Изобретение относится к конструкции пневматических шин. Говоря более конкретно, это изобретение касается конструкции бортов пневматических шин.
Функция, которую выполняют борта пневматической шины, хорошо известна. Она состоит в обеспечении "зацепления" данной пневматической шины на колесном ободе, на котором эта пневматическая шина смонтирована. С этой целью все кордные нити каркаса данной пневматической шины сходятся к нижней части ее борта, где эти кордные нити прочно прикрепляются к бортовому кольцу с тем, чтобы данный каркас был прочным по отношению к возникающим в процессе эксплуатации растягивающим усилиям.
Однако, совсем недавно в заявке на европейский патент под номером EP 0582196 был предложен новый тип борта пневматической шины. Этот борт лишен обычно используемого оборота нитей каркаса вокруг бортового кольца. Вместо этого в зоне анкерного закрепления подкрепляющие элементы каркаса располагаются в один или несколько рядов. Если представить себе расположение совокупности этих элементов в пространстве, то это расположение в рамках каждого ряда приблизительно описывает некоторый усеченный конус, ось которого совпадает с осью вращения данной пневматической шины. Подкрепляющие элементы каркаса окаймлены с боков по меньшей мере одним пакетом усилительных окружных элементов, выполненных, например, при помощи спиральной намотки. Кроме того, введенная в зону соприкосновения этих элементов соединительная каучуковая смесь обеспечивает передачу усилий между этими усилительными элементами, ориентированными перпендикулярно друг по отношению к другу в толще борта данной пневматической шины.
Экспериментальные исследования, проведенные Заявителем, показали со всей очевидностью, что такая конструкция борта пневматической шины способна превосходно противостоять любым возможным в эксплуатации внешним воздействиям даже весьма сурового характера, причем такие результаты были получены как для пневматических шин повышенной проходимости, так и для шин другого применения. Помимо механических воздействий, связанных с собственно эксплуатацией данной пневматической шины, она также должна выдерживать без повреждений неопределенно большое количество циклов демонтажа и повторного монтажа на обод для последующей эксплуатации.
Из практики использования автомобильных пневматических шин известно, что в том случае, когда данная пневматическая шина монтируется на колесный обод, чем большую величину имеет натяг борта на посадочном месте обода, тем меньше вероятность схода этой пневматической шины с обода в процессе эксплуатации. Здесь уместно напомнить, что под упомянутым выше натягом подразумевается усилие обжатия резины, расположенной в самой нижней части в радиальном направлении упомянутого борта пневматической шины, воздействующее на наружную в радиальном направлении поверхность посадочного места данного монтажного обода. Определенный уровень упомянутого выше натяга необходим для того, чтобы обеспечить возможность передачи тягового или тормозного момента между данным монтажным ободом и данной пневматической шиной. Величина упомянутого натяга зависит не только от собственных характеристик данной пневматической шины (геометрические характеристики борта, жесткость материалов, из которых он изготовлен), но и от геометрических параметров используемого в данном случае монтажного обода.
Однако, известно также, что чем большую величину имеет упомянутый натяг, характеризующий плотность посадки борта пневматической шины на соответствующее посадочное место обода, тем с большими трудностями сопряжены операции монтажа и/или демонтажа данной пневматической шины на данный монтажный обод. В частности, демонтаж пневматической шины, установленной на ободе, в этом случае требует приложения весьма значительных усилий (которые являются функцией натяга борта на посадочном месте обода) к борту данной пневматической шины на уровне закраины обода или точно над ним. Это усилие ориентировано в направлении, параллельном оси вращения данной пневматической шины, и всегда прикладывается локально при помощи монтировки или специального толкателя. Эти инструменты в процессе их применения вызывают определенную деформацию борта демонтируемой пневматической шины. Эта деформация в процессе демонтажа может быть весьма значительной. Цель первой фазы демонтажа всякой пневматической шины состоит в том, чтобы оторвать ее борт от соответствующего посадочного места колесного обода. В процессе этой первой фазы демонтажа борт пневматической шины подвергается воздействию локализованных, но весьма значительных по величине усилий.
Затем обычно используются рычаги для воздействия на борт шины с тем, чтобы перевести его через кромку обода. Действительно, в случае использования ободов моноблочного типа (а это безусловно наиболее часто встречающийся случай для пневматических шин, используемых на автомобилях повышенной проходимости или малотоннажных грузовиках), форма монтажного обода разрабатывается таким образом, чтобы обеспечить возможность монтажа и демонтажа пневматической шины благодаря овализации ее бортов с применением внешних усилий, но без увеличения периметров этих бортов. Это обстоятельство, в частности, обусловливает профиль центральной монтажной канавки обода и его боковых кромок, а также определяет монтажное положение борта пневматической шины. В процессе осуществления этой второй фазы демонтажа пневматической шины с обода весь ее борт подвергается деформации, которая является менее тяжелой для конструкции данной шины, чем упомянутые выше воздействия в процессе осуществления первой фазы демонтажа.
Конструктор пневматической шины как правило стремится достигнуть удовлетворительного компромисса между безопасностью и надежностью в эксплуатации (малая вероятность схода с обода в процессе движения транспортного средства), обеспечиваемыми, в частности, воздействием на величину натяга борта данной пневматической шины на предназначенном для него посадочном месте обода и относительной простотой и легкостью выполнения операций монтажа и демонтажа этой пневматической шины на обод. Соблюдение упомянутых императивных требований (нагружения в процессе эксплуатации и нагружения в процессе монтажа и демонтажа), в определенном смысле весьма противоречивых, а также желание упростить процесс изготовления и ограничить вес используемого для этого материала представляет собой цели предлагаемого изобретения.
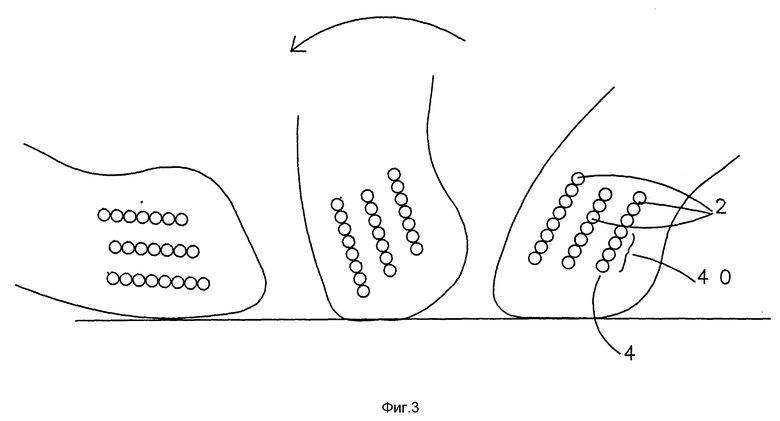
Говоря более конкретно, в основу предлагаемого изобретения положена задача усовершенствовать определенным образом способность конструкции борта пневматической шины, описанной в упомянутом выше европейском патенте EP 0582196, выдерживать без повреждений многократный демонтаж, даже выполняемый в мало приспособленных для этого условиях, в частности, с использованием нерегламентированного подручного инструмента. В этом случае в процессе осуществления упомянутой первой фазы демонтажа данной пневматической шины вершина борта, удерживаемая выступом или горбом монтажного обода, подвергается повороту, центрированному относительно этой вершины (см. схему, представленную на фиг. 3), поскольку этот тип борта пневматической шины является достаточно гибким по отношению к повороту в радиальной плоскости. В том случае, когда упомянутый выше поворот выполняется вплоть до опрокидывания данного борта, как это показано на фиг. 3, часть витков окружного тросика 2, как это видно из простых геометрических соображений, подвергается весьма значительному удлинению. Это удлинение в относительном выражении может достигать примерно 3% для располагающихся в самой нижней части пакета 4, наружного в осевом направлении. В предельных случаях, когда это удлинение сочетается с возможной локальной деформацией борта данной пневматической шины вследствие давления используемого для демонтажа шины инструмента, эта операция демонтажа может стать причиной разрыва упомянутого тросика в одном или даже в нескольких витках.
В частности, предлагаемое изобретение имеет целью обеспечить возможность осуществления достаточно большого количества операций демонтажа без повреждения или нарушения требуемых характеристик данной пневматической шины, влияющих на возможность ее последующего использования, и все это без принесения в жертву эксплуатационных характеристик этой пневматической шины.
В соответствии с предлагаемым изобретением данная пневматическая шина содержит боковины, заканчивающиеся снизу бортами этой шины, спроектированными таким образом, чтобы они могли быть смонтированы на соответствующий монтажный обод, при этом упомянутая пневматическая шина содержит арматуру каркаса, проходящую внутри этих боковин и сходящуюся в упомянутых бортах, и по меньшей мере один из этих бортов содержит подкрепляющие элементы каркаса, проходящие в направлении от нижней в радиальном направлении части борта к боковине, по меньшей мере один пакет окружных тросиков, примыкающих сбоку к упомянутым подкрепляющим элементам каркаса, причем упомянутые тросики имеют некоторый функциональный коэффициент относительного удлинения Af = Ac + Ap, превышающий 4%, специальную связующую каучуковую смесь, располагающуюся между упомянутыми окружными тросиками и упомянутыми подкрепляющими элементами каркаса.
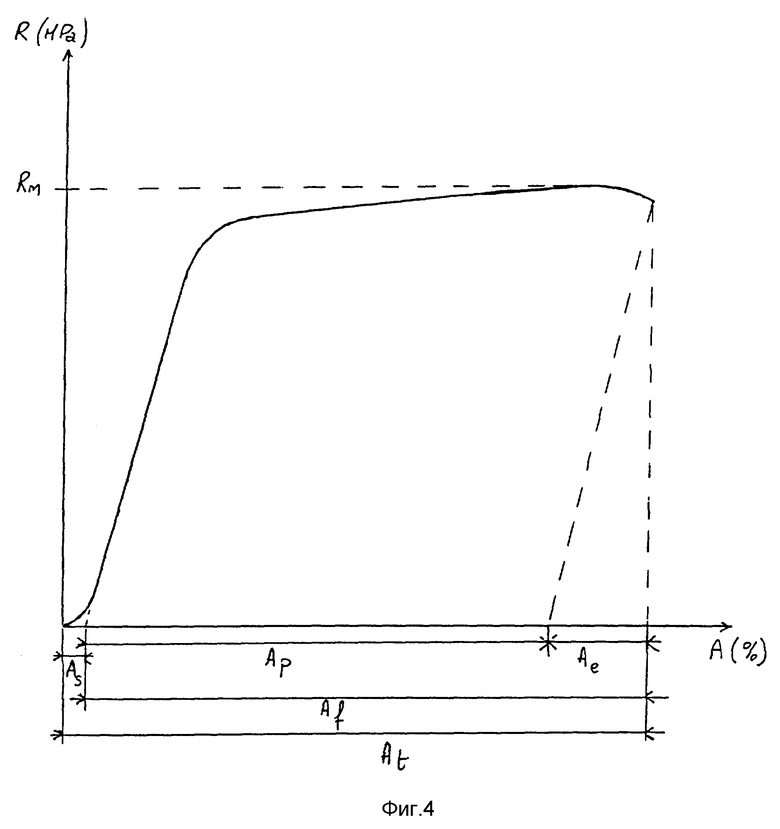
На приведенной в приложении к следующему ниже описанию способа реализации предлагаемого изобретения (фиг. 4) показана диаграмма механического напряжения окружного тросика в функции удлинения. На этой диаграмме прежде всего следует отметить некоторое удлинение As, являющееся следствием так называемого эффекта троса. Это удлинение обусловлено сжатием сплетенных жил данного троса, которое происходит даже до того, как упомянутые жилы по существу начинают подвергаться воздействию растягивающего усилия. Далее на упомянутой выше диаграмме следует отметить так называемое пластическое удлинение Ap и, наконец, так называемое упругое удлинение Ae.
Для того, чтобы приведенное ниже описание способа практической реализации предлагаемого изобретения было более понятным, здесь вводится понятие функционального коэффициента относительного удлинения Af = Ae + Ap. Этот функциональный коэффициент относительного удлинения не содержит составляющей, соответствующей специфическому удлинению As, связанному с упомянутым выше эффектом троса плетеного типа.
В том, что касается максимального механического напряжения, то оно определяется следующей формулой
где Fm представляет собой максимально возможную силу натяжения, ρ представляет собой удельную массу рассматриваемого в данном случае материала, из которого изготовлен упомянутый окружной тросик (эта величина составляет 7,8 г/см3 для используемой в данном случае стали), и M/L представляет собой удельную линейную массу используемого тросика.
В предпочтительном варианте реализации максимальная величина механического напряжения в упомянутом окружном тросике Rm превышает 2000 МПа, и даже 2200 МПа в самом благоприятном случае, что позволяет сконструировать в максимально возможной степени борт пневматической шины, причем сама по себе эта облегченность конструкции борта представляет собой положительный фактор, позволяющий обеспечить снижение в определенных пределах стоимости данной пневматической шины.
Предлагаемое изобретение будет лучше понято и его преимущества будут выявлены более отчетливо при помощи приведенного ниже описания, не являющегося ограничительным примером практической реализации борта пневматической шины, в котором даются ссылки на приведенные в приложении фигуры, среди которых:
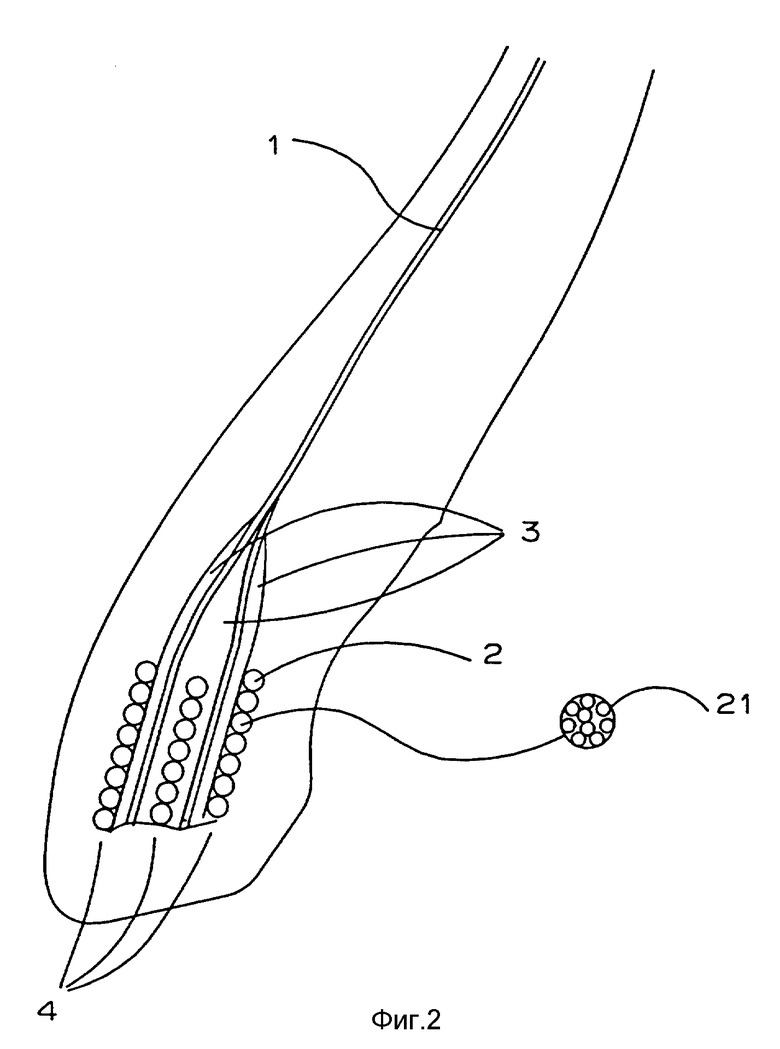
Фиг. 1 и 2 представляют собой схематические виды в радиальном разрезе двух вариантов реализации борта пневматической шины в соответствии с предлагаемым изобретением,
Фиг. 3 схематически иллюстрирует различные этапы поворота борта данной пневматической шины в процессе ее демонтажа с монтажного обода колеса,
Фиг. 4 представляет собой диаграмму, на которой представлены различные составляющие удлинения, характеризующие используемый в конструкции данного борта пневматической шины тросик в процессе демонтажа этого борта с монтажного обода,
Фиг. 5 схематически иллюстрирует механические характеристики подкрепляющих элементов, используемых в конструкции борта пневматической шины в соответствии с предлагаемым изобретением,
Фиг. 6 и 7 схематически иллюстрируют возможные варианты реализации предлагаемого изобретения,
Фиг. 8 схематически иллюстрирует другой вариант реализации, подвергающийся повороту борта предлагаемой пневматической шины в процессе ее демонтажа с монтажного обода.
На приведенных в приложении фиг. 1 и 2 можно видеть борт пневматической шины, в котором располагаются подкрепляющие элементы 1 каркаса и окружные тросики 2.
В приведенном ниже описании под используемым в нем термином "жила" следует понимать одиночную нить или проволоку, полученную в результате осуществления операций выдавливания, волочения или прокатки, или же аналогичных упомянутых операций. Упомянутый уже и используемый ниже термин "тросик" означает в данном случае соединение особым образом тонких нитей или проволок (жил). В случае использования стальной проволоки речь идет о проволочных жилах диаметром от 0,05 до 0,8 мм. Предлагаемое ниже описание примера реализации данного изобретения не затрагивает различных возможных методов осуществления упомянутого соединения нитей или жил тросика, которых известно достаточно много и которые не составляют секрета для специалиста в данной области техники. Используемый в данном описании термин "тросик" охватывает любые возможные способы и типы соединения между собой нитей или жил такого тросика (например, крученый жгут, плетенка или собственно говоря трос).
В том случае, когда используется выражение "подкрепляющий элемент", имеются в виду обезличенным образом как сплетенные тем или иным способом тросики, так и одиночные жилы (нити или проволоки), независимо от их толщины и материала, из которого они изготовлены. Например, корд из вискозы, искусственного волокна или арамидных волокон вполне подпадает под это обезличенное определение понятия "подкрепляющий элемент".
Подкрепляющие элементы 1 каркаса могут быть образованы как тросиками, изготовленными из металлических или неметаллических материалов, так и одиночными жилами. Закрепление упомянутых подкрепляющих элементов каркаса в зоне борта данной пневматической шины обеспечивается при помощи окружных тросиков 2 с введением в пространство между этими элементами и окружными тросиками связующей каучуковой композиции 3. В предпочтительном варианте реализации упомянутая связующая композиция представляет собой смесь "MS", химический состав которой будет приведен ниже в пункте 6 сразу после первой таблицы. Окружной тросик 2 располагается в толще борта пневматической шины в несколько оборотов, образуя при этом один или несколько витков. Дополнительные подробности относительно этого типа борта пневматической шины можно найти в заявке на европейский патент EP 0582196, уже упоминавшейся выше. Эти окружные тросики 2 сами образованы соединением нескольких жил 21, хорошо различимых на фиг. 1 и 2 в увеличенных детальных сечениях этих тросиков, располагающихся в правых частях упомянутых фигур в кружочках.
Для большей определенности можно использовать тросик, условно обозначаемый (2+7) 0,28 с жилами, не скрепленными специально между собой. Этот тросик имеет сердечник, состоящий из двух скрученных жил и окруженный слоем, состоящим из семи также скрученных между собой жил, но скрученных в противоположном направлении. Однако, точная модель формирования упомянутого тросика не влияет каким-то специфическим образом на применение предлагаемого изобретения. В то же время, экспериментальные исследования, проведенные заявителем, привели его к выводу о том, что определенное значение все же имеет структуру и параметры используемого стального тросика.
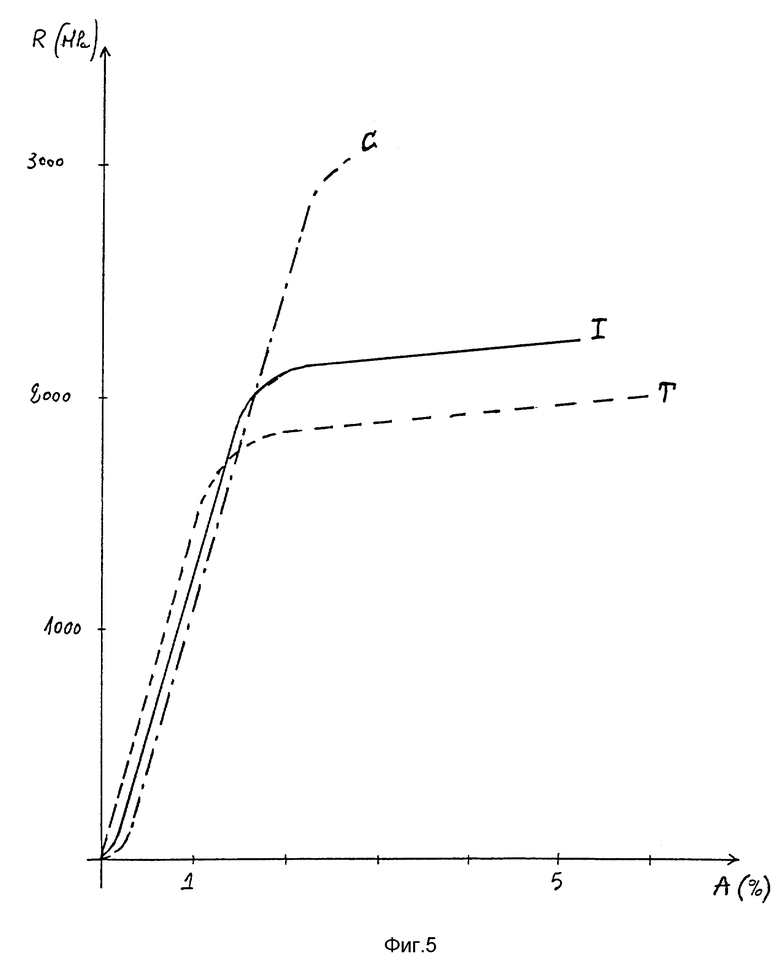
На фиг. 5 приведена диаграмма напряжения в зависимости от относительного удлинения для обычного тросика (кривая C), для тросика в соответствии с предлагаемым изобретением (кривая 1) и для обычного одножильного бортового кольца (кривая T). В качестве общей иллюстрации описываемой здесь ситуации можно процитировать патент США US 5010938, в котором схематически представлена схема намотки обычного типа, используемая для формирования бортового кольца. Это бортовое кольцо в данном случае реализовано путем намотки нескольких прилегающих друг к другу витков одной проволокой или жилой. Бортовой жилой называют стальную проволоку достаточно большого диаметра, имеющего величину порядка 0,8 мм или даже больше. Эта бортовая жила в целом ряде случаев образована проволокой с достаточно большим относительным удлинением, характеризующейся максимальным напряжением растяжения Rm, достигающим величины порядка 2000 МПа (эта величина напряжения в тросике или жила борта пневматической шины дана в мегапаскалях, как это видно по кривой T на фиг. 5). Функциональное относительное удлинение, соответствующее в данном случае (единственная жила или проволока) полному относительному удлинению At, является достаточно высоким и достигает примерно 6%.
Кривая C, показанная на фиг. 5, иллюстрирует характеристики стального тросика, обычно используемого в вершинном слое каркаса пневматической шины, после вулканизации данной пневматической шины. Здесь можно отметить, что функциональное относительное удлинение Af достигает примерно 2%, а также сравнительно небольшое специфическое удлинение As, связанное с эффектом троса, используемого в данном случае. Разрыв тросика в данном случае происходит при напряжении в нем, достигающем величины Rm порядка 3000 МПа, что является достаточно большой величиной.
Задача настоящего изобретения заключается в том, чтобы обеспечить высокую прочность борта пневматической шины по отношению к многочисленным последовательным демонтажам этой шины с монтажного обода при условии сохранения преимуществ конструкции борта пневматической шины, описанного в европейском патенте EP 0582196. Кроме того, в соответствии с данным изобретением предлагается обеспечить эту прочность или устойчивость к многократным демонтажам при использования материалов с максимально высоким напряжением растяжения, что позволяет ограничить количество используемого материала и в этом смысле снизить вес данной пневматической шины. Вследствие использования упомянутых тросиков другое преимущество предлагаемого изобретения состоит в определенном облегчении изготовления данной пневматической шины, поскольку эти тросики менее трудоемки в использовании (поскольку они являются более гибкими), чем жилы или проволоки большего диаметра, каковыми являются проволоки бортовых колец обычного типа.
В соответствии с данным изобретением предлагается использовать специальный тросик 2 для реализации упомянутых пакетов 4 подкрепляющих элементов. Этот тросик обладает одновременно и достаточно высоким максимальным напряжением растяжения, по меньшей мере таким же высоким, как и напряжение растяжения, которым обладают обычно используемые бортовые кольца, и достаточно большим относительным удлинением, которое имеет значительно большую величину по сравнению с относительным удлинением обычно используемого корда.
Теперь более подробно будет описан способ, с помощью которого такой тросик может быть получен при помощи специальный термической обработки.
Влияние термической обработки на изменение величины функционального относительного удлинения Af представляет собой функцию химического состава данного тросика и степени наклепа стальной проволоки, используемой для его изготовления, а также длительности и температуры данной термической обработки. Для того, чтобы обеспечить достаточно существенный прирост величины функционального относительного удлинения Af, предпочтительно, чтобы коэффициент или степень наклепа ε используемой стальной проволоки оставались на уровне ниже величины, заключенной в диапазоне от 3,5 до 4, причем предельная величина этого параметра зависит от химического состава используемой стальной проволоки. Упомянутый выше коэффициент наклепа определяется соотношением: ε = ln (So/Sf), где So представляет собой площадь поверхности поперечного сечения проволоки перед наклепом, а Sf представляет собой площадь поверхности поперечного сечения проволоки после наклепа.
На сегодняшний день известно, что подкрепляющие элементы для пневматических шин, изготовленные из стали, обладают достаточно высокой прочностью на растяжение и имеют хорошие возможности адгезии с резиной. Упомянутая прочность обеспечивается в процессе изготовления стальной проволоки известными специалистам в данной области техники способами, например волочением. Проведение этой операции на тонкой проволоке требует покрытия волочения. В случае применения для пневматических шин оно образовано обычно улучшающим адгезию классическим покрытием, чаще всего из латуни, нанесенным на стальную проволоку для улучшения сцепления каучука с упомянутой стальной проволокой. В качестве варианта, упомянутое покрытие, улучшающее адгезию, может быть образовано сплавом на основе меди, цинка и никеля или может быть образовано любым другим материалом, благоприятствующим сцеплению с каучуком. Несколько проволок затем могут быть соединены вместе таким образом, чтобы образовать тросик. Таким образом получают подкрепляющий элемент каркаса пневматической шины, образованный наклепанной стальной проволокой с нанесенным на нее улучшающим адгезию покрытием. Эти подкрепляющие элементы характеризуются относительно малой пластичностью сборных конструкций и/или образующих эти конструкции отдельных проволок (см. кривую C на фиг. 5).
Термическая обработка, выполняемая после наклепа и позволяющая повысить пластичность материала, известна сама по себе. Операция нанесения упомянутого выше покрытия, увеличивающего адгезию с каучуком (например, латунирование), обычно осуществляется после упомянутой термической обработки с тем, чтобы не повредить это покрытие термическим воздействием.
Так, например, патент Франции FR 2152078 описывает способ, позволяющий повысить пластичность материала путем модификации его структуры. В этом патенте описывается способ получения материала, имеющего отпущенную мартенситную структуру. В упомянутом патенте Франции FR 2152078 описывается термическая обработка материала, в процессе которой температура нагрева этого материала превышает 800oC. В таких условиях латунное покрытие на стальную проволоку может быть нанесено только после такой термической обработки, ибо в противном случае при таких температурах нагрева обрабатываемого материала латунное покрытие будет безнадежно повреждено и такой подкрепляющий элемент будет непригоден для использования в конструкции пневматической шины, поскольку не будет обеспечена необходимая степень адгезии с каучуком.
Далее в этом патенте описывается термическая обработка отпуска, которая применяется к по существу мартенситной структуре, прошедшей закалку. Кроме того, поскольку упомянутый отпуск осуществляется в свинцовой ванне, необходима последующая операция очистки, что будет весьма проблематичным, если пытаться применить этот способ к сборным конструкциям типа тросов, а не к одиночным проволокам, поскольку такая очистка представляет собой весьма сложную для осуществления по отношению к витым тросам операцию.
И наконец, классическое покрытие из латуни не может быть нанесено перед осуществлением операции отпуска, потому что сам этот материал является недостаточно пластичным. Если же латунное покрытие наносится на тросик после выполнения операции отпуска стали, то весьма трудно обеспечить однородность латунного покрытия в этом случае. Таким образом, видно, что упомянутый выше патент Франции не дает удовлетворительного решения, позволяющего сохранить необходимый уровень адгезии стального тросика, используемого в конструкции пневматической шины, с каучуком.
В рамках данного изобретения Заявитель предлагает различные способы, которыея оказываются особенно предпочтительными. Эти способы, полезные сами по себе, являются, кроме того, предпочтительными для применения к стальным тросикам, в которых стальная проволока имеет содержание углерода в пределах от 0,7% до 0,9% по весу.
Если говорить о сути предлагаемых способов, то речь идет о термической обработке с использованием эффекта Джоуля, то есть эффекта выделения тепловой энергии при прохождении электрического тока через обрабатываемый материал (упомянутый эффект Джоуля в последующем изложении обозначается символом EJ), при температуре в диапазоне от 400oC до 500oC, которая осуществляется в течение времени, не превышающего 5 секунд. Упомянутый период времени представляет собой время нагрева и не включает время охлаждения обрабатываемого материала.
Можно упомянуть также в связи с предлагаемым изобретением термическую обработку при помощи статической конвекции (этот способ термической обработки в последующем изложении обозначается символом CV), причем упомянутая статическая конвекция в предпочтительном варианте реализации осуществляется в некоторой защитной атмосфере и при температуре ниже 420oC. В этом случае следующее за термической обработкой охлаждение материала также осуществляется в условиях специальной защитной атмосферы.
Еще можно упомянуть термическую обработку, осуществляемую индукционным способом (в последующем изложении термическая обработка этого типа обозначается символом IN), причем в этом случае температура нагрева обрабатываемого материала заключена в диапазоне от 400oC до 550oC и время нагрева до этой температуры не превышает 1 секунды.
Упомянутую выше термическую обработку с использованием эффекта Джоуля (EJ) или с использованием индукционного нагрева (IN) также можно проводить в условиях создания специальной защитной атмосферы для того, чтобы в максимально возможной степени ограничить возможности повреждения нанесенного на обрабатываемый материал покрытия (например, возможность окисления латуни, нанесенной на поверхность обрабатываемой стальной проволоки). В этом случае предпочтительным является вариант реализации, в котором обрабатываемый тросик выдерживается в упомянутой защитной атмосфере также и в процессе охлаждения. В качестве варианта реализации или в дополнение к использованию упомянутой защитной атмосферы можно для всех упомянутых выше способов термической обработки предусмотреть осуществление последующей операции травления, после которой, как известно, выполняются операции промывки протравленного материала водой и его сушки.
Предлагаемое изобретение распространяется также на термическую обработку, которая представляет в комбинации следующие характеристики. По существу это термическая обработка восстановительного отжига, выполняемая при относительно низкой температуре. Под этим понимается температура, которая во всех случаях будет ниже температуры Ac1 (температура, соответствующая преобразованию кристаллической структуры стали) и в предпочтительном варианте не превышает 550oC, оставаясь при этом обычно выше 250oC. Это также термическая обработка, осуществляемая непосредственно на тросиках, содержащих жилы, отдельно покрытые специальным повышающим адгезию материалом.
Величина предельно допустимой температуры в процессе осуществления термической обработки в действительности зависит от времени поддержания этой температуры и способа нагрева. Представляется очевидным, что количество тепловой энергии, переданной обрабатываемому тросику, должно быть идентичным практически для всех упомянутых способов термической обработки. Приведенные выше значения температур представляют собой температуры, получаемые на поверхности обрабатываемого тросика. Величины этих температур могут быть измерены, например, при помощи тепловизионной аппаратуры или при помощи датчиков контактного типа в тех случаях, когда это представляется возможным. Упомянутые значения температуры снимаются непосредственно в процессе осуществления термической обработки как таковой или же сразу после ее завершения в тех случаях, когда на практике трудно поступить иным образом. Таковым, например, является случай определения заданных температур в случае термической обработки, выполняемой индукционным способом.
Упомянутая термическая обработка приводит способность относительного функционального удлинения Af обрабатываемого стального тросика к величине, превышающей 4%, при сохранении прочности на растяжение на уровне, вполне достаточном для использования этих тросиков в конструкции пневматических шин (предельное напряжение растяжения Rm составляет не менее 2000 МПа после упомянутой термической обработки), а также при сохранении в достаточной степени способности к адгезии с каучуком.
Кривая 1, представленная на фиг. 5, демонстрирует типичные характеристики такого тросика. На этой кривой видно, что речь идет о добавке способности функционального относительного удлинения, поскольку данные величины не содержат специфического относительного удлинения As, связанного с так называемым эффектом "троса". При этом упомянута добавка способности функционального относительного удлинения не зависит от строения данного тросика, но зависит главным образом от термической обработки.
В общем случае используется проволока из наклепанной стали с относительно высоким содержанием углерода (в пределах от 0,4% до 1,0%), содержащей в случае необходимости и другие обычно присутствующие в стали элементы, такие как марганец и кремний, для повышения некоторых необходимых качеств, как это хорошо известно специалистам в соответствующей области техники, а также содержащей кроме того примеси в минимальном количестве. Формование проволоки для придания ей конечного диаметра может быть осуществлено любым подходящим для этого способом, например, волочением. Далее эти проволоки соединяются между собой так, чтобы получить тросик. Это соединение выполняется подходящим в данном случае способом (например, плетением или свивкой).
Подлежащий обработке тросик образован элементарными проволоками из наклепанной стали с нанесенным на них покрытием. Термическая обработка готового тросика (то есть уже сплетенных проволочных жил) позволяет одновременно обрабатывать все проволочные жилы за одну операцию.
В приведенном ниже примерах описаны различные используемые способы термической обработки и полученные при этом результаты. Во всех описанных здесь примерах использована проволока из в основном перлитной стали с поверхностным наклепом и латунным покрытием, образующая жилы не скрепленного бандажами тросика. Упомянутая сталь имеет следующий химический состав в весовых процентах: содержание углерода - 0,81%, марганца - 0,54%, кремния - 0,25%, фосфора - 0,01%, серы - 0,01%, хрома - 0,11%, никеля - 0,03%, меди - 0,01%, алюминия - 0,005%, азота - 0,003%.
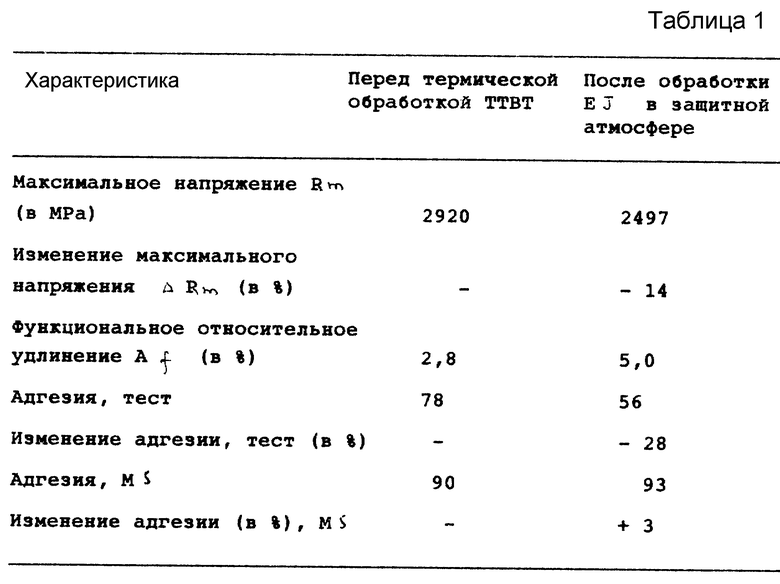
Пример 1. Термическая обработка с использованием эффекта Джоуля (EJ) тросика типа (2+7) 0,28.
Принцип обработки в данном случае состоит в непрерывном нагреве тросика в процессе его движения с помощью эффекта Джоуля в специальной защитной атмосфере (например, в атмосфере смеси азота с водородом). Длительность нагрева составляет примерно 2,7 секунды. Температура обработки достигает 450oC. После нагрева тросик охлаждается в той же защитной атмосфере из смеси азота с водородом, а затем наматывается на катушки. Обработанный таким образом тросик представляет характеристики, приведенные в таблице 1.
В приведенной таблице, как и в последующих аналогичных таблицах, использованы следующие обозначения:
1. TTBT означает "термическая обработка при низкой температуре нагрева".
2. Величины адгезии дают количественную оценку качества соединения между тросиком и каучуковой композицией, образующей некоторый блок, в который залит упомянутый тросик, причем эта композиция вулканизирована и часть тросика торчит из упомянутого вулканизированного резинового блока, образуя таким образом испытательный образец. Приведенные в таблице величины соответствуют измеренным усилиям, необходимым для извлечения тросика из упомянутого вулканизированного резинового блока.
3. Все изменения приведенных в таблице параметров даны в процентах, что позволяет провести сравнительный анализ результатов, полученных в различных испытаниях.
4. Присущая данному тросику способность сцепляться с каучуковой смесью контролируется экспериментальным образом с использованием упомянутого выше испытательного образца путем измерения усилий, начиная с которых упомянутый тросик отделяется от резиновой матрицы.
5. Строки, в которых присутствует указание "тест", соответствуют результатам, полученным с использованием так называемой тестовой или контрольной матрицы из каучуковой смеси, содержащей 100% натурального каучука NR с добавлением усиливающих присадок для обеспечения соответствующей твердости по Шору A, превышающей 70 единиц, значительного количества серы в пределах от 5% до 8% по весу, и высокого содержания кобальта в пределах от 0,3% до 0,4% (все приведенные выше процентные содержания элементов даны по отношению к общему весу используемого эластомера). Что касается способности данной каучуковой матрицы к сцеплению с данным металлическим тросиком, то эта смесь весьма чувствительна к изменениям химического состава и состояния нанесенного на этот тросик латунного покрытия.
6. Строки, в которых использовано обозначение "MS", соответствуют предпочтительной каучуковой смеси, описанной ниже со ссылками на европейский патент EP 0582196. Напомним, что упомянутая каучуковая смесь содержит синтетический эластомер типа SBR, используемый самостоятельно или в сочетании с полибутадиеновым эластомером (PB), причем упомянутый синтетический эластомер SBR имеет температуру перехода в остеклованное состояние (Tg), величина которой заключена в диапазоне от минус 70oC до минут 30oC, а упомянутый полибутадиеновый эластомер PB имеет температуру упомянутого перехода Tg, величина которой заключена в диапазоне от минус 40oC до минус 10oC. Упомянутые выше синтетически эластомеры используются в данной каучуковой смеси в общий пропорции, по меньшей мере равной 40% от общего веса используемого в данном случае эластомера, причем остальная часть приходится на натуральный каучук. Упомянутые температуры перехода Tg были измерены путем термического дифференциального анализа. В предпочтительном варианте используется смесь, содержащая 50% SBR и 50% натурального каучука и имеющая температуру перехода Tg минус 40oC, с добавлением подкрепляющего наполнителя и смолы для получения требуемой твердости по Шору А, превышающей 70 единиц. В предпочтительном варианте реализации для обеспечения хорошего сцепления упомянутой каучуковой смеси с покрытой латунью стальной проволокой используется относительно высокое процентное содержание серы, составляющие от 5% до 8% от общего веса эластомеров, и используется кобальт в количестве примерно 0,2% от общего веса используемых эластомеров.
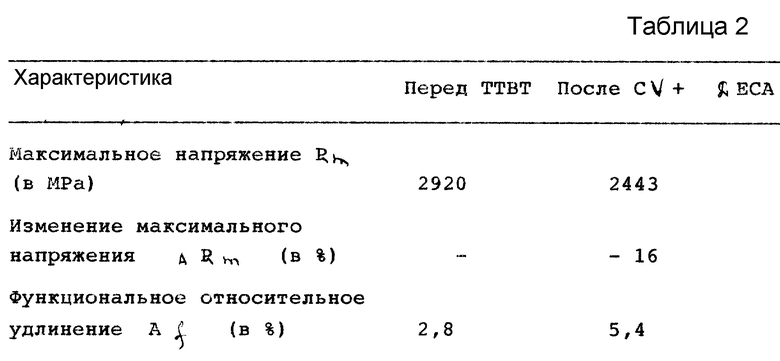
Пример 2. Термическая обработка с помощью конвекции (CV) тросика типа (2+7) 0,28 с последующим химическим травлением (DECA).
В данном случае тросик обрабатывается в печи со статической конвекцией (печь восстановительного отжига) в защитной контролируемой атмосфере, содержащей, например, азот с добавлением 6% водорода. Обрабатываемый тросик нагревается до температуры 350oC в течение 3 часов 30 минут. Затем осуществляется выдерживание при той же самой температуре в течение 30 минут. После этого осуществляется охлаждение тросика до нормальной температуры в течение 3 часов. Далее тросик сматывается с катушек, на которые он был намотан, и пропускается через ванну с ортофосфорной или серной кислотой очень слабой концентрации (примерно 4%). Время пребывания обрабатываемого тросика в этой травильной ванне составляет примерно 2 секунды. В этой травильной ванне температура равна температуре окружающей среды. В данном варианте обработки получены результаты, приведенные в таблице 2.
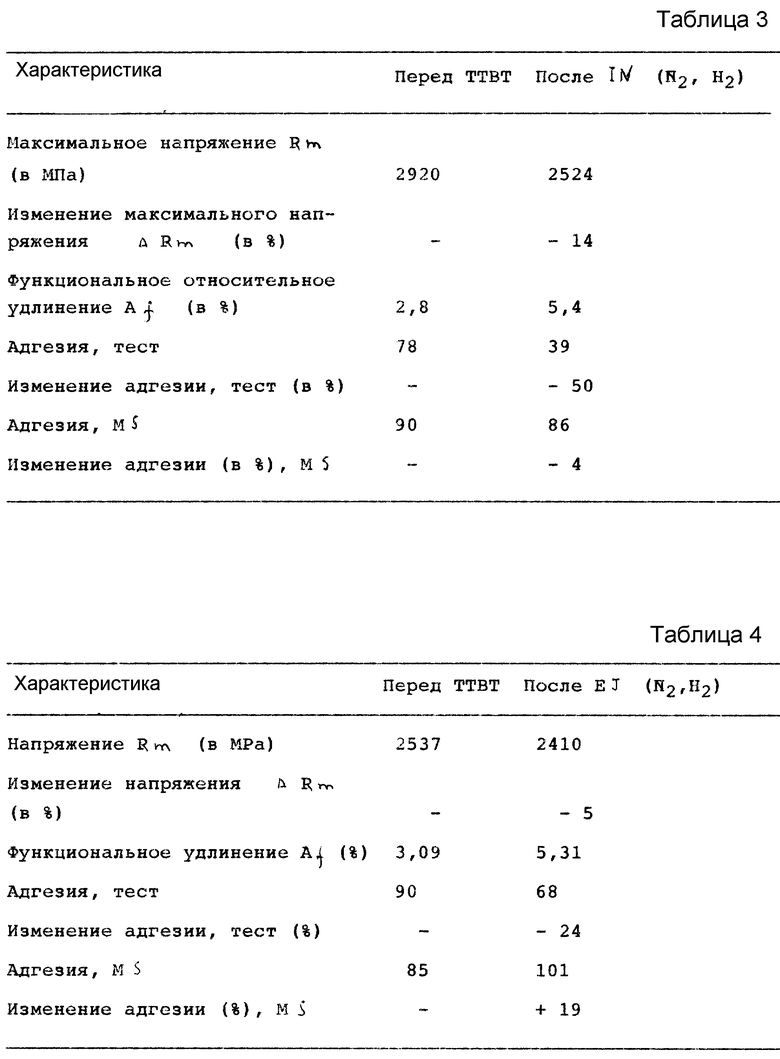
Пример 3. Индукционная термическая обработки (IN) тросика типа (2+7) 0,28.
Обрабатываемый тросик нагревается в процессе движения индукционным способом. Этот нагрев происходит в специальной защитной атмосфере (крекированный аммиак NH3 или смесь азота и водорода). Восстановительный отжиг осуществляется с помощью электромагнитной индукции путем создания наведенного электрического тока на длине порядка 40 см. Скорость обработки в этом случае может быть переменной (она может составлять, например, 80 метров тросика в минуту). При этом технологическая установка настраивается таким образом, чтобы обеспечить равномерную и однородную термическую обработку данного тросика. Температура, измеренная на поверхности обрабатываемого тросика на выходе из индуктора, составляет примерно 450oC. Полученные в данном случае характеристики сведены в таблице 3.
Пример 4. Термическая обработка с использованием эффекта Джоуля (EJ) тросика типа (3+8) 0,35 в защитной среде (см. таблицу 4).
Анализ результатов в приведенных выше примерах позволяет сделать вывод о том, что абсолютная величина адгезии каучука на тросике зависит также и от формулы используемой в данном случае каучуковой смеси. Таким образом, можно смириться с некоторым ухудшением свойств или повреждением способствующего адгезии покрытия в результате выполненной термической обработки в соответствии с используемой в данном случае формулой каучуковой композиции связующего элемента 3.
В случае использования упомянутой выше каучуковой смеси MS можно допустить более значительное ухудшение свойств способствующего адгезии покрытия (для так называемой тестовой каучуковой смеси допускается ухудшение примерно на 70%), поскольку характеристики адгезии, обеспечиваемые при использовании этой смеси, менее чувствительны к изменениям химической природы содействующего адгезии покрытия, происходящим в процессе осуществления термической обработки при низких температурах. Однако, в предпочтительном варианте следует использовать только те технические решения, которые обеспечивают при использовании тестовой каучуковой смеси снижение адгезии менее, чем на 50%.
Во всех приведенных выше примерах и особенно в примере 3 можно отметить, что каучуковая смесь MS характеризуется лучшей способностью удерживать снижение адгезии на достаточно низком уровне в самых неблагоприятных случаях. Однако, могут быть предложены и другие формулы каучуковых смесей и это последнее замечание не является ограничительным.
Могут быть также использованы другие условия осуществления термической обработки при низких температурах. Вполне возможно, что в некоторых случаях удастся добиться меньшего снижения адгезии после термической обработки, что сделает приемлемым использование упомянутой тестовой каучуковой смеси для образования связующего слоя 3 или же позволит использовать другую каучуковую смесь, может быть несколько менее благоприятную для адгезии, чем упомянутая каучуковая смесь MS.
В заключение следует отметить, что данное изобретение предлагает способ подготовки тросика для пневматической шины, в соответствии с которым, используя в качестве исходного материала тросик, изготовленный из стальной наклепанной проволоки, на которую нанесено специальное покрытие, способствующее повышение адгезии между сталью и каучуком, этот исходный тросик подвергается термической обработке восстановительного отжига при температуре, величина которой заключена в диапазоне от 250oC до некоторой температуры Ac1, в течение некоторого предварительно выбранного времени таким образом, чтобы довести коэффициент относительного функционального удлинения Af до величины, превышающей 4%, используя для этого такие средства, чтобы при условия контроля способности такого тросика к адгезии с так называемой тестовой каучуковой смесью до и после упомянутой подготовки наблюдаемое ухудшение адгезии не превышало 70%.
Упомянутые средства могут представлять собой протравливание стального тросика после упомянутой термической обработки при низкой температуре или соответствующий выбор характеристик защитной атмосферы в процессе осуществления этой термической обработки и последующего охлаждения тросика, а также это могут быть любые другие средства, дающие эквивалентный эффект.
Благодаря применению данного изобретения удается сохранить хорошую адгезию между каучуком и металлом. Кроме того, в случае значительного воздействия в процессе демонтажа пневматической шины тросик 2 превышает свой предел упругости, но никогда не переходит предела разрушения. Таким образом, этот тросик сохраняет зону упругого поведения даже там, где величина локализованного усилия выводит этот тросик за границу его первоначального предела упругости. Даже в том случае, когда существует значительное остаточное удлинение (которое может быть в относительном выражении от 2 до 3%) в зоне, затронутой воздействием усилий, приложенных к данной пневматической шине в процессе ее демонтажа, это удлинение, отнесенное к общему периметру витка тросика 2, имеет величину всего лишь порядка 1 на 1000, что не сказывается сколько-нибудь заметно на удовлетворительном поведении данной пневматической шины на монтажном ободе после нового монтажа.
Потребительная стоимость изготовленной таким образом пневматической шины совершенно не утрачивается за те несколько циклов монтажа и демонтажа на обод, которым данная пневматическая шина подвергается в течение своего срока службы, даже в том случае, если в процессе каждого демонтажа происходит удлинение, превышающее упругий предел, и не только в том случае, когда это удлинение касается совсем короткого участка тросика, как это было видно выше, но и когда такое удлинение случается только на небольшой части наложенных друг на друга спиральных витков, предпочтительно, для наружного в осевом направлении пакета данного борта пневматической шины.
Выше было предложено использование специального стального тросика с большим относительным удлинением в качестве окружного подкрепляющего элемента, обеспечивающего анкерное закрепление подкрепляющих элементов каркаса данной пневматической шины. Ниже предлагается соблюдать геометрические правила построения для архитектуры борта. Эти правила могут быть использованы в сочетании с определенным типом тросика, определенным выше, или независимо от типа этого тросика. Таким образом, эти правила построения могут быть использованы с любым окружным подкрепляющим элементом, используемым в борту данной пневматической шины даже в случае замены стального тросика 2 на текстильные канатики или одножильные подкрепляющие элементы при любом характере и любой геометрии этих элементов. Отметим здесь, что в предпочтительном варианте реализации данный окружной подкрепляющий или усилительный элемент должен иметь достаточно большую способность к относительному удлинению. В том случае, когда в конструкции борта данной пневматической шины используется одножильное бортовое кольцо, эта жила или проволока должна характеризоваться способностью к большому относительному удлинению (см., например, кривую T на фиг. 5).
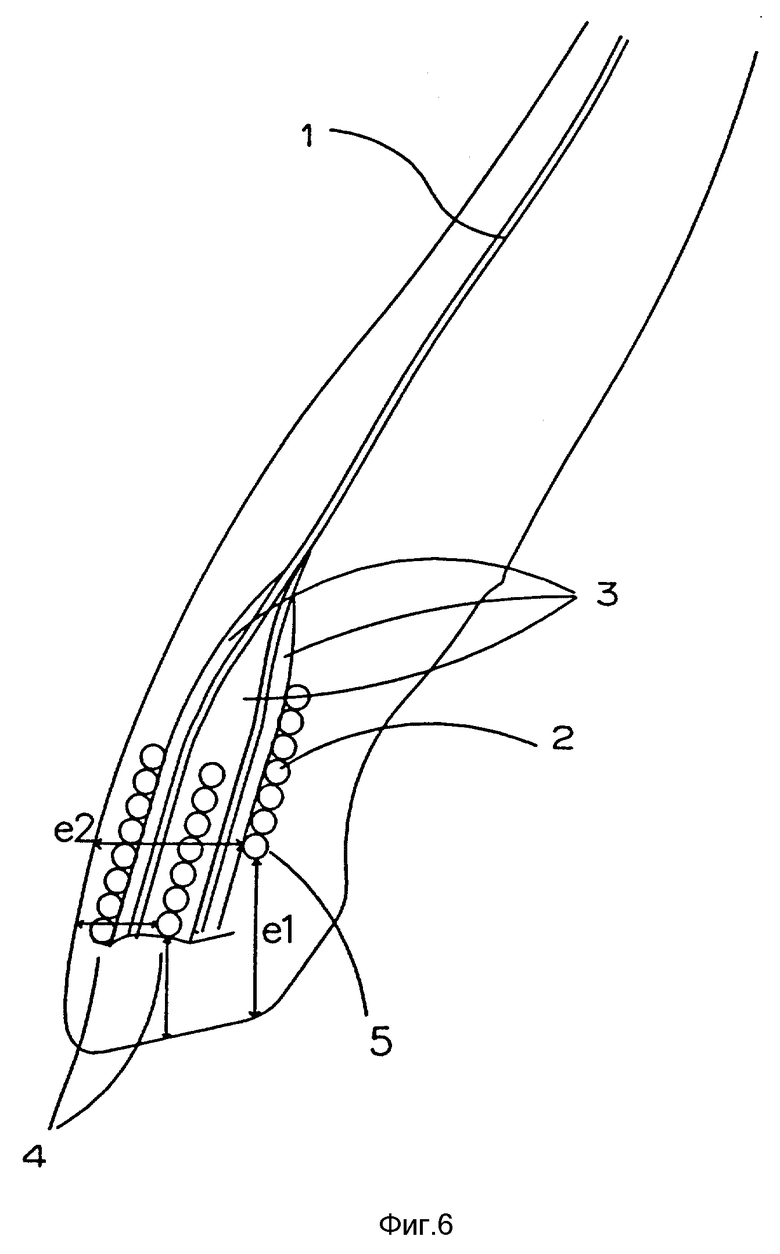
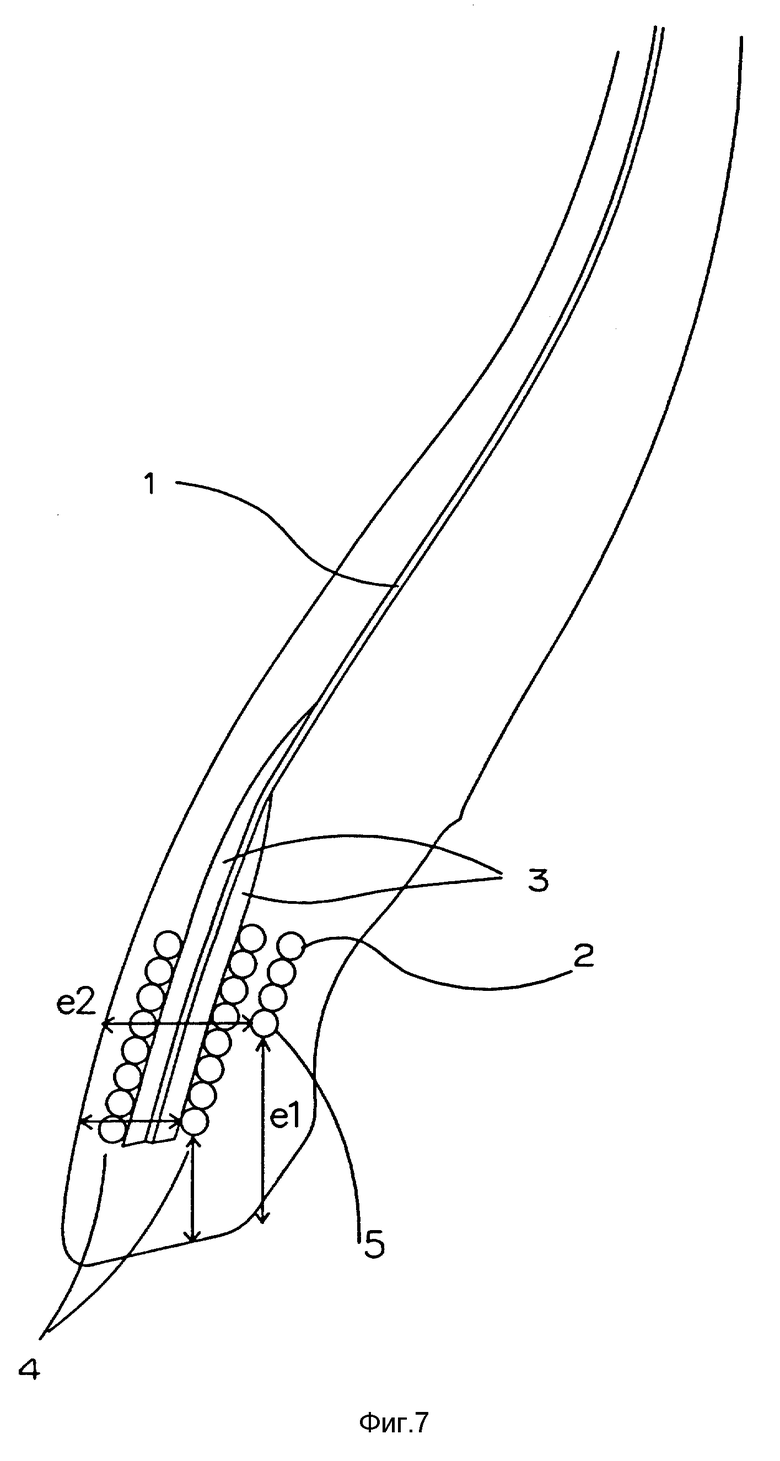
В тех случаях, когда размерные параметры данного борта пневматической шины и/или выбранные для его изготовления материалы делают этот борт относительно громоздким или недостаточно компактным, предпочтительно сместить вверх в радиальном направлении нижнюю часть пакета 5, являющегося наружным в основном направлении, как это схематически показано на фиг. 6 и 7. Таким образом, в том случае, когда в конструкции данного борта пневматической шины имеется по меньшей мере два пакета окружных усилительных элементов 2, примыкающих сбоку к подкрепляющим элементам каркаса, имеется смещение в радиальном направлении между нижней в радиальном направлении частью упомянутого пакета 5 и соседних с ним пакетов 4. Этот также способствует ограничению воздействия на тросики в процессе демонтажа пневматической шины. В предпочтительном варианте реализации нижняя в радиальном направлении часть каждого пакета смещена в радиальном направлении вверх по отношению к нижней в радиальном направлении части пакета, примыкающего к данному пакету с внутренней в осевом направлении стороны.
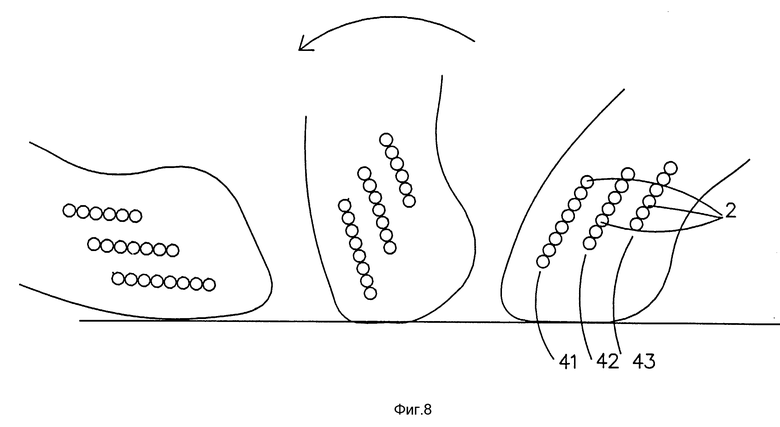
В том же духе, самый нижний спиральный виток каждого пакета 41, 42, 43 (см. фиг. 8) располагается на таком уровне в радиальном направлении, чтобы в процессе опрокидывания борта данной пневматической шины в процессе демонтажа он не подвергался увеличению в диаметре больше, чем на величину, ограничивающую относительное удлинение данного тросика уровнем, который этот тросик в состоянии выдержать без повреждений. Другими словами, избыточное растяжение наиболее нагруженных спиральных витков тросика остается относительно небольшим.
Здесь следует отметить, что увеличение периметра затронутых деформацией спиральных витков не является пропорциональным тому, что может проявиться как увеличение диаметра на фиг. 8. Действительно, выше уже было объяснено, что деформация не касается одинаковым образом всего контура спирального витка, о котором идет речь. Воздействие извне, вызывающее упомянутое опрокидывание борта пневматической шины, представляет собой воздействие локального характера. Следует также отметить, что в тот момент, когда борт пневматической шины опирается на свою вершину (этот момент показан схематически центральным положением на фиг. 8 и 3), эта вершина деформируется, в частности, под действием напряжений сдвига, приложенных в этот момент к относительно небольшой толщине, что ограничивает растяжение, которое испытывают различные спиральные витки.
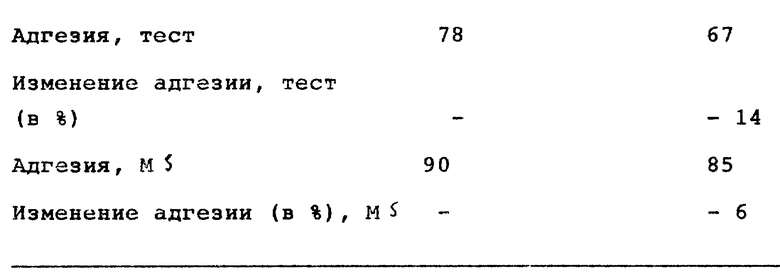
С другой точки зрения, можно более точно учесть геометрически характеристики борта данной пневматической шины и даже различные твердости встречающихся конструктивных материалов, из которых этот борт изготовлен. На фиг. 6 и 7 схематически представлены полные расстояния e1 и e2, причем e1 представляет собой расстояние в радиальном направлении, отделяющее самый нижний спиральный виток от поверхности борта перед введением этой поверхности в контакт с соответствующим этой поверхности посадочным местом монтажного обода (или его продолжения в отдельных случаях), и e2 представляет собой расстояние в осевом направлении, отделяющее упомянутый самый нижний спиральный виток от поверхности борта со стороны внутренней полости данной пневматической шины. Для того, чтобы рассматриваемый спиральный виток не подвергался недопустимому избыточному растяжению, следует в первом приближении (то есть предполагая одинаковой твердости различных материалов, располагающихся вдоль отрезков прямых, обозначенных e1 и e2 на фиг. 6 и 7) сделать так, чтобы расстояние e2 было меньше или равно e1.
Более точно принимая во внимание конкретную природу различных компонентов, из которых изготовлен борт данной пневматической шины, и обозначая через e1j толщину каждого материала, который отделяет в радиальном направлении самый нижний в радиальном направлении спиральный виток любого пакета от нижней в радиальном направлении поверхности борта данной пневматической шины, а через e2i обозначая толщину каждого материала, который отделяет в радиальном направлении самый нижний в радиальном направлении спиральный виток любого пакета от внутренней в осевом направлении поверхности борта данной пневматической шины, и обозначая через G1j и G2i соответствующие значения модуля Юнга, относящиеся к рассматриваемым материалам, критерий предложенной концепции можно выразить следующим образом: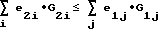
Таким образом, предложена архитектура борта пневматической шины, в соответствии с которой каждый спиральный виток пакетов 4 или 5 подвергается уменьшенной величине растяжения в процессе опрокидывания борта шины при ее демонтаже, что приводит к снижению уровня натяга и к облегчению демонтажа данной пневматической шины. Предложенные правила являются экспериментальными. Исковый результат состоит в том, чтобы в процессе опрокидывания борта пневматической шины в процессе ее демонтажа этот борт не подвергался недопустимо большому растягиванию. Как только борт шины покинул свое посадочное место, он расслабляется даже с внутренней в осевом направлении стороны колеса, то есть там, где посадочное место обода часто бывает продолжено достаточно широкой и обычно цилиндрической зоной (полость обода смещена наружу в осевом направлении). Таким образом, главное состоит в том, что в процессе опрокидывания борта каждый спиральный виток не будет напрягаться переходом в положение, превышающее в радиальном направлении его обычное положение в борту, не подвергающемуся повороту (см. фиг. 8).
Изобретение относится к конструкции пневматических шин для автотранспорта, а именно к конструкции бортов пневматических шин. Анкерное закрепление подкрепляющих элементов каркаса обеспечивается при помощи окружных тросиков с введением между ними связующей каучуковой композиции. Окружной тросик расположен в несколько оборотов, образуя один или несколько спиральных витков. Упомянутые тросики имеют коэффициент функционального расширения относительного удлинения Аf = Аe + Аp, превышающий 4%. Этот коэффициент не содержит специфического относительного удлинения Аs, связанного с эффектом троса. Максимальное напряжение Rm тросика в предпочтительном варианте превышает 2000 МПа. Упомянутые окружные тросики подвергаются термической обработке, которая по совокупности своих характеристик представляет собой восстановительный отжиг и которая осуществляется непосредственно на тросике, содержащем жилы с предварительно нанесенным на них покрытием отдельно на каждую жилу, способствующим адгезии. В результате увеличивается прочность шин. 4 с. и 12 з.п. ф-лы, 8 ил. 4 табл.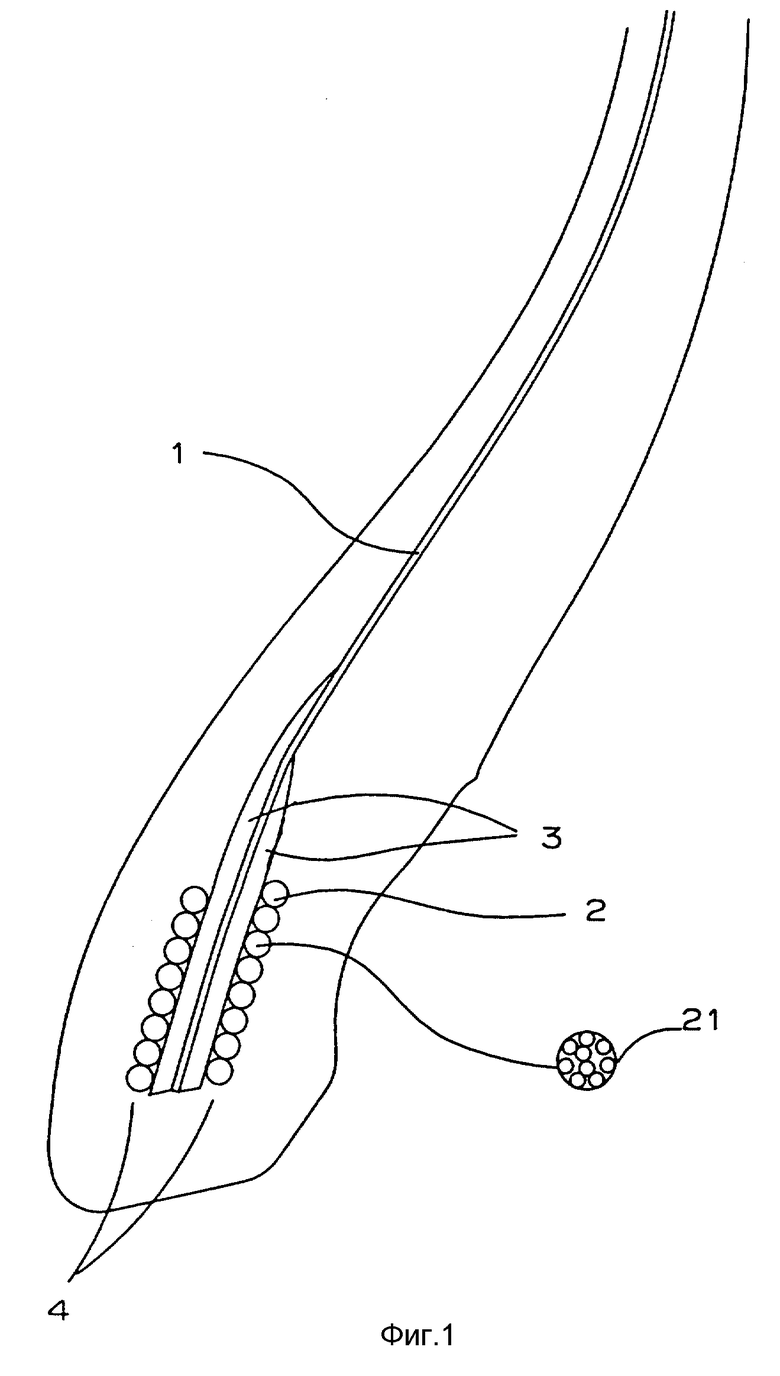

| Способ сборки сосудов перед заполнением их жидкостью,находящейся под давлением | 1973 |
|
SU582196A1 |
| US 5010938 A, 27.05.91 | |||
| Шинный каркас с эластомерным материалом | 1981 |
|
SU1102484A3 |
| 1970 |
|
SU413663A3 | |

