Изобретение относится к винту для формования отверстия и резьбы, содержащему заканчивающийся острием или фасонным элементом, аналогичным острию, формующий отверстие давлением концевой участок, участок стержня, снабженный резьбой, и участок для приложения силы от прикладываемого или вставляемого инструмента, а также к способу ввертывания винта для формования отверстия и резьбы.
У резьбоформующих винтов, которые сами просверливают отверстие или формуют его давлением, до сих пор было само собой разумеющимся изготовление формующего отверстия концевого участка из закаляемого материала, т.е. углеродистой стали. В большинстве случаев предусматривались дорогие решения, если головка и участки стержня приходились изготовлять из нержавеющего материала. К тому же использовались сварные решения, причем сверлильное острие из закаляемого материала, т.е. углеродистой стали, сваривались с остальной зоной винта.
Из-за этого требуются не только несколько операций, но и особенно высокие затраты на изготовление.
Настоящее изобретение поставило поэтому задачей создание у винта из нержавеющего материала возможности формования с его помощью отверстия без необходимости использования при этом сварных решений с применением различных материалов.
Согласно изобретению, предложено выполнить концевой участок винта, формующий отверстие давлением и сужающийся под острым углом к оси винта в направлении конца, из нержавеющего материала.
Винты вышеописанной формы выполнения известны в нескольких вариантах. Так, например, в патенте США N 2015159 изображен и описан крепежный элемент с острием гвоздя и соответствующей резьбой на стержне. При ударе молотком острие пробивает тонкий металлический лист, после чего посредством соответствующего вращательного движения ввертывают резьбовой отрезок. Эта комбинация из гвоздя и винта была изготовлена к моменту подачи заявки наверняка из углеродистой стали, поскольку в тот момент еще не возникало мысли о нержавеющих крепежных элементах.
Из европейского патента N 0464071 B1 известен винт для формования отверстия и резьбы, содержащий сужающуюся часть для формования отверстия, причем винт выполнен за одно целое из улучшенной стали. При вращении винта между ним и формуемым листом образуются поверхности трения, в результате чего металлический лист нагревается настолько, что материал переходит в пластическое состояние, причем он становится радиально податливым так, что нужное расширение отверстия с вытеснением материала образует сопло. Также у этого выполнения желательным является решение с углеродистой сталью.
Благодаря настоящему изобретению впервые создана возможность формования отверстия для резьбоформующего винта соответствующим концевым участком из нержавеющего материала. До сих пор специалисты считали невозможным формование отверстия винтом из нержавеющего материала. Напротив, специалисты всегда исходили из того, что требуется процесс сверления или же соответствующий сильный нагрев до пластического состояния, с тем, чтобы вообще можно было просверлить или просто сформовать отверстие. Специалист должен был прежде предполагать, что процесс сверления соответствующими "лезвиями" из нержавеющего материала совершенно невозможен и что для формования отверстия без использования сверлильных лезвий также требуется применение углеродистой, т. е. соответственно улучшенной, стали.
Благодаря настоящему изобретению преодолено, следовательно, предубеждение специалистов, поскольку было обеспечено формование отверстия, формование резьбы и, тем самым, использование выполненного целиком из нержавеющего материала крепежного элемента с помощью винта из нержавеющего материала, а также нержавеющего концевого участка.
Поэтому, согласно настоящему изобретению, его особый признак состоит в том, что все отрезки винта выполнены целиком из нержавеющего материала.
Можно применять в качестве нержавеющего материала нержавеющую сталь или же легкие металлы или сплавы из легких металлов или сплавы с основной долей легких металлов, например латуни, меди, алюминия и т.п. В зависимости от особого назначения выполнение, согласно изобретению, создает совершенно особые возможности использования винта из специального материала. Таким образом, теперь стал возможным выбор материала со взаимной привязкой детали и винта без необходимости в каждом случае особых сварных решений или закрепления сверлильных пластинок из разных материалов.
Для формующего отверстие концевого участка возможны различные варианты выполнения, причем в зависимости от материала детали и, конечно, материала винта возникают различные конструктивные варианты. Так, возможно выполнение формующего отверстие давлением концевого отрезка из двух или более участков с разным углом к оси винта. В этой связи возможно также выполнение формующего отверстие концевого участка в сечении треугольным или многоугольным, кругообразным, эллипсообразным, равнотолщинным и т.п.
Является особенно предпочтительным применение особого способа ввертывания винта. Согласно изобретению, для этого предложено во время формующего отверстия без образования стружки вращения винта оказывать на винт дополнительно к приводу вращения осевое ударное воздействие. Особенно предпочтительным оказалось дополнительное ударное воздействие именно при использовании винтов из нержавеющего материала, что обеспечивает быстрое проникновение через деталь без значительного теплообразования.
Преимуществом оказывается далее дополнительная операция, заключающаяся в том, что ударное воздействие на винт оказывают только в процессе формования отверстия и прекращают в процессе сверления при резьбоформовании и при ввертывании винта в резьбу. Следовательно, в том случае, когда отверстие окончательно отформовано, ударное воздействие снимают благодаря чему может быть оптимально формироваться резьба. За счет этого именно при резьбоформовании возникает оптимальная посадка, причем этой посадке способствует и то, что стенка отверстия частично упруго деформирована за счет предшествующего процесса формования отверстия, так что эта стенка отверстия, так сказать, пружиняще прижата к резьбе.
Сущность изобретения более подробно поясняется в нижеследующем описании с помощью чертежа, на котором
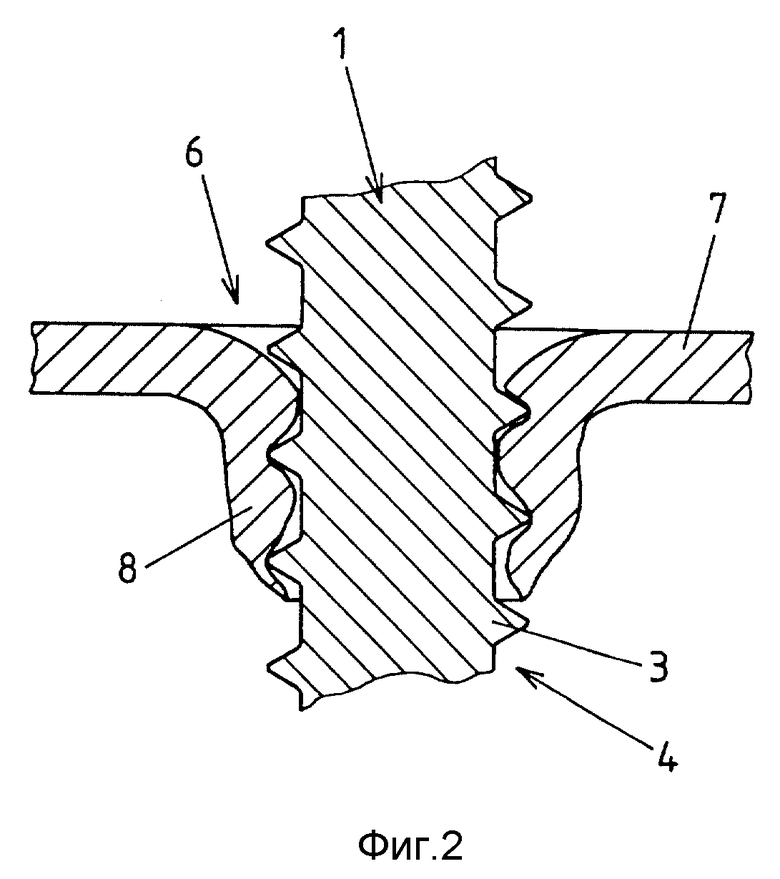
на фиг. 1 изображен общий вид винта при использовании для пробивания детали; на фиг. 2 - разрез детали и винта после формования резьбы в предварительно формованном отверстии.
Винт 1 состоит из концевого участка 2, заканчивающего острием или участком 4 стержня в виде острия, снабженного резьбой 3 и участка 5 приложения силы для прикладываемого или вставляемого инструмента. Концевой участок 2 предусмотрен для формования давлением отверстия 6 в детали 7, после чего снабженный резьбой 3 участок 4 стержня формует резьбу в отформованном отверстии 6 или в вытянутой вниз ограничительной стенке 8 отверстия.
Формующий отверстие давлением концевой участок 2 выполнен суженным под острым углом к оси 9 винта. Существенный признак винта 1 следует усматривать, однако, в том, что он выполнен из нержавеющего материала. При этом конструкторы зашли настолько далеко, что все участки 2,4 и 5, т.е. весь винт 1, изготовлены целиком из нержавеющего материала.
В качестве нержавеющего материала может применяться нержавеющая сталь или же, конечно, также легкие металлы или сплавы из легких металлов или сплавы с основной долей содержания легких металлов. Так, например, можно изготовлять такие винты 1, согласно изобретению, из латуни, меди, алюминия и т.п. В рамках изобретения возможно также изготовление таких винтов из пластмассы, причем могут применяться соответственно стойкие пластмассы для формования отверстий и резьб, например, в деталях из пластмассы или легкого металла или в соответствующих стальных листах.
Особое конструктивное выполнение концевого участка 2 возможно в различных вариантах. В изображенной форме выполнения предусмотрено просто коническое острие. Можно, однако, выполнить этот формующий отверстие давлением концевой участок 2 в форме пирамиды или, например, в форме усеченного конуса или усеченной пирамиды. Испытания показали, что на концевом участке 2 не обязательно должно быть выполнено полностью выступающее острие для достижения надлежащего эффекта формования отверстия. Возможны также различные варианты сечения формующего отверстие давлением концевого участка 2. Так, сечение может быть треугольным или более чем треугольным, кругообразным, эллипсообразным, равнотолщинным и т.п. Можно было бы также выполнить непосредственно само "острие" кругообразным, эллипсообразным, равнотолщинным в виде сверху и т.п.
Преимущество достигается в том случае, если такой винт ввертывают согласно особому способу. Время формования отверстия существенно сокращается, если при формующем отверстие давлением вращении винта дополнительно к приводу вращения на винт оказывают осевое ударное воздействие. Следовательно, при использовании соответствующего привода вращения с ударным воздействием в осевом направлении можно значительно быстрее отформовать отверстие. Возможным было бы наложение на привод вращения дополнительно действующего в направлении вращения удара, однако на эффективность и продолжительность формования это не оказывает никакого влияния.
Особенно предпочтительно, если после формования отверстия для последующего резьбоформования и ввертывания винта осевое ударное воздействие отсутствует, так что имеется только необходимый привод вращения. За счет этого в детали обеспечивается существенно более оптимальная посадка резьбы.
Изображенный на фиг. 1 винт представляет собой относительно короткий винт со следующим за цилиндрическим отрезком 10 резьбовым участком 4 и следующим за ним, доходящим до участка 5 приложения силы, участком 11, не имеющим резьбы. Меры, согласно изобретению, применимы, само собой, при любых длинах винтов и положительно сказываются, в частности, при очень длинных винтах, поскольку из нержавеющего материала многократно должны изготовляться прямые длинные винты. Можно также выполнить резьбовой участок 4 по всей длине стержня винта или предусмотреть последовательно на расстоянии друг от друга несколько резьбовых участков, причем резьбовые участки могут иметь также разные диаметры.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УСТАНОВКИ ВИНТА | 1995 |
|
RU2153605C2 |
| САМОСВЕРЛЯЩИЙ КРЕПЕЖНЫЙ ЭЛЕМЕНТ | 1992 |
|
RU2087762C1 |
| САМОНАРЕЗАЮЩИЙ ВИНТ И ПРИМЕНЕНИЕ САМОНАРЕЗАЮЩЕГО ВИНТА | 2015 |
|
RU2683973C2 |
| ПЛАСТИНЧАТЫЙ СВЕРЛЯЩИЙ ЭЛЕМЕНТ ДЛЯ САМОСВЕРЛЯЩЕГО КРЕПЕЖНОГО ЭЛЕМЕНТА | 1995 |
|
RU2134365C1 |
| ВИНТ | 2005 |
|
RU2381391C2 |
| ПОДКЛАДНАЯ ШАЙБА БОЛЬШОЙ ПЛОЩАДИ | 1994 |
|
RU2118433C1 |
| САМОРЕЗ И ЕГО ПРИМЕНЕНИЕ | 2013 |
|
RU2604178C2 |
| САМОРЕЗ | 2009 |
|
RU2478840C2 |
| ДЮБЕЛЬ И КРЕПЕЖНЫЙ ЭЛЕМЕНТ ДЛЯ ЗАКРЕПЛЕНИЯ СЛОЯ МАТЕРИАЛА | 2014 |
|
RU2642720C2 |
| ДВЕРНАЯ ИЛИ ОКОННАЯ ШАРНИРНАЯ ПЕТЛЯ | 2008 |
|
RU2435919C2 |
Изобретение используется для формования отверстия и резьбы. Техническим результатом изобретения является обеспечение возможности у винта, выполненного целиком из нержавеющего материала, формования отверстия и резьбы, что снижает затраты на изготовление винта, предназначенного для формования отверстия и резьбы. Это обеспечивается за счет того, что в винте предусмотрен концевой участок, заканчивающийся острием, снабженный резьбой участок стержня и участок приложения силы. Формующий отверстие давлением концевой участок выполнен суженным к концу. При этом весь винт целиком выполнен из нержавеющего материала. При вращении винта формуют давлением отверстие в детали, в котором затем посредством резьбового участка самого винта формуют резьбу. 2 с. и 4 з.п.ф-лы, 2 ил.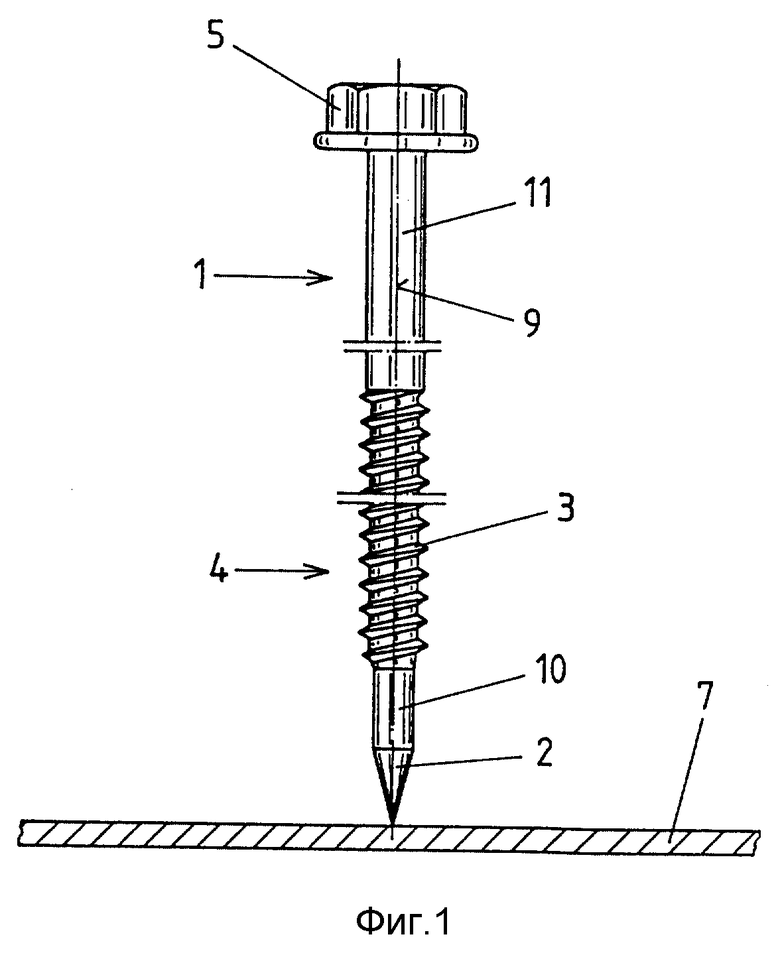
| Пожарный двухцилиндровый насос | 0 |
|
SU90A1 |
| Способ сборки рабочего колеса центробежной турбомашины | 1973 |
|
SU479400A1 |
| Экономайзер | 0 |
|
SU94A1 |

