Изобретение относится к области электротехники, в частности к созданию сварочных аппаратов, выполненных на основе преобразователя постоянного напряжения в постоянное с промежуточным преобразованием в высокочастотное переменное, подключенного к трехфазной сети через выпрямитель.
Известен тиристорный сварочный выпрямитель, содержащий тиристорный выпрямительный блок, используемый в качестве регулятора силы тока, и блок фазоимпульсного управления (ВИНОГРАДОВ B.C. Оборудование и технологии дуговой автоматической и механизированной сварки. - М.: Высшая школа, 1997, с.99-106). Его недостатками являются незначительная удельная мощность, низкий КПД и, вследствие этого, большие массогабаритные показатели.
Наиболее близким представленному техническому решению является сварочный аппарат, содержащий входной выпрямитель, мостовой инвертор, выходной выпрямитель. Управление мостового инвертора осуществляется модулированными по ширине импульсами, частота которых задается микроконтроллером и зависит от уровня выходного напряжения и выходного тока. Известный сварочный аппарат содержит также блок поджига (RU 12755 U1, 27.01.2000, МКИ 7 Н02М 7/48).
Недостатки указанного известного устройства обусловлены тем, что в известном устройстве вход блока поджига подключен к маломощному блоку питания, который питает все схемы блока управления, в том числе микроконтроллер. При этом импульсы с крутым фронтом, формируемые при работе блока поджига, поступают в блок питания и могут вызвать сбои в работе элементов блока управления. При питании от источника постоянного тока блок поджига должен иметь на входе элементы, обеспечивающие формирование импульсов напряжения, поступающих на вход трансформатора блока, что усложняет его конструкцию. Кроме того, из-за изменения частоты переключения ключей мостового инвертора при разных режимах работы последний не может во всех режимах работать на максимально высокой частоте, что вынуждает повышать габариты фильтра и силового трансформатора, при этом переключение ключей мостового инвертора происходит под напряжением, из-за чего повышаются потери мощности на переключение и режим работы ключей тяжелый.
Изобретение решает задачу, направленную на устранение указанных недостатков, для чего: в сварочный аппарат, содержащий последовательно соединенные сетевой фильтр, входной выпрямитель и мостовой инвертор, параллельно входу которого подключен фильтрующий конденсатор, а в диагональ переменного тока мостового инвертора включена первичная обмотка высокочастотного силового трансформатора, вторичная обмотка которого через последовательно соединенные выходной выпрямитель, датчик выходного тока и выходной фильтр подключена к выходным выводам, кроме того, блок поджига дуги, выход которого подключен к выходным выводам, датчик исправности сети, датчик перегрева, контролирующий температуры ключей мостового инвертора, датчик выходного напряжения и блок управления, в состав которого входят блок ручных настроек и цифровой индикации, микроконтроллер и драйверы ключей мостового инвертора, при этом к портам ввода микроконтроллера подключены выходы блока ручных настроек и цифровой индикации и выходы датчиков исправности сети, перегрева, выходного тока и выходного напряжения, порты вывода микроконтроллера соединены с входом блока ручных настроек и цифровой индикации и входом драйверов ключей мостового инвертора, выходы которого подключены к управляющим входам ключей мостового инвертора, вход блока поджига дуги через разделительный конденсатор подключен к силовым выводам одного из ключей мостового инвертора, датчик исправности сети контролирует напряжение на входе мостового инвертора и подключен параллельно входу мостового инвертора, драйверы ключей мостового инвертора обеспечивают противофазную коммутацию пар ключей каждого из его полумостов при постоянной частоте коммутации с фазовым сдвигом импульсов прямоугольной формы, управляющих коммутацией парой ключей первого полумоста мостового инвертора относительно импульсов прямоугольной формы, управляющих коммутацией парой ключей второго полумоста мостового инвертора, при этом значение угла упомянутого фазового сдвига вычисляется в микропроцессоре микроконтроллера, для чего используются непрерывно отслеживаемые сигналы с выходов датчиков выходного напряжения и/или выходного тока, исправности сети, и подается в виде сигнала управления на соответствующий выход порта вывода микроконтроллера, кроме того, импульсы прямоугольной формы, управляющие ключами полумостов мостового инвертора, имеют паузы при нулевом уровне, обеспечивающие наличие интервала времени, при котором оба ключа полумоста мостового инвертора закрыты.
Регулирование напряжения при постоянной частоте и скважности переключения ключей мостового инвертора позволяет подключить блок поджига к мостовому инвертору, за счет чего упрощается его конструкция и повышается надежность работы сварочного аппарата. Кроме того, за счет индуктивности намагничивания первичной обмотки трансформатора блока поджига обеспечивается режим переключения при нулевом напряжении, что минимизирует потери мощности ключей мостового инвертора даже на холостом ходу и при малых токах нагрузки сварочного аппарата. Это является техническим результатом.
Для обеспечения крутопадающей характеристики поджига дуги блок поджига содержит высокочастотный маломощный трансформатор со слабой электромагнитной связью между первичной и вторичной обмотками, при этом выводы первичной обмотки являются входом блока поджига.
Кроме того, вход блока поджига подключен к ключу, принадлежащему второму полумосту мостового инвертора.
Целесообразно также для устранения причин перерегулировок и повышения быстродействия схемы контроля заданных характеристик в режиме стабилизации выходного тока для вычисления значения требуемого угла фазового сдвига импульсов, управляющих коммутацией парой ключей первого полумоста мостового инвертора, относительно импульсов, управляющих коммутацией парой ключей второго полумоста мостового инвертора (ϕ1), использовать математическое выражение:

где SD1 - величина текущего сигнала с выхода датчика исправности сети, SD1norm - величина сигнала с выхода датчика исправности сети при номинальном напряжении питающей сети, SD3 - величина текущего сигнала с выхода датчика выходного тока, SD3set - величина сигнала с выхода датчика выходного тока при выходном токе, равном заданному, kD3, kD1 - коэффициенты влияния соответствующих сигналов, определяемые экспериментально предварительной калибровкой, учитывающей параметры конкретного сварочного аппарата.
А в режиме стабилизации выходного напряжения для вычисления значения угла фазового сдвига импульсов, управляющих коммутацией парой ключей первого полумоста мостового инвертора, относительно импульсов, управляющих коммутацией парой ключей второго полумоста мостового инвертора, (ϕ2) использовать математическое выражение:

где SD1 - величина текущего сигнала с выхода датчика исправности сети, SD1norm - величина сигнала с выхода датчика исправности сети при номинальном напряжении питающей сети, SD3 - величина текущего сигнала с выхода датчика выходного тока, SD4set - величина сигнала с выхода датчика выходного напряжения при выходном напряжении, равном заданному, kD1, kD3, kD4 - коэффициенты влияния соответствующих сигналов (устанавливаются экспериментально предварительной калибровкой), n - коэффициент трансформации силового трансформатора, η - КПД сварочного аппарата, UVD - падение напряжения на диодах выходного выпрямителя, UVT - падение напряжения на ключах мостового инвертора.
Для защиты от перегрева при превышении температуры одного из контролируемых ключей заданной предельной величины на все ключи инвертора подается закрывающий сигнал.
Сварочный аппарат содержит также маломощный блок питания, к выходу которого подключены входы питания драйверов ключей мостового инвертора, микроконтроллера и блока ручных настроек и цифровой индикации, кроме того, выход маломощного блока питания (выходное напряжение 12 вольт) через последовательно включенные диод и токоограничительный резистор подключен к выходным выводам. Для снижения выходного напряжения аппарата в ждущем режиме до безопасных для человека значений, для устранения прилипания электрода при первом касании к детали, а также для обеспечения желаемой характеристики начального этапа сварки целесообразно:
в режиме ожидания при отсутствии сварки обеспечить с помощью программы, введенной в микроконтроллер, запирание всех четырех ключей мостового инвертора. В момент начала сварки при касании электрода к свариваемой детали микроконтроллер включает противофазную коммутацию ключей второго полумоста мостового инвертора при отключенных ключах первого полумоста мостового инвертора, а при возбуждении дуги после отведения электрода от детали на расстояние 1-10 мм микроконтроллер обеспечивает подключение первого полумоста мостового инвертора и, управляя значением угла фазового сдвига импульсов, управляющих коммутацией парой ключей первого полумоста мостового инвертора, относительно импульсов, управляющих коммутацией парой ключей второго полумоста мостового инвертора, микроконтроллер обеспечивает управление характеристикой зажигания дуги и начальным процессом сварки.
Для снижения токовых потерь мощности выходной выпрямитель выполнен на силовых диодах Шоттки.
Силовой трансформатор предпочтительно выполнен на низкопрофильных Ш-образных ферритах с обмотками, изготовленными по известной специалистам планарной технологии. Низкая индуктивность рассеяния обмоток и высокая магнитная межобмоточная связь позволяют работать данному типу трансформаторов с высоким КПД (до 99%) на высоких частотах преобразования (100 кГц при выходной мощности более 15 кВт). Кроме того, данный тип трансформаторов имеет наилучшие массогабаритные характеристики (10-20 Вт/гр) и низкий уровень электромагнитных помех. Информацию об указанной технологии можно найти, например, на сайте компании Payton Group по адресу в Интернете: http://www.paytongroup.com).
Для снижения массогабаритных характеристик и для защиты от загрязнений, повышенной влажности и брызг воды с любых направлений заявляемое устройство предлагается снабдить системой принудительно-воздушного охлаждения, содержащей термически изолированные друг от друга радиаторы, входной выпрямитель, мостовой инвертор и выходной выпрямитель разместить на отдельном радиаторе каждый, а все электрические силовые элементы и блок управления установить вне зоны движения охлаждающего воздуха системы принудительно-воздушного охлаждения.
Изобретение поясняется чертежом, на котором представлена структурная схема сварочного аппарата. Сварочный аппарат содержит: сетевой разъем в виде сетевого выключателя-автомата 1, которым производится подключение сварочного аппарата к трехфазной сети 380 В/50 Гц. Выход выключателя-автомата 1 подключен к входу сетевого фильтра 2, выход которого подключен к входу входного выпрямителя 3 в виде трехфазного диодного моста. Выходы входного выпрямителя 3 соединены с входом мостового инвертора 5, к входу которого подключен также фильтрующий конденсатор 17 большой емкости. Мостовой инвертор 5 состоит из двух включенных параллельно его входу полумостов, второй полумост выполнен в виде пар последовательно соединенных ключей 20, 21, а первый полумост в виде пар последовательно соединенных ключей 22, 23. Параллельно входу мостового инвертора 5 включен датчик 13 исправности сети, контролирующий уровень напряжения на входе мостового инвертора 5. В выходную диагональ (диагональ переменного тока) мостового инвертора через разделительный конденсатор 18 включена первичная обмотка высокочастотного силового трансформатора 6, вторичная обмотка которого подключена к входу выходного выпрямителя 7. Выход выходного выпрямителя 7 через датчик 15 выходного тока и выходной фильтр 8 соединен с выходными выводами сварочного аппарата. Датчик 16 выходного напряжения включен между положительным входным выводом выходного фильтра 8 и отрицательным выходным выводом сварочного аппарата. Датчик 14 перегрева установлен на радиаторе ключей 20-23 мостового инвертора 5 с возможностью контроля их температуры. Вход блока 9 поджига через разделительный конденсатор 19 включен параллельно ключу 21 второго полумоста мостового инвертора 5. Управление сварочным аппаратом осуществляется блоком управления 24, в состав которого входят микроконтроллер 10, блок 11 ручных настроек и цифровой индикации и драйверы 12 ключей мостового инвертора 5. К портам ввода микроконтроллера 10 подключены выходы блока 11 и выходы датчиков 13-16. Порты вывода микроконтроллера 10 соединены с входом блока 11 и входом драйверов 12. Выходы драйверов 12 соединены с управляющими входами соответствующих ключей 20-23. Маломощный блок питания 4 подключен входом к выходу входного выпрямителя 3. К выходу маломощного блока питания 4 подключены входы питания драйверов 12, микроконтроллера 10 и блока 11 (на чертеже не показано). Кроме того, выход блока питания 4 можно через последовательно включенные диод и токоотраничительный резистор подключить к выходным выводам (на чертеже не показано).
Блок 9 поджига выполнен на основе маломощного высокочастотного трансформатора со слабой магнитной связью между первичной и вторичной обмотками, а также с определенной (заданной) индуктивностью намагничивания и рассеивания первичной обмотки. Выводы первичной обмотки трансформатора формируют его вход блока поджига, вторичная обмотка указанного трансформатора через выпрямитель блока поджига и фильтр блока поджига соединена с выходом блока поджига.
Драйверы 12 выполнены в виде двух формирователей прямоугольных импульсов с двумя противофазными выходами каждый, вход синхронизации первого из которых соединен с задающим частоту генератором непосредственно, а другого - через фазосдвигающий блок. В управляющие импульсы введены малые интервалы паузы в моменты переключении для обеспечения возможности режима переключения ключей мостового инвертора при нулевом напряжении на них. Вход управления величиной фазового сдвига фазосдвигающего блока является входом драйверов. Выходы формирователей прямоугольных импульсов формируют выходы драйверов.
Остальные элементы, используемые в изобретении, широко известны из уровня техники.
Сварочный аппарат работает следующим образом. При замыкании контактов сетевого выключателя - автомата 1 напряжение трехфазной сети поступает через сетевой фильтр на вход входного выпрямителя 3 и на маломощный блок питания 4, который питает все схемы блока управления 24. Выпрямленное напряжение с выхода входного выпрямителя 3 заряжает фильтрующий конденсатор 17, напряжение которого поступает на вход мостового инвертора 5 и, соответственно, на силовые выводы ключей 20-23. При подаче напряжения (Un) с выхода маломощного блока питания 4 на входы питания схем блока управления 24 запускается микроконтроллер 10 и начинает отрабатывать программу, введенную в него при сборке. На первом этапе программа обеспечивает проверку работоспособности микроконтроллера 10. На следующем этапе производится проверка начальных условий работы сварочного аппарата, при этом считываются сигналы с датчиков 13 -16, контролирующих его рабочее состояние. Информация с указанных датчиков через порты ввода микроконтроллера 10 поступает в его оперативную память. При условии исправности сети и отсутствия перегрева через порты ввода микроконтроллера 10 считывается информация с блока 11 о требуемых значениях выходных напряжения и тока. В микропроцессоре микроконтроллера 10 поступившая информация обрабатывается программой, которая вычисляет требуемые текущие значения соотношения времен подключения входного напряжения инвертора к его выходной диагонали и отключения входного напряжения мостового инвертора от его выходной диагонали и посылает их на порты вывода, где они преобразуются в сигналы управления схемой драйверов ключей 12, определяющие фазовый сдвиг импульсов, управляющих коммутацией парой ключей первого полумоста мостового инвертора относительно импульсов, управляющих коммутацией парой ключей второго полумоста мостового инвертора. Через порты вывода микроконтроллера выводятся управляющие сигналы для блока 11, который отображает рабочие (измеренные) и установленные значения выходных напряжения и тока на информационном табло. Алгоритм работы сварочного аппарата зависит от сигналов датчиков 13-16 и сигналов с блока 11, задающего режим работы. В режиме отсутствия сварки (ожидания) мостовой инвертор 5 выключен (закрыты все четыре ключа 20-23). На выход сварочного аппарата через диод и токоограничивающий резистор подается напряжение 12 В с блока 4 (макс. выходной ток ограничен резистором на уровне не более 100 мА). Микроконтроллер 10 с помощью датчика 16 постоянно контролирует (измеряет раз в 1 мс) выходное напряжение. В момент начала сварки (при касании электродом к свариваемой детали) выходное напряжение резко падает (до уровней 0÷5 В). Микроконтроллер 10, обнаружив это событие, включает сначала второй (ключи 20, 21) полумост силового инвертора, при этом трансформатор 6 отключен, а трансформатор блока поджига 9 подключен; на выход сварочного аппарата подается напряжение с блока поджига и через переход контакта электрода - деталь начинает протекать малый стартовый ток, величина которого ≈8А. При отведении электрода от детали на небольшое расстояние (1÷10 мм) происходит возбуждение дуги в соответствии с вольт-амперной характеристикой блока поджига 9, выходное напряжение также возрастает до значений 15÷80 В (в зависимости от промежутка электрод - деталь). Микроконтроллер 10 обнаруживает появление дуги и подключает второй полумост силового инвертора, при этом вступает в работу силовой трансформатор. Управляя значением угла фазового сдвига импульсов, управляющих коммутацией парой ключей первого полумоста мостового инвертора, относительно импульсов, управляющих коммутацией парой ключей второго полумоста мостового инвертора, микроконтроллер 10 управляет характеристикой зажигания дуги и начальным процессом сварки. В режиме стабилизации сварочного (выходного) тока угол фазового сдвига ϕ1 импульсов, управляющих коммутацией парой ключей первого полумоста мостового инвертора, относительно импульсов, управляющих коммутацией парой ключей второго полумоста мостового инвертора, определяется в соответствии с математическим выражением (1). В режиме стабилизации выходного напряжения угол фазового сдвига ϕ2 импульсов, управляющих коммутацией парой ключей первого полумоста мостового инвертора, относительно импульсов, управляющих коммутацией парой ключей другого полумоста мостового инвертора, определяется в соответствии с математическим выражением (2). В случае принудительного ручного обрыва дуги (напряжение на выходе более 60 В в течение более 0,5 сек) или по окончании процесса сварки (сигнал с кнопки управления, поступающий с выхода блока 11) микроконтроллер отключает силовой генератор и переходит в ждущий режим. В процессе работы сварочного аппарата постоянно контролируется исправность питающей сети (датчик 13) и температура ключей мостового инвертора (датчик 14), в случае выхода из безопасного режима микроконтроллер 10 вырабатывает сигнал на отключение мостового инвертора 5 и выводит соответствующую информацию на информационное табло блока 11. В частном случае реализации защита от превышения температуры одного из ключей 20-23 заданной предельно допустимой микроконтроллер 10 вырабатывает сигнал, при котором ключи 20-23 будут заперты в течение всего периода регулирования, при этом напряжение на выходе мостового инвертора 5 равно нулю.
Охлаждение греющихся элементов сварочного аппарата является принудительно воздушным, каждый из основных тепловыделяющих узлов (входной выпрямитель 3, мостовой инвертор 5, выходной выпрямитель) расположен на отдельном радиаторе, термически изолированном от других. Блок управления 12 и все токоведущие части электрических силовых элементов установлены вне зоны движения воздушного потока системы принудительно-воздушного охлаждения.
Достигнутый в представленном техническом решении результат - повышение надежности, уменьшение потерь мощности, высокие массогабаритные показатели и широкий диапазон возможностей позволяет эффективно использовать его в судостроении, машиностроении, строительной отрасли, для ремонтных работ и т.д.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для микродугового оксидирования металлов и сплавов | 2017 |
|
RU2635120C1 |
| ИСТОЧНИК ЭЛЕКТРОПИТАНИЯ АППАРАТУРЫ РАДИОЛОКАЦИОННОЙ СТАНЦИИ | 2013 |
|
RU2534028C1 |
| СВАРОЧНЫЙ АППАРАТ(ВАРИАНТЫ) | 2002 |
|
RU2220828C2 |
| УСТРОЙСТВО ДЛЯ ПРЯМОГО ПОИСКА ГЕОЛОГИЧЕСКИХ ОБЪЕКТОВ | 2011 |
|
RU2454683C1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ И ОБЕСПЕЧЕНИЯ ЖИВУЧЕСТИ ДВИГАТЕЛЯ ДВОЙНОГО ПИТАНИЯ | 2013 |
|
RU2525294C1 |
| РЕВЕРСИВНЫЙ ПРЕОБРАЗОВАТЕЛЬ НАПРЯЖЕНИЯ ДЛЯ ПЕРЕДАЧИ ЭЛЕКТРОЭНЕРГИИ МЕЖДУ СЕТЯМИ ПЕРЕМЕННОГО И ПОСТОЯННОГО ТОКА | 2007 |
|
RU2343615C1 |
| ПРЕОБРАЗОВАТЕЛЬ НАПРЯЖЕНИЯ ИСТОЧНИКА ПИТАНИЯ ПОСТОЯННОГО ТОКА | 2016 |
|
RU2729882C2 |
| ИНТЕЛЛЕКТУАЛЬНЫЙ ПРЕОБРАЗОВАТЕЛЬ НАПРЯЖЕНИЯ | 2012 |
|
RU2499348C1 |
| ПРЕОБРАЗОВАТЕЛЬ ПОСТОЯННОГО НАПРЯЖЕНИЯ В ПОСТОЯННОЕ | 2015 |
|
RU2678774C2 |
| ПРЕОБРАЗОВАТЕЛЬ НАПРЯЖЕНИЯ ПОСТОЯННОГО ТОКА С РЕЗЕРВИРУЕМОЙ ПАРАЛЛЕЛЬНОЙ АРХИТЕКТУРОЙ | 2006 |
|
RU2317626C1 |
Изобретение относится к сварочной электротехнике, в частности к сварочному аппарату, и может найти применение в машиностроении. Сварочный аппарат выполнен на основе преобразователя постоянного напряжения в постоянное с промежуточным преобразованием в высокочастотное переменное, подключенного к трехфазной сети 380 В/50 Гц через выпрямитель. К одному из ключей мостового инвертора подключен вход блока поджога. Управление ключами мостового инвертора осуществляется импульсами постоянной частоты и скважности с фазовым сдвигом, величина которого вычисляется микропроцессором с использованием сигналов с выходов датчиков выходного напряжения, выходного тока, исправности сети и перегрева. При этом обеспечивается надежное переключение ключей инвертора при нулевом напряжении, возможность работы инвертора при максимально допустимой частоте переключения ключей, отсутствие помех в цепях питания схем блока управления, что позволяет получить технический результат - повышение надежности, улучшение массогабаритных показателей и повышение КПД. 11 з.п. ф-лы, 1 ил.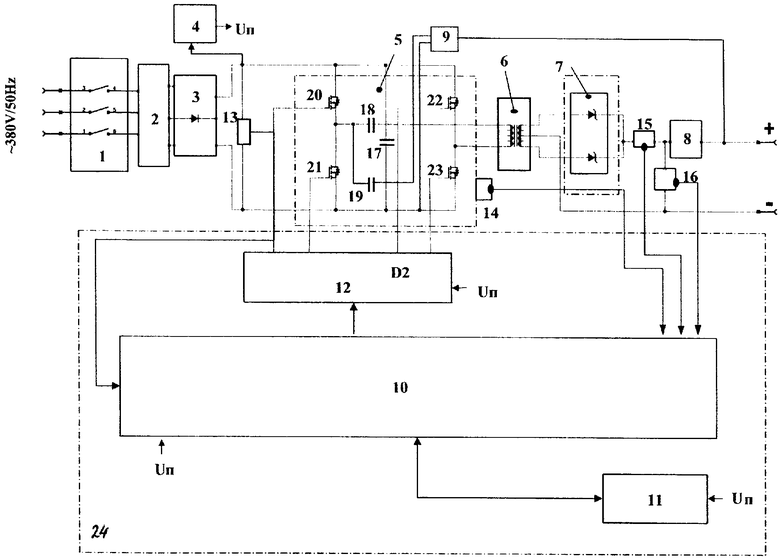
ϕ1=1-kD3(SD3-SD3set)·kD1(SD1-SD1norm),
где SD1 - величина текущего сигнала с выхода датчика исправности сети; SD1norm - величина сигнала с выхода датчика исправности сети при номинальном напряжении питающей сети; SD3 - величина текущего сигнала с выхода датчика выходного тока; SD3set - величина сигнала с выхода датчика выходного тока при выходном токе, равном заданному; kD3, kD1 - коэффициенты влияния соответствующих сигналов.
ϕ2=((kD4(SD4set+UVD)·n/(kD1·SD1-2-UVT)·η)±KD3-SD3),
где SD1 - величина текущего сигнала с выхода датчика исправности сети; SD1norm - величина сигнала с выхода датчика исправности сети при номинальном напряжении питающей сети; SD3 - величина текущего сигнала с выхода датчика выходного тока; SD4set - величина сигнала с выхода датчика выходного напряжения при выходном напряжении, равном заданному; kD1, kD3, kD4 - коэффициенты влияния соответствующих сигналов; n - коэффициент трансформации силового трансформатора; η - КПД сварочного аппарата; UVD - падение напряжения на диодах выходного выпрямителя; UVT - падение напряжения на ключах мостового инвертора.
| Способ склеивания стекла с целлулоидом | 1928 |
|
SU12755A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ВЫХОДНОГО СИГНАЛА СВАРОЧНОГО АППАРАТА С ЭЛЕКТРОПРИВОДОМ (ВАРИАНТЫ) И СИСТЕМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 1996 |
|
RU2107596C1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ ЭЛЕКТРОСВАРКИ НА ПОСТОЯННОМ ТОКЕ | 1996 |
|
RU2094196C1 |
| ПРЕОБРАЗОВАТЕЛЬ ПОСТОЯННОГО НАПРЯЖЕНИЯ | 1995 |
|
RU2080222C1 |
| US 5408067 A, 18.04.1995. | |||

