Изобретение относится к способам непрерывного изготовления изделий из цельной древесины и может быть использовано в деревообрабатывающей промышленности.
Известен способ уплотнения и формообразования изделий из цельной древесины, включающий воздействие на заготовку в пресс-форме внешних статической и пульсирующей нагрузок, осуществляемых одновременно, при этом пульсирующую нагрузку создают путем сообщения пресс-форме продольно-поперечных акустических колебаний (1).
Недостатком вышеуказанного способа является то, что воздействие на древесину в пресс-форме статической и пульсирующей нагрузок не устраняет остаточных упругих деформаций в материале древесины, что приводит к произвольному изменению ее геометрических параметров после снятия давления за счет распрессовки,
Наиболее близким по технической сущности к предлагаемому является способ изготовления профилированных изделий из материала цельной древесины или древесных сред, при котором перед проводимыми одновременно технологическими операциями пластификации и уплотнения в формообразующем экструдере при частотах от низких до высоких древесину последовательно подвергают обезвоживанию путем приложения электрического напряжения, обеспечивающего биполярное истечение жидкости, что достигается путем приложения электрического напряжения к заготовке через контактные поверхности, состоящие из электрокинетически активных металлов, например медь - анод, железо - катод, что обеспечивает направленное движение древесного сока (биполярное истечение) из внутренней части заготовки к ее поверхности (2).
Недостатком вышеописанного способа является невысокое качество полученных деревянных изделий,
Задачей настоящего изобретения является создание нового способа изготовления высушенных профилированных изделий из материала цельной древесины, обладающих высоким качеством.
Поставленная задача решается при применении способа изготовления высушенных профилированных изделий из материала цельной древесины, включающий обезвоживание древесной заготовки путем приложения к ней электрического напряжения, обеспечивающего биполярное истечение жидкости и последующего одновременного проведения в виброэкструдере технологических операций пластификации, уплотнения и формообразования древесины при частотах от низких до высоких, в котором обезвоживание древесины проводят также при поверхностном нагреве, например в поле инфракрасного излучения, отформованную древесину подвергают окончательной сушке в вакуумной сушильной камере с одновременным подведением тепла во внутренний объем древесины путем использования сверхвысокочастотного магнитного поля, после чего осуществляют калибрование продавливанием отформованной и высушенной древесины через калибровочный виброэкструдер на выходе из вакуумной сушильной камеры.
Вибрацию каждого экструдера могут осуществлять при согласованных по фазе и частоте колебаниях для каждой формующей или калибрующей поверхности экструдеров.
Поверхностный нагрев, проводимый после биполярного истечения жидкости, обеспечивающего равномерное достижение во всех заготовках влажности 30 ± 5%, способствует испарению древесного сока с поверхности древесных заготовок и продолжению процесса обезвоживания для более качественного проведения технологических операций пластификации и формообразования в виброэкструдере.
Вибрацию каждого экструдера могут осуществлять за счет генераторов акустических колебаний при согласованных по фазе и частоте колебаниях для каждой формующей или калибрующей поверхности экструдеров, что способствует равномерному деструктурированию древесного материала, доводит градиент внутренних напряжений в заготовке до минимума и обеспечивает равномерность уплотнения заготовок. Это повышает качество получаемых изделий.
При проведении указанных операций не подводят к материалу дополнительного тепла для исключения возникновения неоднородных деформаций древесины на стадии акустического деструктурирования и механического разрушения ее внутренней структуры при прессовании.
Заготовки, отформованные указанным способом, не распрессовываются, имеют одинаковые физико-механические характеристики, что улучшает качество изделий, производимых из таких заготовок.
Отформованную древесину подвергают окончательному обезвоживанию в вакуумной камере с одновременным подведением тепла во внутренний объем древесины путем использования магнитного поля сверхвысокочастотного генератора, при этом продолжительность времени обезвоживания определяется скоростью подачи заготовки и протяженностью вакуумной сушильной камеры. Это повышает качество калибрования заготовок, которое затем осуществляют продавливанием отформованной и высушенной древесины через калибровочный виброэкструдер с генераторами акустических колебаний. Вибрацию, как и ранее, могут осуществлять при согласованных по фазе и частоте колебаниях для каждой калибрующей поверхности экструдера.
Операция виброкалибрования позволяет осуществить производство деталей повышенной точности и дополнительно упрочнить поверхностный слой изделий, повысить класс чистоты обработки, что повышает качество получаемых изделий.
Осуществление предлагаемого способа позволяет обезвоживать, формовать и высушивать и калибровать заготовки, получая качественные упрочненные детали с высокой точностью формы и размеров, колебание которых за счет усушки или впитывания атмосферной влаги колеблются в одинаковых пределах, что особенно важно при изготовлении сложных деревянных изделий.
Сопоставительный анализ заявляемого способа и прототипа выявляет наличие отличительных признаков у заявляемого способа по сравнению с наиболее близким аналогом, что позволяет сделать вывод о соответствии заявляемого решения критерию "новизна".
Наличие отличительных признаков дает возможность получить положительный эффект, выражающийся в повышении качества производимых изделий.
Поскольку при исследовании объекта изобретения по патентной и научно-технической литературе не выявлено решений, содержащих признаки заявляемого изобретения, отличные от прототипа, следует сделать вывод, что заявляемое изобретение соответствует критерию "существенные отличия".
Использование заявляемого изобретения в деревообрабатывающей промышленности обеспечивает соответствие изобретения критерию "промышленная применимость".
Способ изготовления высушенных профилированных изделий из материала цельной древесины иллюстрируется чертежом устройства, в котором реализован способ.
Устройство для осуществления способа состоит из подающих заготовку 1 пар вальцов 2, имеющих покрытия вальцов в паре из электрокинетически активных разнородных металлов, к которым подведено постоянное электрическое напряжение, инфракрасного излучателя 3, виброэкструдера 4 с генератором акустических колебаний 5, вакуумной сушильной камеры 6, сверхвысокочастотного генератора 7, калибровочного виброэкструдера 8 с генератором акустических колебаний 9.
Способ изготовления высушенных профилированных изделий из материала цельной древесины, включающий обезвоживание древесных заготовок 1 путем приложения к парам вальцов 2 постоянного электрического напряжения, обеспечивающего биполярное истечение жидкости, последующее одновременное проведение в виброэкструдере 4 с генератором акустических колебаний 5 при частотах от низких до высоких технологических операций пластификации, уплотнения и формообразования древесины, в котором, согласно изобретению после биполярного истечения жидкости для дальнейшего обезвоживания древесины 1 производят ее поверхностный нагрев, например в поле инфракрасного излучателя 3, отформованную древесину подвергают окончательной сушке в вакуумной сушильной камере 6 с одновременным подведением тепла во внутренний объем древесины 1 путем использования сверхвысокочастотного магнитного поля генератора 7, после чего осуществляют калибрование путем продавливания отформованной и высушенной древесины через калибровочный виброэкструдер 8 с акустическим генератором 9 на выходе из вакуумной сушильной камеры 6.
Вибрацию каждого экструдера 4, 8 могут осуществлять при согласованных по фазе и частоте колебаниях для каждой формующей и калибрующей поверхности экструдеров.
Отличительные признаки предлагаемого изобретения дают возможность получить положительный эффект, выражающийся в повышении качества получаемых изделий.
ИСТОЧНИКИ ИНФОРМАЦИИ
1. Патент РФ N 2089385, B 27 M 1/08, 10.09.97.
2. Патякин В.И., Тишин Ю.Г., Базаров С.М. Техническая гидродинамика древесины. М.: Лесная промышленность, 1990, с. 283.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СУШКИ ПИЛОМАТЕРИАЛОВ | 2000 |
|
RU2168126C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛИРОВАННЫХ ИЗДЕЛИЙ ИЗ МАТЕРИАЛА ЦЕЛЬНОЙ ДРЕВЕСИНЫ ИЛИ ДРЕВЕСНЫХ СРЕД | 1997 |
|
RU2125932C1 |
| ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ЛЕСОМАТЕРИАЛОВ РАСКАЛЫВАНИЕМ | 2000 |
|
RU2179508C1 |
| УСТРОЙСТВО ДЛЯ ПОШТУЧНОЙ ВЫДАЧИ ЦИЛИНДРИЧЕСКИХ ДРЕВЕСНЫХ ЗАГОТОВОК | 2000 |
|
RU2174940C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕЙТРОНОЗАЩИТНОГО МАТЕРИАЛА | 1999 |
|
RU2157754C1 |
| СПОСОБ ИЗВЛЕЧЕНИЯ ЖИДКОСТИ ИЗ КАПИЛЛЯРНО-ПОРИСТОГО МАТЕРИАЛА | 1999 |
|
RU2163707C2 |
| СПОСОБ ПРОПИТКИ КАПИЛЛЯРНО-ПОРИСТОГО МАТЕРИАЛА | 1999 |
|
RU2157314C1 |
| СПОСОБ УПЛОТНЕНИЯ И ФОРМООБРАЗОВАНИЯ ИЗДЕЛИЙ ИЗ ЦЕЛЬНОЙ ДРЕВЕСИНЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2089385C1 |
| АДСОРБЕНТ ИОНОВ СВИНЦА | 2007 |
|
RU2351390C1 |
| СПОСОБ ОЧИСТКИ ЗАГРЯЗНЕННОЙ ВОДНОЙ СРЕДЫ | 2007 |
|
RU2344997C1 |
Изобретение относится к способам непрерывного изготовления профилированных изделий из цельной древесины и может быть использовано в деревообрабатывающей промышленности. Способ включает операцию обезвоживания древесных заготовок путем приложения к ним электрического напряжения, обеспечивающего биполярное истечение жидкости, и последующее одновременное проведение в виброэкструдере технологических операций пластификации, уплотнения и формообразования древесины при частотах от низких до высоких. Обезвоживание древесины проводят также после биполярного истечения жидкости при поверхностном нагреве, например, в поле инфракрасного излучения. Отформованную древесину подвергают окончательной сушке в вакуумной сушильной камере с одновременным подведением тепла во внутренний объем древесины путем использования сверхвысокочастотного магнитного поля. Затем осуществляют калибрование продавливанием отформованной высушенной древесины через калибровочный виброэкструдер на выходе из вакуумной сушильной камеры. Способ позволяет получать изделия, обладающие высоким качеством. 1 з.п. ф-лы, 1 ил.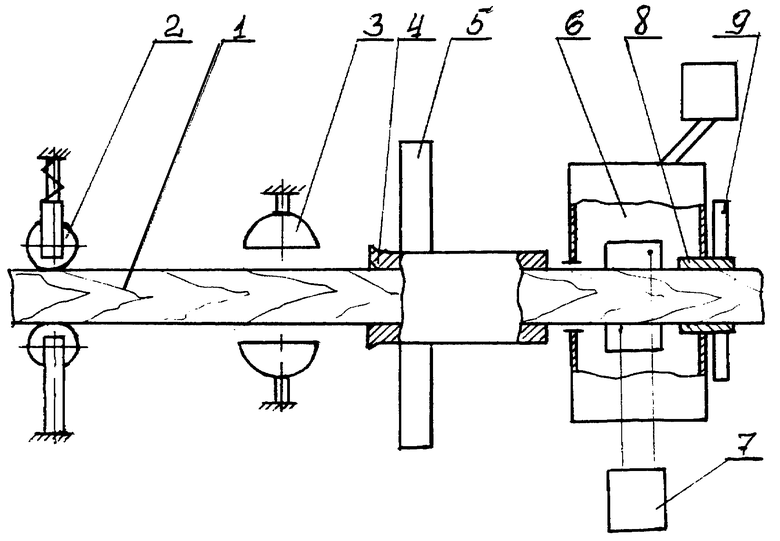
| Патякин В.И., Тишин Ю.Г., Базаров С.М | |||
| Техническая гидродинамика древесины | |||
| - М.: Лесная промышленность, 1990, с.283 | |||
| СПОСОБ УПЛОТНЕНИЯ И ФОРМООБРАЗОВАНИЯ ИЗДЕЛИЙ ИЗ ЦЕЛЬНОЙ ДРЕВЕСИНЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2089385C1 |

