Область техники, к которой относится изобретение
Изобретение относится к самонарезающему винту из аустенитного или иного нержавеющего основного материала, содержащему стержень с расположенным на его конце режущим или формующим сверлильным или резьбовым наконечником и с твердым граничным слоем, образованным на стержне на участке сверлильного или резьбового наконечника и, по меньшей мере, на участке примыкающей к нему резьбы на поверхности.
Уровень техники
Цельный самонарезающий винт известен из источника информации DE 102012009400 В4, являющегося патентом на имя заявителя. Этот известный самонарезающий винт имеет упрощенную конструкцию по сравнению с двусоставным самонарезающим винтом, у которого обе части сварены между собой, причем одна из этих частей содержит сверлильный наконечник и резьбоформующий участок и выполнена, например, из углеродистой стали, закаливаемой в заключение индукционным или газопламенным нагревом.
Такой известный саморез всегда применяется только однократно. Для необходимого при этом одноразового сверления устойчивым оказалось твердое покрытие с содержанием слоя из переходного металла или хрома, наносимого гальванически на сверлильный или резьбовой наконечник. Простое покрытие, такое, как хромирование или твердое хромирование или, в общем плане, гальваническое нанесение твердого покрытия в виде слоя с содержанием переходного металла и при необходимости соответствующих добавок, оказывается достаточным, по меньшей мере, для однократного применения известного самонарезающего винта. При этом, вопреки мнению специалистов, возможно нанесение таких твердых покрытий, при которых не возникает так называемый эффект яичной скорлупы. Самонарезающий винт согласно приведенному выше источнику благодаря нанесенному покрытию обеспечивает требуемые эффективность сверления и формование резьбы.
Самонарезающий винт упомянутого выше типа известен из источника информации US 5419948 А. В целях закалки этот известный самонарезающий винт подвергают химическому преобразованию с помощью трифторида азота на его поверхности, т.е. азотированию. В результате азотирования на известном саморезе, являющемся сам по себе нержавеющим, образуется сверхтвердый поверхностный слой, который подвержен ржавению и сразу после азотирования снова подлежит удалению, а именно на участке головки самореза.
Из источника US 4802807 А известен самонарезающий винт, коррозионная стойкость которого достигается посредством цинкования, т.е. гальванически нанесенного цинка. У этого известного самонарезающего винта дополнительно на цинковое покрытие наносится алюминиевое покрытие. Алюминиевое покрытие наносится на оцинкованный самонарезающий винт посредством ионно-паровой техники осаждения. Образующееся при этом композитное покрытие должно не только улучшить коррозионную стойкость, но и снизить момент вращения при ввинчивании самонарезающего винта. В заключение на самонарезающий винт наносится верхний слой для снижения окисляемости алюминиевого покрытия.
Раскрытие изобретения
Задачей изобретения является повышение эффективности сверления и формования резьбы более простым способом на основе самонарезающего винта согласно приведенному выше источнику US 5419948 А.
На основе этого известного самонарезающего винта требуемое дополнительное улучшение эффективности сверления и формования резьбы достигается согласно изобретению в результате того, что, по меньшей мере, на твердый граничный слой сверлильного или резьбового наконечника гальванически наносится твердое покрытие, содержащие слой с присутствием переходного металла, и что на твердое покрытие наносится верхний слой из смазочного и теплоотводящего материала.
У самонарезающего винта согласно изобретению граничный слой повышает адгезионную способность нанесенного на него гальванически твердого покрытия. В свою очередь твердое покрытие повышает адгезионную способность нанесенного на него верхнего слоя. Благодаря своему изготовлению из смазочного и теплоотводящего материала верхний слой в свою очередь повышает стойкость твердого покрытия. Такое повышение стойкости твердого покрытия обеспечивает желаемое увеличение эффективности сверления и формования резьбы. Требуемое повышение эффективности сверления и формования резьбы достигается в самонарезающем винте согласно изобретению, являющемуся изначально нержавеющим, без перехода самонарезающего винта в склонное к ржавлению состояние, которое, по меньшей мере, частично снова необходимо устранять.
У самонарезающего винта согласно изобретению надежно предупреждается упомянутый выше эффект яичной скорлупы благодаря наличию твердого граничного слоя на стержне под твердым покрытием.
Уже известны верхние слои из лака для смазки, например, из лака для смазки F 417 согласно имеющейся у заявителя технической информации о продукции фирмы Tevier  -Fenkart GmbH, расположенной: Австрия, 6845, Хоенэмс. Этот лак для смазки с содержанием MoS2 обладает стойкостью к сжатию и должен обеспечить смазку на весь срок службы деталей общего машиностроения, а также автомобильной промышленности и смежного производства. Правда он применим и для винтов, однако заявителю не известно применение таких лаков для смазки в самонарезающих винтах.
-Fenkart GmbH, расположенной: Австрия, 6845, Хоенэмс. Этот лак для смазки с содержанием MoS2 обладает стойкостью к сжатию и должен обеспечить смазку на весь срок службы деталей общего машиностроения, а также автомобильной промышленности и смежного производства. Правда он применим и для винтов, однако заявителю не известно применение таких лаков для смазки в самонарезающих винтах.
Верхний слой из смазочного и теплоотводящего материала, наносимый согласно изобретению на твердое покрытие, не только улучшает теплоотвод, но также снижает количество тепла, образующегося при ввинчивании самонарезающего винта согласно изобретению вследствие уменьшения трения, т.е. не только отводит тепло, но и вообще уменьшает количество отводимого тепла.
Твердый граничный слой определяется, в частности, выбором соответствующей степени деформации при формовании самонарезающего винта и перед гальваническим нанесением на стержень самонарезающего винта твердого покрытия.
У самонарезающего винта согласно изобретению твердый граничный слой, нанесенное на него твердое покрытие и нанесенный на твердое покрытие верхний слой обеспечивают однократное сверление и формование резьбы в стали при оптимальных эффективности сверления и формовании резьбы.
Теплоотвод от самонарезающего винта согласно изобретению достигается благодаря большей площади поверхности и ее специальной топологии, способствующей также сцеплению верхнего слоя.
Параметры твердого покрытия и верхнего слоя, такие, как толщина слоя, твердость, прочность сцепления, антифрикционные свойства, шероховатость, температуростойкость, теплопроводность могут быть оптимизированы с учетом назначения.
Оптимальные варианты выполнения изобретения являются предметом зависимых пунктов формулы изобретения.
Согласно варианту выполнения самонарезающего винта по изобретению смазочный и теплоотводящий материал содержит металл, воск и/или лак. Уже в результате этого могут быть оптимизированы в зависимости от назначения упомянутые параметры твердого покрытия.
Согласно другому варианту выполнения самонарезающего винта по изобретению твердое покрытие вместе с верхним слоем обладает теплопроводностью λ>9 Вт/мК, за счет чего еще более надежно достигается желаемая оптимизация эффективности сверления и формования резьбы.
Согласно еще одному варианту выполнения самонарезающего винта по изобретению верхний слой имеет покрытие с разнотолщинностью не более +/- 60%, в результате чего еще более надежно обеспечивается адгезионная способность верхнего слоя на твердом покрытии.
Согласно другому варианту выполнения самонарезающего винта по изобретению верхний слой содержит покрытие с разнотолщинностью не более +/- 30%. Такая максимальная разнотолщинность проще достижима по сравнению с приведенным выше вариантом выполнения самонарезающего винта по изобретению, однако несмотря на это она обеспечивает достаточную адгезионную способность верхнего слоя на твердом покрытии и достаточный теплоотвод через верхний слой.
Согласно следующему варианту выполнения самонарезающего винта по изобретению верхний слой содержит металлические частицы. Эти частицы могут состоять, как известно, из MoS2, т.е., по меньшей мере, из смазочных частиц. Авторы изобретения установили, что эти используемые для смазывания частицы улучшают также теплоотвод при ввинчивании самонарезающего винта согласно изобретению.
Улучшение теплоотвода происходит, как было неожиданно найдено, и при использовании только теплоотводящих частиц из золота, серебра, меди и пр., создающих дополнительный вариант выполнения самонарезающего винта согласно изобретению. В принципе это означает, что большая часть тепла отводится через образующиеся при сверлении опилки, причем, однако,, лак и/или воск (с или без присутствия металлических частиц или металлического порошка) положительно сказывается на этот эффект.
Согласно другому варианту выполнения самонарезающего винта по изобретению твердость основного материала составляет от 100. до 300 ед. по Виккерсу 0,1, предпочтительно от 150 до 200 ед. по Виккерсу 0,1. Выяснилось, что основной материал с такой твердостью является особо оптимальным.
Согласно следующему варианту выполнения самонарезающего винта по изобретению твердость граничного слоя составляет от 300 до 600 ед. по Виккерсу 0,1. Граничный слой с такой твердостью оказался особенно оптимальным.
Согласно еще одному варианту выполнения самонарезающего винта по изобретению твердое покрытие характеризуется зубчатой или бисерной топографией. Обнаружилось, что оба вида топографии обеспечивают достаточную разнотолщинность, создающую достаточную адгезионную способность верхнего слоя.
Согласно другому варианту выполнения самонарезающего винта по изобретению твердость твердого покрытия составляет не менее 700 ед. по Виккерсу 0,1. Такая твердость твердого покрытия оказалась оптимальной.
Согласно следующему варианту выполнения самонарезающего винта по изобретению твердость твердого покрытия составляет от 800 до 1400 ед. по Виккерсу 0,1. Твердое покрытие с такой твердостью оказалось особо оптимальным.
Согласно другому варианту выполнения самонарезающего винта по изобретению толщина твердого покрытия составляет не более 60 мкм. Такая толщина твердого покрытия оказалась оптимальной для обеспечения эффективности сверления и формования резьбы самонарезающего винта и адгезионной способности верхнего слоя на твердом покрытии.
Также изобретение обеспечивает применение самонарезающего винта по пункту 1 формулы изобретения или по любому из зависимых пунктов формулы изобретения для создания соединения, по меньшей мере, с одним просверленным самонарезающим винтом соединительным стальным элементом, причем такое применение особенно показано в том случае, когда одно, по меньшей мере, из двух сплачиваемых между собой конструктивных элементов подвержено атмосферному воздействию. Изготовление самонарезающего винта согласно изобретению из нержавеющего основного материала имеет своим следствием то, что часть самонарезающего винта, подверженная атмосферному воздействию, не нуждается в дополнительной антикоррозионной защите, как это имеет место в традиционном двусоставном самонарезающем винте согласно приведенному выше источнику DE 102012009400 В4 или в самонарезающем винте согласно источнику US 4802807 А. Для сверлильного наконечника, т.е. для подверженной атмосферному воздействию части традиционного двусоставного самонарезающего винта, требуются особые меры по обеспечению антикоррозионной защиты, поскольку сверлильный наконечник выполнен из углеродистой стали с тем, чтобы можно было производить закалку. Резьбоформующий участок традиционного двусоставного самонарезающего винта выполнен из нержавеющей стали.
Краткое описание чертежей
Ниже подробнее описываются примеры оптимальных вариантов выполнения изобретения со ссылкой на чертежи. При этом изображено:
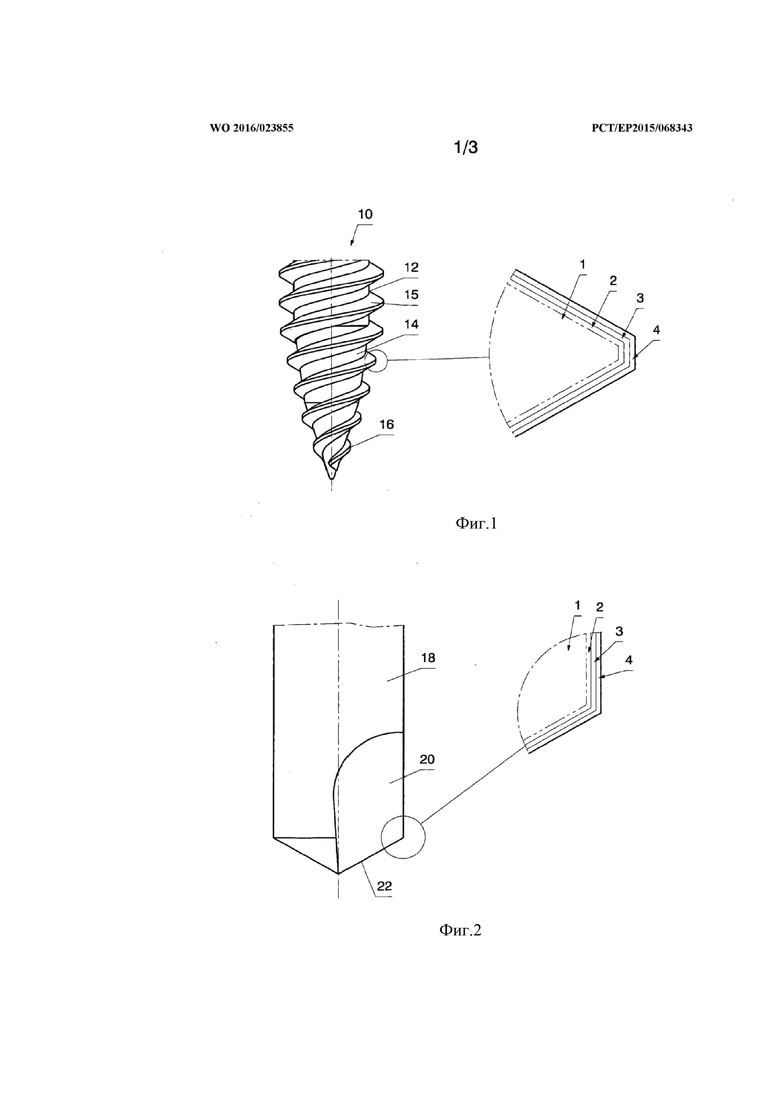
фиг. 1 - в качестве первого примера выполнения изобретения самонарезающий винт, снабженный резьбовым наконечником, и в качестве выносного элемента - боковая сторона профиля резьбы в увеличенном масштабе;
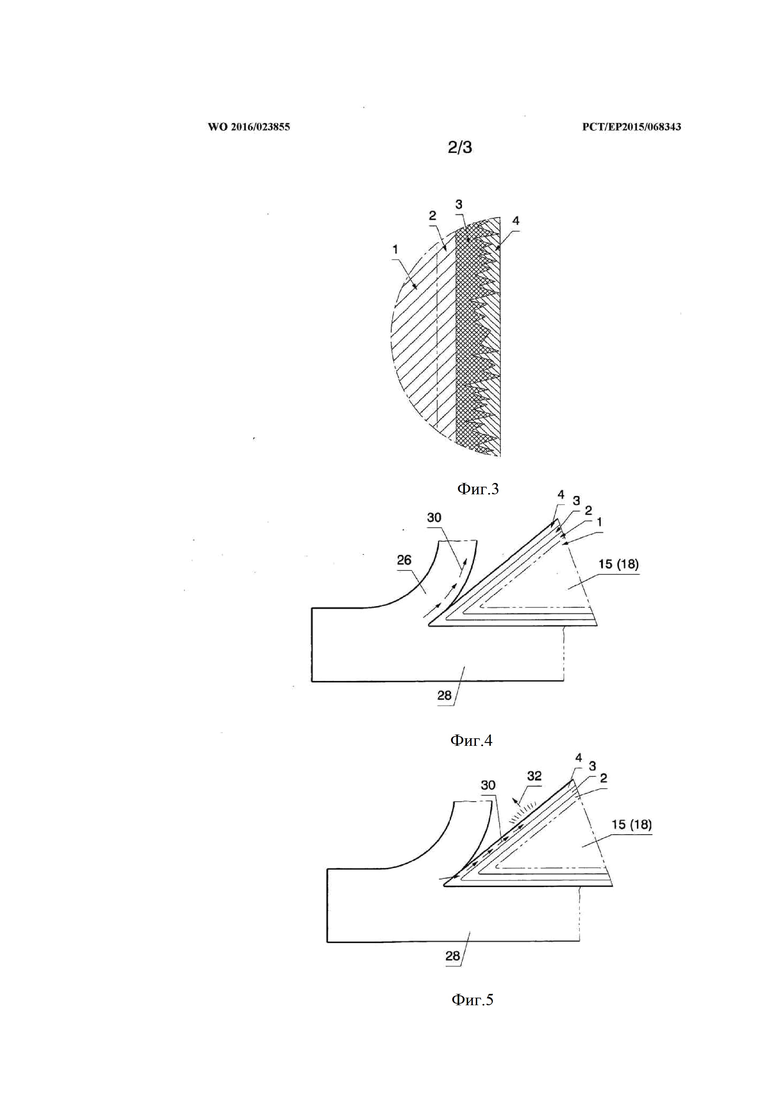
фиг. 2 - сверлильный наконечник согласно второму примеру выполнения самонарезающего винта по изобретению, сверлильный наконечник вместе с его углом в виде выносного элемента в увеличенном масштабе;
фиг. 3 - часть выносного элемента на фиг. 2 или фиг. 3 в увеличенном масштабе;
фиг. 4 - символически теплоотвод от боковой стороны профиля резьбы или сверлильного наконечника через опилки;
фиг. 5 - в аналогичном изображении, как на фиг. 4, теплоотвод преимущественно через поверхность боковой стороны профиля резьбы или сверлильный наконечник на участке возле опилок;
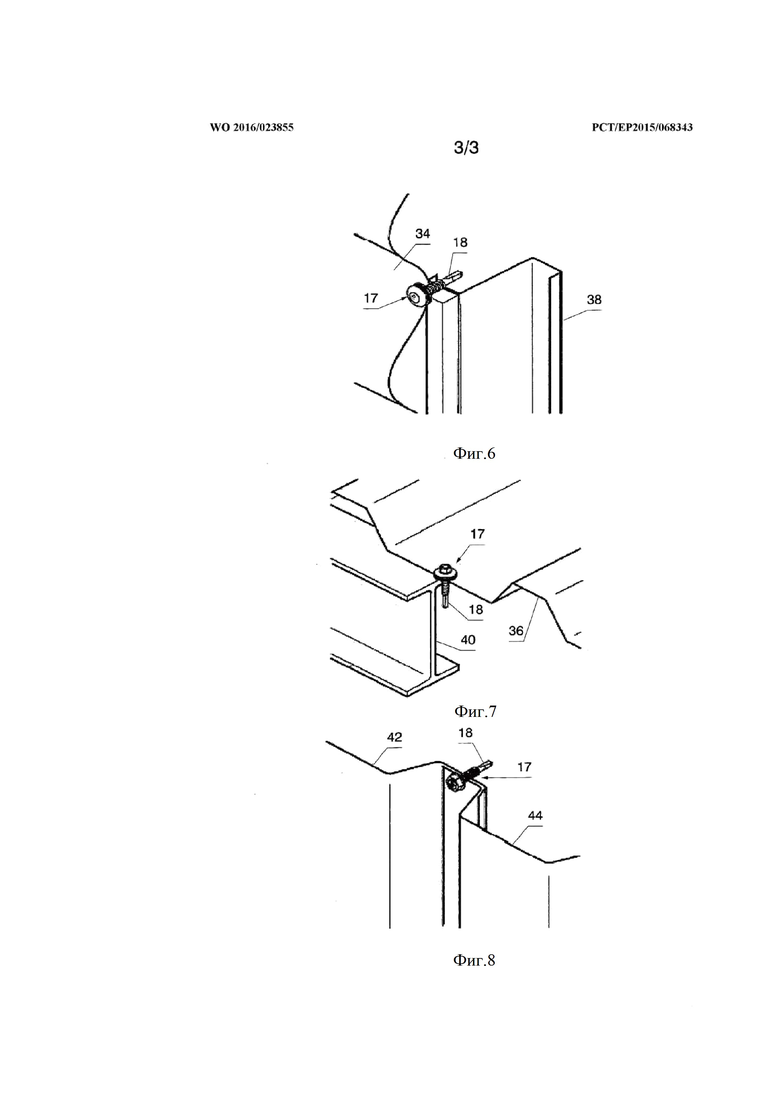
фиг. 6 - в качестве первого примера на применение самонарезающего винта согласно изобретению закрепление гофрированного листа на вертикальной балке;
фиг. 7 - в качестве второго примера на применение самонарезающего винта согласно изобретению закрепление трапециевидного листового профиля на двутавровой балке;
фиг. 8 - в качестве третьего примера на применение самонарезающего винта согласно изобретению взаимное закрепление двух трапециевидных листовых профилей.
Осуществление изобретения
На фиг. 1 показан в качестве первого примера выполнения изобретения самонарезающий винт 10 со стержнем 12, содержащим резьбоформующий участок 14 и резьбовой наконечник 16. Саморез содержит головку, например, обычную шестигранную, не изображенную на фиг. 1. Самонарезающий винт 10 выполнен за одно целое из аустенитной или иной нержавеющей стали, образующей основной материал самореза. Также на фиг. 1 показана в качестве выносного элемента боковая сторона профиля резьбы самонарезающего винта 10 в увеличенном масштабе. На этом выносном элементе основной материал самореза обозначен позицией 1. Стержень 12 выполнен на участке резьбового наконечника 16 и, по меньшей мере, на участке примыкающей к нему резьбы 15 на поверхности более твердым по сравнению с остальной частью самонарезающего винта 10. Такое более твердое выполнение поверхности важно для того, чтобы самонарезающий винт 10 мог выполнить свое назначение, а именно просверлить резьбовым наконечником 16 отверстие и затем образовать в нем резьбу. Аустенитный или иной нержавеющий основной материал 1 самонарезающего винта 10 изначально не пригоден для этой цели. Для этого основной материал слишком мягок.
На более твердом участке самонарезающий винт 10 снабжен твердым граничным слоем 2, который в свою очередь снабжен твердым покрытием 3. По меньшей мере на участке под твердым покрытием 3 самонарезающий винт 10 содержит твердый граничный слой 2. На твердый граничный слой 2 нанесено твердое покрытие 3 в виде тонкого слоя, например, в виде твердого хромового слоя, в частности согласно патенту Германии DE 2502284 С2 гальваническим способом. Вместо твердого хромового слоя может применяться, как правило, содержащий переходный металл слой, наносимый гальванически.
Твердый граничный слой 2 достигается, в частности, выбором соответствующей степени деформации при формировании самонарезающего винта 10 до гальванического нанесения твердого покрытия 3 на стержень 12 и резьбовой наконечник 16 самонарезающего винта. Несмотря на наличие твердого покрытия 3 самонарезающий винт 10 изготавливают обычным способом, для чего самонарезающий винт механически деформируют, т.е. прокатывают, и снабжают резьбовым наконечником 16 и прочей резьбой самонарезающего винта 10. Чем выше степень деформации, тем тверже граничный слой 2.
Основной материал 1, используемый согласно изобретению для самонарезающего винта, имеет твердость от 100 до 300 ед. по Виккерсу 0,1, предпочтительно от 150 до 200 ед. по Виккерсу 0,1. Твердость граничного слоя 2 составляет от 300 до 600 ед. по Виккерсу 0,1.
Твердое покрытие 3 имеет зубчатую или бисерную топографию при толщине не более 60 мкм. Также твердость этого покрытия составляет не менее 700 ед. по Виккерсу 0,1, предпочтительно от 800 до 1400 ед. по Виккерсу 0,1.
На фиг. 2 показан сверлильный наконечник согласно второму примеру выполнения для изображенного на фиг. 8 самонарезающего винта 17, который вместо резьбового наконечника, как это имеет место в самонарезающем винте 10 на фиг. 1, снабжен сверлильным наконечником 18. К этому сверлильному наконечнику 18 примыкает в направлении вверх стержень подобно стержню 12 с резьбой, аналогичной резьбе стержня 12 на фиг. 1, который, однако, на фиг. 2 не показан. Сверлильный наконечник 18 сформован на не изображенном на фиг. 2 стержне подобно тому, как сформован резьбовой наконечник 16 на стержне 12. Иначе, чем резьбовой наконечник 16, сверлильный наконечник 18 снабжен режущим лезвием 20 сверла с режущей кромкой 22. Приведенные выше пояснения для самонарезающего винта 10 справедливы также для самонарезающего винта, от которого на фиг. 2 показан только его сверлильный наконечник 18. Дополнительно на фиг. 2 показан угол сверлильного наконечника 18 в виде выносного элемента в увеличенном масштабе. Этот выносной элемент позволяет определить, что самонарезающий винт на фиг. 2 содержит на своем основном материале 1 твердый граничный слой 2 и твердое покрытие 3. Как у самонарезающего винта 10 на фиг. 1, так и у самонарезающего винта 17 на фигурах 2 и 8 на твердое покрытие 3 нанесен верхний слой 4 из смазочного и теплоотводящего материала. Пригодный для этого смазочный и теплоотводящий материал содержит в себе металл, воск и/или лак. Верхний слой содержит предпочтительно металлические частицы, состоящие из MoS2, Au, Ag или Си.
На фиг. 3 показан выносной элемент на фиг. 2 или 3 в еще более увеличенном масштабе. В приведенном на фиг. 3 примере выполнения твердое покрытие 3 имеет зубчатую структуру. Следовательно, нанесенный на твердое покрытие 3 верхний слой 4 содержит разнотолщинный слой. Эта разнотолщинность слоя составляет не более +/- 60%, предпочтительно не более +/-30%.
Теплопроводность твердого покрытия 3 вместе с верхним слоем 4 составляет λ>9 Вт/мК.
На фиг. 4 символически показан теплоотвод от боковой стороны профиля резьбы 15 или от сверлильного наконечника 18 через опилки 26 в том случае, когда в заготовке 28 просверливают отверстие, снабжаемое резьбой. На фиг, 4 показана заготовка 28, выполненная из хорошо теплопроводящего материала, вследствие чего опилки 26 хорошо отводят тепло, показанное на фиг. 4 серией стрелок 30. Если заготовка 28 будет изготовлена из плохо теплопроводящего или же теплоизоляционного материала, то тепло, выделяющееся в ходе сверления или резьбонарезания, поступит на боковую сторону профиля резьбы 15 или на сверлильный наконечник 18 и будет отведено наружу через верхний слой 4, что показано на фиг. 5 серией стрелок 30 или стрелкой 32.
На фигурах 6-8 показано применение самонарезающего винта 17 для образования соединения, по меньшей мере, с одним просверленным самонарезающим винтом соединительным стальным элементом. Соединительный элемент на этих фигурах изображен в виде гофрированного листа 34 или трапециевидного листа 36, 42 и 44. На фиг. 6 в качестве первого примера на применение самонарезающего винта 17 показано закрепление гофрированного листа 34 на вертикальной балке 38. На фиг. 7 показано в качестве второго примера на применение самонарезающего винта 17 закрепление трапециевидного листа 36 на двутавровой балке 40. На фйг.8 показан в качестве третьего примера на применение самонарезающего винта 17 взаимное закрепление двух трапециевидных листов 42 и 44. Саморезы 17 на фигурах 6-8 изображены с разными головками.
Перечень позиций
1 основной материал
2 твердый граничный слой
3 твердое покрытие
4 верхний слой
10 самонарезающий винт
12 стержень
14 резьбоформующий участок
15 боковая сторона профиля резьбы
16 резьбовой наконечник
17 самонарезающий винт
18 сверлильный наконечник
20 режущее лезвие сверла
22 режущая кромка сверла
24 верхний слой
26 опилки
28 заготовка
30 стрелка
32 стрелка
34 гофрированный лист
36 трапециевидный лист
38 балка
40 двутавровая балка
42 трапециевидный лист
44 трапециевидный лист
| название | год | авторы | номер документа |
|---|---|---|---|
| САМОРЕЗ И ЕГО ПРИМЕНЕНИЕ | 2013 |
|
RU2604178C2 |
| СПОСОБ УСТАНОВКИ ВИНТА | 1995 |
|
RU2153605C2 |
| Самонарезающий винт | 1976 |
|
SU651721A3 |
| САМОРЕЗ | 2009 |
|
RU2478840C2 |
| САМОНАРЕЗАЮЩИЙ РЕЗЬБУ БЕССТРУЖЕЧНЫЙ ВИНТ | 2008 |
|
RU2484317C2 |
| САМОНАРЕЗАЮЩИЙ ВИНТ | 2011 |
|
RU2523712C1 |
| Самонарезающий винт | 1988 |
|
SU1638388A1 |
| Самосверлящий самонарезающий винт | 1978 |
|
SU706589A1 |
| САМОНАРЕЗАЮЩИЙ И РЕЗЬБОФОРМИРУЮЩИЙ ВИНТ | 2006 |
|
RU2382915C1 |
| САМОНАРЕЗАЮЩИЙ ВИНТ | 2011 |
|
RU2559560C1 |
Изобретение относится к самонарезающему винту из нержавеющего основного материала и направлено на повышение эффективности сверления. Самонарезающий винт из аустенитного или иного нержавеющего основного материала содержит стержень с расположенным на его конце режущим или формующим сверлильным или резьбовым наконечником и с твердым граничным слоем, образованным на стержне на участке сверлильного или резьбового наконечника и, по меньшей мере, на участке примыкающей к нему резьбы на поверхности. По меньшей мере, на твердый граничный слой сверлильного или резьбового наконечника гальванически нанесено твердое покрытие, содержащее слой с присутствием переходного металла. На твердое покрытие нанесен верхний слой из смазочного и теплоотводящего материала. 2 н. и 12 з.п. ф-лы, 8 ил.
1. Самонарезающий винт из аустенитного или иного нержавеющего основного материала (1), содержащий стержень (12) с расположенным на его конце режущим или формующим сверлильным или резьбовым наконечником (16, 18) и с твердым граничным слоем (2), образованным на стержне (12) на участке сверлильного или резьбового наконечника (16) и, по меньшей мере, на участке примыкающей к нему резьбы (15) на поверхности,
отличающийся тем, что, по меньшей мере, на твердый граничный слой (2) сверлильного или резьбового наконечника (16, 18) гальванически нанесено твердое покрытие (3), содержащее слой с присутствием переходного металла, и что на твердое покрытие (3) нанесен верхний слой (4) из смазочного и теплоотводящего материала.
2. Самонарезающий винт по п. 1, отличающийся тем, что смазочный и теплоотводящий материал содержит в себе металл, воск и/или лак.
3. Самонарезающий винт по п. 1 или 2, отличающийся тем, что теплопроводность твердого покрытия вместе с верхним слоем (4) составляет λ>9 Вт/мК.
4. Самонарезающий винт по любому из пп. 1-3, отличающийся тем, что верхний слой (4) содержит слой, характеризующийся разнотолщинностью, не превышающей +/-60%.
5. Самонарезающий винт по любому из пп. 1-4, отличающийся тем, что верхний слой (4) содержит слой, характеризующийся разнотолщинностью, не превышающей +/-30%.
6. Самонарезающий винт по любому из пп. 1-5, отличающийся тем, что верхний слой (4) содержит металлические частицы.
7. Самонарезающий винт по п. 6, отличающийся тем, что металлические частицы состоят из MoS2, Au, Ag и Cu.
8. Самонарезающий винт по любому из пп. 1-7, отличающийся тем, что твердость основного материала (1) составляет от 100 до 300 ед. по Виккерсу 0,1, предпочтительно от 150 до 200 ед. по Виккерсу 0,1.
9. Самонарезающий винт по любому из пп. 1-8, отличающийся тем, что твердость твердого граничного слоя (2) составляет от 300 до 600 ед. по Виккерсу 0,1.
10. Самонарезающий винт по любому из пп. 1-9, отличающийся тем, что твердое покрытие (3) имеет зубчатую или бисерную топографию.
11. Самонарезающий винт по любому из пп. 1-10, отличающийся тем, что твердость твердого покрытия (3) составляет не менее 700 ед. по Виккерсу 0,1.
12. Самонарезающий винт по любому из пп. 1-11, отличающийся тем, что твердость твердого покрытия (3) составляет от 800 до 1400 ед. по Виккерсу 0,1.
13. Самонарезающий винт по любому из пп. 1-12, отличающийся тем, что толщина твердого покрытия (3) составляет не более 60 мкм.
14. Применение самонарезающего винта по любому из пп. 1-13, для создания соединения, по меньшей мере, с одним просверленным самонарезающим винтом стальным соединительным элементом.
| US 4802807 A, 07.02.1989 | |||
| US 5419948 A, 30.05.1995 | |||
| WO 9425764 A1, 10.11.1994 | |||
| Устройство для роботизированной внутренней изоляции сварного стыка трубопровода | 2019 |
|
RU2716789C1 |
| 0 |
|
SU157962A1 | |

