Изобретение относится к оборудованию для электросварки и служит для облегчения возбуждения и стабилизации дуги при электросварке.
Осцилляторы общеизвестны и содержат резонансный контур с разрядником, низкочастотный и высокочастотный трансформаторы и фильтры помех (см., например, книгу "Электросварка" В.А. Фоминых, А.П. Яковлев. М.: Высшая школа, 1978 г., стр. 150).
Недостатком существующих осцилляторов являются создаваемые при их работе большие радиопомехи и необходимость вследствиe этого регистрации в местных органах связи (см. вышеприведенную книгу "Электросварка", стр. 151, вторая cтрока снизу). Наличие сильных радиопомех мешает широкому распространению осцилляторов.
Целью данного изобретения является снижение уровня помех от осциллятора намного ниже уровня помех, создаваемого непосредственно самой электросваркой без осциллятора, и как следствие отсутствие необходимости его регистрации.
Данная цель реализуется тем, что уменьшено во много раз время излучения помех осциллятором и уменьшена мощность высокочастотных колебаний, генерируемых осциллятором.
На фиг. 1 показана электрическая схема осциллятора. На фиг. 2 показана электрическая схема осциллятора с усилением импульса тока.
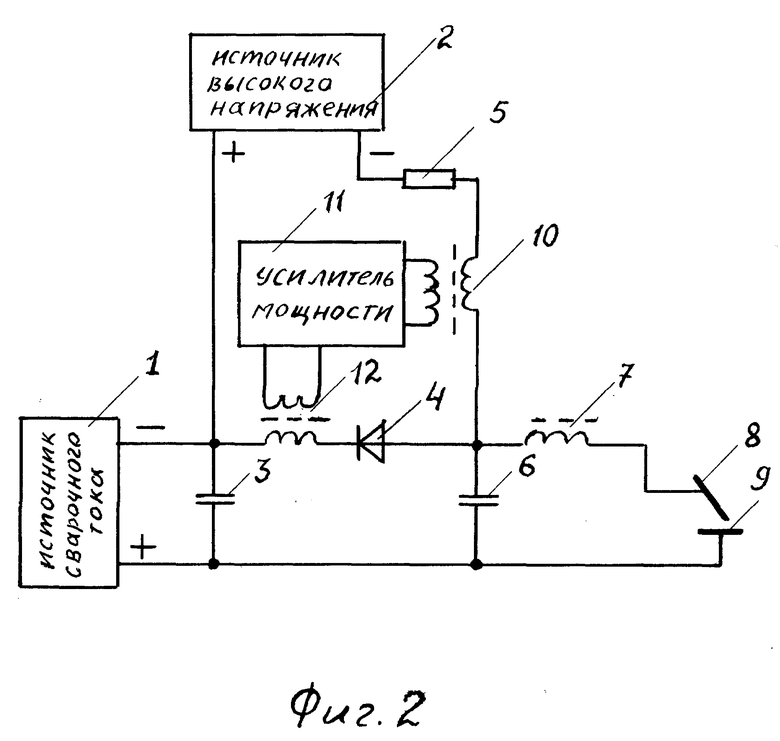
На фиг. 1 показана электрическая схема осциллятора, где 1 - источник сварочного тока, 2 - источник высокого напряжения, 3 - конденсатор, 4 - диод, 5 - резистор, 6 - конденсатор, 7 - индуктивность, 8 - сварочный электрод, 9 - свариваемая деталь.
В начальном положении сварочный электрод 8 разомкнут со свариваемой деталью 9. Источник сварочного тока 1 выдает постоянное напряжение на холостом ходу около 90 В. Источник высокого напряжения 2 выдает напряжение от 1000 до 6000 В в зависимости от назначения осциллятора. Конденсатор 3 служит для фильтрации помех. Диод 4 находится в запертом состоянии под воздействием высокого напряжения, которое подается на него через резистор 5. Если осциллятор предназначен для ручной сварки, то величина резистора 5 подбирается такой, чтобы ток через него при замыкании сварочного электрода 8 на свариваемую деталь 9 был безопасен для человека и не превышал величины начала порога ощущения человеком. Для постоянного тока этот порог равен 5 мА (см., например, книгу "Справочник по технике безопасности" П.А. Долин. М.: Энергоиздат, 1984 г., стр. 7, табл. 1.3). Конденсатор 6 является конденсатором контура осциллятора и заряжен до напряжения источника высокого напряжения 2 минус падение напряжения на резисторе 5, которое создается за счет тока утечки запертого диода 4. С конденсатора 6 высокое напряжение через индуктивность 7, являющуюся индуктивностью контура осциллятора, попадает на сварочный электрод 8.
При приближении сварочного электрода 8 к свариваемой детали 9 (до величины около 0,3 мм при 1000 В или около 2 мм при 6000 В) поступает пробой воздушного промежутка. Конденсатор 6, разряжаясь через индуктивность 7, возбуждает в контуре осциллятора высококачественные колебания, аналогичные колебаниям в контуре генератора прототипа, которые открывают диод 4 и сразу же в своем начале возбуждают сварочную дугу. При потухании сварочной дуги конденсатор 6 заряжается через резистор 5, и процесс зажигания дуги повторяется. Для ускорения зажигания сварочной дуги индуктивность 7 выполнена на сердечнике, который насыщается при протекании по ней сварочного тока. Без индуктивности 7, как показала практика, сварочная дуга не зажигается.
Уменьшение времени излучения помехи происходит из-за того, что высокочастотные колебания существуют только в момент непосредственного зажигания дуги, в остальное время помех нет. В прототипе помехи излучаются с момента включения осциллятора.
Изменение характера излучения происходит из-за того, что колебательный процесс в контуре осциллятора сразу же прерывается за счет шунтирования сварочной дугой и диодом 4. В контуре прототипа колебания затухают только из-за потерь в элементах контура и излучения.
Уменьшение излучаемой мощности происходит из-за того, что емкость в контуре предлагаемого осциллятора меньше, чем у прототипа. Как показала практика, конденсатор 6 может отсутствовать, так как для работы осциллятора достаточно собственной емкости запертого диода 4, которая много меньше емкости в контуре прототипа, и запасенная ею энергия тоже меньше.
На фиг. 2 показана электрическая схема осциллятора с усилителем импульса тока, где кроме позиций по фиг. 1 добавлены позиции 10 - трансформатор, 11 - усилитель мощности, 12 - трансформатор.
Осциллятор по фиг. 1 может работать только при напряжении холостого хода источника сварочного тока 1 свыше 60 В из-за малых токов в начале зажигания дуги. Дуга с малыми токами существует в воздухе только при напряжениях, больших 60 В. Для работы при напряжениях холостого хода источника сварочного тока 1 ниже 60 В необходимо применять осциллятор по схеме фиг. 2. При пробое высоким напряжением рабочего зазора между сварочным электродом 8 и свариваемой деталью 9 в трансформаторе 10 вырабатывается импульс, усиливаемый усилителем мощности 11, который подается через трансформатор 12 в цепь источника сварочного тока 1. Импульс напряжения, вырабатываемый трансформатором 12, повышает на время зажигания дуги напряжение холостого хода источника сварочного тока выше 60 В, и тем самым способствует зажиганию сварочной дуги.
Осциллятор, выполненный согласно фиг. 1, был успешно опробован на практике 22 июня 1996 г. автором.
Характеристики следующие:
Напряжение холостого хода источника сварочного тока - 90 В
Сварочный ток - 100 А
Напряжение источника высокого напряжения - 1100 В
Уровень ограничения тока высокого напряжения - 3 мА
Резистор, ограничивающий ток высокого напряжения, - 400 кОм
При сварке сварочная дуга зажигается без прикосновения сварочного электрода к свариваемой детали.
При замыкании голыми руками сварочного электрода и свариваемой детали при включенном напряжении 1100 В и отключенном напряжении 90 В ощущалось легкое покалывание только в момент прикосновения из-за разряда емкости осциллятора, затем ток не ощущался.
При проверке всеволновым приемником "Океан-209" не наблюдалось увеличения помех при сварке с предлагаемым осциллятором по сравнению со сваркой без осциллятора.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОЗБУЖДЕНИЯ СВАРОЧНОЙ ДУГИ ПЕРЕМЕННОГО ТОКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2065344C1 |
| Сварочный аппарат для сварки металлическим электродом | 1991 |
|
SU1825684A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ПЕРЕМЕННЫМ ТОКОМ | 1994 |
|
RU2062685C1 |
| СПОСОБ ВОЗБУЖДЕНИЯ ЭЛЕКТРИЧЕСКОЙ ДУГИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2469826C1 |
| ВОЗБУДИТЕЛЬ СВАРОЧНОЙ ДУГИ ПЕРЕМЕННОГО ТОКА | 1996 |
|
RU2103125C1 |
| СВАРОЧНЫЙ АППАРАТ | 2005 |
|
RU2302931C1 |
| УСТРОЙСТВО ДЛЯ ВОЗБУЖДЕНИЯ ЭЛЕКТРИЧЕСКОЙ ДУГИ ПЕРЕМЕННОГО ТОКА | 1999 |
|
RU2173618C2 |
| Устройство для возбуждения и стабилизации сварочной дуги | 2020 |
|
RU2733877C1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ | 1999 |
|
RU2162777C1 |
| Индуктивно-емкостный фильтр | 2020 |
|
RU2741069C1 |
Осциллятор для электросварки относится к области электросварки и может быть использован для возбуждения и стабилизации дуги при электросварке. Достигаемым техническим результатом является снижение уровня помех от осциллятора намного ниже уровня помех создаваемого непосредственно самой электросваркой без осциллятора. Осциллятор для электросварки содержит контур осциллятора, который возбуждается с помощью разрядника, который образован сварочным электродом и свариваемой деталью с воздушным зазором между ними, на сварочный электрод подается постоянное напряжение от источника высокого напряжения более 1000 В, которое является пробивающим рабочий воздушный зазор между сварочным электродом и свариваемой деталью. 2 з.п.ф-лы, 2 ил.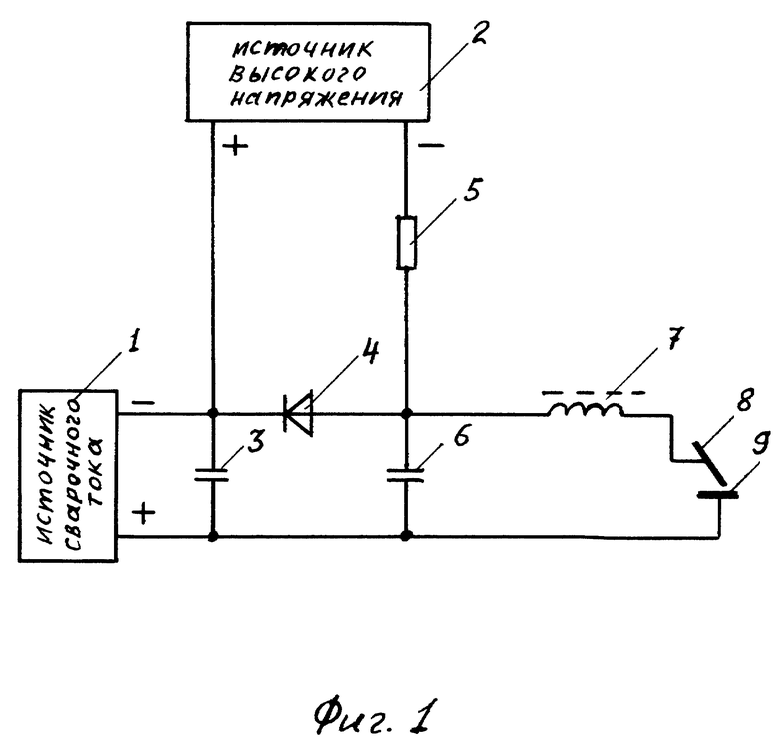
| Фоминых В.П., Яковлев А.П | |||
| Электросварка | |||
| - М.: Высшая школа, 1978, с.150 | |||
| 0 |
|
SU314292A1 | |
| Устройство для получения высоковольтных разрядов | 1972 |
|
SU511680A1 |
| US 3774011 A, 20.11.73 | |||
| US 4442339 A, 10.04.84. | |||
