Изобретение относится к способам для создания рисунков и знаков на изделиях, в том числе меток, служащих для защиты изделий от несанкционированного копирования, а более конкретно, к лазерным методам нанесения алфавитно-цифровой или графической информации на изделия - лазерной маркировке.
Известен способ маркировки поверхности объекта с помощью лазерного луча, при котором на поверхности объекта нанесен термо- или фотореактивный слой красителя, заключенный в вещество-связующее, в котором в связанном состоянии также находится второе химически активное вещество. При воздействии на указанный слой сфокусированного лазерного пучка, при определенной экспозиции указанные связанные компоненты вступают в химическую реакцию образуя, контрастный рисунок [1].
Известен также способ нанесения идентификационных меток на прозрачных материалах, заключающийся в гравировке лазерным лучом углублений на поверхности прозрачного материала, образующих рассеивающие центры, создающие видимый рисунок [2].
Известны также способы маркировки [3], в которых изделие покрывается двумя слоями вещества, причем нижний слой имеет один цвет, а верхний - другой, контрастный к первому. При маркировке изделие сканируется лазерным лучом по поверхности так, чтобы при заданной мощности излучения лазерный луч локально удалял только верхний слой покрытия, в соответствии с заданным рисунком. При этом образуется контрастный стойкий к внешним воздействиям рисунок.
Известные способы маркировки изделий не позволяют создать рисунок с высокой степенью защиты от несанкционированного копирования - то есть от маркировки другими - не лазерными методами, что позволяет, применив другой способ, например механической гравировки или масочного экспонирования от УФ или ИК источника получить маркировку идентичную лазерной.
Известен также способ создания цветного рисунка, при котором на подложку наносится моногослойное покрытие, при этом каждый слой имеет свой, отличающийся от соседнего и цвета подложки, цвет. Путем последовательного изменения мощности лазерного луча изменяют глубину гравировки, что позволяет селективно удалять заданное количество слоев и, таким образом, формировать элементы различного цвета [4].
Известен способ маркировки изделий, предусматривающий следующие операции: изготовление аппликации, состоящей из многослойного материала, содержащего по крайней мере два слоя, маркировка аппликации путем вырезания движущимся лазерным лучом конфигурации, необходимой для идентификационной маркировки [5].
Однако существующий способ также слабо защищен от несанкционированного копирования другими не лазерными способами, например возможна фигурная резка рисунка на поверхности материала обычными механическими методами. Кроме того, информация, записывающаяся в многослойном материале, имеет один рисунок или контур и, таким образом, не используются полные возможности записи с большей информационной плотностью.
Целью настоящего изобретения является улучшение качества маркировки, степени защиты изделия от несанкционированного копирования и повышения информационной емкости маркировки.
Поставленная цель достигается тем, что в известном способе маркировки, включающем формирование аппликации, содержащей по крайней мере два слоя примыкающих к друг другу материалов, укреплении аппликации на подложку и селективном воздействии на аппликацию лазерного пучка с регулируемой в соответствии с требуемым рисунком плотностью мощности, лазерный луч поочередно модифицирует слои материального носителя аппликации и подложку, формируя элементы изображения, при этом плотность мощности лазерного луча регулируется таким образом, чтобы вызвать в каждом отдельном слое и подложке различные физико-химические реакции записи при этом элементы рисунка полученного при лазерном воздействии на слои аппликации и подложки при различных значениях плотности мощности, в результате образуют самостоятельные рисунки, информация в которых отличается друг от друга и рисунка образованного совместно.
Кроме того, при использовании стеклянной и другой поглощающей лазерное излучение упаковки или тары с наклеенной на ее поверхность аппликацией (этикеткой), состоящей из бумажной или пластиковой подложки с нанесенным на ее поверхности слоем контрастной по отношению к подложке краски, для выполнения маркировки лазерный луч, в соответствии с заданным рисунком, последовательно: удаляет путем лазерной абляции фрагменты красочного слоя, производит сквозные разрезы аппликации, не гравируя поверхность подложки, производит сквозные разрезы в аппликации, гравируя поверхность изделия.
Еще одно отличие состоит в том, что в аппликацию (этикетку) вводят слой с высокой оптической плотностью, высокой плотностью энергии модификации и высокой теплопроводностью и прилегающий к нему термочувствительный слой и далее выбирают плотность мощности такую, что при сканировании поверхности аппликации сфокусированным лазерным лучом модификации первого слоя не происходит, а в прилегающем к нему термочувствительном слое образуется рисунок, видимый со стороны термочувствительного слоя.
На фиг. 1 приведен пример маркировки, выполненной на аппликации с термочувствительным верхним слоем.
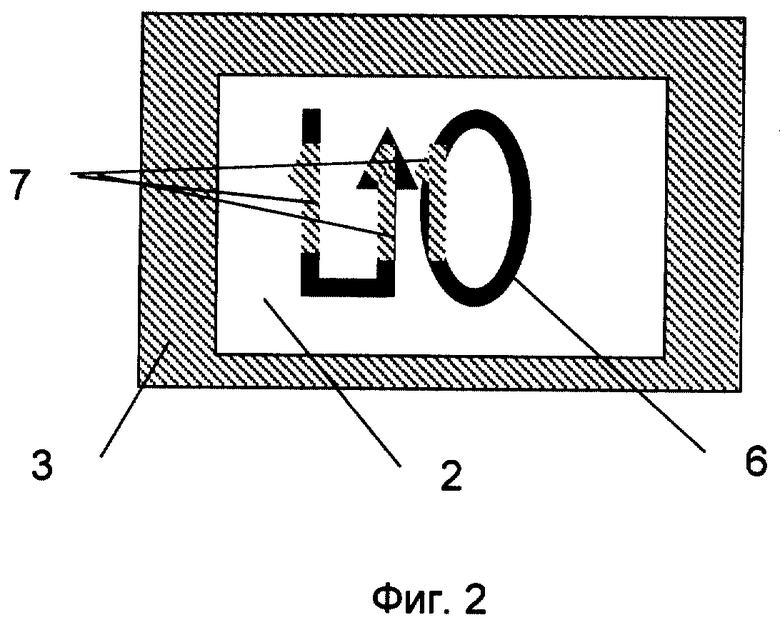
На фиг. 2 приведен пример выполнения маркировки, при которой элементы изображения образуют как единый, так и отдельные рисунки.
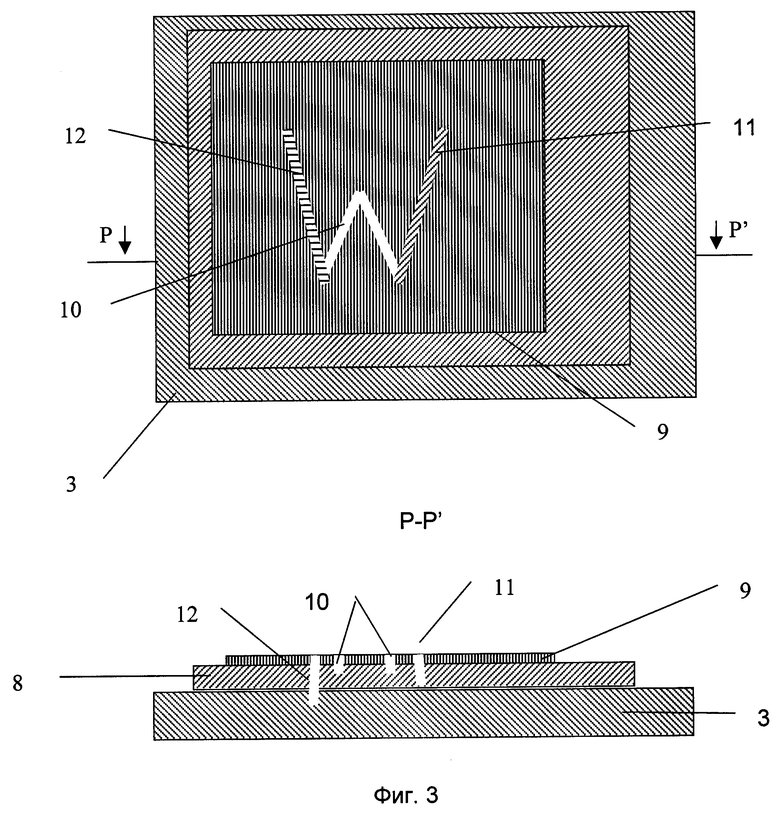
На фиг. 3 приведен общий вид отмаркированной этикетки, наклеенной на изделие типа стеклянной бутылки, с нанесенным на поверхности этикетки слоем краски.
Примеры способов маркировки: проводилась маркировка аппликации (этикетки) 1 (фиг. 1), состоящей из полимерно-бумажной подложки толщиной 0,1 мм с нанесенным на ее поверхности термочувствительным слоем 2 типа (стеарата цинка). Этикетка нанесена на поверхность объекта 3. Поверхность этикетки сканировалась лучом CO2 лазера фирмы "Синрад" США, мощностью 30 Вт, сфокусированного с помощью оптической системы в пятно размером 60 мкм. В исходном состоянии поверхность аппликации имеет белый цвет. Для создания рисунка маркировки на термочувствительный слой направляется лазерный луч, движущейся со скоростью 5 м/сек, при мощности 30 Вт. При этом происходит термохимическая реакция в верхнем термочувствительном слое и образуется элемент изображения 4 высокой плотности (1,5 Д) и, таким образом, элемент рисунка. После формирования контрастного элемента рисунка 4 скорость лазерного луча снижалась примерно до 0,5 м/сек. При этой мощности лазерный луч удаляет термочувствительный слой и прорезает подложку, образуя хорошо видимый элемент маркировки 5. При наложении аппликации на изделие, имеющее отличный от цвета подложки цвет, образуются две связных системы рисунков - черный на белом фоне и цвета материала изделия также на белом фоне.
В общем случае рисунки, сформированные при скорости движения луча 5 м/сек и при скорости 0,5 м/сек могут быть различными и частично перекрывающимися. На фиг. 2 показан вид такой маркировки - черными линиями 6 обозначены элементы рисунка, сформированные путем термохимической реакции в верхнем термочувствительном слое, при которой на поверхности аппликации образуются линии высокой плотности, заштрихованными линиями 7 обозначены элементы маркировки, образованные при низкой скорости записи путем полного прорезания аппликации 1 насквозь. Видно, что образованные таким образом рисунки несут различную информацию.
В случае проведения маркировки (фиг. 3) на этикетке, 1 состоящей из бумажной подложки 8, толщиной 0,1-0,3 мм, с нанесенным на ее поверхности методом полиграфической печати красочным слоем 9, толщиной 1-10 мкм, наклеенной на изделие 3, например на стеклянную бутылку, поверхность которой хорошо поглощает излучение CO2 лазера. Маркировка производится следующим образом. При взаимодействии движущегося лазерного луча со скоростью около 1 м /сек, мощностью 30 Вт с размером лазерного луча в зоне маркировки около 60 мкм, происходит процесс абляции красочного слоя, и слой в зоне взаимодействия лазерного луча с бумажной подложки удаляется, открывая поверхность 10 подложки 8 (обычно светлых тонов). При использовании краски контрастного к подложке цвета, например, черного, образуется белый элемент изображения на черном фоне. Затем скорость движения луча замедляется до величины достаточной, чтобы происходил процесс лазерной резки подложки, примерно до 0,5 м/сек и, таким образом формируется элемент изображения 11. При уменьшении скорости примерно до 0,2 м/сек лазерный луч не только прорезает подложку, но и гравирует поверхность объекта (стеклянной бутылки), создавая микроуглубление 12 на поверхности изделия 3. Таким образом, рисунок маркировки состоит из трех элементарных составляющих, имеющих различный вид, глубину и физические свойства, а именно: элементы высокой контрастности 10, полученные путем удаления красочного слоя с подложки, элементы 11, прорезанные в подложке и элементы, прорезанные в подложке, совмещенные с гравировкой 12 на изделии 3.
При маркировке аппликации, состоящей из верхнего термостойкого слоя с высокой теплопроводностью, например, покрытого титаном толщиной 5 мкм и нижнего термочувствительного слоя, например лавсана, содержащего термочувствительный компонент - стеарат цинка, при сканировании по ней лазерным пучком с указанными ранее параметрами при скорости 1 м/сек за счет хорошей теплопроводности верхнего титанового слоя в лавсановой композиции происходит термохимическая реакция, при этом образуются элементы с высокой плотностью, которые не наблюдаются со стороны слоя с нанесенным титаном, но видны с обратной стороны.
Применение многоуровнего способа маркировки существенно повышает защищенность изделия от несанкционированного копирования, поскольку при маркировке таких рисунков другими способами требуется точное геометрическое совмещение рисунков, сформированных в одном и других слоях. В предлагаемом способе лазерной гравировки это происходит автоматически. Кроме того, для получения таких же рисунков при маркировке другими способами - например на материале с термочувствительным наружным слоем потребуется как минимум два различных устройства, а именно термопечатающая головка, с помощью которой можно нанести рисунок на верхний слой, вырубной штамп со вторым рисунком, причем устройство для вырубки отверстий фигурным способом должно позволять точно совмещать оба изображения. При размере сканирующего луча около 50 мкм минимальный размер линии на термочувствительном материале может быть доведен до 10 мкм. Такие же размеры отверстий могут быть получены и при лазерной фигурной резке. В настоящее время нам не известен промышленный способ, обеспечивающий создание рисунков в многослойном материале с приведенными выше качественными параметрами. В случае многослойной маркировки на аппликациях, уже укрепленных на изделие, обычные способы маркировки с прорезанием аппликации до материала изделия без повреждения изделия чрезвычайно сложны и неконкурентоспособны по производительности с лазерными методами.
Намечено серийное внедрение представленных выше способов маркировки на поточных линиях по выпуску напитков с производительностью до 6 тысяч бутылок в час. Эффективность защиты изделий проверена экспериментально на примере Барнаульского ликероводочного завода (БЛВЗ).
Литература:
1. Пат. США N 5608429, В 32 В 031/00, опубл. 4.03.1997.
2. Пат. США N 3657085, B 01 G 001/01, опубл. 18.03.1972.
3. Пат. США N 5474627, В 32 В 031/00, опубл. 12.12.1997.
4. Пат. Франции N 2575114, B 44 C 1/22, опубл. 27.06.1986.
5. Пат. США N 5603796, В 32 В 031/00, опубл. 18.02.1997.
Способ лазерной маркировки относится к лазерным методам нанесения алфавитно-цифровой или графической информации на изделия - лазерной маркировке. Способ заключается в использовании многослойного материала для этикетки с такими свойствами слоев, чтобы при формировании рисунка с помощью селективного воздействия лазерного луча с изменяющейся плотностью энергии лазерного излучения, подведенного к модифицируемому слою, лазерный луч поочередно модифицировал слои аппликации так, чтобы сформировать видимый рисунок. В качестве модифицирующих слои аппликации процессов может быть послойная абляция, послойная резка и термохимические превращения. Рисунок, сформированный лазером в разных слоях аппликации, может составлять единое целое, а может быть выполнен в виде независимых рисунков для каждого слоя и гравировке на стекле. Другое отличие состоит в том, что элементы рисунка, полученного при лазерном воздействии на аппликацию при одном и других значениях плотности энергии лазерного излучения, подведенного к модифицируемому слою, образуют самостоятельные рисунки, информация в которых отличается друг от друга и рисунка, образованного совместно. Кроме того, при использовании стеклянной и другой поглощающей лазерное излучение тары с нанесенной на ее поверхность аппликацией (этикеткой), состоящей из бумажной или пластиковой подложки с нанесенным на ее поверхности слоем контрастной по отношению к подложке краской, лазерный луч при маркировке последовательно: удаляет путем лазерной абляции красочный слой, прорезает подложку насквозь и гравирует поверхность изделия. Возможны варианты, когда удаляют избирательно краску подложки и гравируют этикетку изделия или через тугоплавкий слой воздействуют на термочувствительный слой и тем самым создают скрытый рисунок. Способ прошел опытную проверку на промышленном предприятии. Указанные признаки позволяют улучшить качество маркировки, повысить степень защиты изделия от несанкционированного копирования и информационную емкость маркировки. 2 з.п. ф-лы, 3 ил.
| ИЗНОСОСТОЙКАЯ ФУТЕРОВКА ДЛЯ МЕЛЬНИЦ | 2013 |
|
RU2575114C2 |
| US 5603796 A, 18.02.1997 | |||
| US 4054094 A, 18.10.1977 | |||
| Устройство для определения газопроницаемости полимеров,находящихся в состоянии всестороннего сжатия | 1977 |
|
SU628431A1 |
| RU 95105809 A1, 10.04.1996. | |||

