Изобретение относится к почвообрабатывающим рабочим органам сельскохозяйственных машин, а именно к лемехам, а также может быть использовано при его производстве.
Известен лемех трапециевидной формы, содержащий режущую кромку, носок, полевой и бороздной обрезы и спинку, а также крепежные отверстия, расположенные параллельно спинке лемеха (см. патент РФ N 2027331, 27.01.95, кл. A 01 B 15/04). Однако конструкция такого лемеха ненадежна в эксплуатации, т.к. в передней части на носке лемеха во время его заглубления создаются значительные напряжения изгиба, вызывающие поломку носка лемеха.
В техническом решении по патенту РФ N 2027331 описан способ изготовления лемеха, заключающийся в формировании лемешной полосы с переменным по ширине поперечным сечением, имеющим кромку для лезвия режущей части и сплошное по длине полосы с тыльной стороны утолщение, увеличивающееся от кромки лезвия в сторону спинки, вырубке лемеха по наружному контуру и вырубке крепежных отверстий, ось которых располагают параллельно спинке лемеха.
Однако данная технология изготовления предполагает использование дорогостоящих специальных горячекатаных стальных профилей, а сплошное по длине утолщение одинакового профиля, начинающееся от кромки лезвия, увеличивает материалоемкость, так как в пяточной части нет необходимости в таком утолщении. При таком способе изготовления получаемое прямолинейное лезвие снижает возможность заглубления, что уменьшает надежность выполнения лемехом технологического процесса.
Известен инструмент для изготовления изделий типа лемеха по а.с. СССР N 1281187, 07.01.84, кл. A 01 B 15/04, состоящий из двух валков с одним ручьем, рабочая поверхность одного из валков выполнена цилиндрической, а другого - в виде сопряженных между собой двух поверхностей тороидальной и конической с переменным углом наклона образующей.
Однако такой инструмент не обеспечивает получение надежного в работе лемеха, т.к. на нем нельзя получить утолщение на тыльной стороне лемеха, которое значительно упрочняет лемех.
Наиболее близким техническим решением в части конструкции лемеха является "Плужный лемех" по а.с. N 1711692, 15.02.92, кл. A 01 В 15/04.
Известный лемех содержит режущую кромку, состоящую из двух частей: носовой прямолинейной и задней прямолинейной, расположенной под углом к спинке. Однако такая конструкция не обеспечивает надежную работу лемеха, так как повышается сопротивление при перемещении лемеха из-за наличия переднего носового участка, расположенного поперек траектории движения плуга.
Технической задачей настоящего изобретения является разработка такой конструкции лемеха, которая была бы надежна в эксплуатации на любых почвах, имела хорошую заглубляемость, а способ производства позволил получить снижение материалоемкости и энергоемкости его изготовления и возможности использования более дешевого проката, а использование определенного инструмента сократило бы затраты на производство лемеха.
Поставленная задача достигается тем, что у лемеха, содержащего носок, полевой и бороздной обрезы и спинку, режущая кромка лезвия от носка на полевом обрезе до пятки на бороздном обрезе выполнена из переднего, среднего и заднего участков, передний и задний участки выполнены криволинейными с переменной толщиной лезвия, а средний участок, длина которого составляет 0,7-0,85 от длины всей режущей кромки лезвия, выполнен и расположен под углом к спинке лемеха, причем высота передней части среднего участка больше высоты задней части среднего участка, при этом тыльная сторона лемеха от полевого обреза до бороздного снабжена утолщением, выполненным в виде неправильного тетраэдра, максимальная высота которого равна 1,4-1,6 от толщины спинки и расположена у полевого обреза, минимальная, равная нулю, - у бороздного обреза, а верхнее ребро тетраэдра расположено параллельно среднему участку режущей кромки лезвия и удален от нее на величину 4-6 толщины спинки лемеха. Режущая кромка лезвия передней части выполнена в виде половины дуги сегмента окружности с радиусом, равным 0,05-0,15 от общей длины режущей кромки, и высотой сегмента 0,1-0,15 от радиуса окружности сегмента, а толщина лезвия переднего и заднего участков у носка и пятки имеет 0,3-0,4 от толщины спинки в местах перехода переднего и заднего участков в средний участок. Что касается способа, то он заключается в использовании стандартного листового или полосового проката постоянной толщины, в порезке листа (полосы) на заготовки, пробивке квадратных отверстий и их зенкеровании, местном нагреве на заготовке до ковочной температуры зон полевого обреза и режущей кромки, формообразовании утолщения с тыльной стороны и лезвия режущей кромки пластическим деформированием, отрезке части заготовки с образованием полевого обреза, гибке поперечного профиля и термическом упрочении с использованием ковочного тепла, а утолщение с тыльной стороны и переднюю режущую часть кромки лезвия образуют в определенной последовательности - сначала прокатывают заготовку в вертикальном положении в предварительном ручье валковых штампов и высаживают утолщение, потом прокатывают полуфабрикат с утолщением в горизонтальном положении в окончательном ручье валковых штампов, при этом переднюю криволинейную часть режущей кромки формообразуют путем уменьшения на 20-40% степени деформации, потребной для формообразования режущей кромки средней прямолинейной части лезвия, и затем формообразуют клиновидную режущую кромку остальных частей лезвия и смещают 0,1-0,15 необходимого объема в зону утолщения.
Инструмент для изготовления лемеха содержит вращающиеся верхний и нижний валковые штампы с образованием двух предварительного и окончательного ручьев, а гравюра верхнего валкового штампа предварительного ручья имеет катающую поверхность, образованную переменными радиусами от Rmin до Rmax, разница значений которых составляет величину обжатия заготовки для высадки заданного утолщения, причем изменение радиуса подчиняется прямолинейному закону, а гравюра нижнего валкового штампа предварительного ручья выполнена с постоянным радиусом, при этом гравюра верхнего и нижнего валковых штампов окончательного ручья на участке, соответствующем переднему участку режущей кромки лезвия лемеха, имеет переменный профиль катающих поверхностей, образованных переменными радиусами от Rmin, до Rmax, разница значений которых составляет половину требуемой толщины лезвия режущей кромки на этом участке, а изменение значений радиуса подчиняется прямолинейному закону. В инструменте окончательный ручей валковых штампов снабжен подвижной в направлении прокатки опорной скалкой, опорная поверхность которой выполнена под углом, соответствующим углу наклона прямолинейной части режущей кромки, и снабжен фиксаторами с двух сторон для прокатываемого полуфабриката лемеха.
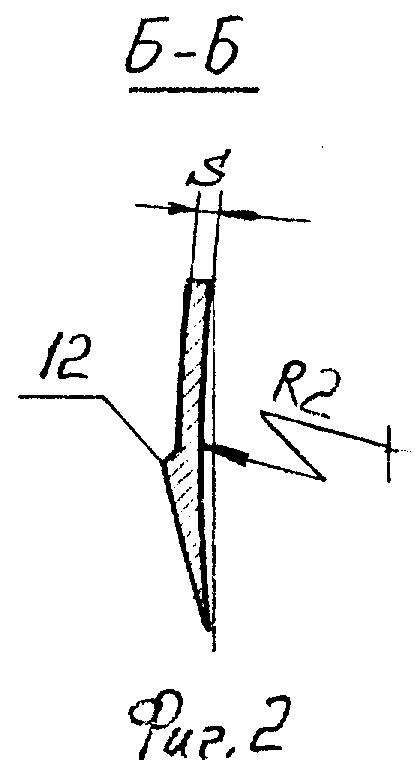
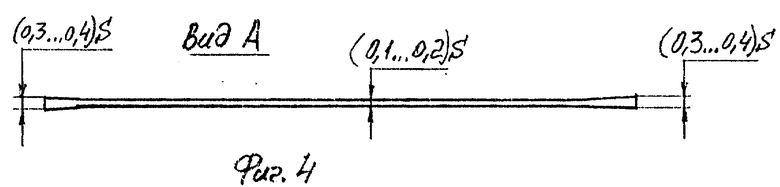
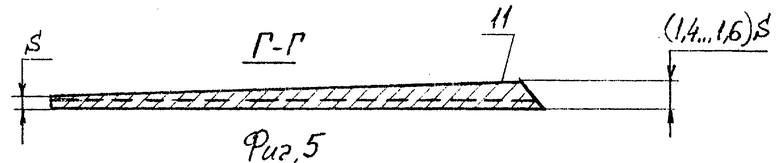
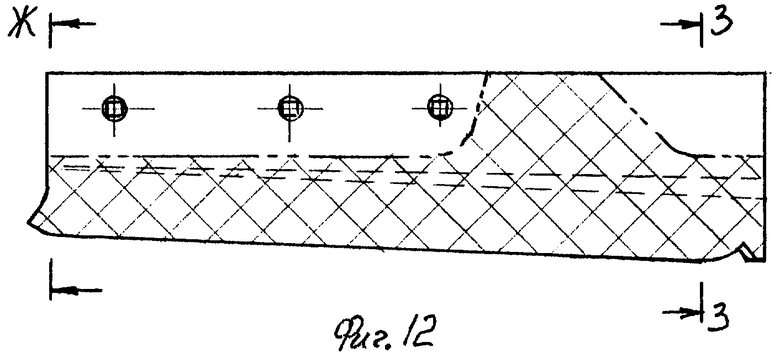
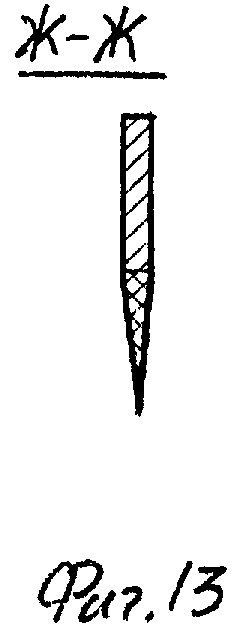
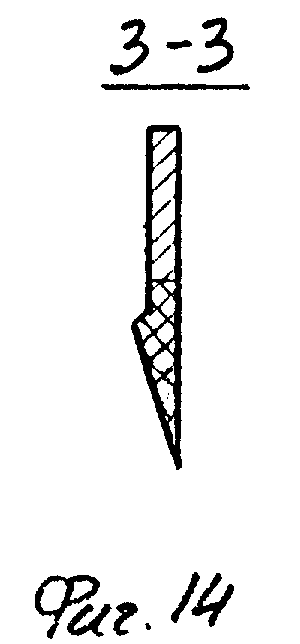
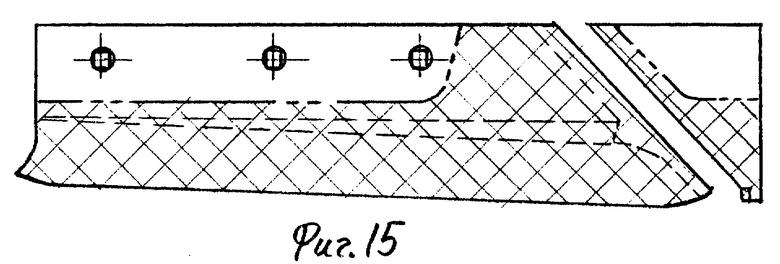
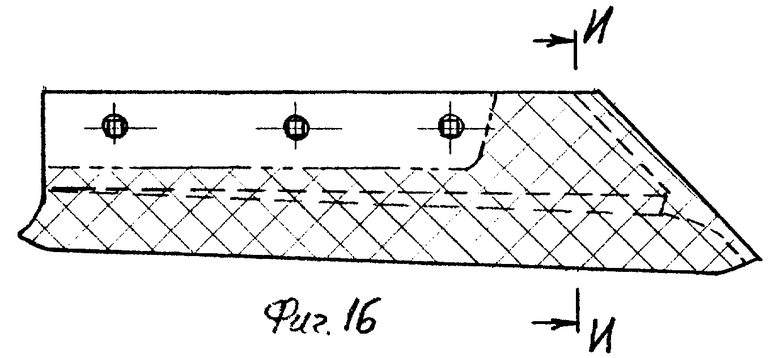
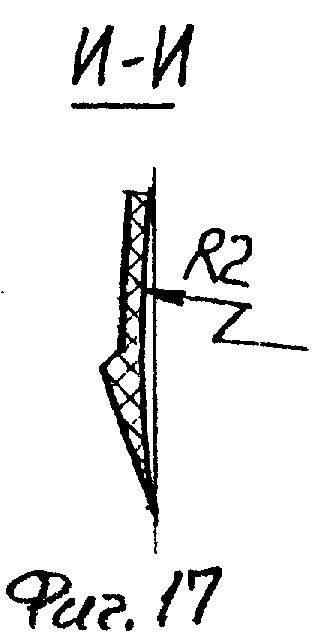
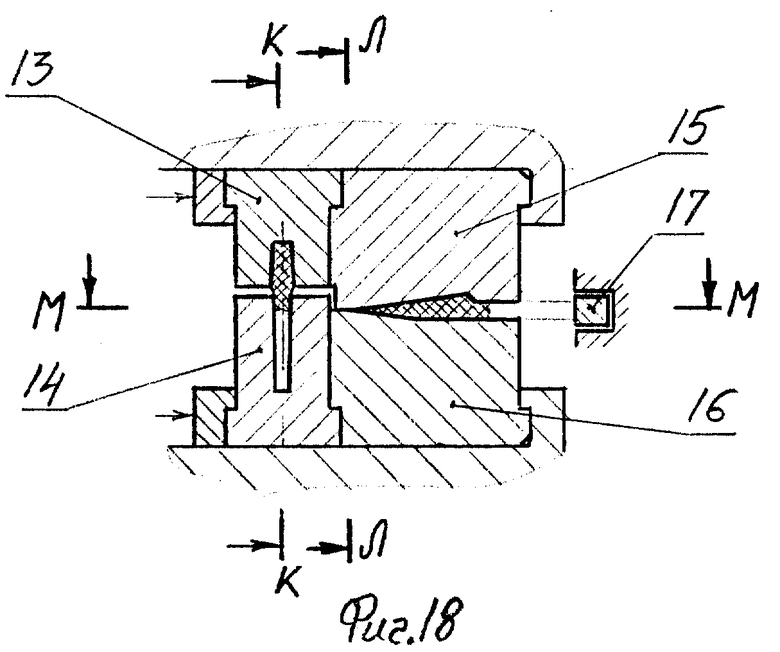
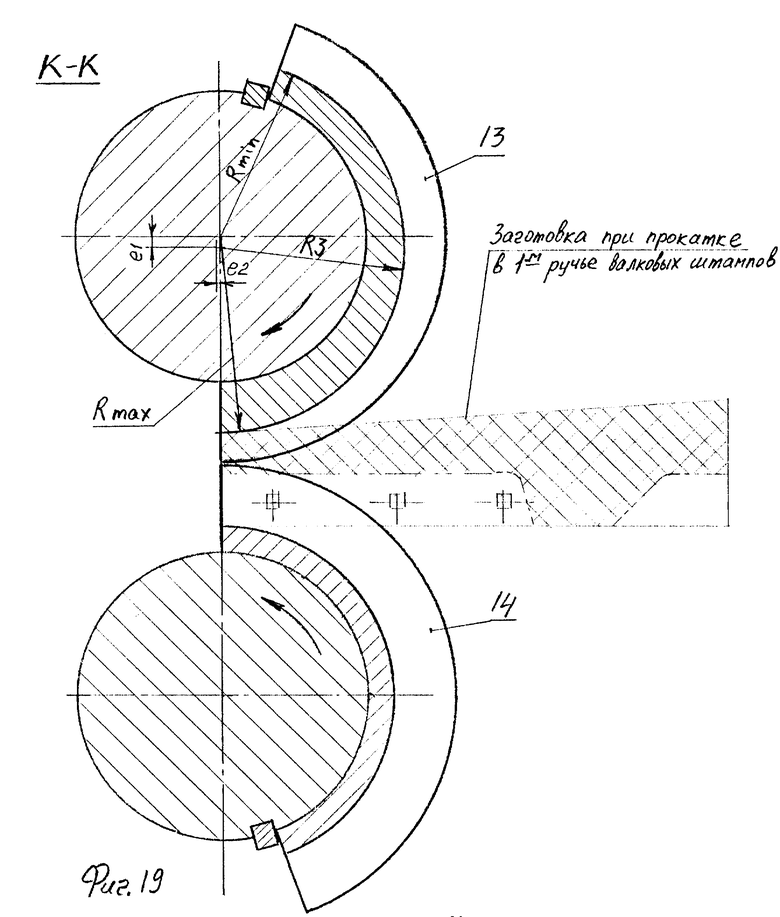
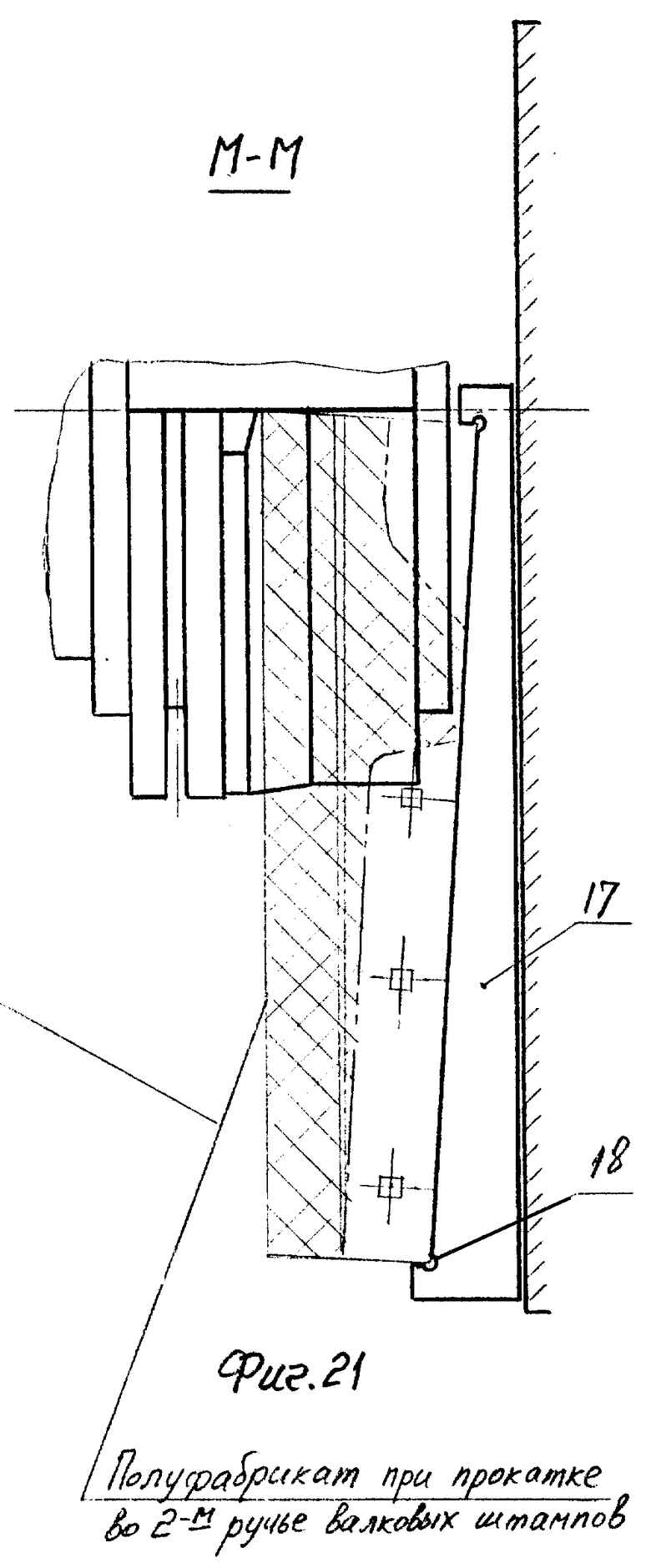
На фиг. 1 представлен лемех, на фиг. 2 - разрез по Б-Б фиг. 1, на фиг. 3 - разрез по В-В на фиг. 1, на фиг. 4 - вид по стрелке А на фиг. 1, на фиг. 5 - разрез Г-Г на фиг. 1, на фиг. 6-16 - последовательность проведения операций по изготовлению лемеха, а на фиг. 17 - разрез по И-И фиг. 16, на фиг. 18 - инструмент для изготовления лемеха, на фиг. 19 - разрез по К-К фиг. 18, а на фиг. 20 - разрез Л-Л фиг. 18, на фиг. 21 - разрез М-М фиг. 18, на фиг. 22 - сечение I-I фиг. 20, на фиг. 23 - сечение II-II фиг. 20, на фиг. 24 - сечение III-III фиг. 20.
Лемех содержит спинку 1, полевой обрез 2, носок 3, бороздной обрез 4, пятку 5, крепежные отверстия 6. Режущая кромка 7 лезвия от носка 3 на полевом обрезе 2 пятки 5 на бороздном обрезе 4 выполнена из трех участков. Передний участок 8 выполнен криволинейным в виде половины дуги сегмента окружности с радиусом 0,05-0,15 от общей длины L режущей кромки и высотой сегмента 0,1-0,15 от радиуса окружности сегмента. Средний участок 9 режущей кромки выполнен прямолинейным, его длина составляет 0,7-0,85 от общей длины режущей кромки. Задний участок 10 выполнен криволинейным. Средний участок 9 расположен под углом к спинке 1, причем высота передней части среднего участка больше высоты задней части среднего участка. Толщина переднего 9 и заднего 10 участков режущей кромки лезвия выполнена переменной по толщине. Так, толщина лезвия у носка 3 и пятки 5 составляет 0,3-0,4 от толщины спинки в местах перехода переднего 8 и заднего участков 10 в средний участок 9. Бороздной обрез 4 выполнен по кривой. В лемехе носок 3 находится выше пятки. Тыльная сторона лемеха снабжена утолщением 11 от полевого обреза 2 до бороздного обреза 4, выполненного в виде неправильного тетраэдра, причем максимальная его высота равна 1,4-1,6 от толщины спинки 1 и расположена у полевого обреза 2, а минимальная высота - равная нулю - расположена у бороздного обреза 4. Верхнее ребро 12 тетраэдра расположено параллельно среднему участку 9 режущей кромки лезвия и удалено от нее на величину 4-6 толщины спинки лемеха.
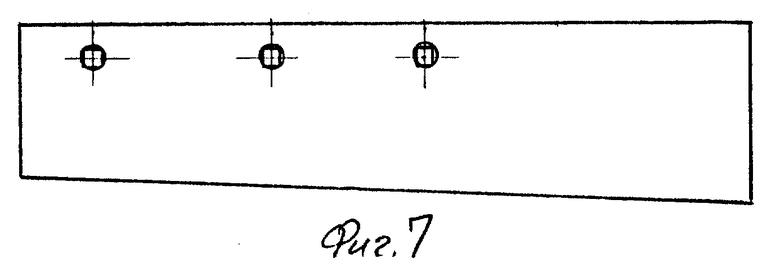
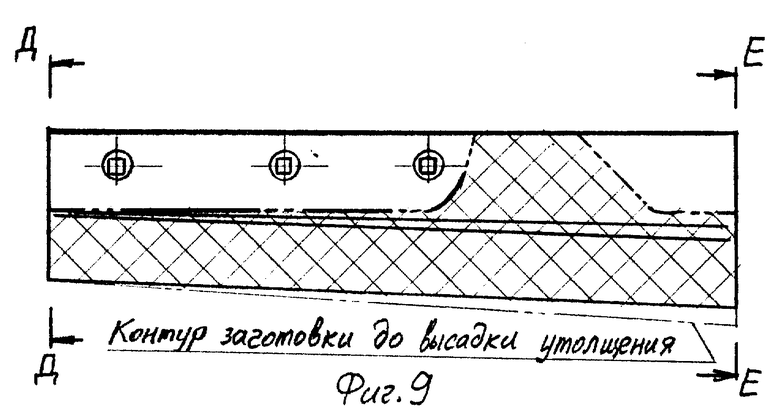
Способ изготовления лемеха заключается в следующем. При наличии листового проката из него формируют полосы, а при наличии полосового проката берут полосу, из полученной или имеющейся полосы обрезают заготовки по длине и ширине лемеха. За счет рационального раскроя листа образуется минимум отходов. Для заготовок используют стандартный прокат постоянной толщины, В заготовках параллельно спинке лемеха пробивают квадратные отверстия, затем зенкуют их. Данные операции производят на универсальном оборудовании - листовых ножницах, прессах и сверлильных станках. Полученную заготовку с отверстиями подвергают местному нагреву до ковочной температуры в зоне режущей кромки и будущего местонахождения утолщения и полевого обреза. Данную операцию производят на универсальных индукционных нагревательных установках. На полученной таким образом заготовке производят пластическое деформирование с высадкой утолщения на тыльной стороне лемеха, прокатывая ее в вертикальном положении в предварительном ручье валковых источников, а затем прокатывают ее в горизонтальном положении в окончательном ручье, где производят формирование лезвия и одновременно окончательный набор утолщения. После проведения операций производят обрезку полевого обреза и гибку поперечного профиля лезвия также на универсальных прессах. Полученный лемех подвергают термическому упрочению с использованием ковочного тепла, а затем проводят отпуск. Переднюю криволинейную часть режущей кромки формообразуют путем уменьшения на 20-40% степени деформации, потребной для формообразования режущей кромки средней прямолинейной части лемеха. При формообразовании клиновидной режущей кромки остальных частей лезвия смещают 0,1-0,15 необходимого объема в зону утолщения.
Предложенный способ производства лемеха обеспечивает сокращение на 50-70% затрат на приобретение дорогостоящего специального проката, т.к. позволяет использовать более дешевый стандартный листовой прокат постоянной толщины. Способ формообразования режущей кромки лезвия путем производительного универсального кузнечно-прессового оборудования повышает производительность производства лемехов.
Инструмент для изготовления лемеха выполнен в виде валковых штампов. Инструмент имеет два ручья, ручей для предварительного набора переменного утолщения на тыльной стороне лемеха и ручей для окончательной высадки утолщения на тыльной стороне лемеха и формирования лезвия режущей кромки лемеха.
Предварительный ручей образован верхним 13 и нижним 14 валковыми штампами. Гравюра верхнего 13 валкового штампа (см. фиг. 19) предварительного ручья имеет катающую поверхность, образованную переменным радиусами от Rmin до Rmax, разница значений которых составляет величину обжатия заготовки для высадки утолщения с тыльной стороны лемеха. Изменение радиуса от Rmin до Rmax подчиняется прямолинейному закону. Гравюра нижнего валкового штампа 14 (см. фиг. 19) предварительного ручья имеет катающую поверхность с постоянным радиусом.
На фиг. 20 представлено сечение Л-Л окончательного ручья валкового штампа для изготовления лемеха.
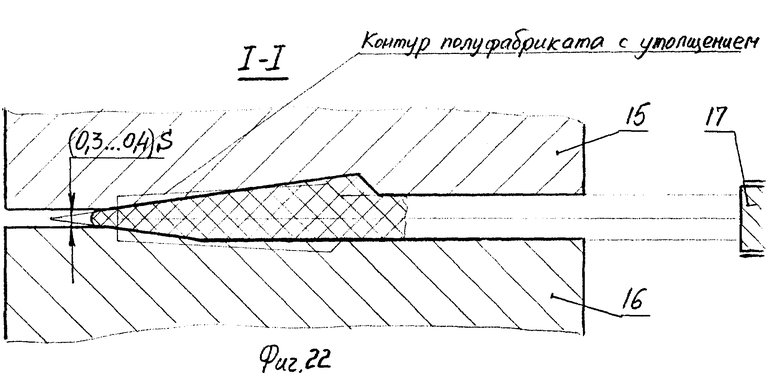
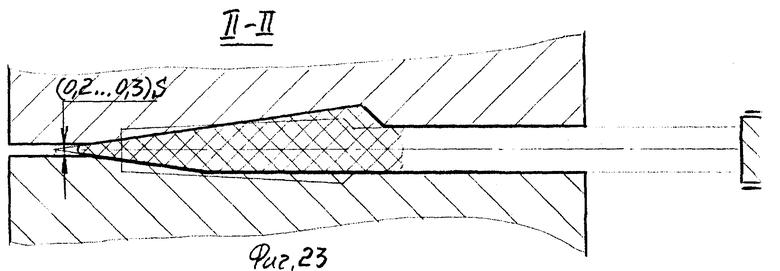
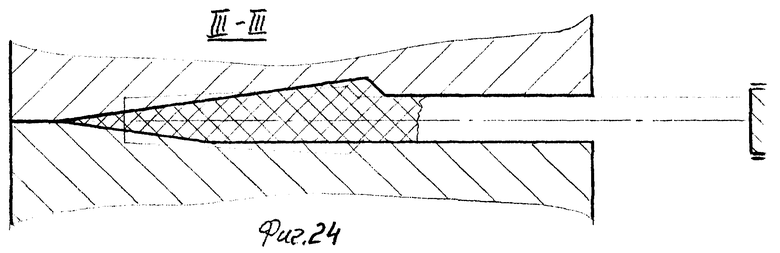
Окончательный ручей содержит верхний 15 и нижний 16 валковые штампы, а также опорную скалку 17 с фиксаторами 18. Гравюра или катающая поверхность верхнего 15 и нижнего 16 валковых штампов для обжима переднего участка 8 режущей кромки лезвия лемеха имеет переменный профиль катающих поверхностей. Эти поверхности имеют переменный радиус от Rmin до Rmax, разница значений радиусов составляет половину требуемой толщины лезвия режущей кромки на этом участке, а изменение значений радиусов также подчиняется прямолинейному закону. Окончательный ручей валковых штампов 15, 16 снабжен подвижной в направлении прокатки опорной скалкой 17, причем эта опорная поверхность выполнена под углом, соответствующим углу наклона средней 9 прямолинейной части режущей кромки, опорная поверхность снабжена фиксаторами 18 с двух сторон для удержания прокатываемого полуфабриката лемеха.
На фиг. 22, 23, 24 показана последовательность выполнения операций в окончательном ручье, где происходит формирование режущей кромки лезвия лемеха, и одновременно окончательно формируют утолщение на тыльной стороне лемеха.
Инструмент прост в изготовлении, т. к. закон изменения гравюры как в предварительном ручье, так и в окончательном имеет прямолинейную функцию, а полученный в этом инструменте лемех является прочным и надежным в работе.
Лемех работает следующим образом.
Лемех посредством крепежных отверстий 6 устанавливается на стойку-башмак корпуса плуга (на чертеже не показан). Процесс резания почвы лемехом осуществляется обычным способом. Первым в почву внедряется носок 3, затем передний участок 8 режущей кромки и часть полевого обреза 2. Криволинейность выполнения переднего участка 8 и полевого обреза 2 обеспечивает заглубление лемеха, а за счет криволинейности носовой части уменьшается напряжение изгиба, что снижает появление критических нагрузок, вызывающих поломку носовой части лемеха. Кроме того, выполненный криволинейный задний участок 9 режущей кромки и выполненное утолщение переменного профиля с максимальным сечением у полевого обреза 2 и минимальным у бороздного обреза 4 позволяет облегчить конструкцию лемеха, но в то же время сохранить его прочность в наиболее нагруженной носовой части, а также снизить тяговое сопротивление перемещения лемеха по дну борозды.
Изобретение позволяет создать надежную конструкцию лемеха, снизить материалоемкость и энергоемкость его изготовления и сократить затраты на его производство за счет простой конструкции инструмента для изготовления лемеха.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛЕМЕХ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2138143C1 |
| ЛЕМЕХ | 1992 |
|
RU2040868C1 |
| ЛЕМЕХ ПОЧВОРЕЖУЩЕГО ИНСТРУМЕНТА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2131651C1 |
| ПЛУЖНЫЙ ТРАПЕЦИЕВИДНЫЙ ЛЕМЕХ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2027331C1 |
| ЛЕМЕХ ЛИСКИНА | 1998 |
|
RU2142213C1 |
| ПЛУЖНЫЙ ЛЕМЕХ | 2000 |
|
RU2185043C2 |
| ПЛУЖНЫЙ ЛЕМЕХ | 1998 |
|
RU2127501C1 |
| ПЛУГ | 1989 |
|
RU2074591C1 |
| Лемех плуга с накладным долотом | 2018 |
|
RU2678064C1 |
| Лемех плуга | 2023 |
|
RU2812364C1 |



Изобретение предназначено для изготовления почвообрабатывающего лемеха и может быть использовано в сельскохозяйственном машиностроении. Лемех содержит носок, полевой и бороздной обрезы, спинку и режущую кромку лезвия. Режущая кромка выполнена из трех участков. Передний и задний участки лезвия выполнены криволинейными и переменными по толщине. Средний участок лемеха - прямолинейный и расположен под углом к спинке. На тыльной стороне лемеха выполнено утолщение в виде неправильного тетраэдра, верхнее ребро которого расположено параллельно среднему участку режущей кромки лезвия. Предложен также способ и инструмент для изготовления лемеха, обеспечивающие получение лемеха из стандартного листового или полосового материала. 3 с. и 2 з.п.ф-лы, 24 ил.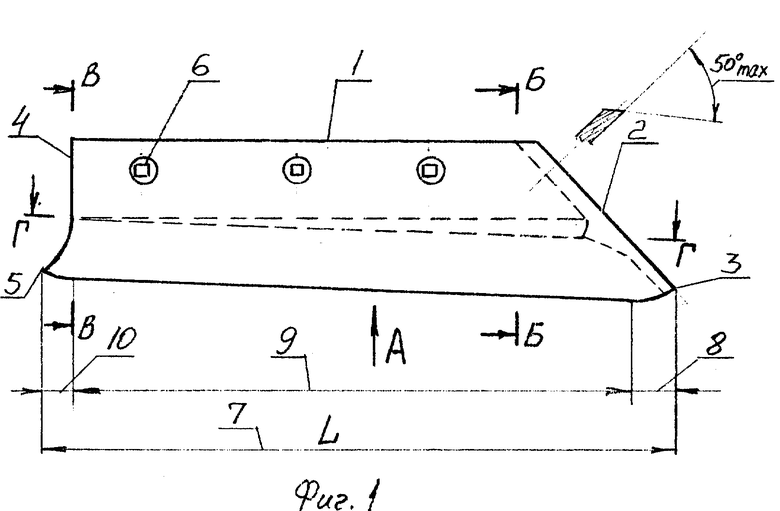
| Плужный лемех | 1989 |
|
SU1711692A1 |
| ПЛУЖНЫЙ ТРАПЕЦИЕВИДНЫЙ ЛЕМЕХ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2027331C1 |
| Инструмент для изготовления изделий типа лемеха | 1984 |
|
SU1281187A1 |
