Настоящее изобретение относится к способу изготовления стеклянной трубки, формирующей оптическое волокно, с использованием золь-гелевого процесса и, в частности, к способу изготовления стеклянного монолита трубчатой формы с использованием золь-гелевого процесса, который заставляет влажный гель высыхать и усыхать в одном направлении.
Обычно заготовка оптического волокна изготавливается путем внутреннего осаждения, например ОИХП (осаждения измененного химического пара), или внешнего осаждения, например ООП (осевое осаждение паровой фазы) и ВОП (внешнего осаждения пара). Из них наиболее распространенным при изготовлении высококачественных оптических волокон является ОИХП. В процессе ОИХП заготовка изготовляется из трубки из высокочистого стекла путем внутреннего осаждения и плакирования. Стеклянная трубка, в основном используемая в ОИХП, является более чистой и менее дорогостоящей в золь-гелевом процессе, чем та, что изготовляется по общепринятой технологии.
Изготовление стеклянной трубки в обычном золь-гелевом процессе выглядит следующим образом. Первый золь образуется путем размешивания хорошо взвешенных частиц двуокиси кремния в воде для предотвращения растрескивания. Первый гель подвергается геляции и высушиванию. Высушенный первый гель превращается в порошок посредством измельчения и сортировки, подвергается термической обработке и повторному размешиванию в воде. Так образуется второй золь. Затем второй золь гелируется, высушивается и спекается.
В этом процессе изготовления стеклянной трубки, чтобы высушить влажный трубообразный гель, его сначала извлекают из формы и высушивают в течение длительного времени при постоянной температуре и влажности. Форма для придания гелю трубчатой формы содержит верхнюю часть, нижнюю часть, внешнюю часть и опору. Внутренние поверхности верхней и нижней частей плоские, и каждая из внутренних поверхностей имеет отверстие для установки опоры. Это значит, что верхняя поверхность нижней части плоская.
Однако, общепринятый способ высушивания геля ограничен по толщине формовки высушенного геля 15 мм или больше вследствие разницы между показателями усыхания внутренней и внешней поверхностей трубообразного геля в процессе высушивания. Придать гелю трубчатую форму очень сложно, поскольку внешняя и внутренняя поверхности влажного геля высыхают одновременно и это приводит к напряжениям усушки. Кроме того, влажный гель должен сохнуть долгое время при постоянной температуре и влажности, что увеличивает стоимость производства и делает невозможным удлинение геля.
Высушенный гель подвержен растрескиванию даже при легком толчке и должен иметь длину, по меньшей мере, 1 м, чтобы превратиться в стеклянную трубку, формирующую оптическое волокно. Однако общепринятая форма, формирующая трубообразное стекло, нижняя часть которой имеет плоскую верхнюю поверхность, не может освободить гель от напряжений, порожденных неоднородным усыханием в нижней части геля вследствие продольной нагрузки влажного геля. Следовательно, высушенный гель в высшей степени подвержен растрескиванию, не может подвергаться дополнительному вытягиванию и не пригоден в качестве стеклянной трубки, формирующей оптическое волокно.
Ближайшим аналогом предложенной группы изобретений являются устройство и способ по Патенту США N 5352259. Этим известным устройству и способу также присущи все вышеуказанные недостатки.
Целью настоящего изобретения является создание устройства для изготовления стеклянного монолита трубчатой формы с использованием золь-гелевого процесса, который позволял бы изготавливать длинную стеклянную трубку, не подверженную растрескиванию, которая используется при изготовлении оптического волокна, путем минимизации напряжений, возникающих в геле вследствие усыхания геля в процессе высушивания влажного геля.
Другой целью настоящего изобретения является создание устройства для изготовления стеклянного монолита трубчатой формы с использованием золь-гелевого процесса, который позволял бы удлинять гель путем распространения и уменьшения силы усушки, приложенной к нижней части влажного геля, и нагрузки геля.
Еще одной целью настоящего изобретения является создание способа изготовления стеклянного монолита трубчатой формы с использованием золь-гелевого процесса, который обеспечивал бы изготовление длинной стеклянной трубки путем однонаправленного высушивания влажного геля трубчатой формы.
Дополнительной целью настоящего изобретения является создание способа изготовления стеклянного монолита трубчатой формы с использованием золь-гелевого процесса, который уберегал бы гель от растрескивания во время высушивания геля, заставляя гель усыхать снаружи внутрь.
И еще одной целью настоящего изобретения является создание способа изготовления стеклянного монолита трубчатой формы с использованием золь-гелевого процесса, который обеспечивал бы изготовление плакирующей трубки, формирующей оптическое волокно.
Для достижения вышеперечисленных целей предложено устройство для изготовления стеклянного монолита трубчатой формы с использованием золь-гелевого процесса. Устройство для изготовления стеклянного монолита трубчатой формы, использующее золь-гелевый процесс, включающий этапы формовки золя, геляции и высушивания, содержит верхнюю форму, имеющую цилиндрические части разных размеров и первое установочное отверстие в центре. Нижняя форма имеет в своем центре второе установочное отверстие, первую нижнюю цилиндрическую часть, наклоненную к ее центру для минимизации напряжений, возникающих на этапе геляции или высушивания, и вторую нижнюю цилиндрическую часть с отверстием для спуска вакуума, чтобы предотвратить возникновение вакуумных напряжений на этапе высушивания. Внешняя форма расположена между верхней формой и нижней формой для осуществления этапов формовки золя, геляции и высушивания. Центральная опора в форме стержня установлена вдоль центральной продольной оси внешней формы для придания гелю формы трубы после этапа высушивания.
Согласно другому аспекту настоящего изобретения, предложен способ изготовления стеклянного монолита трубчатой формы с использованием золь-гелевого процесса. Способ изготовления стеклянного монолита трубчатой формы предполагает использование устройства для изготовления стеклянного монолита трубчатой формы, который имеет верхнюю форму, включающую цилиндрические части разных размеров, нижнюю форму, включающую первую нижнюю цилиндрическую часть, наклоненную к ее центру под заданным углом, и вторую нижнюю цилиндрическую часть, имеющую отверстие для спуска вакуума, внешнюю цилиндрическую форму для формовки стеклянной трубки и центральную опору в виде стержня. Соединив нижнюю форму, внешнюю форму и центральную опору, внешнюю форму наполняют золем. Затем поверх золя доливают несмешивающуюся жидкость, и на внешнюю форму надевают верхнюю форму. После геляции золя во внешней форме верхнюю форму удаляют, открывают крышку, чтобы спустить вакуум, и удаляют центральную опору. Небольшое количество несмешивающейся жидкости оставляют в гелевом отверстии, образованном в центре геля, для чего отверстие спуска вакуума закрывают крышкой. Верхнюю часть гелевого отверстия запечатывают герметичной бумагой. Затем гель высушивается в течение заданного времени, после чего гель освобождают от внешней формы, и гель подвергается дальнейшему высушиванию, пока окончательно не усохнет. Под конец удаляются герметичная бумага и несмешивающаяся жидкость. Таким образом образуется сухой гель трубчатой формы.
Вышеперечисленные цели и преимущества настоящего изобретения поясняются ниже посредством подробного описания преимущественных вариантов его осуществления со ссылкой на сопровождающие чертежи, на которых:
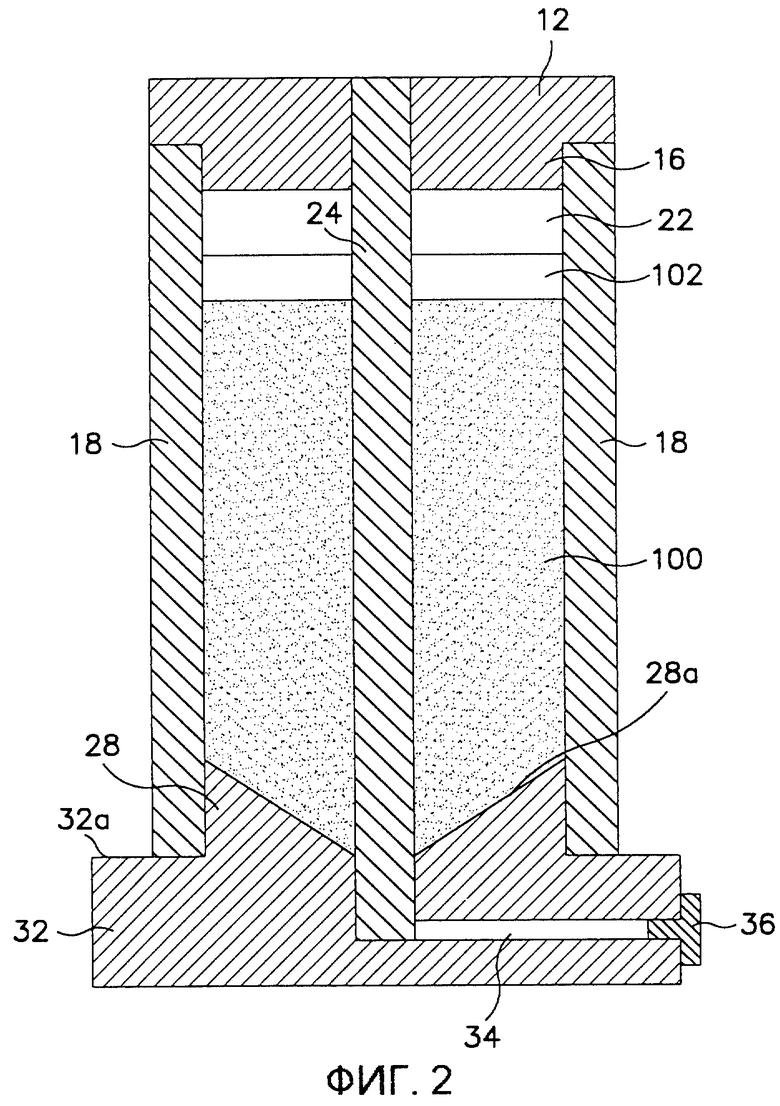
фиг. 1 изображает форму для придания стеклянному монолиту трубчатой формы в золь-гелевом процессе, согласно преимущественному варианту осуществления настоящего изобретения, в разобранном виде и в изометрии;
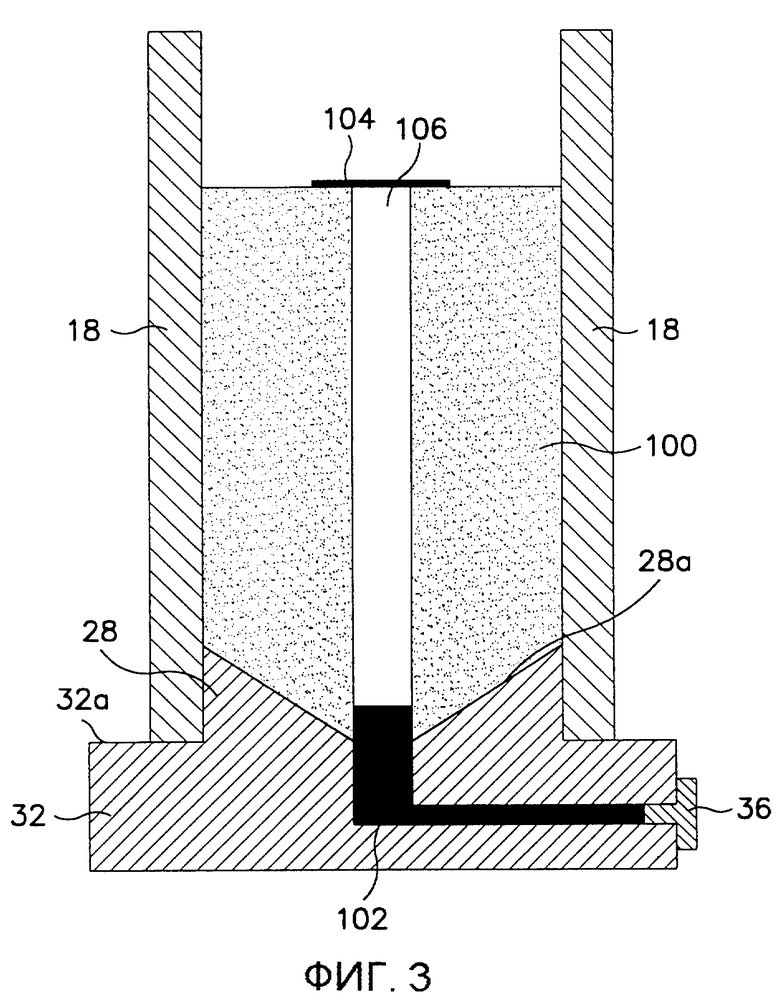
фиг. 2 - боковой разрез формы, собранной для изготовления стеклянного монолита трубчатой формы в золь-гелевом процессе; фиг. 2 служит иллюстрацией этапа геляции способа изготовления стеклянного монолита трубчатой формы, использующего золь-гелевый процесс, согласно преимущественному варианту осуществления настоящего изобретения;
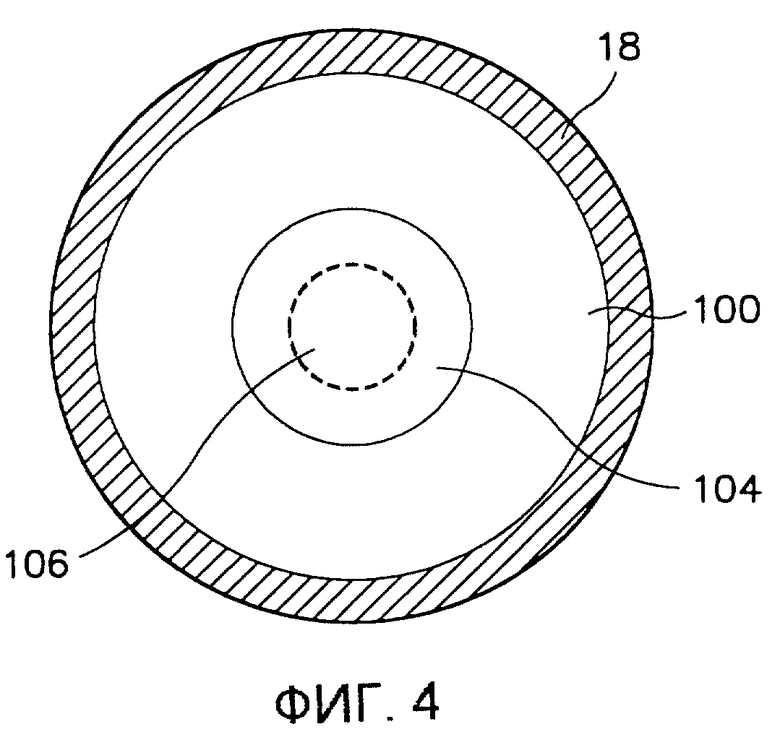
фиг. 3 - боковой разрез формы; фиг. 3 изображает этап высушивания способа изготовления стеклянного монолита трубчатой формы, использующего золь-гелевый процесс, согласно преимущественному варианту осуществления настоящего изобретения;
фиг. 4 - вид сверху формы, изображенной на фиг. 3.
Преимущественные варианты осуществления настоящего изобретения будут подробно описаны со ссылками на сопровождающие чертежи. Следует заметить, что одни и те же элементы на разных чертежах имеют одни и те же обозначения и описание общеизвестных функциональных и структурных подробностей настоящего изобретения будет опущено, чтобы не затемнять сущность настоящего изобретения.
Фиг. 1 представляет собой разобранный вид в изометрии формы для придания стеклянному монолиту трубчатой формы в золь-гелевом процессе, согласно преимущественному варианту осуществления настоящего изобретения, а фиг. 2 представляет собой боковой разрез формы, собранной для изготовления стеклянного монолита трубчатой формы в золь-гелевом процессе, согласно преимущественному варианту осуществления настоящего изобретения.
Согласно фиг. 1, форма, представляющая собой устройство для изготовления стеклянного монолита трубчатой формы, делится на верхнюю форму 10, нижнюю форму 26, внешнюю форму 18 и центральную опору 24. Соответствующие формы 10, 18, 24 и 26 имеют гладкие внутренние поверхности, соприкасающиеся со взвешенной двуокисью кремния в зольном состоянии, и сделаны из полистирола, полипропилена, тефлона или стали, чтобы сформировать толстостенную трубку.
Верхняя форма 10 включает первую верхнюю цилиндрическую часть 12, подлежащую установке на внешней форме 18, и вторую верхнюю цилиндрическую часть 16, выполненную с возможностью взаимодействия с внешней формой 18. Это значит, что первая и вторая верхние цилиндрические части 12 и 16 представляют собой единое целое и имеют по их центрам первое установочное отверстие 14, куда входит центральная опора 24. Внешняя форма 18 изготовлена в виде цилиндра с отверстием 22, чтобы сохранять взвешенную двуокись кремния в золевом состоянии на протяжении этапов формовки золя, геляции и высушивания. Верхняя поверхность внешней формы 18 является первой установочной поверхностью 20, которая служит для установки на ней первой верхней цилиндрической части 12 верхней формы 10. Центральная опора 24 имеет форму стержня, чтобы придавать гелю форму трубы, и установлена в центре внешней формы 18.
Нижняя форма 26 включает первую нижнюю цилиндрическую часть 28, которая вставляется в отверстие 22 внешней формы 18, и вторую нижнюю цилиндрическую часть 32, на которой устанавливается внешняя форма 18. Это значит, что первая и вторая нижние цилиндрические части 28 и 32 образуют единое целое и имеют по их центрам второе установочное отверстие 30, в которое входит центральная опора 24. Верхняя поверхность первой нижней цилиндрической части 28 является наклонной поверхностью 28a и имеет уклон к центру нижней формы 26 примерно 5-45o, чтобы минимизировать направленную вниз силу усушки геля 100 и давление, действующее изнутри геля 100 наружу на этапах геляции и высушивания. В данном случае наклонная поверхность 28a может быть конической с углом примерно 5-45o. Отверстие 34 для спуска вакуума, имеющееся в боковой поверхности второй нижней цилиндрической части 32, соединяется со вторым установочным отверстием 30, так что внутри геля трубчатой формы не возникает вакуумных напряжений, когда центральную опору 24 извлекают, чтобы сушить влажный гель, сформованный из золя. Обычно отверстие 34 для спуска вакуума закрыто крышкой 36.
Чтобы изготовить в вышеописанной форме большую стеклянную трубку, пригодную для изготовления оптического волокна, делают золь, смешивая взвешенную двуокись кремния с деионизированной водой. Затем, как показано на фиг. 2, отверстие 34 для спуска вакуума, находящееся во второй нижней цилиндрической части 32, закрывают крышкой 36, а центральную опору 24 жестко устанавливают во втором установочном отверстии 30 в центре нижней формы 26. Затем внешнюю форму 18 устанавливают на вторую установочную поверхность 32a второй нижней цилиндрической части 32, и через отверстие 22 внешнюю форму 18 заполняют золем до заданной высоты. Несмешивающуюся жидкость 102, которая не смешивается с водой и имеет плотность ниже плотности воды, заливают поверх золя, чтобы не допустить его контакта с окружающим воздухом. В данном случае в качестве несмешивающейся жидкости 102 используется керосин. Вторая верхняя цилиндрическая часть 16 верхней формы 10 жестко вставляется в отверстие 22. В данном случае первая верхняя цилиндрическая часть 12 устанавливается на первой установочной поверхности 20 внешней формы 18 и, одновременно, центральная опора 24 жестко закрепляется в первом установочном отверстии 14 по центру верхней формы 10. Затем золь гелируется во внешней форме 18 в течение 24-72 часов. В это время, чтобы ускорить геляцию, в золь можно добавить около 1% или меньше органического полимера или же можно управлять pH золя.
После геляции верхняя форма 10 снимается, отверстие 34 для спуска вакуума, находящееся во второй нижней цилиндрической части 32, открывается путем удаления крышки 36, и центральная опора 24 медленно вытаскивается вниз. В это время воздух поступает в отверстие 34 для спуска вакуума и второе установочное отверстие 30, таким образом, вакуум спускается. Несмешивающаяся жидкость 102 течет через гелевое отверстие 106 и вытекает через отверстие 34 для спуска вакуума, как показано на фиг.3. Затем несмешивающаяся жидкость 102 непрерывно удаляется до заданного количества, и отверстие 34 для спуска вакуума закрывают крышкой 36, когда несмешивающаяся жидкость 102 остается в гелевом отверстии 106 на высоте 10 мм, чтобы предотвратить соприкосновение нижней части геля 100 с воздухом.
Как показано на фиг. 3 и 4, верхняя часть гелевого отверстия 106 запечатана герметичной бумагой 104, чтобы предотвратить усыхание внутри гелевого отверстия 106, но допустить усыхание только снаружи гелевого отверстия 106 и предотвратить растрескивание геля 100. Кроме того, герметичная бумага 104 является вощеной бумагой, упаковочной пленкой или винилом, и имеет достаточный размер, чтобы закрывать гелевое отверстие 106.
Когда после высушивания геля 100 в течение заданного времени становится возможным отделить внешнюю поверхность влажного геля 100 от внешней формы 18, внешнюю форму 18 снимают с нижней формы 26 и влажный гель 100 высушивают в течение 3-7 дней, пока он не станет достаточно прочным, чтобы сопротивляться растрескиванию. Затем с верхней части геля 100 удаляют герметичную бумагу 104, и удаляют из гелевого отверстия 106 оставшуюся несмешивающуюся жидкость 102, открывая отверстие 34 для спуска вакуума. Затем с геля 100 удаляют нижнюю форму 26, тем самым получая нерастресканный высушенный трубчатый гель 100.
Впоследствии высушенный гель 100 подвергают термической обработке при температуре около 600-900oC и спеканию при 1300-1450oC. Таким образом, образование плакирующей трубки, формирующей оптическое волокно, закончено.
Как описано выше, способ изготовления стеклянного монолита трубчатой формы, с использованием золь-гелевого процесса, заставляет гель усыхать снаружи внутрь на этапе высушивания и однонаправленно высушивает гель, тем самым минимизируя напряжения в геле, возникающие вследствие усыхания геля, и позволяет создавать большую не подверженную растрескиванию стеклянную трубку для формирования оптического волокна. Кроме того, большая трубка, формирующая оптическое волокно, может быть сформована из стекла высокой чистоты при более низкой стоимости продукта. Этот способ применим к изготовлению больших монолитов высокой чистоты.
Сущность изобретения: способ изготовления стеклянного монолита трубчатой формы предполагает использование устройства для изготовления стеклянного монолита трубчатой формы, которое содержит верхнюю форму, включающую цилиндрические части разных размеров, нижнюю форму, включающую первую нижнюю цилиндрическую часть, наклоненную к ее центру под заданным углом, и вторую нижнюю цилиндрическую часть, имеющую отверстие для спуска вакуума, цилиндрическую внешнюю форму для формовки стеклянной трубки и центральную опору в виде стержня. Соединив нижнюю форму, внешнюю форму и центральную опору, внешнюю форму наполняют золем. Затем поверх золя доливают несмешивающуюся жидкость и на внешнюю форму надевают верхнюю форму. После геляции золя во внешней форме верхнюю форму удаляют, открывают крышку, чтобы спустить вакуум, и удаляют центральную опору. Затем гель высушивают в течение заданного времени, после чего гель освобождают от внешней формы, подвергают дальнейшему высушиванию, пока окончательно не усохнет. Задача изобретения - уменьшение растрескивания изделия. 2 с. и 18 з.п.ф-лы, 4 ил. п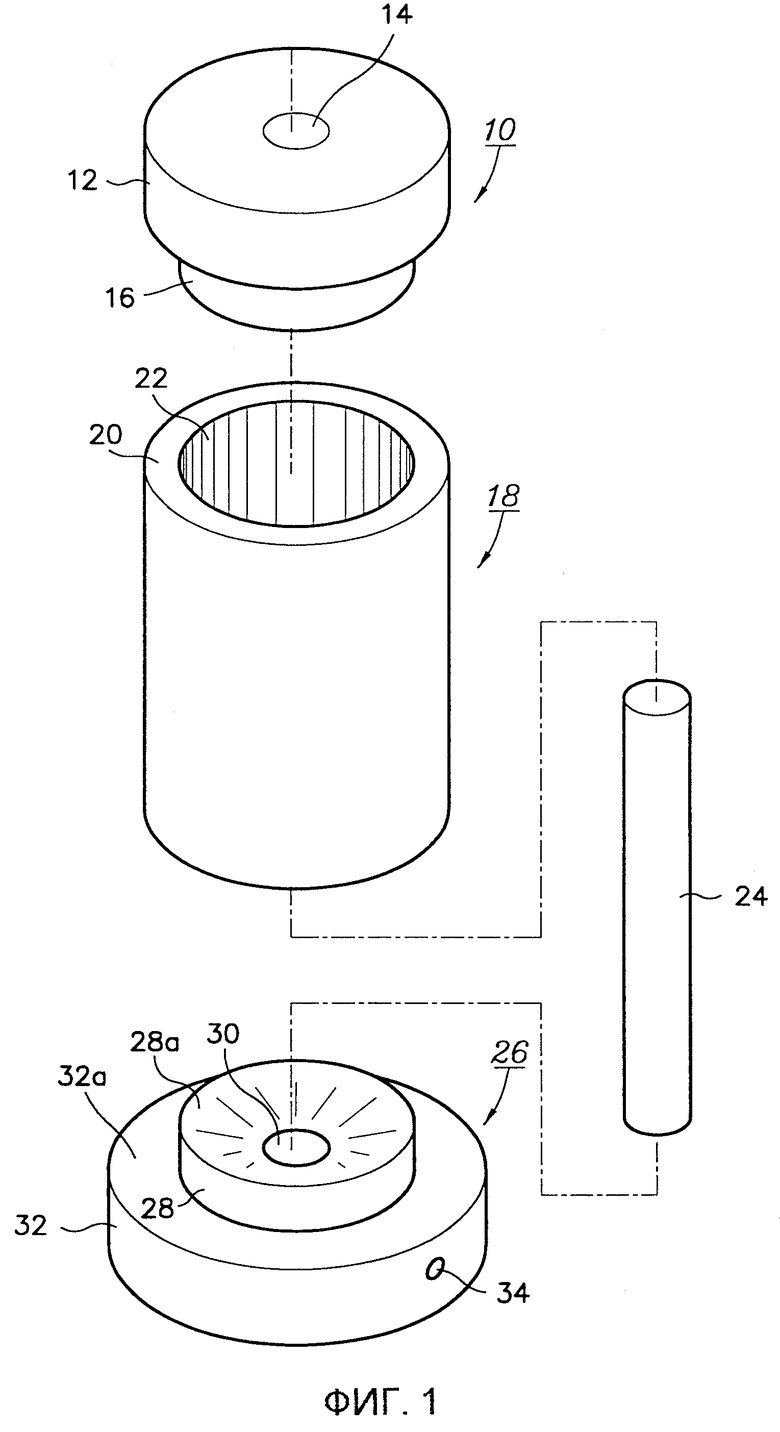
| US 5352259 A, 04.10.94 | |||
| Способ получения заготовки для вытягивания оптического волокна | 1977 |
|
SU1194266A3 |
| ЗОЛОТНИКОВЫЙ РАСПРЕДЕЛИТЕЛЬ | 0 |
|
SU360479A1 |
| Домовый номерной фонарь, служащий одновременно для указания названия улицы и номера дома и для освещения прилежащего участка улицы | 1917 |
|
SU93A1 |
| Экономайзер | 0 |
|
SU94A1 |
| US 5578101 A, 26.11.96. | |||

