Изобретение относится к обработке металлов давлением, а именно к производству профильных труб.
Известно устройство для профилирования труб с одновременным осаживанием их по диаметру и формированием осаженных цилиндрических концов, содержащее корпус с установленной в нем волокой и расположенные перед волокой по обе стороны от продольной оси устройства кулачки с шарнирно закрепленными на одних концах деформирующими роликами, а на других - вильчатыми рычагами, а также тягу с пазами и шарнирно закрепленными и размещенными в этих пазах собачками, взаимодействующими с вильчатыми рычагами. Кроме того, на корпусе шарнирно закреплен параллельно продольной оси устройства поворотный рычаг с опорным роликом, взаимодействующий одним плечом с профилируемой трубой, а другим - с шарнирно закрепленными на нем клиновыми упорами, периодически взаимодействующими с кулачками (SU, а.с. N 951799 A1, 20.11.96).
Наиболее близким к заявляемому по назначению и по количеству совпадающих существенных признаков является устройство с описанными выше конструктивными признаками, которое дополнительно снабжено контактирующими с клиновыми упорами двухзвенными рычажными системами и дисками, при этом одно из звеньев шарнирно связано с корпусом, а другое - с дисками, взаимодействующими с кулачками (US, 5119661 A, 09.06.92).
Основным недостатком известных устройств является то, что с помощью них невозможно изготавливать трубы с многолучевым (больше двух) профилем при сохранении цилиндрических концов. При этом модернизация этих устройств с указанной целью без существенных изменений конструкции невозможна.
Кроме того, известные устройства недостаточно работоспособны из-за наличия в них сложных систем фиксации деформирующих роликов в рабочем и нерабочем положениях, которые являются частой причиной сбоя технологического процесса, вследствие их преждевременного или запаздывающего срабатывания.
Целью изобретения является расширение технических возможностей, упрощение конструкции, повышение работоспособности и снижение металлоемкости устройства.
Указанная цель достигается тем, что в описываемом устройстве, включающем корпус, волоку, деформирующие ролики, установленные на поворотных кулачках, механизм перемещения роликов в рабочее и нерабочее положения с фиксатором, согласно изобретению, указанный механизм выполнен в виде двух втулок, одна из которых жестко закреплена на обращенном в сторону роликов конце корпуса и имеет внутренние конические поверхности с вершиной конуса, обращенной в сторону движения профилируемой трубы, а вторая размещена внутри этого же конца корпуса, с возможностью соосного с ним перемещения, зафиксирована от проворота относительно его и имеет продольные выступы на наружной поверхности, поворотные кулачки с деформирующими роликами установлены на обращенном в противоположную направлению профилирования трубы сторону торце подвижной втулки, с возможностью взаимодействия их с коническими поверхностями неподвижной втулки, волока размещена внутри подвижной втулки с фиксацией от продольных относительно нее перемещений, а фиксатор положений деформирующих роликов выполнен в виде дистанционного кольца, установленного перед подвижной втулкой, по ходу волочения трубы, с возможностью поворота относительно оси корпуса и имеет продольные прорези, ответные выступам подвижной втулки, для зацепления с ними при фиксировании роликов в рабочем положении.
Такое конструктивное исполнение устройства позволяет изготавливать профильные трубы с многолучевым (более двух) профилем, располагая деформирующие ролики по окружности трубы в количестве, соответствующем получению необходимого профиля.
Кроме того, за счет исключения из конструкции сложных рычажных систем фиксирования роликов в рабочем и нерабочем положениях, обеспечивается упрощение конструкции, повышается ее работоспособность и снижается металлоемкость.
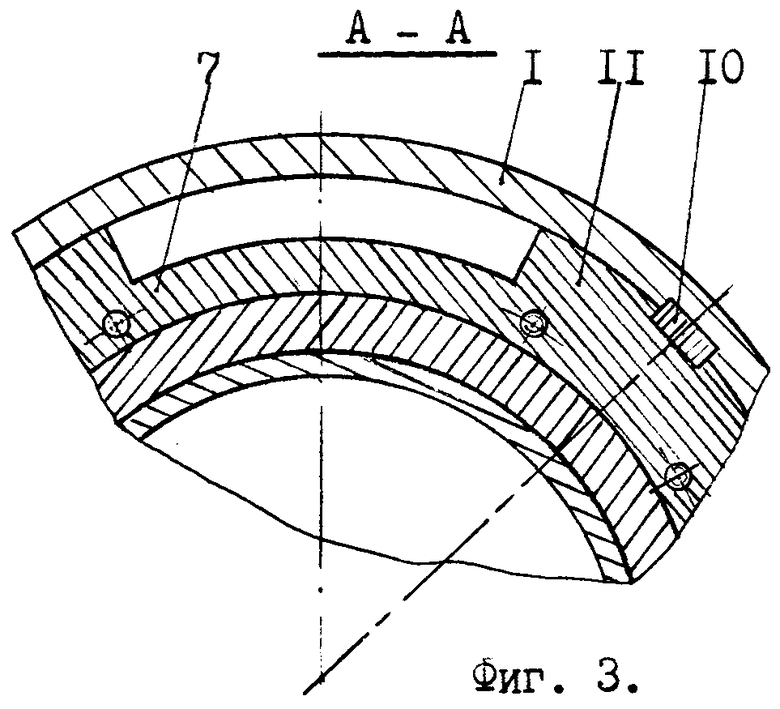
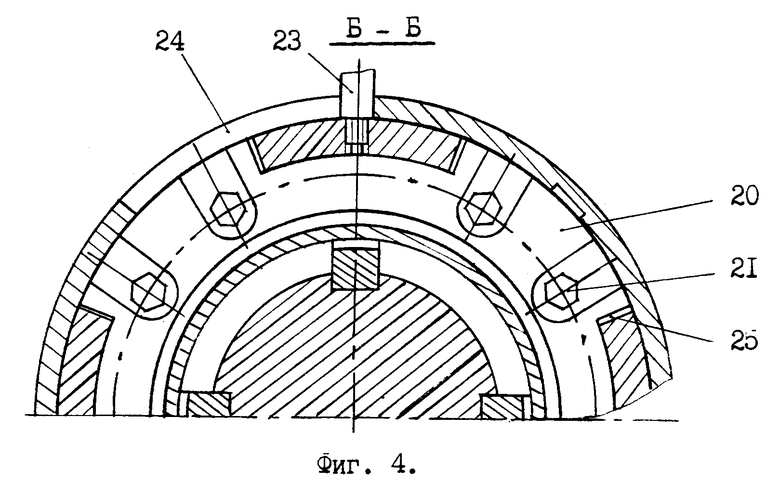
На фиг. 1 показано предлагаемое устройство в продольном разрезе с трубной заготовкой перед началом ее профилирования; на фиг. 2 - вид А на фиг.1; на фиг. 3 - сечение А-А на фиг.1; на фиг. 4 - сечение Б-Б на фиг. 1; на фиг. 5 - продольный разрез устройства в процессе профилирования трубы.
Устройство состоит из корпуса 1 (фиг. 1) с основанием 2, в котором имеется, отверстие 3 для прохода профилируемой трубы 4, и механизма (не обозначен) перемещения деформирующих роликов 5 в рабочее и нерабочее положение, выполненного в виде втулок 6 и 7, первая из которых жестко закреплена на обращенном в сторону роликов 5 конце корпуса 1 и имеет внутренние конические поверхности 8 с вершиной конуса, обращенной в сторону движения трубы при ее профилировании, и прорези 9 (фиг. 2) для размещения в них роликов 5, а вторая втулка 7 размещена внутри указанного конца корпуса 1, с возможностью соосного с ним перемещения, зафиксирована от проворота относительно его шпонкой 10 (фиг. 3) и имеет продольные выступы 11 на наружной поверхности и опорные выступы 12 на обращенном в обратную от направления профилирования трубы 4 сторону торце, в которых с помощью осей 13 установлены поворотные кулачки 14 с роликами 5, установленными на других их концах с помощью осей 15.
Деформирующие ролики 5 в нерабочем положении удерживаются пружинами 16 (фиг. 2), один конец которых закреплен на кулачках 14, а другой - на зубчатых выступах 17 (фиг. 1, 2) втулки 6. Количество роликов 5 определяется исходя из потребности получения необходимого профиля. В описываемом примере (фиг. 1, 2) показано устройство с шестью роликами, соответственно для получения труб с шестилучевым профилем.
Внутри подвижной втулки 7 установлена волока 18, зафиксированная от осевых перемещений буртом 19 и шайбой 20, прикрепленной болтами 21 (фиг. 4) к торцу втулки 7.
Для фиксирования роликов 5 в рабочем и нерабочем положениях в устройстве предусмотрено дистанционное кольцо 22, установленное в корпусе 1 между его основанием 2 и шайбой 20 втулки 7 с возможностью поворота его относительно корпуса 1 с помощью рычага 23, для чего в корпусе 1 имеется прорезь 24 (фиг. 4). В стенке кольца 22 также выполнены продольные прорези 25, ответные выступам 11 подвижной втулки 7 для совместного их зацепления при фиксировании роликов 5 в рабочем положении.
Работает устройство следующим образом.
Устройство основанием 2 корпуса 1 крепят к люнету протяжного стана (не показаны). Перед началом процесса профилирования передний цилиндрический конец 26 трубной заготовки 4 ступенчато осаживают последовательным протягиванием через несколько волок, установленных в люнете протяжного стана, до образования заданного диаметра. Затем, после соответствующей термообработки, трубу 4 с помощью тележки (не показана) осаженным концом 26 вводят в устройство (фиг.1), и с помощью захватного механизма 27, соединенного с протяжным станом, протягивают через волоку 18, дополнительно осаживая предварительно осаженный конец 26 до номинального диаметрального размера.
Затем с помощью рычага 23 дистанционное кольцо 22 поворачивают до совмещения его прорезей 25 с продольными выступами 11 подвижной втулки 7 и продолжают протягивать трубу 4 через волоку 18. Под действием осевых сил, воздействующих через трубу 4, волоку 18 и шайбу 20 на втулку 7, последняя, скользя своими выступами 11 по прорезям 25 кольца 22, перемещается по ходу волочения трубы 4 до упора шайбы 20 в бурт 28 кольца 22 (фиг. 5), увлекая за собой ролики 5 с помощью поворотных кулачков 14, которые, скользя своими контактными поверхностями 29 (фиг. 2, 5) по коническим поверхностям 8 зубчатых выступов 17 втулки 6, принуждают ролики 5 к вдавливанию в стенки трубы 4, в результате чего в них образуются продольные вмятины 30 по числу роликов 5, характеризующие профиль трубы. Одновременно с этим под воздействием волоки 18 происходит осаживание трубы 4 по наружному диаметру по всей ее длине, включая и второй ее конец 31, который так же, как и первый конец 26 не профилируют. Для этого с помощью протяжного стана трубу 4 перемещают в обратном профилированию направлении. При этом под действием пружин 16 и сил трения между контактирующими поверхностями трубы 4 и волоки 18 втулка 7 с волокой 18 и роликами 5 также перемещается относительно корпуса 1 в указанном направлении, в результате чего втулка 7 выходит из зацепления с кольцом 22, а ролики 5 отходят от трубы 4 и фиксируются в этом нерабочем положении поворотом кольца 22 с помощью рычага 23 до смещения его прорезей 25 относительно выступов 11 втулки 7.
Далее, к концу 31 трубы 4 присоединяют следующую трубу (например, сваркой) и протягивают их до выхода первой трубы 4 из устройства. При этом происходит осаживание ее конца 31 и переднего конца (не показан) вновь прикрепленной трубы до конечного диаметрального размера. После выхода первой трубы 4 из устройства временное соединение труб разрушают, готовую трубу 4 убирают и продолжают профилирование труб по описанной технологии.
Устройство обладает простотой конструкции и обслуживания, надежно в работе и позволяет изготавливать трубы с многолучевым профилем.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПЕРЕКРЫТИЯ ЗОНЫ ОСЛОЖНЕНИЯ В СКВАЖИНЕ | 1989 |
|
RU1782079C |
| ПАКЕР | 2000 |
|
RU2170808C1 |
| УСТРОЙСТВО ДЛЯ ЗАКАНЧИВАНИЯ СКВАЖИН | 1996 |
|
RU2112135C1 |
| ОБОРУДОВАНИЕ ДЛЯ КРЕПЛЕНИЯ СТЕНОК БУРОВОЙ СКВАЖИНЫ | 1999 |
|
RU2164583C2 |
| УСТРОЙСТВО ДЛЯ РАЗВАЛЬЦОВКИ ТРУБ | 1998 |
|
RU2144128C1 |
| СПОСОБ СОЕДИНЕНИЯ ВОДОЗАЩИТНОЙ КОЛОННЫ ТРУБ С УСТЬЕВОЙ ГОЛОВКОЙ ПОДВОДНОЙ СКВАЖИНЫ | 1996 |
|
RU2112861C1 |
| УСТРОЙСТВО ДЛЯ ЗАКАНЧИВАНИЯ СКВАЖИНЫ | 1994 |
|
RU2087684C1 |
| РАСШИРИТЕЛЬ СКВАЖИН | 1997 |
|
RU2117747C1 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ ПЛАСТЫРЯ В СКВАЖИНЕ | 1996 |
|
RU2115797C1 |
| ОДНОШАРОШЕЧНОЕ ДОЛОТО | 1998 |
|
RU2142549C1 |


Изобретение относится к обработке металлов давлением, а именно к производству профильных труб. Устройство содержит корпус, деформирующие ролики и механизм перемещения роликов в рабочее и нерабочее положения в виде двух втулок. Первая втулка жестко закреплена на корпусе и имеет внутренние конические поверхности - для взаимодействия с поворотными кулачками. Вторая втулка размещена внутри корпуса с возможностью соосного с ним перемещения, зафиксирована от проворота относительно его и имеет выступы на наружной поверхности и на торце. Внутри второй втулки соосно-неподвижно установлена волока. Устройство крепят к протяжному стану. Передний конец трубной заготовки предварительно осаживают, затем вводят в устройство и с помощью захвата протягивают через волоку для окончательного осаживания конца заготовки до номинального диаметра. Затем поворачивают поворотное кольцо до совмещения его прорезей с выступами на наружной поверхности подвижной втулки. Втулка под действием сил трения между движущейся трубой и закрепленной в ней волокой перемещается по ходу волочения трубы, увлекая ролики, закрепленные на кулачках. При этом кулачки, скользя по коническим поверхностям неподвижной втулки, принуждают ролики вдавливаться в стенки трубы. В результате образуются продольные канавки по числу роликов, характеризующие профиль трубы. По достижении роликами заднего конца трубы, последнюю подают назад. Под действием пружин вторая втулка движется также в обратном профилированию трубы направлении и ролики отводятся от трубы. Поворотом поворотного кольца разобщают выступы подвижной втулки с прорезями кольца, чем достигается стопорение роликов в нерабочем положении. Изобретение позволяет расширить технические возможности и упростить конструкцию устройства. 5 ил.
Устройство для профилирования труб, включающее корпус, волоку, деформирующие ролики, установленные на поворотных кулачках, механизм перемещения роликов в рабочее и нерабочее положения с фиксатором, отличающееся тем, что механизм перемещения роликов выполнен в виде двух втулок, одна из которых жестко закреплена на обращенном в сторону роликов конце корпуса и имеет внутренние конические поверхности с вершиной конуса, обращенной в сторону движения трубы при ее профилировании, а вторая размещена внутри указанной части корпуса с возможностью соосного с ним перемещения, зафиксирована от проворота относительно него и имеет продольные выступы на наружной поверхности, поворотные кулачки с деформирующими роликами установлены на обращенном в противоположную направлению профилирования трубы сторону торце подвижной втулки с возможностью взаимодействия их с коническими поверхностями неподвижной втулки, волока размещена внутри подвижной втулки с фиксацией от продольных относительно нее перемещений, а фиксатор положений деформирующих роликов выполнен в виде дистанционного кольца, установленного перед подвижной втулкой по ходу волочения трубы с возможностью поворота относительно оси корпуса, и имеет продольные прорези, ответные выступам подвижной втулки, для зацепления с ними при фиксировании роликов в рабочем положении.
| US 5119661 A, 09.06.92 | |||
| SU 951799 A1, 20.11.96 | |||
| US 3727443 A, 17.04.73 | |||
| Многопарный клиновой роликовый фильер | 1959 |
|
SU129171A1 |
| Роликовая головка | 1983 |
|
SU1103921A1 |

