Изобретение относится к машиностроению, в частности к резанию.
Известен (С. И. Самойлов и др. Технология тяжелого машиностроения. М., Машиностроение. 1967. с. 119) способ точения резцом с прямой режущей кромкой, совмещенной с образующей обработанной поверхности и направлением подачи. Невозможность обеспечения больших передних углов ограничивает возможности способа.
Известен (там же с. 117 - 118) способ точения широким резцом, прямая режущая кромка которого совмещена с образующей обработанной поверхности и направлением подачи. Невозможность обеспечения больших передних углов и большая длина кромки существенно ограничивают производительность.
Последний способ принят прототипом.
Задачей предлагаемого способа является повышение эффективности резания и расширение технологических возможностей его одновременным относительным движением в двух направлениях режущей кромки, совпадающей с одним из них. Задача решается установлением скорости движения по линии кромки большей скорости движения в другом направлении, созданием с одной или обеих сторон режущего клина режущих кромок, пересекающих кромку, упомянутую выше, не нарушая ее целостности.
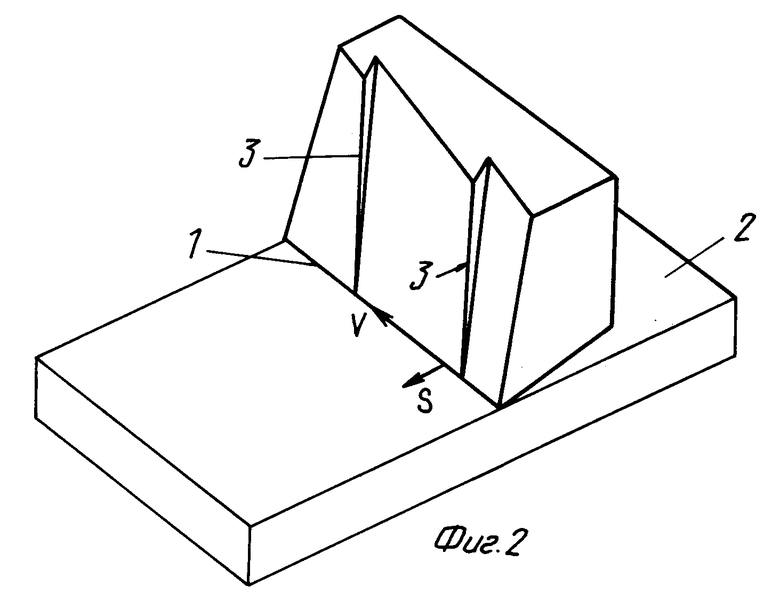
Сущность способа поясняют схемы на фиг. 1 и 2, где обозначены: 1 - режущая кромка инструмента, 2 - обработанная поверхность детали, 3 - дополнительные режущие кромки, V, S, R - скорости относительного движения кромки и их результирующая соответственно, ϕ - угол наклона кромки к направлению результирующего движения, γS, γR- передние углы режущего клина после заточки и в направлении результирующего движения соответственно.
Установление скорости V движения по линии кромки 1 большей скорости S движения в другом направлении обеспечивает небольшой наклон кромки к направлению результирующего движения R и при небольших углах γS, полученных заточкой, обеспечивает значительные углы γR в направлении результирующего движения. Это позволяет повысить эффективность резания. Способ прост и может быть использован для чистовой обработки. Расширение технологических возможностей способа может быть достигнуто созданием на одной или обеих сторонах режущего клина дополнительных кромок 3, пересекающих кромку 1, не нарушая ее целостности. Это позволит использовать способ в других условиях резания, характеризующихся, например, большими сечениями срезаемого слоя режущей кромкой инструмента, затрудненным отводом стружки и др.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ | 1996 |
|
RU2119408C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ | 1996 |
|
RU2140832C1 |
| СПОСОБ ЧИСТОВОГО СТРОГАНИЯ КОСОГО ЗУБА | 1996 |
|
RU2135335C1 |
| СПОСОБ ЧИСТОВОГО ФРЕЗЕРОВАНИЯ | 1996 |
|
RU2137575C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТВЕРСТИЯ | 1996 |
|
RU2136455C1 |
| СПОСОБ ЧИСТОВОГО СТРОГАНИЯ ЗУБЬЕВ | 1996 |
|
RU2136458C1 |
| СПОСОБ ЧИСТОВОГО СТРОГАНИЯ ЭВОЛЬВЕНТНЫХ ЗУБЬЕВ | 1996 |
|
RU2119850C1 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ | 1996 |
|
RU2136446C1 |
| СПОСОБ ЧИСТОВОГО СТРОГАНИЯ ПРЯМОГО ЗУБА | 1996 |
|
RU2136459C1 |
| СПОСОБ ОБРАБОТКИ ВРАЩАЮЩИМСЯ РЕЖУЩИМ ИНСТРУМЕНТОМ | 1996 |
|
RU2131324C1 |
Изобретение относится к машиностроению. Технический результат: повышение эффективности резания и расширение его технологических возможностей. Способ резания характеризуется относительным движением в двух направлениях режущей кромки инструмента, совпадающей с одним из них. При зтом режут со скоростью движения по линии кромки большей скорости движения в другом направлении. На режущем инструменте могут быть выполнены дополнительные режущие кромки, пересекающие линию упомянутой кромки, не нарушая ее целостности. 1 з.п. ф-лы, 2 ил.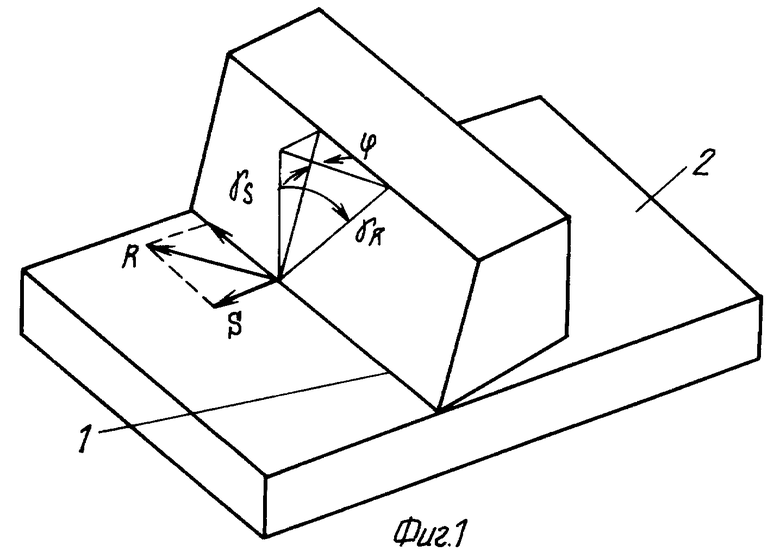
| Самойлов С.И | |||
| Технология тяжелого машиностроения | |||
| - М.: Машиностроение, 1967, с.117, с.118, рис.61 | |||
| СПОСОБ ТОКАРНОЙ ОБРАБОТКИ ВРАЩАЮЩИМСЯ РЕЗЦОМ | 0 |
|
SU314598A1 |
| Способ токарной обработки многолезвийным инструментом | 1978 |
|
SU673378A1 |
| Способ механической обработки | 1982 |
|
SU1057184A1 |
| US 4075914 A, 28.02.78. | |||
