Изобретение относится к волочиль ному оборудованию и может быть использовано на предприятиях, изготав ливающих профили из труднодеформиру емых металлов, а также для отраслей промыцшенности, использующих прецизионные профили из тугоплавких металлов. Известна роликовая головка, содержащая пару вертикальных и пару горизонтальных роликов, устанавлива еовых своими осями в опорных подшипниках, смонтированных в общей кассе те, размещенной в кольцевом корпусе и клиновые поджимные и пружинные уравновешивающие механизмы С 3 Однако такая роликовая головка представляет собой сложную конструк цию, настройка роликов на заданный размер ведется по калибру. Недостат ком такой роликовой головки является также то, что затруднен объем ро ликов в процессе переналадки головки на другой калибр. Известна также четырехроликовая головка для волочения фасонных и плоских профилей, состоящая из горИ зонтальных роликов, установленных в и-образной раме, и пары вертикальных роликов, смонтированных вместе с нажимным устройством в съемном общем блоке, установленном в проеме и-образной рамы f2. Недостатками данной конструкции головки являются сложность и громоздкость. Наиболее близкой к изобретению по технической сущности и достигаем му результату является роликовая го ловка для волочения профилей, содер жащая корпус, в пазах которого расположены ползушки с роликами, средство перемещения ползушек в виде ра мещенных в корпусе упорных винтов 3 Недостаток известной конструкции низкая жесткостьi Цель изобретения - повышение точности обработки путем повышения жест кости устройства. Поставленная цель достигается тем что в роликовой головке для волочения профилей, содержащей корпус, в пазах которого расположены ползушки с роликами, средство перемещения пол зушек в виде размещенных в корпусе упорных винтов, на пол ушках выполнены упоры, предназначенные для взаимодействия с корпусом, а между корпусом и упорами установлены дистанционные прокладки. На Лиг.1 изображена роликовая головка, общий вид, на фиг. 2 - разрез. А-А на фиг.1. Роликовая головка состоит из рамы 1, в направляняцих которой установлены четыре ползушки 2 с роликами 3. С помощью нажимных болтозв 4 ползушки передвигаются в радиальном направлении до соприкосновения внешнего упора с дистанционными прокладками 5. Установочные шайбы устанавливаются между опорной поверхностью шлифованной площадки б, закрепленной на раме/ и внешним упором ползушки. От смещения вдоль оси волочения ползушки с роликами удерживаются направлякнцими плитами (листами 7, которые крепятся к раме болтами 8. Головка работает следующим образом. Для каждого размера протягиваемого профиля существует набор калиброванных дистанционных прокладок 5. Для получения профиля заданных размеров установочные шайбы, соответствующие размерам профиля, необходимо установить между опорной поверхностью шлифованной площадки 6 и внешним упором ползушки 2. При вращении нажимного болта 4 ползушка перемещается в направляющих рамы 1 в радиальном направлении до соприкосновения внешнего упора ползушки с прокладками. После того, как внешний упор прижмет установочйую шайбу к шлифованной площадке рамы, ползушка остановится. Для получения точных профилей из труднодеформируемых металлов, в частности молибдена, необходима соответствующая жесткость роликового калибра. Это достигается за счет жесткой ползушки с рамой роликовой головки и придания роликовому калибру предварительно напряженного состояния, которое осуществляется путем поворота нажимного болта на угол 15-20° после остановки ползушки. Таким же образом производится последовательная настройка остальных роликов. После того как калибр настроен, производится задача заостренного конца прутка в калибр и последующее волочение на необходимый профиль. Изобретение позволяет сократить время на настройку калибра по сравнению с известным в два раза. Роликовая головка обеспечивает точность изготовления фасонных профилей из труднодеформируемых металлов ±0,02 мм и очень удобна в эксплуатации из-за компактности головки и простоты ее настройки и обслуживания.
| название | год | авторы | номер документа |
|---|---|---|---|
| РОЛИКОВАЯ ВОЛОКА | 2002 |
|
RU2216418C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНОЙ СТАЛИ И ДРУГИХ ПРОФИЛЕЙ | 1993 |
|
RU2061571C1 |
| Роликовая волока | 2021 |
|
RU2786256C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ПРОФИЛЕЙ С ВОГНУТЫМИ ГРАНЯМИ | 1994 |
|
RU2074779C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ПРОФИЛЕЙ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ ЛИСТОВЫХ МАТЕРИАЛОВ И ВОЛОЧИЛЬНО-ПРОКАТНАЯ УСТАНОВКА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2002 |
|
RU2226441C1 |
| РОЛИКОВАЯ ГОЛОВКА | 1972 |
|
SU425689A1 |
| Роликовая клеть | 1985 |
|
SU1258525A1 |
| ДВУХКЛЕТЕВОЙ БЛОК ТРЕХРОЛИКОВЫХ КЛЕТЕЙ | 1998 |
|
RU2152280C1 |
| ДВУХКЛЕТЕВОЙ БЛОК ТРЕХРОЛИКОВЫХ КЛЕТЕЙ | 1998 |
|
RU2149719C1 |
| ДВУХКЛЕТЕВОЙ БЛОК ТРЕХРОЛИКОВЫХ КЛЕТЕЙ | 1999 |
|
RU2177385C2 |

РОЛИКОВАЯ ГОЛОВКА для волочения профилей, содержащая корпус, в пазах которого расположены ползушки с роликами, средство перемещения ползушёк в виде размещенных в корпусе упорных винтов, отличающаяся тем, что, с целью повышения точности обработки путем повьниения жесткости устройства, на полэушках выполнены упоры, предназначенные для взаимодействия с корпусом, а между корпусом и упорами установлены дистанционные прокладки. 1 v 1 о оо 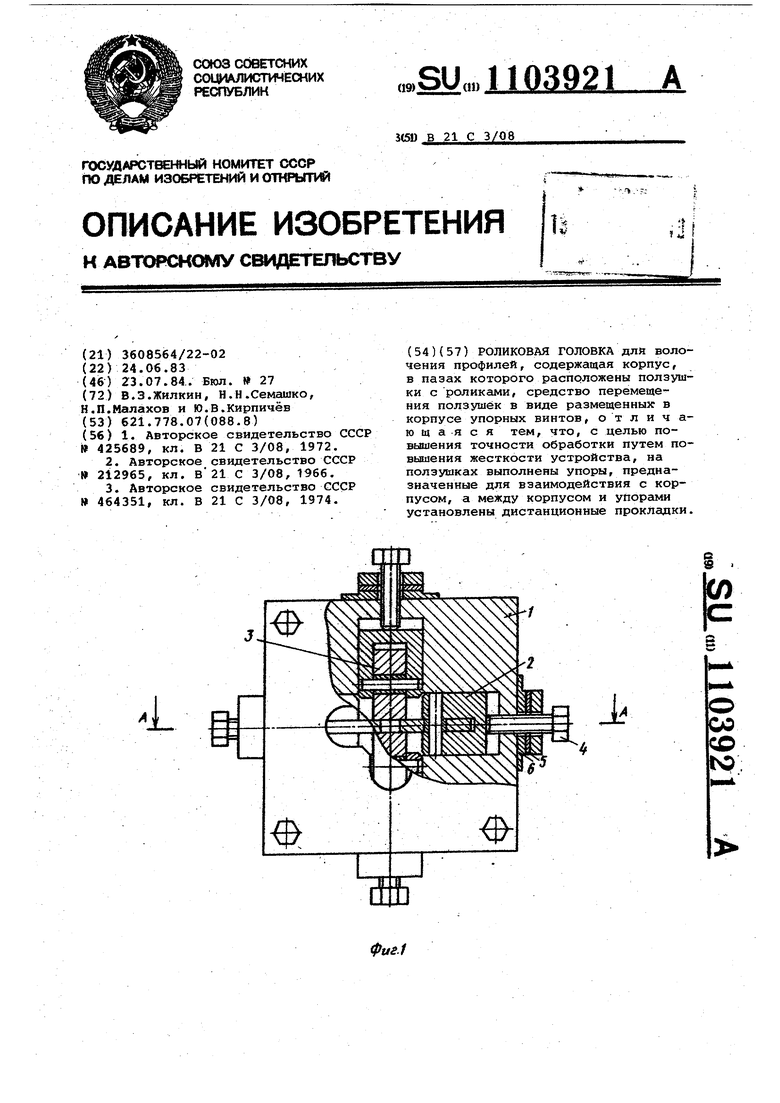
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| РОЛИКОВАЯ ГОЛОВКА | 1972 |
|
SU425689A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
