнитном материале сферодинамическим пластическим деформированием автономных пространственных массивов с дифференцированными структурно-информационными ферромагнитными свойствами. Решаемая задача достигается тем, что заготовка выполнена составной из двух частей: одна в форме конуса и другая в форме усеченного конуса, обе части заготовки сопрягаются между собой по коническим поверхностям в процессе обкатывания, при этом основание конической части заготовки выполняют диаметром, определяемым из следующего соотношения:
Dо.к.=(0,2 - 0,3)Dб.о.у.к..
где Dо.к. - диаметр большого основания конической части заготовки, мм;
Dб.о.у.к. - диаметр большого основания части заготовки в форме усеченного конуса, мм;
При выполнении основания конической части заготовки диаметром, меньшим 0,2 от диаметра большого основания части заготовки в форме усеченного конуса, не обеспечивается проникновение механизмов ротационной пластичности до микроуровня из-за недостаточного объема металла, охватываемого очагом деформации со стороны обкатывания.
При выполнении основания конической части заготовки диаметром, большим 0,3 от диаметра большего основания части заготовки в форме усеченного конуса, возникает вероятность нарушения сплошности материала заготовки в периферийных зонах из-за концентрации растягивающих напряжений.
При этом часть заготовки в форме усеченного конуса выполнена из дисперсного материала.
Заготовка для сферодинамического формирования в парамагнитном материале автономных пространственных массивов с дифференцированными структурно-информационными ферромагнитными свойствами представлена графическим материалом, где:
на фиг. 1 - часть заготовки в форме усеченного конуса в исходном положении перед деформированием;
на фиг. 2 -обе части заготовки перед обкатыванием;
на фиг. 3 - готовая деталь с образованными автономными пространственными массивами с дифференцированными структурно-информационными ферромагнитными свойствами.
Деформирование осадкой и последующим обкатыванием обеих частей заготовки производят в зоне встречно направленных вращающихся магнитных и торсионных полей, что обеспечивает формирование в материале детали структурно-информационных массивов металла ИФ1...ИФ2 (см. фиг. 3) на базе Созданных вихревых магнитных полей вследствие реализации механизмов ротационной пластичности и создания структурно-информационного поля.

Изобретение относится к обработке металлов давлением, в частности к заготовкам для холодного пластического деформирования, и может быть использовано при изготовлении нового поколения определяющих деталей датчиковой аппаратуры, радио-и видеотехники, в хлебопечении и молокопереработке, а также в медтехнике при изготовлении емкостей для хранения крови, долгосрочных анализаторов крови на СПИД, нового поколения базовых элементов биокорректоров-нейтрализаторов энергополя человека, нового поколения модулей защиты от электромагнитного поля трубок сотовых телефонов. Задачей данного изобретения является создание в парамагнитном материале сферодинамическим пластическим деформированием автономных пространственных массивов с дифференцированными структурно-информационными ферромагнитными свойствами. Заготовка выполнена составной из двух частей: в форме конуса и в форме усеченного конуса, обе части заготовки сопрягаются между собой по коническим поверхностям в процессе обкатывания. Приведена форма, определяющая геометрические размеры сопрягаемых поверхностей частей заготовки, 1 з.п.ф-лы. 3 ил.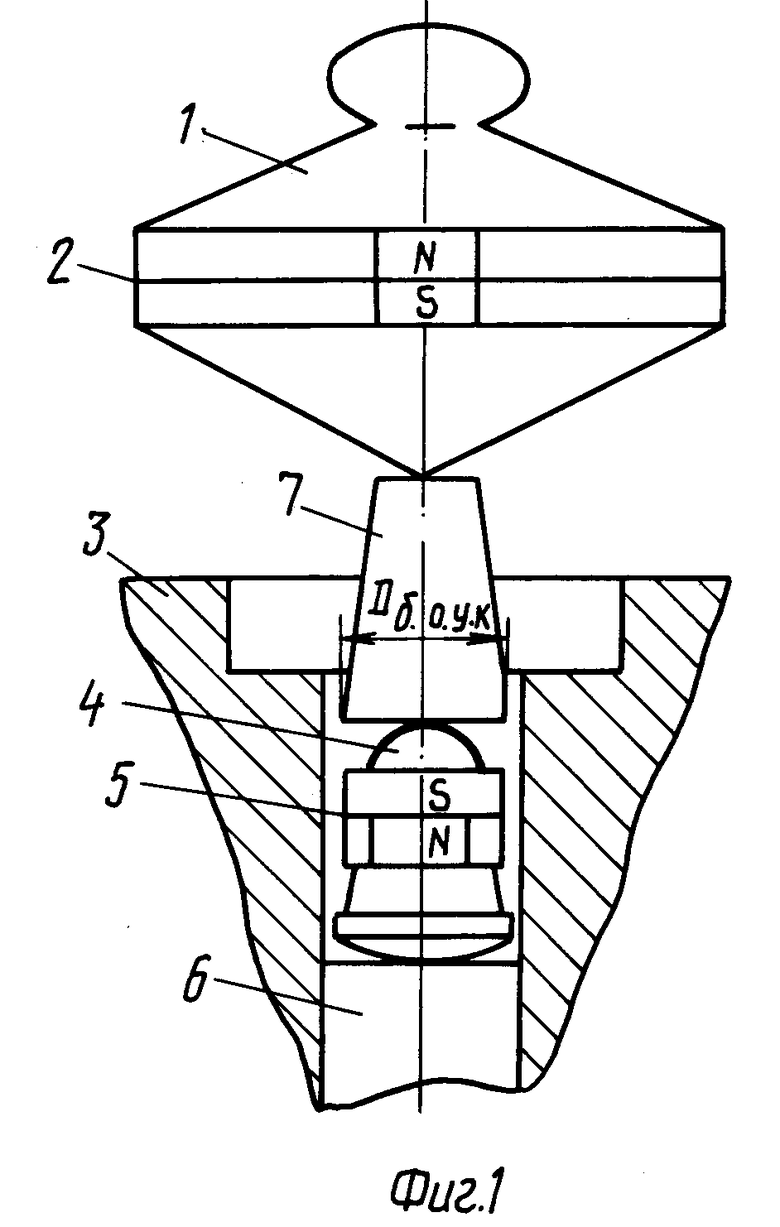
Do.к = (0,2 - 0,3) Dб.о.у.к,
где Do.к - диаметр основания конической части заготовки, мм;
Dб.о.у.к - диаметр большего основания части заготовки в виде усеченного конуса, мм.
| ЗАГОТОВКА ДЛЯ ФОРМИРОВАНИЯ В ПАРАМАГНИТНОМ МАТЕРИАЛЕ АВТОНОМНЫХ ПРОСТРАНСТВЕННЫХ МАССИВОВ МЕТАЛЛА С ДИФФЕРЕНЦИРОВАННЫМИ ФЕРРОМАГНИТНЫМИ СВОЙСТВАМИ | 1994 |
|
RU2103092C1 |
| СПОСОБ ФОРМИРОВАНИЯ В ПАРАМАГНИТНОМ МАТЕРИАЛЕ АВТОНОМНЫХ ПРОСТРАНСТВЕННЫХ МАССИВОВ МЕТАЛЛА С ДИФФЕРЕНЦИРОВАННЫМ ФЕРРОМАГНИТНЫМИ СВОЙСТВАМИ | 1994 |
|
RU2069115C1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ В ПАРАМАГНИТНОМ МАТЕРИАЛЕ АВТОНОМНЫХ ПРОСТРАНСТВЕННЫХ МАССИВОВ МЕТАЛЛА С ДИФФЕРЕНЦИРОВАННЫМИ ФЕРРОМАГНИТНЫМИ СВОЙСТВАМИ | 1994 |
|
RU2063285C1 |

