Изобретение относится к способу контроля с помощью оптоэлектронного устройства качества печати изображения на бумаге, которое содержит, по меньшей мере, один рисунок, отпечатанный за время одной фазы печати.
При контроле качества печати на бумаге и, в частности, ценных бумаг применяют электронные средства автоматической проверки, содержащие одну или несколько черно-белых либо цветных камер для отбора проверяемых изображений. Эти изображения состоят из матриц, обычно прямоугольных, содержащих цифры, которые представляют интенсивность отраженного света или же, иначе говоря, денсиметрическую величину (величину измерения плотности) элементов изображения, на которые подразделяется изображение. Количество элементов изображения, относящихся к одному изображению, зависит от разрешающей способности камеры. В монохроматической системе (черно-белой) изображение описывается только одной матрицей, в то время как в полихроматических системах количество матриц, формирующих изображение, равно количеству используемых хроматических каналов. Обычно для описаний типа RGB (красный, зеленый, синий) применяют три хрономатические канала.
Используемые для осуществления подобного типа автоматического контроля способы основаны на следующих схемах.
Из группы листов, которые рассматриваются как качественные, создается образец допустимого качества печатания. Для создания образца используются различные технические средства и приемы. Например, рассчитывая на группе (пачке) листов, которые рассматриваются как качественное, некое подобие усредненного изображения, т.е. такого изображения, которое описано одной матрицей, в которой каждому элементу изображения сообщают среднюю величину этого элемента изображения в группе эталонных листов.
Согласно другому способу к каждому элементу изображения присоединяют две величины, одна величина является минимально достижимой величиной в группе эталонных листов, а другая величина является максимальной величиной. Таким образом, для каждого изображения предусмотрены две матрицы: одна матрица с минимальным значением, а другая - с максимальным значением. В случае одного полихроматического изображения по цветному каналу получают две матрицы.
При формировании проверяемых изображений каждый элемент проверяемого изображения сравнивается с элементом изображения получаемого таким образом образца. В случае, если разница превышает определенное пороговое значение, либо если указанная разница выходит за пределы минимального, максимального значения, то считается, что элемент имеет дефект печати. Исходя из количества дефектных элементов изображения определяется необходимость удаления изображения в зависимости от качества, которое хотели получить и которое было предварительно определено.
При производстве некоторых типов ценных печатных изделий, таких как ценные бумаги, банковские билеты, почтовые марки и т.д., изображения печатаются с помощью различных способов, таких как офсетная печать, гравирование и т. д. Указанные типы печати называют фазами печатания. Таким образом, согласно нормальному способу печатания, бумага поступает вначале в систему печатания согласно первой фазы и наносится первый рисунок и затем бумага поступает во вторую систему печатания на выполнение второй фазы печатания, которая позволяет нанести второй рисунок. В этом случае, абстрагируясь от качества печатания, существует та же проблема внесения в соответствующий регистр изображений, напечатанных во время различных фаз. Действительно, между двумя напечатанными изображениями могут существовать отклонения, касающиеся оттисков, отпечатанных во время различных фаз и не только из-за деформации бумаги. Указанные перемещения, влияющие на некоторые элементы изображения, могут происходить как в направлении движения бумаги, так и в перпендикулярном направлении. В этом случае не представляется возможным выявить образец, представляющий искомое качество печати с использованием упомянутых ранее способов, поскольку одному и тому же элементу изображения можно придать очень различные величины в зависимости от соосности и приводок между фазами печатания.
В этом случае предлагается моделировать образец каждой фазы. С этой целью в группу эталонных листов включают группу листов, которые отпечатаны только или преимущественно с каждой из фаз печатания. С помощью способа, аналогичного вышеуказанным способам, формируют образец для каждой фазы печатания. Во время фазы подготовки образцов оператор идентифицирует элементы изображения, которые включают только одну или преимущественно одну фазу печатания.
При производстве прежде всего измеряют взаимные несоосности между фазами печатания, используя элементы изображения, которые были идентифицированы во время подготовки образца.
Затем образцы комбинируют, учитывая тот факт, что различные фазы были отпечатаны последовательно на листах для получения одного эталонного образца описания, который соответствует описанию рисунков в проверяемых изображениях. Затем сравнивают каждое изображение с полученным таким образом образцом. Данный способ является сложным и дорогостоящим, поскольку предусматривает необходимость печатания для каждого набора изделий такого количества групп листов, обеспечивающих приемлемое качество печатания, сколько имеется фаз печатания.
Известен способ автоматического контроля с помощью оптоэлектронного устройства качества печатания изображения на бумаге, содержащей, по меньшей мере, один рисунок, отпечатанный во время одной фазы печатания (см. заявку ЕПВ 0444583, кл. B 41 F 33/00, 1991).
Недостатком известного способа является невозможность упрощения автоматического контроля.
Техническим результатом, на который направлено данное изобретение, является обеспечение возможности упрощения автоматического контроля.
Данный технический результат достигается за счет того, что в способе автоматического контроля с помощью оптоэлектронного устройства качества печатания изображения на бумаге, содержащей, по меньшей мере, один рисунок, отпечатанный во время одной фазы печатания, согласно изобретению подготавливают несколько эталонных образцов с индивидуальными допустимыми несоосностями и производят сравнение отпечатанных изображений с наиболее близким эталонным образцом, либо с наиболее близкими эталонными образцами, а также за счет того, что эталонные образцы изготавливают из эталонных изображений, при этом каждое изображение имеет допустимую несоосность, и, кроме того, за счет того, что формируют эталонные образцы для каждого рисунка, отпечатанного во время одной фазы печатания, комбинируют эталонные образцы каждого рисунка с образованием контролируемого изображения по различным и допустимым относительным соосностям, а также за счет того, что для использования при контроле выбирают эталонные образцы путем подборки предварительно определенного числа элементов изображения эталонных образцов и соответствующих им элементов изображения на контролируемых изображениях.
Данный технический результат достигается за счет того, что указанная несоосность меньше величины элемента изображения оптоэлектронного устройства, а также за счет того, что указанная несоосность является относительной несоосностью значений оптоэлектронного устройства и контролируемого изображения, позволяющей уменьшить помехи, связанные с выделением выборочных значений при формировании эталонного образца или при контроле качества, и, кроме того, за счет того, что дополнительно подготавливают эталонные образцы для каждого рисунка, при этом каждый образец соответствует одной относительной возможной несоосности электронного устройства и рисунка, а величина несоосности меньше размеров элементов изображения оптоэлектронного устройства.
В данном способе контроля согласно изобретению подготавливают несколько эталонных образцов, каждый из которых соответствует одной допустимой несоосности, при этом производят сравнение отпечатанного изображения с наиболее близким эталонным образцом или с наиболее близкими эталонными образцами.
Преимущество данного способа заключается в его большой гибкости при формировании эталонных образцов. Действительно имеется много способов подготовки эталонных образцов с допустимыми несоосностями, например, существует возможность, используя подходящие способы, выбрать эталонные образцы из каждого рисунка и далее формировать эталонные изображения, комбинируя указанные рисунки с относительными несоосностями, находящимися в пределах допустимых величин. Эталонные изображения получают либо расчетным путем, либо посредством тождественного печатания. Образец каждого рисунка может быть получен с помощью известных средств.
Согласно предпочтительному варианту выполнения изобретения, эталонные образцы могут быть получены из эталонных рисунков, при этом каждое изображение представляет одну допустимую несоосность.
Согласно другому варианту выполнения, используемые при контроле образцы выбирают посредством способа, позволяющего обеспечить наилучшее соответствие заранее определенных элементов изображения эталонных образцов элементам изображений, которые соответствуют указанным элементам на контролируемом изображении (наилучший подбор пар).
Преимущество настоящего изобретения заключается в том, что он позволяет также уменьшить влияние помех при выделении выборочных значений, которые могут ухудшить результаты, когда несоосность (разъюстировка) оптоэлектронного устройства относительно принимаемого или контролируемого изображения меньше размеров элемента изображения упомянутого устройства. Действительно, при таком контроле, если черная линия точно центрирована на датчик, либо имеет незначительное отклонение, то принятые значения измерения плотности будут отличаться.
В целях уменьшения влияний такой несоосности относительно линий принимаемого или контролируемого изображения можно также выполнить для каждого рисунка, образующего изображение, эталонные образцы, соответствующие отклонениям, которые по возможности меньше размеров элемента изображения оптоэлектронного устройства. Таким образом, при контроле плохая соосность камеры относительно изображения не исказит результаты контроля.
Настоящий способ подразумевает на начальном этапе активного использования запоминающего устройства электронной системы, однако при этом не требуется выполнения каких-либо расчетов на этапе проверки. Отсюда следует, что способ осуществляется с более высокой скоростью.
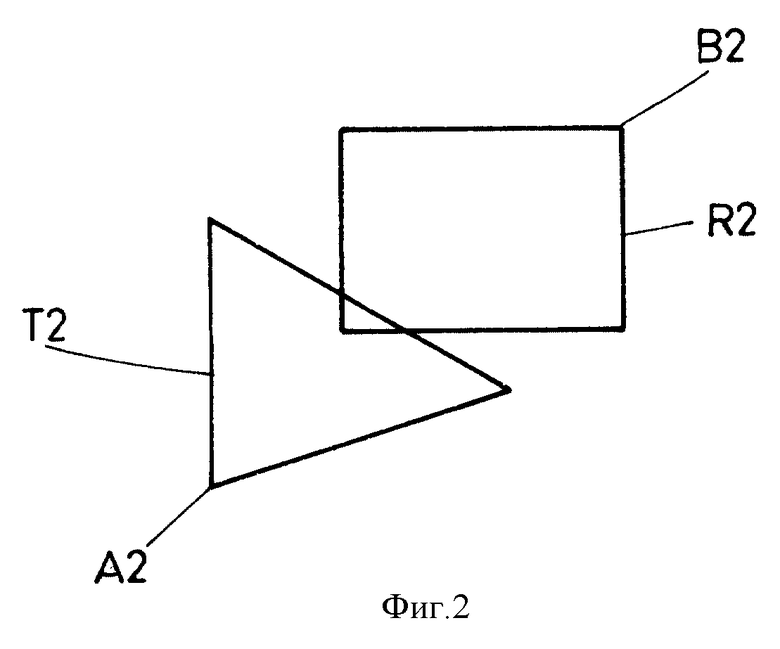
В дальнейшем изображение будет описано более подробно со ссылками на сопровождающие чертежи (фиг. 1, 2, 3), при этом фиг. 1 и 2 изображают два контролируемых изображения, состоящих из двух различных рисунков, взаимные положения которых отличаются.
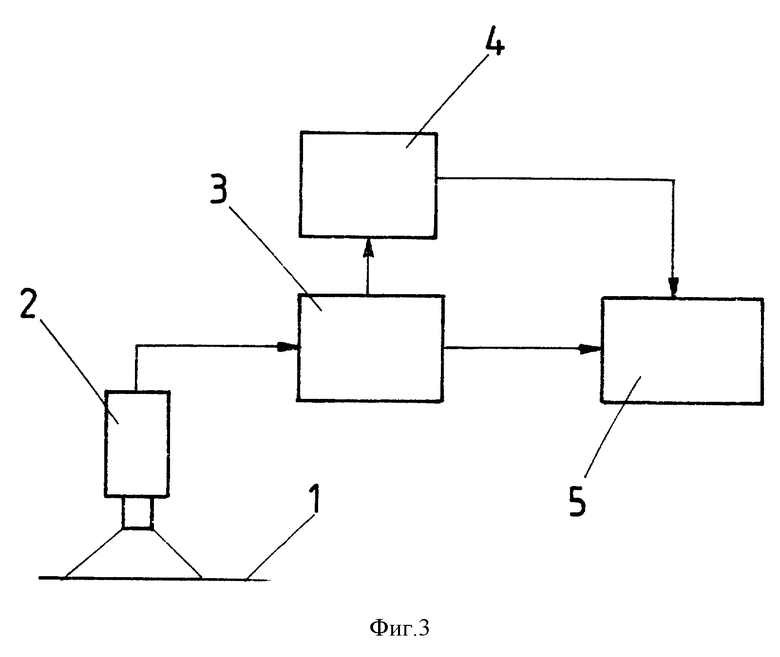
Фиг. 3 изображает схему установки для осуществления способа.
На фиг. 1 представлено изображение, состоящее из одного треугольника T1 и одного прямоугольника P1. Каждый из указанных рисунков был отпечатан во время одной отдельной фазы печатания, например, треугольник был отпечатан с использованием офсетной печати, а прямоугольник был получен с использованием печатания гравированием.
На фиг. 2 представлено изображение, которое содержит также треугольник T2 и прямоугольник P2, которые также отпечатаны соответственно способом офсетной печати и фазы печатания гравированной матрицей, причем единственное отличие двух изображений заключается в различных взаимных относительных положениях прямоугольника и треугольника. На указанном чертеже несоосность для наглядности увеличена. В действительности несоосность составляет лишь несколько элементов изображения.
Согласно заявленному способу, контроль качества и, в частности, контроль несоосности двух рисунков, составляющих изображение, осуществляется посредством сравнения каждого из изображений, представленных на двух фигурах с эталонными образцами, которые состоят из треугольников и прямоугольников, относительные несоосности которых находятся в предварительно определенных допустимых пределах.
Камера 2 проверяет проходящие перед ней листы 1, и принятое изображение поступает в устройство 3, которое позволяет измерять величину несоосности. Указанная величина несоосности передается в запоминающее устройство, в котором хранятся все образцы с допустимыми несоосностями. Это позволяет выбрать приемлемый образец, который далее направляется в устройство 5 сравнения. Качество печатания контролируется, таким образом, с использованием образцов, отобранных из запоминающего устройства 4 с изображением, полученным камерой 2.
Очевидно, что данное устройство требует использования запоминающего устройства значительной емкости, поскольку последнее служит для хранения всех образцов с допустимыми несоосностями; вместе с тем не требуется производить вычисления в процессе контроля, поскольку достаточно идентифицировать образец с соответствующей несоосностью, отобранный устройством 3 для подачи его на средства контроля качества.
Производство указанных эталонных образцов осуществляется с учетом качества печатания. Таким образом, в случае, когда устанавливают допуски печатания (допустимую несоосность), эталонные образцы производятся либо посредством вычисления, либо исходя из количества эталонных допустимых листов, изображения которых принимаются в запоминающее устройство электронной системы. При прохождении изображения, такого как изображение, представленное на фиг. 1 или 2, указанное изображение сравнивают с эталонным наиболее близким образцом и если разность равна нулю или находится в предварительно определенных пределах (допусках), то изображение принимается, в противном случае оно отбраковывается.
Эталонные изображения могут быть изготовлены и другим способом. Например, для каждого рисунка производят один эталонный образец либо известным способом, либо способом согласно настоящему изобретению и повторно формируют изображение с различными относительными несоосностями в пределах определенных допусков.
Представляется очевидным, что точность системы определяется количеством используемых эталонных образцов. Для отбора образцов, которые должны быть использованы при контроле качества, можно использовать способ сопоставления эталонных образцов и контролируемого изображения с помощью некоторых предварительно установленных элементов изображения. В случае изображения, представленного на двух фигурах, можно использовать, например, нижний угол треугольника и верхний удаленный угол прямоугольника, которые обозначены A1, A2. Таким образом, при контроле будут пытаться совместить элементы изображения A1 и B1 или A1 и A2 контролируемого образца с соответствующими элементами изображения на эталонных образцах.
Данный способ позволяет также компенсировать воздействие помех при выделении выбранных значений, которые возникают в результате изменения взаимного положения камеры и принимаемого или контролируемого изображения. Действительно, соосность камеры и контролируемого или принимаемого изображения не может быть всегда идеальной, так как если, например, черная линия, ширина которой соответствует ширине элемента изображения, находится точно напротив датчика, то ее принятая денсиметрическая величина отличается от денсиметрической ширины той же черной линии, незначительно смещенной на величину менее ширины элемента изображения.
Для устранения этого эффекта необходимо устранить причины, вызывающие несоосность камеры и изображения, используя для этого тот же способ, т.е. изготовить некоторое количество эталонных образцов с учетом несоосности камер и изображения, т.е. такой несоосности, которая точно ограничена размерами элемента изображения. В этом случае можно производить образцы, имеющие, например, несоосности, составляющие ± 0,5 элемента изображения с шагом, равным 0,1 элемента изображения по двум направлениям x и y. Таким образом, для вышеуказанного случая создается блок из 121 образцов, хранимый в запоминающем устройстве, например в устройстве 4, приведенном на фиг. 3, которое используется в дальнейшем для отбора тождественных образцов и осуществления контроля качества. В данном случае не требуется значительного повышения трудоемкости за исключением электронного запоминающего устройства.
Очевидно, что способ, основанный на применении большого числа образцов для уменьшения воздействия помех при выделении выборочных значений, может применяться даже в случае многочисленных фаз печатания, так как достаточно изготовить несколько эталонных образцов, соответствующих различным соосностям камеры и рисунка для каждой фазы печатания.
Использование данного изобретения позволяет обеспечить возможность упрощения автоматического контроля.
Изобретение относится к способам контроля с помощью оптоэлектронного устройства качества печати изображения на бумаге. Сущность изобретения заключается в следующем. Используя известные средства и способы, подготавливают несколько эталонных изображений. Каждое эталонное изображение содержит относительную допустимую несоосность различных рисунков, образующих изображение. Под различными рисунками понимают рисунки, напечатанные во время различных фаз печатания. При контроле контролируемого изображения сравнивают его с наиболее близким эталонным образцом. Техническим результатом, на который направлено данное изобретение, является обеспечение возможности упрощения автоматического контроля. 6 з.п.ф-лы, 3 ил.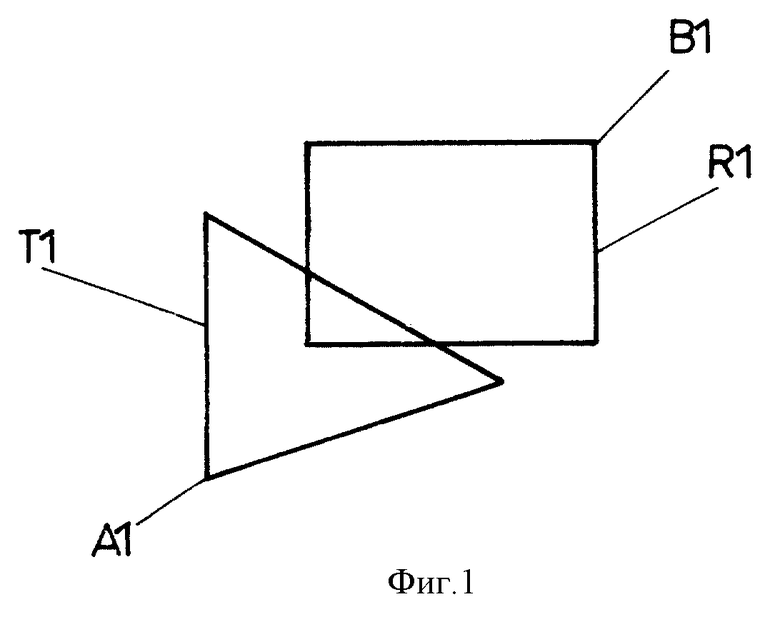
| Устройство для давильной обработки | 1972 |
|
SU444583A1 |
| DE 4218760 A1, 09.12.1993 | |||
| Фотоэлектрическое устройство для контроля правильности подачи листов на печатных машинах | 1955 |
|
SU104298A1 |
| US 3814943 A, 04.06.1974 | |||
| US 4231014 A, 28.10.1980. | |||

