Изобретение может быть использовано в горнорудной и перерабатывающей промышленности.
Известен способ утилизации резинотехнических отходов и отходов потребления, заключающиеся в регенерации резины, переработке с изменением химической структуры резины, механической переработке и ее бездымного сжигания. Переработка отходов с изменением химической структуры происходит в процессе пиролиза резины, при этом процесс деструктуризации сопровождается выделением газообразных и маслообразных продуктов. Механическая переработка отходов резины сопровождается резкой на специальных аппаратах, криогенной обработке кусков резины с последующим их дроблением и измельчением, как правило, в водной среде до крупности от 1 мм до 10 микрон. Сжигание отходов резины производится в бездымных печах с добавлением каменного угля (Иванов В.Н. и др. Технология резиновых технических изделий. Л. "Химия". 1988, с. 282 - 285).
Недостатком указанного способа утилизации резиновых отходов и отходов потребления являются высокие энергетические затраты на единицу перерабатываемого сырья и высокая степень загрязнения воздушного и водного бассейна природной среды.
На открытых горных работах горнорудной и угольной промышленности используются большегрузные автомобили грузоподъемностью 27-180 т, обеспечивающие перевозку больших объемов рыхлых и скальных горных пород. Шины большегрузных автомобилей в процессе эксплуатации изнашиваются, прочность и их эксплуатационные свойства снижаются, это в свою очередь требует периодической их замены. Моторесурс шин определяется условиями эксплуатации автомобилей, составом ингредиентов резиновых смесей, а также свойствами армирующих материалов.
Известно техническое устройство, включающее вращающийся корпус, футеровку, состоящую из набора однотипных футеровочных плит, которые могут быть изготовлены из отслуживших свой срок протекторных частей шин большегрузных автомобилей (Cвидетельство на полезную модель N 5539, кл. В 02 C 17/02, опубл. 16.12.97).
Недостатком указанного технического решения является образование в процессе изготовления футеровочных плит большого объема отходов производства, а частичное использование изношенных шин не решает задачу комплексного способа утилизации шин большегрузных автомобилей.
Наиболее близким является способ компактирования изношенных покрышек, включающий разделение покрышки на отдельные фрагменты и последующее их закручивание по спирали с уменьшением наружного и внутреннего диаметров с фиксацией формы спирали (RU 2106963 C1, кл. В 29 В 17/00, опубл. 20.03.98).
Недостатком указанного способа утилизации является отсутствие возможности дальнейшего использования спиралевидных отдельных фрагментов шин в технологии горного производства, а их дальнейшее складирование и хранение в отведенных местах создают экологические проблемы, связанные с охраной окружающей среды.
Изобретение решает задачу снижения энергетических затрат, связанных с утилизацией резиновых шин, устраняет загрязнения окружающей воздушной и водной среды.
Достигается это тем, что шины большегрузных автомобилей разрезают на отдельные фрагменты с выделением протекторной кругложелобчатой части и кольцевых боковых плит. Из протекторной кругложелобчатой части нарезают плиты двух типоразмеров - отдельные прямоугольные отрезки определенной длины и используют их в качестве однотипных футеровочных плит, и секторные отрезки определенной длины с углами среза, которые используют в качестве торцевых футеровочных плит. Футеровочные плиты устанавливают в барабанных мельницах измельчения, закрепляют и плотно прижимают друг относительно друга с помощью узла крепления на внутренней поверхности цилиндрического корпуса барабана и торцевых крышках. Кольцевые боковые резиновые плиты используют в качестве фундаментных плит в строительстве и как опорные шпальные плиты подрельсовых нитей железнодорожных путей. Некондиционные отрезки шин и отработанные в процессе эксплуатации футеровочные плиты в дальнейшем используют в качестве грузов, противовесов и футеровки перегрузочных устройств горного оборудования.
В патентной и технической литературе совокупность указанных признаков не обнаружена.
Способ иллюстрируется чертежами. На фиг. 1 показана шина большегрузного автомобиля; на фиг. 2 - схема разрезки шины; на фиг. 3 - схема разрезки кругложелобчатой части на однотипные футеровочные плиты; на фиг. 4 - схема разрезки шин на торцевые футеровочные плиты; на фиг. 5 - узел крепления футеровочных плит; на фиг. 6 - фрагмент поперечного сечения цилиндрической части барабана мельниц с однотипными футеровочными плитами; на фиг. 7 - торцевая футеровочная плита, поперечный ее разрез; на фиг. 8 - разрез барабанной мельницы с однотипными футеровочными плитами и схема расположения торцевых плит; на фиг. 9 - фрагмент рельсошпальной решетки железнодорожных путей; на фиг. 10 - грузы, противовесы.
Способ утилизации шин большегрузных автомобилей осуществляется следующим образом.
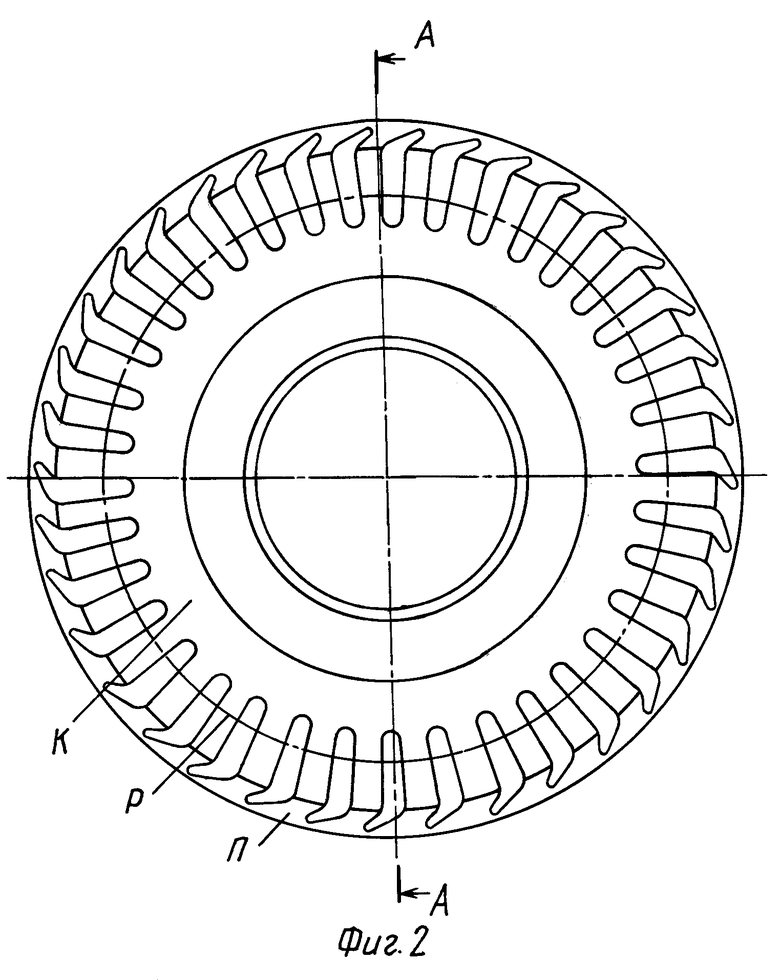
Шины большегрузных автомобилей (фиг. 1), содержащие упругую, эластичную резиновую протекторную часть 1 с высоким содержанием каучука, армированную синтетическими волокнами или металлокордом часть 2 и армированную металлокордом каркасную часть 3. Шины разрезают по линии разреза "P" на три элемента (как показано на фиг.2) с выделением протекторной части кругложелобчатого профиля "П" и двух боковин кольцеобразной формы "К". Шины разрезают по двум боковым сторонам с возможностью изменения угла среза (от 10 до 30o) и его формы.
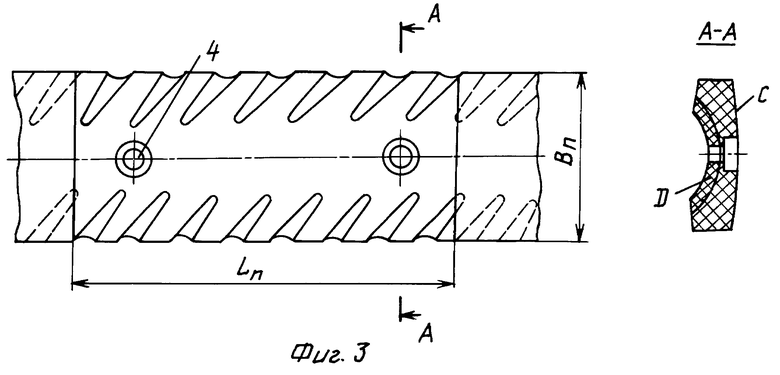
Протекторная часть шины кругложелобчатого профиля используется в качестве футеровочных плит в барабанных мельницах при измельчении твердых материалов, например, железной руды. При этом протекторная часть шины "П" разрезается в поперечном сечении на несколько продольных отрезков прямоугольной формы длиной Lп, как показано на фиг. 3, размер которых согласован с длиной цилиндрической части барабанных мельниц, а ширина поперечной части Bп такова, что позволяет разместить кратное количество однотипных футеровочных плит по периметру барабана.
Схема укладки футеровочных плит может быть ступенчатой и состоять из нескольких отрезков различных по длине футеровочных плит и уложенных в продольном направлении цилиндра барабанной мельницы.
Из кругложелобчатого профиля протекторных частей шины "П" вырезаются элементы в виде сектора, выполняющие роль торцевых футеровочных плит (фиг. 4) для барабанных мельниц. При этом в поперечном направлении протекторная часть шины раскраивается на параллелограммы и разрезается на отрезки длиной Lт, соизмеримых и кратных размерам торцевых крышек под углом 70 - 85o к продольной оси, а в продольном направлении отрезки шин разрезаются на две части под углом 10 - 25o. Углы среза, длина торцевой плиты Lт, ширина в широкой части сектора Bт и узкой части Dт определяются геометрией торцевых крышек и таковы, что позволяют разместить кратное количество торцевых плит на крышках барабанной мельницы.
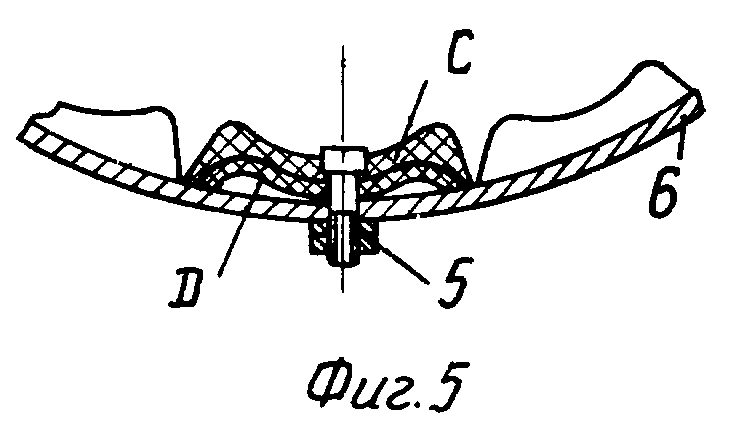
Каждая футеровочная плита имеет вдоль продольной оси по утонченной части ряд ступенчатых отверстий 4 (фиг.3) для крепления, с помощью специального узла крепления 5 (фиг.5) закрепляется на внутренней поверхности барабанной мельницы 6.
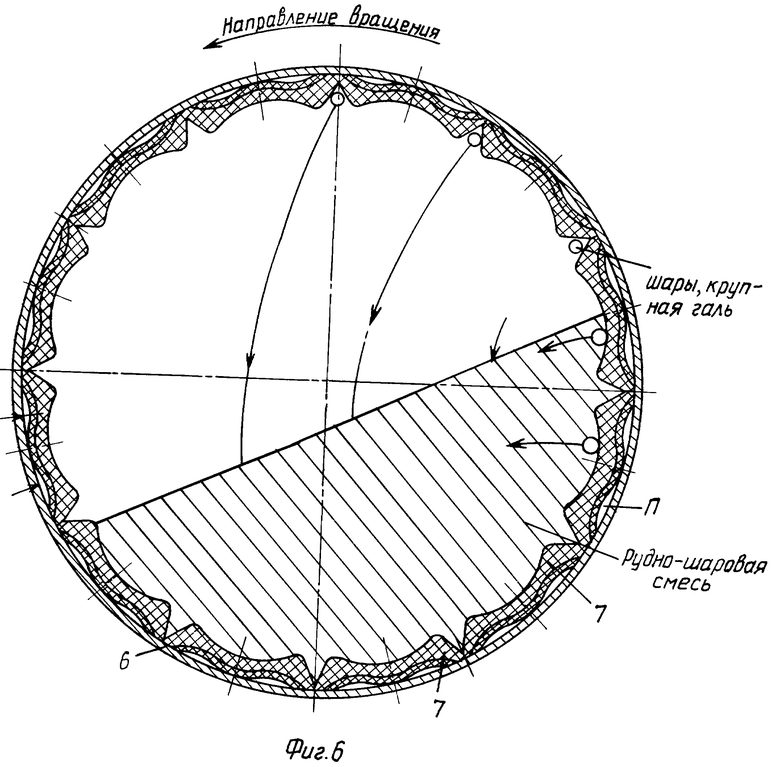
До монтажа однотипная футеровочная плита имеет кругложелобчатый профиль, причем выпуклая сторона "С" является рабочей поверхностью, а вогнутая сторона "Д" - тыльной поверхностью. При монтаже барабанной мельницы (фиг. 6) футеровочная плита 7 тыльной стороной устанавливается на внутреннюю цилиндрическую поверхность корпуса мельницы 6, после чего среднюю часть плиты с помощью узла крепления 5 притягивают к поверхности корпуса. При этом футеровочная плита деформируется, наружняя поверхность ее "С" становится вогнутой, увеличиваясь по ширине и обеспечивая при этом плотное прилегание между смежными футеровочными плитами. Плиты прочно удерживаются на внутренней поверхности корпуса барабана, создавая при этом волнообразный характер вновь образованной резиновой поверхности мельницы.
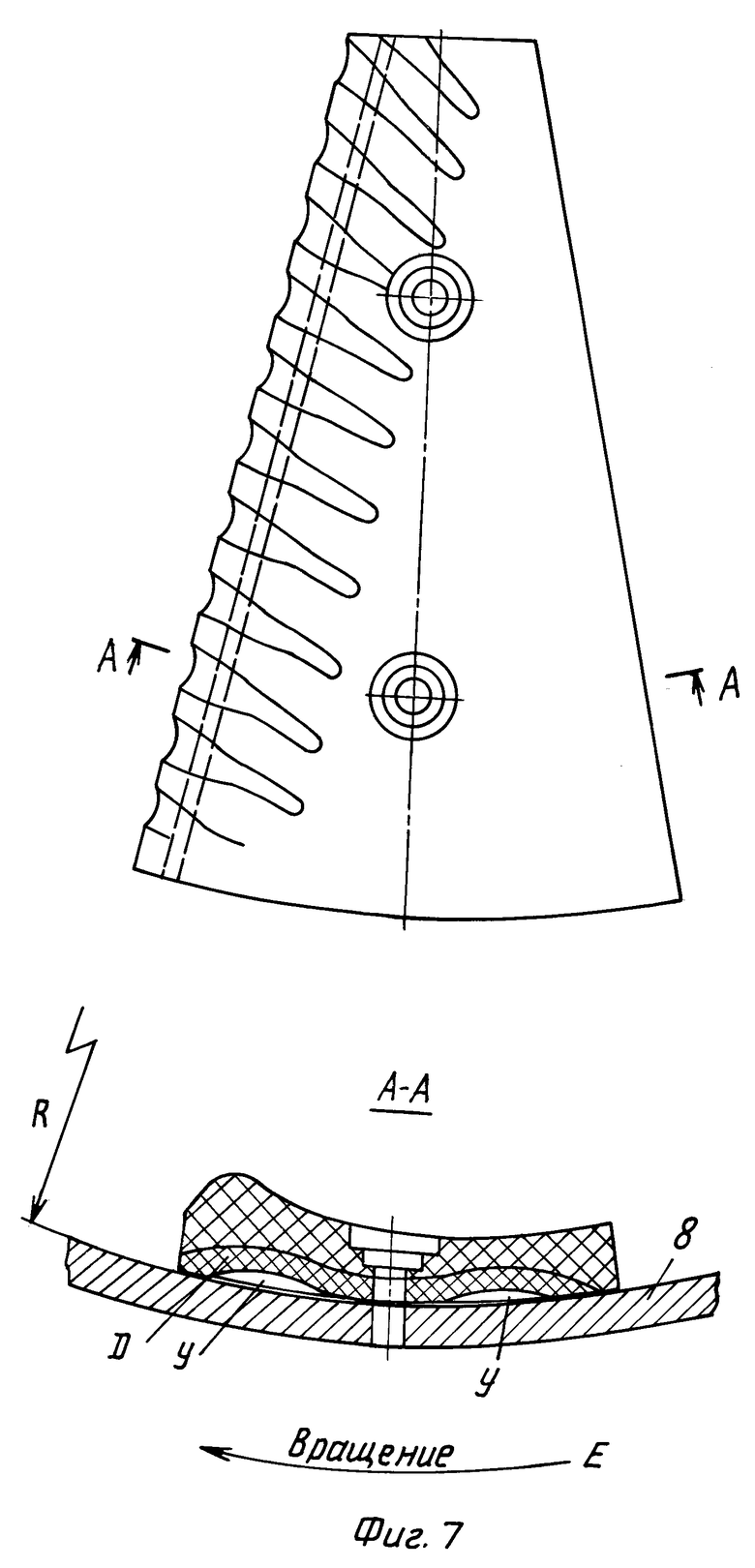
Торцевые футеровочные плиты (фиг. 7) укладываются на поверхность торцевых крышек вогнутой стороной сектора "Д" и притягиваются с помощью болтовых соединений 5. В процессе прижатия кругложелобчатый профиль торцевой футеровочной плиты деформируется по поверхности торцевой крышки, изменяя форму своего первоначального профиля, увеличиваясь по ширине с образованием в рабочем положении плиты упругого элемента "У" с пустотами, благодаря упругости кордового слоя футеровки. При этом торцевые плиты в рабочем состоянии плотно прижимаются друг к другу боковыми сторонами и к поверхности торцевой крышки 8. В рабочем положении торцевая футеровочная плита принимает форму падающей волны и ориентируется на торцевой крышке высокой частью клинообразного гребня волны, по ходу направления вращения мельницы, на фиг. 7 направление вращения мельницы показано по стрелке "Е".
Пример 1 выполнения способа. Из 12 бывших в употреблении шин большегрузных автомобилей марки БелАЗ 7519, 75191, 75199, Комацу НД 1200 с размером шин 33.00-51 вырезают протекторную часть под углом бокового среза 30o и две боковины кольцеобразной формы. Из 10 кругложелобчатых частей нарезают футеровочные плиты прямоугольной формы (в плане) шириной 860 мм, а длиной Lп= 3500 мм в количестве 15 шт. и длиной L'п=2500 мм в количестве 15 шт. На цилиндрический корпус барабанной мельницы МШР 4500х6000 устанавливают 15 рядов однотипных футеровочных плит (по две плиты в ряду) в продольном направлении барабана: одна меньшей длины, другая - большей на всю длину барабана и закрепляют болтовыми соединениями.
Из двух кругложелобчатых протекторных частей нарезают сектора длиной Lт= 2200 мм с углом поперечного разреза 85o, а в продольном направлении под углом 15o, причем широкая часть сектора имеет длину Вт=580 мм, а узкая часть сектора Дт= 280 мм. Секторные торцевые футеровочные плиты устанавливают на торцевые крышки барабанной мельницы и с помощью болтовых соединений прижимают к их поверхности.
По линии сопряжения торцевых крышек и цилиндра барабана торцевые плиты упруго расклиниваются однотипными футеровочными плитами без образования зазора между ними. Производится загрузка внутримельничного объема мелющими шарами и материалом, например, железной рудой. Мельница приводится во вращение в направлении стрелки "Е". Волнообразная поверхность футеровки барабанной мельницы создает благоприятные условия для дезинтеграции измельчаемого материала, например, железной руды.
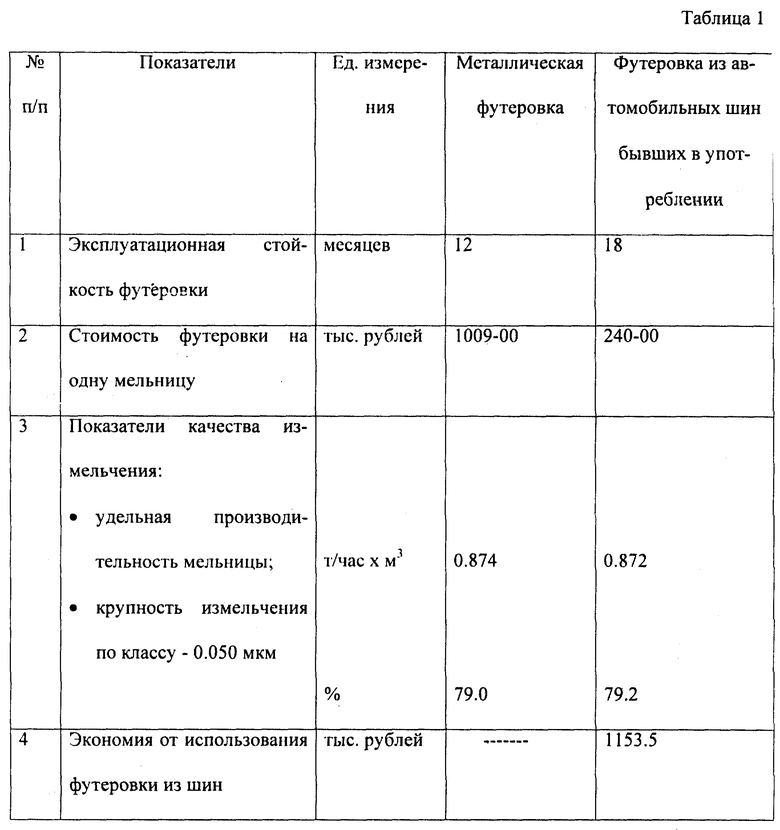
Опыт эксплуатации резиновой футеровки, изготовленной из шин бывших в употреблении большегрузных автомобилей, показал определенные преимущества в эксплуатации последней в сравнении с используемыми на горнорудных предприятиях металлических футеровочных плит из высоколегированных сталей марки 110 Г13Л. Технологические показатели процесса измельчения при этом в обоих случаях идентичны. Ниже в таблице представлены сравнительные данные эксплуатации футеровочных плит на обогатительной фабрике ОАО "Михайловский ГОК" в мельницах шарового измельчения МШР 4500х6000.
Боковины автомобильных шин имеют высокую механическую прочность на разрыв (срез) и долговечность при эксплуатации в агрессивных средах.
Боковины кольцеобразной формы могут быть использованы в качестве основы фундаментов под опорные стенки несущих строительных конструкций и как опорные шпальные плиты взамен деревянных или бетонных шпал, на железнодорожных путях, как правило, с низкой грузонапряженностью линий, невысокой скоростью движения и низкой нагрузкой на колесные пары подвижною состава, например, на забойных железнодорожных путях при добыче в карьерах полезных ископаемых.
Пример 2 выполнения способа. При разрезке 12 шин большегрузных автомобилей (по примеру 1) выделяют 24 боковины кольцеобразной формы, причем внешний диаметр боковин имеет размер Дк=2400 мм, а внутренний - Дв=1260 мм. Шпальные плиты укладывают на балластный слой друг за другом в ряд или на некотором расстоянии с образованием технологического разрыва. На опорные шпальные плиты укладывают рельсы длиной, например 12,5 м, и формируют стандартную ширину рельсовой колеи 1520 мм, рельсы закрепляют на плитах с помощью узла крепления. При сборке одного рельсошпального звена укладывают 5 опорных шпальных плит, из 12 шин большегрузных автомобилей формируют 5 рельсошпальных звеньев.
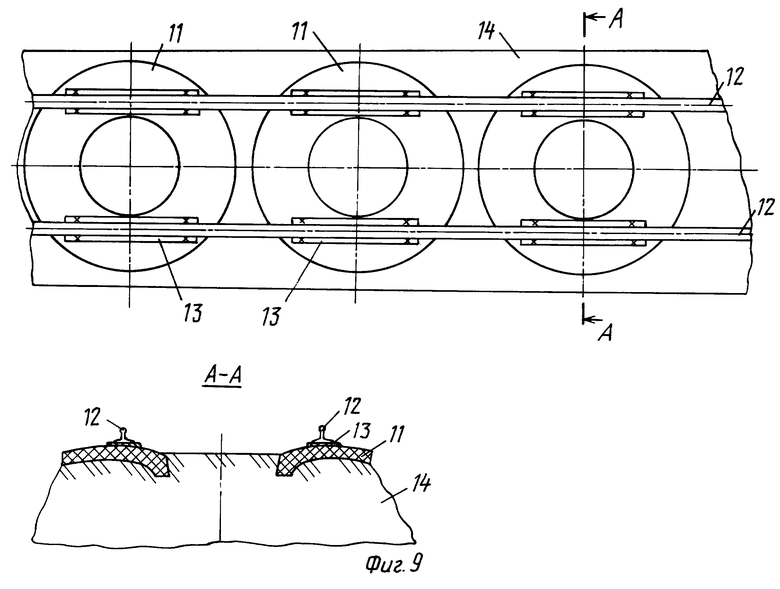
На фиг. 9 показана рельсошпальная решетка, состоящая из опорной шпальной плиты 11 кольцеобразной формы, железнодорожного рельса 12 и узла крепления 13 рельса к опорной шпальной плите. Рельсошпальная решетка установлена на балластный слой 14.
Предлагаемая конструкция рельсошпальной решетки за счет большой опорной поверхности плит обеспечивает высокую устойчивость движения подвижного состава, снижает и выравнивает давление на балластную призму, уменьшает удельное давление на поверхность земляного полотна. При этом давление от нагрузки колесных пар распределяется равномерно на балластный слой. Это в свою очередь снижает эксплуатационные требования к качеству балластного материала и толщине балластного слоя, что особенно важно при эксплуатации карьерных железнодорожных путей. Облегчается переукладка предлагаемой конструкции рельсошпальной решетки с резиновыми шпальными плитами, особенно в зимний период времени, когда наблюдается при знакопеременных температурах окружающего воздуха вмерзание обычных (деревянных) шпал в балластный слой, что требует значительных затрат на поддержание железнодорожных путей.
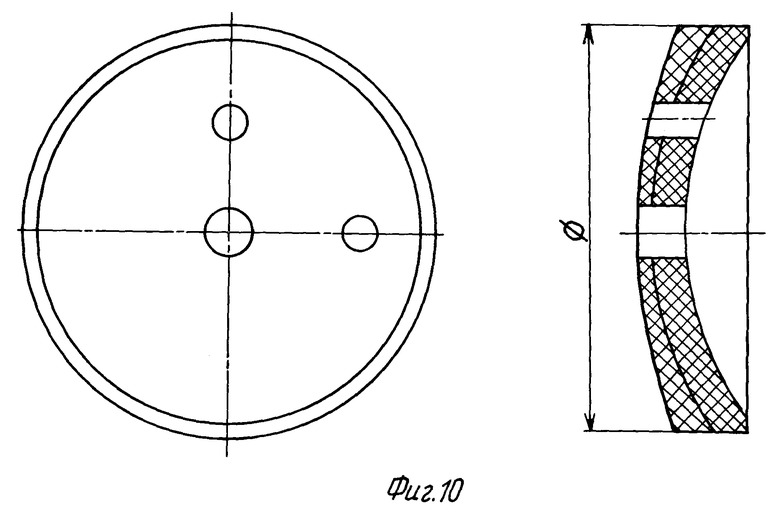
В процессе резки кругложелобчатого профиля шин "П" большегрузных автомобилей на отрезки длиной Ln и Lт (фиг. 3 и 4) остаются некондиционные отрезки различной длины. В процессе технологической эксплуатации однотипные и торцевые футеровочные плиты изнашиваются, теряют свои эксплуатационные свойства. Некондиционные отрезки и отработанные футеровочные плиты могут быть использованы в качестве грузов (бобинцев) рыболовных тралов (фиг. 10), противовесов, а также элементов футеровки узлов оборудования перерабатывающей и горнорудной промышленности до полного их износа.
Применение предлагаемого способа утилизации бывших в употреблении шин большегрузных автомобилей позволит в дальнейшем комплексно использовать шины и резиновые отходы производства в технологии горнорудной и перерабатывающей промышленности, исключить энергетические затраты, связанные с утилизацией резиновых отходов традиционным способом, устранить загрязнение воздушной и водной среды окружающей природы.
Простота безотходного способа утилизации шин большегрузных автомобилей обеспечит значительный экономический эффект и найдет применение во всех отраслях народного хозяйства.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЛЬСОВЫЙ ПУТЬ | 1998 |
|
RU2149936C1 |
| БАРАБАННАЯ МЕЛЬНИЦА | 1998 |
|
RU2134164C1 |
| ФУТЕРОВКА БАРАБАННОЙ МЕЛЬНИЦЫ | 1999 |
|
RU2162745C2 |
| БАРАБАННАЯ МЕЛЬНИЦА | 1998 |
|
RU2165295C2 |
| ТОРЦЕВАЯ ФУТЕРОВКА БАРАБАННОЙ МЕЛЬНИЦЫ | 1999 |
|
RU2144850C1 |
| БАРАБАННАЯ МЕЛЬНИЦА | 1998 |
|
RU2129468C1 |
| БАРАБАННАЯ МЕЛЬНИЦА | 2005 |
|
RU2284861C1 |
| ФУТЕРОВКА КОРПУСА БАРАБАННОЙ МЕЛЬНИЦЫ | 1999 |
|
RU2162368C1 |
| ФУТЕРОВКА БАРАБАННОЙ МЕЛЬНИЦЫ | 1998 |
|
RU2153936C2 |
| ФУТЕРОВКА БАРАБАННОЙ МЕЛЬНИЦЫ | 1999 |
|
RU2175575C2 |


В способе утилизации шин большегрузных автомобилей шину разделяют на отдельные фрагменты и выделяют боковины. Протекторную часть шины отделяют от боковин с углом среза 10-30° к оси вращения шины. Из протекторной части нарезают прямоугольные и торцевые секторные плиты для футеровки цилиндрической и торцевой частей барабана мельниц измельчения. Прямоугольные плиты выполняют кратными длине цилиндрической части барабана мельниц измельчения. Торцевые секторные плиты раскраивают на отрезки под углом 70-85° к продольной оси протектора с интервалом, кратным размеру торцевых крышек барабана мельниц измельчения с образованием параллелограммов. Последние разрезают на две части под углом 10-25° в продольном направлении. Из боковин выполняют опорные шпальные плиты для укладки под рельсовые железнодорожные пути. Из остатков шин и из отработанных элементов плит вырезают грузы рыболовных тралов, противовесы и элементы футеровки узлов оборудования перерабатывающей и горнорудной промышленности. Способ позволяет комплексно использовать шины, исключить энергетические затраты, связанные с утилизацией резиновых отходов традиционным способом, устранить загрязнение воздушной и водной среды и окружающей природы. 10 ил., 1 табл.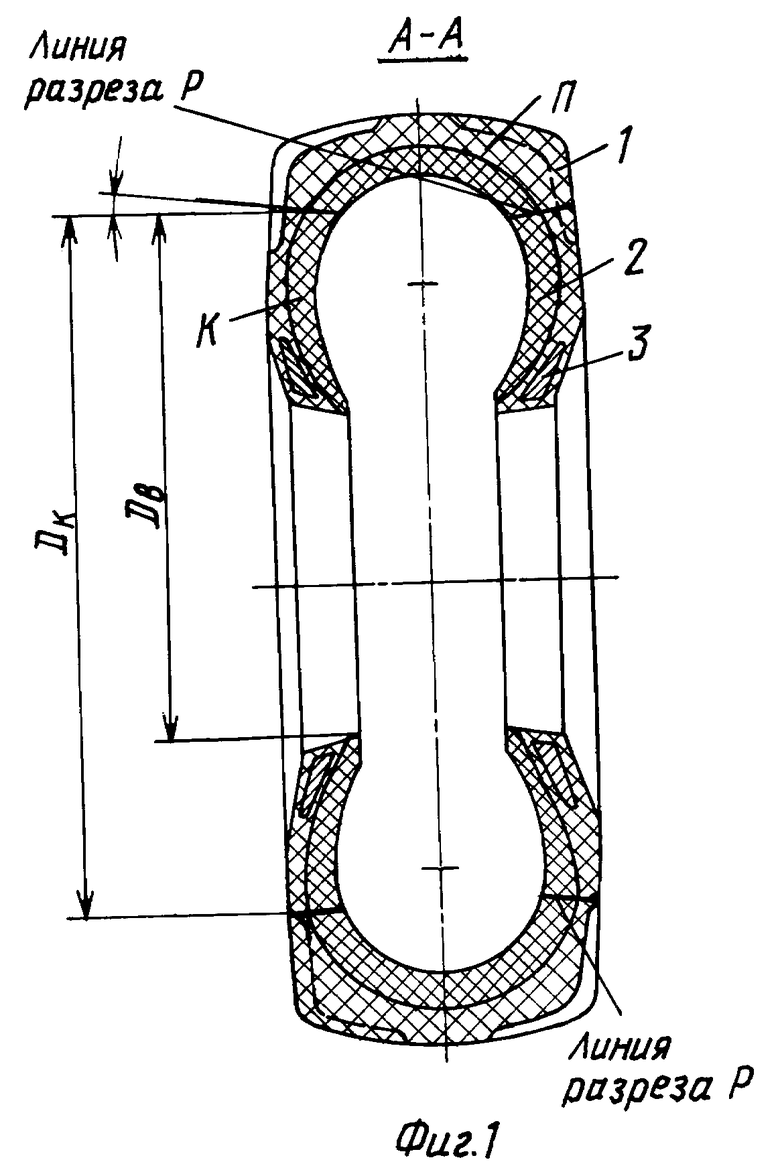
Способ утилизации шин большегрузных автомобилей, при котором шину разделяют на отдельные фрагменты и выделяют боковины, отличающийся тем, что протекторную часть шины отделяют от боковин с углом среза 10 - 30o к оси вращения шины, из протекторной части нарезают прямоугольные и торцевые секторные плиты для футеровки цилиндрической и торцевой частей барабана мельниц измельчения, причем прямоугольные плиты выполняют кратными длине цилиндрической части барабана мельниц измельчения, а торцевые секторные плиты раскраивают на отрезки под углом 70 - 85o к продольной оси протектора с интервалом, кратным размеру торцевых крышек барабана мельниц измельчения с образованием параллелограммов, которые разрезают на две части под углом 10 - 25o в продольном направлении, из боковин выполняют опорные шпальные плиты для укладки под рельсовые железнодорожные пути, а из остатков шин и из отработанных элементов плит вырезают грузы рыболовных тралов, противовесы и элементы футеровки узлов оборудования перерабатывающей и горнорудной промышленности.
| СПОСОБ КОМПАКТИРОВАНИЯ ИЗНОШЕННЫХ ПОКРЫШЕК (ВАРИАНТЫ) | 1996 |
|
RU2106963C1 |
| СПОСОБ УТИЛИЗАЦИИ ОТРАБОТАННЫХ ШИН | 1994 |
|
RU2077423C1 |
| RU 2000204 C1, 07.09.93 | |||
| DE 4129183 A1, 04.03.93 | |||
| Огнетушитель | 0 |
|
SU91A1 |

