Изобретение относится к области контрольно-измерительной техники в машиностроении и черной металлургии и может быть использовано при неразрушающем контроле ферромагнитных изделий.
Известен феррозондовый коэрцитиметр, содержащий П-образный магнитопровод, размещенные на нем намагничивающую и размагничивающую обмотки, подключенные к источникам питания, феррозонд и измеритель тока размагничивания (Приборы для неразрушающего контроля материалов и изделий. Справочник под ред. В. В. Клюева, М., "Машиностроение", 1986 г., т.2, с. 71). Недостатком известного устройства является высокая погрешность измерения коэрцитивной силы, связанная с вариацией величины зазора между полюсами магнитопровода и изделием в широком диапазоне измерения коэрцитивной силы.
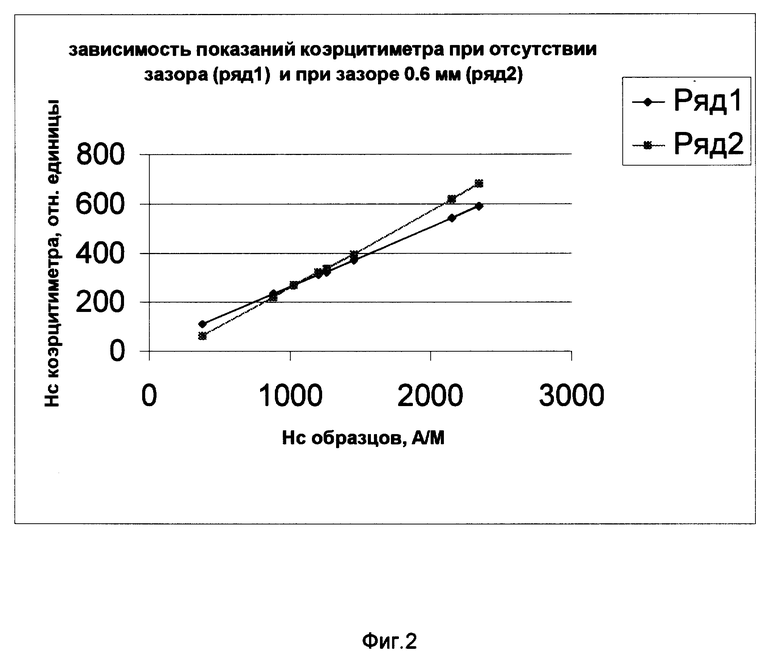
Известен феррозондовый коэрцитиметр, содержащий П-образный магнитопровод, размещенные на нем намагничивающую и размагничивающую обмотки, подключенные к источникам питания, феррозонд и измеритель тока размагничивания, в котором для уменьшения погрешности определения коэрцитивной силы при вариации величины зазора между полюсами магнитопровода и изделием дополнительно вводится постоянное смещение, подаваемое на феррозонд (Мельгуй М.А. Магнитный контроль механических свойств сталей, Минск: Наука и техника, 1980, с. 122). Недостатком известного устройства является высокая погрешность измерения коэрцитивной силы, связанная с вариацией величины зазора между полюсами магнитопровода и изделием в широком диапазоне измерения коэрцитивной силы. На фиг. 1 представлена зависимость, полученная экспериментально при использовании известного устройства. Как видно из этой зависимости, существует только одна точка, в которой получена компенсация влияния зазора. Из приведенной зависимости следует также, что при малых значениях коэрцитивной силы происходит "перекомпесация" влияния зазора (т.е. превышение показаний коэрцитиметра по сравнению с истинными значениями коэрцитивной силы контролируемой детали при увеличении зазора), а при больших - "недокомпенсация".
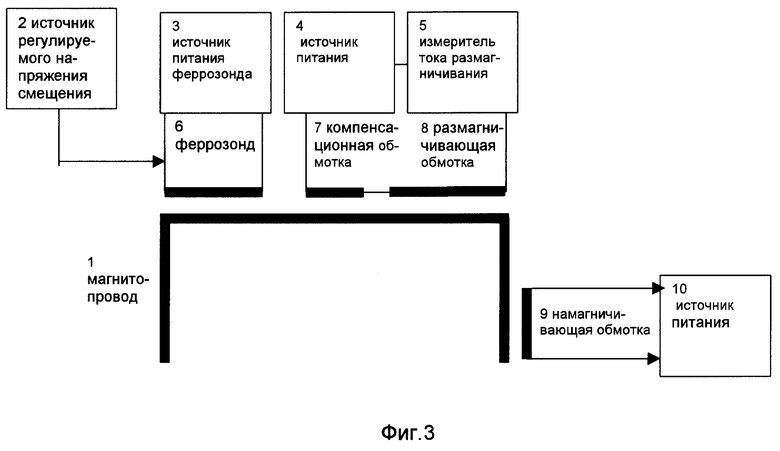
Известен феррозондовый коэрцитиметр, содержащий П-образный магнитопровод, размещенные на нем намагничивающую и размагничивающую обмотки, подключенные к источникам питания, феррозонд и измеритель тока размагничивания, в котором для уменьшения погрешности определения коэрцитивной силы при вариации величины зазора между полюсами магнитопровода и изделием дополнительно вводится размещаемая на феррозонде компенсационная обмотка, подключенная к источнику питания и создающая магнитный поток, противолежащий размагничивающему, (Захаров В.А., Михеев М.Н., Францевич В.М. Дефектоскопия, 1970, N 5, с. 88). Недостатком известного устройства является высокая погрешность измерения коэрцитивной силы, связанная с вариацией величины зазора между полюсами магнитопровода и изделием в широком диапазоне измерения коэрцитивной силы. На фиг. 2 представлена зависимость, полученная экспериментально при использовании известного устройства. Как видно из этой зависимости, существует только одна точка, в которой получена компенсация влияния зазора. Из приведенной зависимости следует также, что при малых значениях коэрцитивной силы происходит "недокомпесация" влияния зазора, а при больших - "перекомпенсация".
В предлагаемой заявке решается задача, заключающаяся в изготовлении контрольно-измерительной техники повышенной точности определения коэрцитивной силы при неразрушающем контроле ферромагнитных изделий.
Техническим результатом является уменьшение погрешности определения коэрцитивной силы при вариации величины зазора между полюсами магнитопровода и изделием в широком диапазоне измерения коэрцитивной силы.
Упомянутая задача достигается тем, в феррозондовый коэрцитиметр, содержащий П-образный магнитопровод, размещенные на нем намагничивающую и размагничивающую обмотки, подключенные к источникам питания, измеритель тока размагничивания, феррозонд и размещаемую на феррозонде компенсационную обмотку, подключенную к источнику питания и создающую магнитный поток, противоположный размагничивающему, дополнительно вводится регулируемый источник напряжения смещения, выход которого подключен к феррозонду, причем величина постоянного напряжения смещения и величина магнитного потока, созданного компенсационной обмоткой, выбраны с учетом компенсации влияния величины зазора между полюсами П-образного магнитопровода и изделием в широком диапазоне измерения коэрцитивной силы.
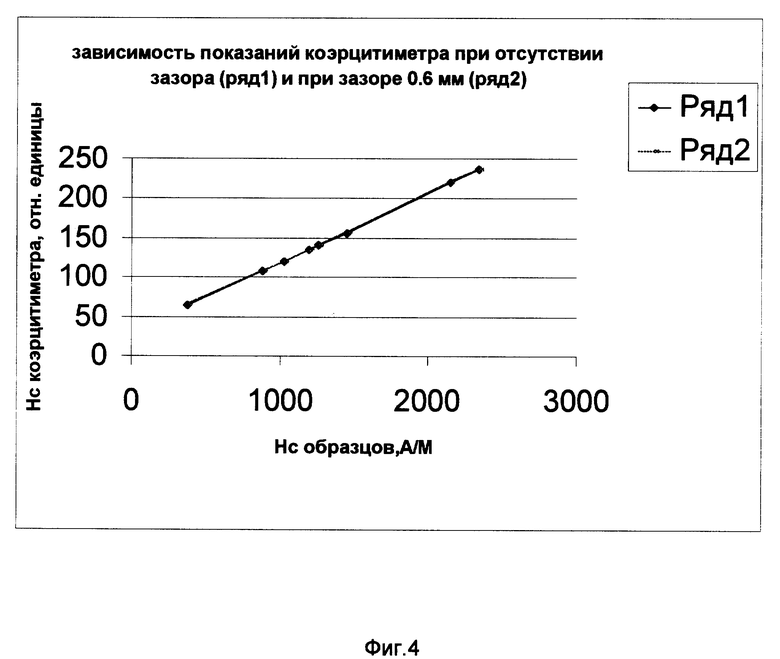
На фиг. 3 изображена структурная схема феррозондового коэрцитиметра.
Устройство содержит П-образный магнитопровод 1, размещенные на нем намагничивающую обмотку 9, размагничивающую обмотку 8, подключенные соответственно к источникам питания 10 и 4, измеритель тока размагничивания 5, феррозонд 6 и размещаемую на феррозонде компенсационную обмотку 7, подключенную к источнику питания 4, источник питания феррозонда 3, соединенный с феррозондом 6, на который подается смещение от дополнительно введенного источника регулируемого напряжения смещения 2.
Феррозондовый коэрцитиметр работает следующим образом.
С помощью обмотки намагничивания 9 и источника питания 10 создается магнитное поле, намагничивающее контролируемое изделие (на фигуре не показано). Далее от источника питания 4 в обмотку размагничивания 8 и обмотку компенсации 7 вводится ток размагничивания. Создаваемый этим током магнитный поток, созданный из магнитных потоков обмоток 7 и 8, размагничивает контролируемое изделие. Хотя обмотки 7 и 8 включены встречно, но поток от обмотки 7 значительно меньше потока от обмотки 8, поэтому их суммарный поток противоположен намагничивающему. При достижении размагничивания контролируемого изделия (что определяется феррозондом 6, питаемом от источника 3 и блока 2) измеряется величина тока размагничивания, а следовательно, величина коэрцитивной силы блоком 5. Измеритель тока размагничивания - блок 5 - представляет собой миллиамперметр, измеряющий ток размагничивания, который прямо пропорционален коэрцитивной силе. Шкала миллиамперметра проградуирована в относительных единицах измерения коэрцитивной силы. Использование миллиамперметра для измерения тока размагничивания и, следовательно, коэрцитивной силы известно в технике (см., например, Справочник под ред. В. В. Клюева, Приборы для нераэрушающего контроля материалов и изделий, М., "Машиностроение", 1986 г., т.2, с. 71, где ток размагничивания, пропорциональный коэрцитивной силе, измеряется с помощью миллиамперметра 5). Величина напряжения смещения и параметры обмотки 7, создающей магнитный поток, противоположный размагничивающему, подобраны таким образом, чтобы скомпенсировать влияние величины зазора между полюсами магнитопровода и изделием в широком диапазоне измерения коэрцитивной силы. Это условие выполняется, так как введение обмотки 7 приводит при малых значениях коэрцитивной силы к "недокомпесации" влияния зазора, а при больших - к "перекомпенсации", а введение блока 2 - соответственно к "перекомпенсации" при малых значениях коэрцитивной силы и к "недокомпенсции" при больших. Совместное использование обмотки 7 и блока 2 позволяет довести погрешность до 0,8% при вариации величины зазора до 0,6 мм в диапазоне изменения коэрцитивной силы от 370 А/М до 2400 А/М. Экспериментальные зависимости, полученные с помощью предлагаемого устройства, приведены на фиг. 4.
Опытно-промышленное опробование предлагаемого устройства проводилось на рельсосварочном поезде N 4 Свердловской железной дороги при определении качества термообработки металла зоны сварного стыка рельсовых плетей. По технологическому процессу после контактной стыковой сварки рельсов, формирующих плети, металл зоны стыка подвергается нагреву токами высокой частоты до температуры 800-840oC и охлаждению водно-воздушной смесью с целью восстановления твердости до уровня исходной. В соответствии с ТУ32ЦП-560-93 "Рельсы железнодорожные новые сварные" после термоупрочнения производится контроль твердости на прессе Бринелля по ГОСТ 9012-59 по продольной оси поверхности катания головки рельсов через каждые 25 мм. Поверхность катания имеет неровности, связанные с процессами прокатки и грубой зачистки шлифовальным камнем места стыка после сварки. Измерения проводятся в сварном шве и в обе стороны от него на длине 50 мм.
При измерении твердости необходимо отметить высокую трудоемкость контроля на прессе Бринелля, связанную с подведением под пресс Бринелля сварных плетей, длина которых до 800 м, а также необходимостью зачистки мест контроля и определением диаметра отпечатка с помощью компаратора.
При применении предлагаемого устройства все вышеуказанные операции не проводились, время измерения составило 4 секунды, в результате чего трудоемкость контроля уменьшилась в 12 раз, а производительность увеличилась в 10 раз.
Указанное устройство также было опробовано с положительным эффектом на различных участках Свердловской железной дороги при входном контроле качества термообработки основных деталей железнодорожного транспорта, имеющих неровную после прокатки поверхность:
- остряковых рельсов;
- бандажей локомотивов;
- вагонных колес.
Использование предлагаемого коэрцитиметра позволило обеспечить высокую точность измерения коэрцитивной силы изделий за счет уменьшения погрешности определения коэрцитивной силы при вариации величины зазора между полюсами магнитопровода и изделием. Это позволяет проводить измерение коэрцитивной силы с более высокой точностью деталей с неровной поверхностью, получаемой после прокатки (или другой обработки давлением) или литья с небольшой окалиной и некоторым обезуглероживанием, а также грубой механической обработки с незначительным наклепанным слоем, что дает возможность увеличить номенклатуру изделий, подвергаемых неразрушающему контролю.
В результате испытаний установлено, что ошибка измерения при наличии мешающих факторов снизилась с 7% при измерении с помощью прототипа до 0,8% при измерении с помощью предлагаемого устройства.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИСТАВНОЕ УСТРОЙСТВО КОЭРЦИТИМЕТРА | 1991 |
|
RU2035745C1 |
| ПРИСТАВНОЕ УСТРОЙСТВО КОЭРЦИТИМЕТРА | 2006 |
|
RU2327180C2 |
| СПОСОБ ЛОКАЛЬНОГО ИЗМЕРЕНИЯ КОЭРЦИТИВНОЙ СИЛЫ ФЕРРОМАГНИТНЫХ ОБЪЕКТОВ | 2011 |
|
RU2483301C1 |
| Приставное устройство коэрцитиметра | 1984 |
|
SU1205089A1 |
| ПРИСТАВНОЙ ЭЛЕКТРОМАГНИТ К КОЭРЦИТИМЕТРУ | 2013 |
|
RU2535632C1 |
| СПОСОБ ИЗМЕРЕНИЯ СКОРОСТИ ВНУТРЕННЕГО РАЗРУШЕНИЯ ПОЛЫХ КОНСТРУКЦИЙ ИЗ ФЕРРОМАГНИТНОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1997 |
|
RU2139520C1 |
| ПРИСТАВНОЙ ФЕРРОМАГНИТНЫЙ КОЭРЦИТИМЕТР | 2002 |
|
RU2238572C2 |
| Приставной ферромагнитный коэрцитиметр | 1977 |
|
SU744395A1 |
| КОЭРЦИТИМЕТР НА ПОСТОЯННЫХ МАГНИТАХ | 2001 |
|
RU2210786C2 |
| Коэрцитиметр | 1978 |
|
SU1030717A1 |
Использование: при неразрушающем контроле ферромагнитных изделий в машиностроении и горной металлургии. Феррозондовый коэрцитиметр содержит П-образный магнитопровод, на котором размещены намагничивающая и размагничивающая обмотки, подключенные к источникам питания, измеритель тока размагничивания, феррозонд. На феррозонде размещена компенсационная обмотка, создающая магнитный поток, противоположный размагничивающему, в который для снижения ошибки от величины зазора между контролируемым изделием и наконечниками магнитопровода дополнительно вводится регулируемый источник напряжения смещения, выход которого подключен к феррозонду. Величина постоянного напряжения смещена и величина магнитного потока выбрана с учетом компенсации влияния величины зазора в широком диапазоне измерения коэрцитивной силы. Технический результат заключается в обеспечении высокой точности измерения коэрцитивной силы изделий за счет уменьшения погрешности определения коэрцитивной силы при вариации величины зазора между полюсами магнитопровода и изделием. Это позволяет с более высокой точностью проводить измерение коэрцитивной силы деталей с неровной окалиной и некоторым обезуглероживанием, а также после грубой механической обработки с незначительным наклепанным слоем. 4 ил.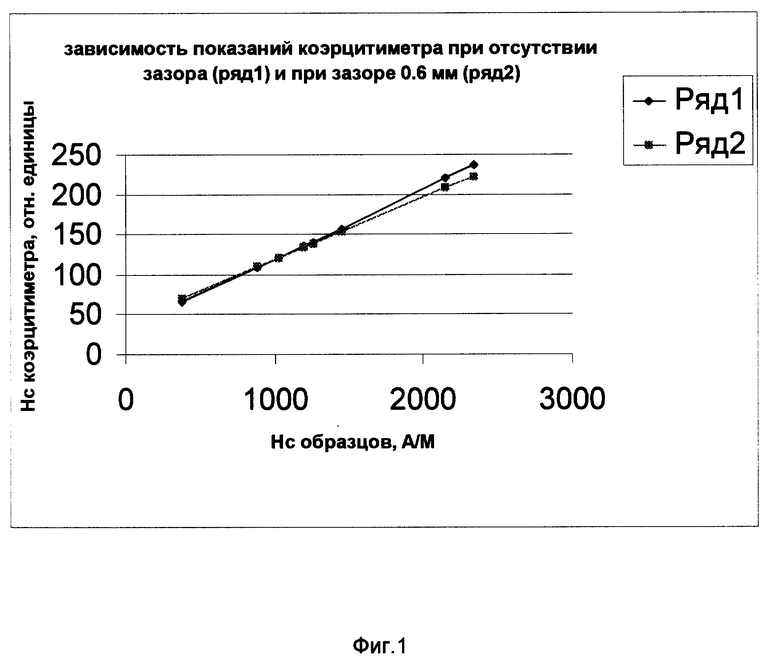
Феррозондовый коэрцитиметр, содержащий П-образный магнитопровод, размещенные на нем намагничивающую и размагничивающую обмотки, измеритель тока размагничивания, феррозонд и размещенную на феррозонде компенсационную обмотку, причем намагничивающая обмотка подключена к одному источнику питания, а от другого источника питания в размагничивающую и компенсационную обмотки вводится ток размагничивания, при этом компенсационная обмотка создает магнитный поток, противоположный размагничивающему, отличающийся тем, что дополнительно введен регулируемый источник напряжения смещения, выход которого подключен к феррозонду, причем величина постоянного напряжения смещения и величина магнитного потока, созданного компенсационной обмоткой, выбраны с учетом компенсации влияния величины зазора между полюсами П-образного магнитопровода и изделием в широком диапазоне измерения коэрцитивной силы.
| Дефектоскопия, 1970, N 5, с.88 | |||
| Мельгуй М.А | |||
| Магнитный контроль механических свойств сталей | |||
| - Минск, Наука и техника, 1980, с.122 | |||
| Приборы для неразрушающегося контроля материалов и изделий: Справочник / Под ред | |||
| В.В.Клюева | |||
| - М.: Машиностроение, 1986, т.2, с.71 | |||
| Способ контроля физико-механических параметров ферромагнитных изделий и устройство для его осущетвления | 1976 |
|
SU587385A1 |
| Датчик магнитной анизотропии | 1982 |
|
SU1114939A2 |
| Магнитоконтактный преобразователь | 1981 |
|
SU995036A2 |
| ПРИСТАВНОЕ УСТРОЙСТВО КОЭРЦИТИМЕТРА | 1991 |
|
RU2035745C1 |
| US 4070614 A, 24.01.78 | |||
| Трансформатор тока | 1954 |
|
SU100009A1 |

